切削热的产生与切削温度的测量
- 格式:docx
- 大小:801.07 KB
- 文档页数:7
切削热和切削温度的关系
切削热和切削温度的关系:
一、切削热的定义
切削热,又称切削摩擦热,是指钻、刨、扳、铣等类切削工艺过程中,各部件之间所产生的相互摩擦作用所引发的热量。
切削热主要分布在
工件前端工具口部,断层处和口角处,向外延伸到隔水层内部。
二、切削温度的影响因素
1、切削参数:切削参数包括切削速度、进刀量、刀具尺寸以及刀具结
构参数;
2、切削材料特性:材料的物理特性,如材料的硬度、弹性模量、热导
率等,决定了材料的切削热传输率;
3、工件表面状态:工件表面的光洁度或粗糙度也会因受压磨削热中的
切摩擦热而发生变化;
4、切削环境:切削环境变化会影响空气中的切削温度。
所以,切削工
艺中要仔细把握切削温度。
三、切削温度的控制
1、采用合理的切削参数:提高切削速度可以有效减少切削热,调节进刀量可以避免过多的刀具磨损和加大刀具的寿命;
2、采用合理的切削环境:在低温的切削环境中,切削热能够更快地排出,从而降低切削温度;
3、把握切削工件表面温度:切削前,可以根据工件表面温度调整切削参数,使切削温度不过高;
4、利用切削润滑液:切削时,可以使用切削润滑液,它可以对切削前端起到良好的润滑作用,减少切削温度;
5、正确使用刀具:正确使用刀具可以减少不必要的刀具消耗,从而降低切削热,减少切削温度。
四、切削温度的临界值
切削温度的临界值取决于切削材料的性能,一般情况下,普通工件的切削温度临界值一般设定为1000~3000℃,钢材切削的临界值在1500~2500℃,高硬度合金的切削温度不宜超过500℃。
如果切削温度超过了临界值,会导致工件裂痕、烧伤和工具烧毁等问题。
切削过程中切削热的影响及分析摘要切削金属时,由于切屑剪切变形所作的功和刀具前面、后面摩擦所作的功都转变为热,这种热叫切削热。
使用切削液时,刀具、工件和切屑上的切削热主要由切削液带走;不用切削液时,切削热主要由切屑、工件和刀具带走或传出,其中切屑带走的热量最大,传向刀具的热量虽小,但前面和后面上的温度却影响着切削过程和刀具的磨损情况,所以了解切削温度的变化规律是十分必要的。
关键词:切削热;切削温度;测量方法;热量分布;影响因素目录1切削热的产生 (1)2切削热的测量 (2)2.1.热电偶法 (2)2.2自然热电偶法 (5)2.3人工热电偶法 (5)2.4半人工热电偶法 (5)2.5等效热电偶法 (6)2.6.切屑颜色与切削温度的关系 (6)2.7光热辐射法 (7)2.8其他因素 (8)3切削热的影响因素 (8)3.1、切削用量的影响 (8)3.2、刀具几何参数的影响 (9)3.3、刀具磨损的影响 (11)3.4、切削液的影响 (11)3.5工件材料 (11)3.6其他因素 (11)4切削热的分布 (12)5对工件的影响 (13)6 解决措施 (13)7 切削热的利用 (14)结论 (17)致谢 (18)参考文献 (19)1切削热的产生切削热被切削的金属在刀具的作用下,发生弹性和塑性变形而耗功,这是切削热的一个重要来源。
此外,切屑与前刀面、工件与后刀面之间的摩擦也要耗功,也产生出大量的热量。
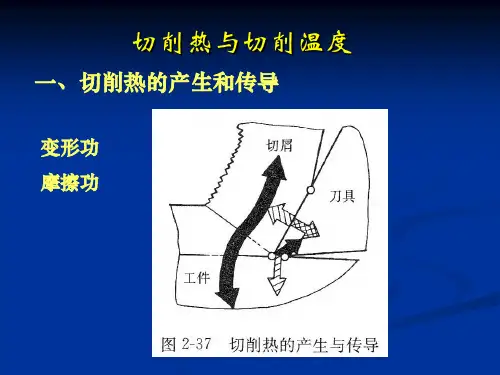
因此,切削时共有三个发热区域,即剪切面、切屑与前刀面接触区、后刀面与过渡表面接触区,如图示,三个发热区与三个变形区相对应。
