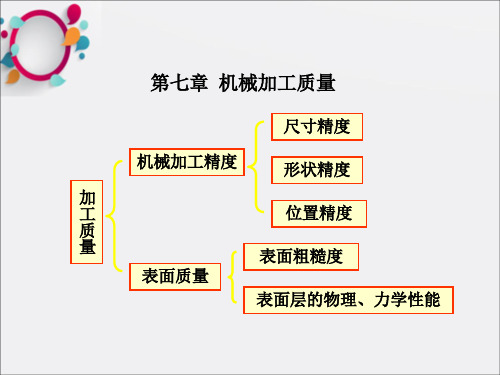
第七章 机械加工表面质量
- 格式:pdf
- 大小:698.24 KB
- 文档页数:41

机械加工表面质量的影响因素及控制措施摘要:机械加工表面质量影响零件的使用性能,如耐磨性、耐疲劳性等方面,同时,本文分析了影响机械加工表面质量的因素,探讨了提高机械加工工件表面质量的措施。
关键词:质量控制机械加工表面质量会直接影响零件的工作性能,尤其是零件的可靠性和工作寿命,任何机械加工所得到的零件表面实际上都不是完全理想的表面,研究机械加工表面质量及其影响因素,掌握其变化规律,对提高机械加工表面质量及产品使用性能具有重要的意义。
一、机械加工表面质量的含义表面质量是指零件被加工后表面层的状态,即:加工表面的几何形状误差和表面层金属的力学物理性能和化学性能,工件表面质量的好坏是以表面粗糙度的大小来衡量的。
表面粗糙度是指加工表面上所具有的较小间距和峰谷所组成微观几何形状的特性。
二、影响机械加工表面质量的因素1、机器使用性能对机械加工表面质量的影响表面质量对零件的耐磨性,配合精度,疲劳强度、抗腐蚀性,接触刚度等使用性能都有很大的影响。
(1)耐磨性对表面质量的影响。
零件的耐磨性主要与摩擦副的材料、热处理情况和润滑条件有关在这些条件已确定的情况下,零件的表面质量就起着决定性的作用零件的磨损过程,通常分为三个阶段:摩擦副刚开始工作时,磨损比较明显,称为初期磨损阶段(一般称为走合期)。
经初期磨损后,磨损缓慢均匀,进入正常磨损阶段。
当磨损达到一定程度后,磨损又突然加剧,导致零件不能正常工作,称为急剧磨损阶段。
(2)疲劳强度对表面质量的影响。
在交变载荷作用下,表面粗糙度的凹谷部位容易引起应力集中,产生疲劳纹。
表面粗糙度值愈大,表面的纹痕愈深,纹底半径愈,抗疲劳破坏的能力就愈差。
(3)耐蚀性对表面质量的影响。
零件的耐蚀性在很大程度上取决于表面粗糙度,表面粗糙度值愈大,则凹谷中聚积腐蚀性物质就愈多、抗蚀性就愈差。
表面层的残余拉应力会产生应力腐蚀开裂,降低零件的耐磨性,而残余压应力则能防止应力腐蚀开裂。
2、影响表面粗糙度的因素(1)切削加工影响表面粗糙度的因素。

影响机械加⼯表⾯质量的因素及采取措施毕业论⽂毕业论⽂(设计)题⽬:影响机械加⼯表⾯质量的因素及采取措施影响机械加⼯表⾯质量的因素及采取措施摘要:机械产品的使⽤性能的提⾼和使⽤寿命的增加与组成产品的零件加⼯质量密切相关,零件的加⼯质量是保证产品质量基础。
衡量零件加⼯质量好坏的主要指标有:加⼯精度和表⾯粗糙度。
本⽂主要通过对影响零件表⾯粗糙度的因素、零件表⾯层的物理⼒学性能(表⾯冷作硬化、残余应⼒、⾦相组织的变化与磨削烧伤)、表⾯质量影响零件使⽤性能等因素的分析和研究,来提⾼机械加⼯表⾯质量的⼯艺措施。
关键词:机械加⼯;表⾯质量;影响因素;控制措施⽬录前⾔ (1)⼀、概述 (1)(⼀)、基本概念 (1)1、机械加⼯ (1)2、零件的失效 (2)3、磨削烧伤 (2)4、表⾯冷作硬化 (2)⼆、影响⼯件表⾯质量的因素 (2)(⼀)、加⼯过程对表⾯质量的影响 (2)1、⼯艺系统的振动对⼯件表⾯质量的影响 (2)2、⼑具⼏何参数、材料和刃磨质量对表⾯质量的影响 (2)3、切削液对表⾯质量的影响 (3)4、⼯件材料对表⾯质量的影响 (3)5、切削条件对⼯件表⾯质量的影响 (3)6、切削速度对表⾯粗糙度的影响 (4)7、磨削加⼯影响表⾯质量的素 (4)8、影响⼯件表⾯物理机械性能的素 (5)(⼆)、使⽤过程中影响表⾯质量的因素 (7)1、耐磨性对表⾯质量的影响 (7)2、疲劳强度对表⾯质量的响 (8)3、耐蚀性对表⾯质量的响 (8)三、机械加⼯表⾯质量对零件使⽤性能的影响 (8)(⼀)、表⾯质量对零件耐磨性的影响 (8)(⼆)、表⾯质量对零件疲劳强度的影响 (9)(三)、表⾯质量对零件耐腐蚀性能的影响 (9)(四)、表⾯质量对零件间配合性质的影响 (9)(五)、表⾯质量对零件其他性能的影响 (10)四、控制表⾯质量的途径 (10)(⼀)、降低表⾯粗糙度的加⼯⽅法....、 (10)(⼆)、改善表⾯物理⼒学性能的加⼯⽅法 (13)五、提⾼机械加⼯⼯件表⾯质量的措施 (15)六、结论 (16)七、参考⽂献 (16)前⾔随着⼯业技术的飞速发展机械化⽣产以⾛进各⼤⼩企业,与之息息相关的就是各式各样的机器。