所以,切削热的来源就是切屑变形功和前、后刀面的摩擦功。
切削塑性材料时,变形和摩擦都比较大,所以发热较多。
切削速度提高时,因切屑的变形减小,所以塑性变形产生的热量百分比降低,而摩擦产生的热量百分比增高。
切削脆性材料时,后刀面上摩擦产生的热量在切削热中所占的百分比增大。
切削热来源于三个变形区切屑变形功刀具切屑间摩擦功刀具工件间摩擦功切削热产生比例Q=Qs+Qγ+Qα 根据切削条件:切塑性金属时切屑为带状切屑,塑性变形和前刀面的摩擦比较厉害,切屑为带状切屑,塑性变形和前刀面的摩擦比较厉害, Qs+QX占主导切脆性金属时切屑为崩碎切屑,后刀面摩擦占百分比↑,所以Q 切屑为崩碎切屑,后刀面摩擦占百分比↑,所以Qα占主导速度较高时切屑的变形↓,塑性变形产生的热百分比↓ 摩擦热占切屑的变形↓,塑性变形产生的热百分比↓,摩擦热占百分比↑ 百分比↑ ,Qγ+Qα占主导速度较低时切屑的变形↑ 塑性变形Q 切屑的变形↑,塑性变形Qs占主导2切削热的测量尽管切削热是切削温度上升的根源,但直接影响切削过程的却是切削温度,切削温度一般指前刀面与切屑接触区域的平均温度。
金属切削过程中的切削热及切削温度的影响因素研究在金属的切削加工中,由于被切削金属层的挤压变形和刀具与工件间的摩擦会产生大量的切削热,从而使刀头的切削温度迅速上升,进而使刀具磨损加快,并会影响到工件的加工质量。
针对这一问题,本文对切削加工中切削热的产生与传散及影响切削温度的因素做了研究。
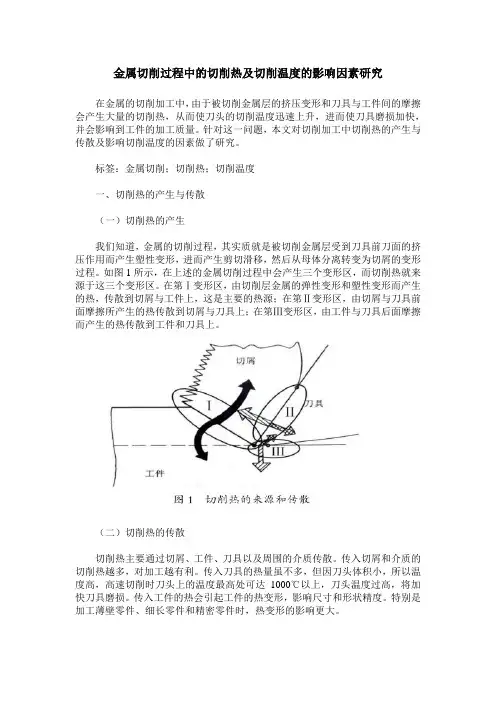
标签:金属切削;切削热;切削温度一、切削热的产生与传散(一)切削热的产生我们知道,金属的切削过程,其实质就是被切削金属层受到刀具前刀面的挤压作用而产生塑性变形,进而产生剪切滑移,然后从母体分离转变为切屑的变形过程。
如图1所示,在上述的金属切削过程中会产生三个变形区,而切削热就来源于这三个变形区。
在第Ⅰ变形区,由切削层金属的弹性变形和塑性变形而产生的热,传散到切屑与工件上,这是主要的热源;在第Ⅱ变形区,由切屑与刀具前面摩擦所产生的热传散到切屑与刀具上;在第Ⅲ变形区,由工件与刀具后面摩擦而产生的热传散到工件和刀具上。
(二)切削热的传散切削热主要通过切屑、工件、刀具以及周围的介质传散。
传入切屑和介质的切削热越多,对加工越有利。
传入刀具的热量虽不多,但因刀头体积小,所以温度高,高速切削时刀头上的温度最高处可达1000℃以上,刀头温度过高,将加快刀具磨损。
传入工件的热会引起工件的热变形,影响尺寸和形状精度。
特别是加工薄壁零件、细长零件和精密零件时,热变形的影响更大。
影响热传导的主要因素是工件和刀具材料的导热能力以及周圍介质的状况。
一般情况下,切削热大部分由切屑带走和传入工件,以保证刀具的正常切削。
各部分传热的比例取决于具体的切削条件。
例如,不使用切削液,以中等切削速度车削钢料外圆时,切削热的50%~86%由切屑带走,10%~40%传入工件,3%~9%传入车刀,1%左右传入空气。
和上述条件一样,钻削钢料时,散热条件差,切削热的28%左右由切屑带走,约15%传入工件,约52%传入钻头,5%左右传入周围介质。
二、切削温度及影响切削温度的因素(一)工件材料材料的强度、硬度越高,切削时消耗的功率就多,产生的切削热也多,温度就越高。