第一章绪论思考下列问题:1.机械制造工业的发展历史和现状。
2.机械制造工业在国民经济中的地位作用。
3.本课程的主要任务和要求。
第二章金属切削加工的基础知识一、填空题1. 在加工中,刀具和工件之间的相对运动称为切削运动,按其功用可分为主运动和进给运动。
其中主运动消耗功率最大。
2. 切削用量三要素是指切削速度、进给量和背吃刀量。
*3. 刀具静止角度参考系的假定条件是假定安装条件和假定运动条件。
4. 常用的切削刃剖切平面有正交平面、法平面、背平面和假定工作平面,它们可分别与基面和切削平面组成相应的参考系。
5. 在正交平面内度量的前刀面与基面之间的夹角称为前角,后刀面与切削平面之间的夹角称为后角。
6. 正交平面与法平面重合的条件是刃倾角为0 。
7. 基准平面确定后,前刀面由前角和刃倾角两个角确定;后刀面由后角和主偏角两个角确定;前、后刀面确定了一条切削刃,所以一条切削刃由前角、后角、刃倾角、主偏角四个角度确定。
8. 用以确定刀具几何角度的两类参考坐标系为刀具标注角度参考系和刀具工作角度参考系。
二、判断题(正确的打√,错误的打×)1. 在切削加工中,进给运动只能有一个。
(×)2. 背平面是指通过切削刃上选定点,平行于假定进给运动方向,并垂直于基面的平面。
(×)3. 其它参数不变,主偏角减少,切削层厚度增加。
(×)4. 其它参数不变,背吃刀量增加,切削层宽度增加。
(√)5. 主切削刃与进给运动方向间的夹角为主偏角K。
(×)r*6. 车削外圆时,若刀尖高于工件中心,则实际前角增大。
(√)7. 对于切断刀的切削工作而言,若考虑进给运动的影响,其工作前角减少,工作后角增大。
(×)*8. 当主偏角为90时,正交平面与假定工作平面重合。
(√)9. 切削铸铁类等脆性材料时,应选择K类(YG类)硬质合金。
(√)10. 粗加工时,应选择含钴量较低的硬质合金。
(×)三、名词解释1. 基面过切削刃上选定点垂直于主运动方向的平面。
机械制造技术基础第七章机械加工表面质量主讲:蒙启泳第七章机械加工表面质量本章提要机械加工表面质量决定了机器的使用性能和延长使用寿命。
机械加工表面质量是以机械零件的加工表面和表面层作为分析和研究对象的。
本章旨在研究零件表面层在加工中的变化和发生变化的机理,掌握机械加工中各种工艺因素对表面质量的化的机理掌握机械加工中各种工艺因素对表面质量的影响规律,运用这些规律来控制加工中的各种影响因素,以满足表面质量的要求。
内容提纲7.1 机械加工后的表面质量7.2机械加工后的表面粗糙度机械加后的表面粗糙度73机械加工后的表面层物理机械性能7.3 机械加工后的表面层物理机械性能7.4 控制加工表面质量的工艺途径74控制加工表面质量的工艺途径7.5机械加工过程中的振动问题7.1.1表面质量的含义表面质量是指机器零件加工后表面层的状态。
表面质量的主要内容有两部分:(1)表面层的几何形状表面粗糙度:是指表面微观几何形状误差,其波高与波长的比值在L 1/H1<40的范围内。
图7.1 表面几何形状表面波度:是介于加工精度(宏观几何形状误差L 3/H 3>1000)和表面粗糙度之间的一种带有周期性的几何形状误差,其波高与波长的比值在40<L2/H2<1000的范围。
如图7.l 所示。
7.1.1表面质量的含义(2)表面层的物理机械性能表面层冷作硬化(简称冷硬):零件在机械加工中表面层金属产生强烈的冷态塑性变形后,引起的强度和硬度都有所提高的现象。
表面层金相组织的变化:由于切削热引起工件表面温升过高,表面层金属发生金相组织变化的现象。
面层金属发生金相组织变化的现象表面层残余应力是由于加工过程中切削变形和切削热的影响,工件表面层产生残余应力。
7.1.2 表面质量对零件使用性能的影响7.1.2.1对零件耐磨性的影响在摩擦副的材料、热处理情况和润滑条件已经确定的情况下,零件的表面质在摩擦副的材料热处理情况和润滑条件已经确定的情况下量对耐磨性能起决定性的作用,如图7-2所示。