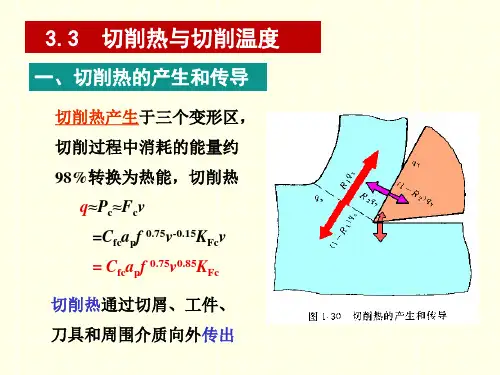
3.3 切削热与切削温度一、切削热的产生和传导切削热产生于三个变形区,切削过程中消耗的能量约98%转换为热能,切削热q≈P c≈F c v=C fc a p f 0.75v-0.15K Fc v=C fc a p f 0.75v0.85K Fc切削热通过切屑、工件、刀具和周围介质向外传出二、切削温度的分布红外胶片法测得切钢料的温度场,分析归纳切削温度分布规律:1.剪切区等温线与滑移线相近OM线温度比OA线上温度高剪切滑移相等的地方温度相等,剪切变形是切削热的第一来源2.前后刀面最高温度点不在刀刃上切屑上最高温度比剪切区温度高切屑底层温度比上层温度高摩擦是切削热的又一来源三、影响切削温度的主要因素切削温度θ 一般指前刀面与切屑接触区内的平均温度两个方面:切削热的产生与传出(一)切削用量的影响由实验得出切削温度经验公式如下θ=C θ v z θf y θa p x θ式中系数及指数见表1-4,由表中数据看出:z θ在0.3~0.5之间,y θ在0.15~0.3,x θ在0.05~0.1切削用量↑时切削温度↑,其中v 对θ影响最大,进给量f 的影响比v 小,背吃刀量a p 的影响很小。
(二)刀具几何参数的影响1. 前角γ的影响γ↑→变形程度↓→F↓q ↓→θ ↓但γ>20°时,因散热面积↓,对θ的影响减小2. 主偏角κr的影响κr ↑,切削宽度aw↓,散热面积↓→θ↑3. 负倒棱和刀尖圆弧半径的影响bγ1 、rε↑,切屑变形程度↑→q ↑同时散热条件改善,两者趋于平衡对θ影响很小(三)工件材料的影响强度硬度、塑性和韧性越大,切削力越大,切削温度升高。
导热率大,散热快,温度下降(四)刀具磨损的影响后刀面磨损增大,切削温度升高; VB达一定值影响加剧; v越高刀磨损对θ影响越显著(五)切削液的影响浇切削液对↓切削温度↓刀具磨损↑加工质量有明显效果。
热导率比热容和流量越大,本身温度越低冷却效果越显著。
切削热的产生与切削温度的测量
切削热和由此产生的切削温度是金属切削过程中的一个重要物理现象。
大量的切削热使切削区域的温度升高,直接影响刀具的磨损和寿命,并影响工件的加工精度和表面质量。
切削温度也可作为自动化生产中监控因素,所以研究切削热和切削温度变化规律对生产时间有重要的意义。
(一)切削热的产生和传出
被切金属层在刀具的作用下发生弹性变形和塑性变形,这是切削热的一个来源。
同时,切屑与前刀面、工件与后刀面间消耗的摩擦功也将转化为热能,这是切削热的又一个来源(见图1)。
如果忽略后刀面上的摩擦功和进给运动所消耗的功,并假定主运动所消耗的功全部转化为热能,则单位时间内产生的切削热可算出:
Qc=Fzvc
式中Qc--每秒钟内产生的切削热,单位为J/s;
Fz--主切削力,单位为N;
vc--切削速度,单位为m/s。
图1 切削热的产生和传出
(二)切削温度及其测量方法
切削温度一般是指刀具与工件接触区域的平均温度。
切削温度测量的方法很多,如图2所示。
目前比较常用的测量切削温度的方法是热电偶法和光热辐射法。
下面将分别进行阐述。
图2 切削温度的测量方法
1.热电偶法
热电偶法又分为自然热电偶法和人工热电偶法(见表1)。
表1 自然热电偶与人工热电偶比较
图3 自然热电偶法测温示意图
1.铜顶尖
2.铜销
3.车床主轴尾部
4.工件
5.刀具
图4 人工热电偶法测温示意图
a)测前刀面温度b)测工件温度
要想知道前刀面上的温度,还需应用传热学的原理和公式进行推算。
应用人工热电偶法测温,并辅以传热学计算所得到的刀具、切屑和工件的切削温度分布情况(见图5)。
图5 切削温度的分布
a)刀具、工件和切屑中温度分布b)刀具前刀面上温度分布加工条件:刀具YT20,vc=600m/min 加工条件:工件30Mn4,ap=3mm,
f=0.25mm/r
由图5可以看出切削温度的分布规律:
(1)前刀面上温度最高处并不在切削刃口处,而在离刃口有一定距离的位置,工件材料塑性越大,距离刃口越远,反之越近。
这是因为热量沿前刀面有个积累过程,这也是刀具磨损严重之处;
(2)切屑底层的温度梯度最大,说明摩擦热集中在切屑底层与前刀面接触处。
2.光热辐射法
除了热电偶测温法,采用观察刀具或零件切削前后金相组织变化的方法也能判定切削温度,但这两种方法并不直观,而且观察和分析的工作量较大。
近来也更多的是使用红外线测温仪或光能电池测量切削温度。
热像仪就是利用红外线原理来测量切削温度的,它是通过非接触探测红外热量,并将其转换生成热图像和温度值,进而显示在显示器上,并可以对温度值进行计算的一种检测设备。
如图6是用热像仪测温的现场演示图。
图1-30是利用热像仪的配套软件采集到的切削温度场图,软件可以将切削过程以红外影像采集下来,在确定准确的发射率情况下,设定播放速度,调节播放位置,对采集切削过程的温度分布进行测量和绘制。
图6 用热像仪现场测温
图7 测得温度场图
3.切屑颜色与切削温度的关系
在生产实践中,可以通过切削加工时切屑的颜色来判断刀尖部位的大致温度。
以车削碳素结构钢为例,随着切削温度的提高,切屑颜色变化过程顺序为:银白色→黄白色→金黄色→紫色→浅蓝色→深蓝色。
其中,银白色切屑反映的切削温度约为200℃左右,金黄色切屑反映的切削温度约400℃左右,深蓝色切屑反映的切削温度约600℃左右。
(三)影响切削温度的主要因素
1.工件材料
工件材料的强度、硬度越高,切削时消耗的功就越多,产生的切削热越多,切削温度就越高。
工件材料的热导率越大,通过切屑和工件传出的热量越多,切削温度下降越快。
2.刀具几何参数
前角增大,切削变形减小,产生的热量少,切削温度降低;但过大的前角会减少散热体积,当前角大于20°~25°时,前角对切削温度的影响减少。
主偏角减小,使切削宽度增大,散热面积增加,切削温度下降,如图8、图9所示。
图8 前角对切削温度的影响
图9 主偏角对切屑温度的影响
3.切削用量
对切削温度影响最大的切削用量是切削速度,其次是进给量,而背吃刀量的影响最小,这是因为当切削速度vc增加时,单位时间内参与变形的金属量增加而使消耗的功率增大,切削温度升高;当f增加时,切屑变厚,由切屑带走的热量增多,故切削温度上升不甚明显;当ap增加时,产生的热量和散热面积同时增大,故对切削温度的影响也小,如图10所示。
图10 切削用量对切削温度的影响
a)切削速度的影响b)进给量的影响c)背吃刀量的影响
4.其他因素
刀具后刀面磨损量增大时,加剧了刀具与工件间的摩擦,使切削温度升高,切削速度越高,刀具磨损对切削温度的影响就越显著(见图11)。
浇注切削液对降低切削温度、减少刀具磨损和提高已加工表面质量有明显的效果。
切削液的润滑作用可以减少摩擦,减小切削热的产生。
图11 不同切削速度下后刀面磨损与切削温度的关系。