图7-2表面粗糙度与初期磨损的关系7.1.2.1对零件耐磨性的影响表面粗糙度对耐磨性能的影响,还与粗糙度的轮廓形状及纹路方向有关。
表面层的冷硬可显著地减少零件的磨损。
但如果表面硬化过度,零件心部和表面层硬度差过大,会发生表面层剥落现象,使磨损加剧。
表面层产生金相组织变化时由于改变了基体材料原来的硬度因而表面层产生金相组织变化时,由于改变了基体材料原来的硬度,因而也直接影响其耐磨性。
7.1.2.2 对零件疲劳强度的影响在周期性的交变载荷作用下,零件表面微观不平与表面的缺陷一样都会产生应力集中现象,而且表面粗糙度值越大,即凹陷越深和越尖,应力集中越严重,越容易形成和扩展疲劳裂纹而造成零件的疲劳损坏。
零件表面的冷硬层能够阻碍裂纹的扩大和新裂纹的出现,冷硬可以提高零件的疲劳强度。
但冷硬层过深或过硬则容易产生裂纹,反而以提高零件的疲劳强度但冷硬层过深或过硬则容易产生裂纹,反而会降低疲劳强度。
所以冷硬要适当。
内应力对疲劳强度的影响很大。
表面层残余的压应力能表面层的对疲劳强度的影响很大表面层残余的压应力能够部分地抵消工作载荷施加的拉应力,延缓疲劳裂纹扩展,而残余拉应力容易使已加工表面产生裂纹而降低疲劳强度。
应力容易使已加工表面产生裂纹而降低疲劳强度7.1.2.3 对零件抗腐蚀性能的影响零件表面粗糙度值越大,潮湿空气和腐蚀介质越容易堆积在零件表面四处而发生化学腐蚀,或在凸峰间产生电化学作用而引起电化学腐蚀,故抗腐蚀性能越差。
表面冷硬和金相组织变化都会产生内应力。
零件在应力状态下工作时,会产生应力腐蚀,若有裂纹,则更增加了应力腐蚀的敏感性。
因此表面内应力会降低零件的抗腐蚀性能。
7.1.2.4对零件的其它影响表面质量对零件的配合质量、密封性能及摩擦系数都有很大的影响。
零件表面层状态对其使用性能也有如此大的影响。
7.2 机械加工后的表面粗糙度7.2.1切削加工后的表面粗糙度切削加工时表面粗糙度的形成,大致可归纳为三方面的原因:几何因素、物理因素和工艺系统的振动。
(1)几何因素形成粗糙度的几何因素是由刀具相对于工件作进给运动时在加工表面上遗留下来的切削层残留面积;运动时在加表面上(2)物理因素由图可知,切削加工后表面的实际粗糙度与理论粗糙度有比较大的差别。
这主要是与被加工材料的性能及切削机理有关的物理因素的影响。
切削过程中刀具的刃口圆角及后刀面对工件挤压与摩擦而产生塑性变形。
韧性越好的材料塑性变形就越大且容塑性材料加工后的表面实际轮廓和理好的材料塑性变形就越大,且容易出现积屑瘤与鳞刺,使粗糙度严重恶化论轮廓严重恶化。
7.2.2 磨削加工后的表面粗糙度影响磨削后表面粗糙度的因素也可归纳为三方面:与磨削过程和砂轮结构有关的几何因素,砂轮磨粒的微刃(1),砂轮上磨粒的微刃形状和分布对于磨削后的表面粗糙度是有影响的。
(2)与磨削过程和被加工材料塑性变形有关的物理因素,大多数磨粒只有滑擦、耕犁作用。
磨削量是经过很多后继磨粒的多次挤压因疲劳而断裂、脱落,所以加工表面的塑性变形很大,表面粗糙度值就大。
(3)工艺系统的振动因素。
为了降低表面粗糙度值,应考虑以下主要影响因素:砂轮的粒度、砂轮的修整、砂轮速度、工件速度、径向进给量、轴向进给量。
7.3.1机械加工后表面层的冷作硬化7.3.1.1冷作硬化产生的原因(1)切削或磨削加工时,表面层金属由于塑性变形使晶体间产生剪切滑移,晶格发生拉长、扭曲和破碎而得到强化。
冷作硬化的特点是:变形抵抗力提高(屈服点提高),塑性降低(相对延伸率降低)。
冷硬的指标通常用冷硬层的深度h、表面层的显微硬度H以及硬化程度N来表示,其中N=H/H0,H0为图7.8 切削加工后表面层的冷硬原来的显微硬度。
(2)表面层冷作硬化的程度的影响因素表面层冷作硬化的程度决定于产生塑性变形的力、变形速度及变形时的温度。
力越大,塑性变形越大,则硬化程度越大;速度越大,塑性变形越不充分,则硬化程度越小;变形时的温度不仅影响塑性变形程度还会影响变形后金相组织的恢复程度形程度,还会影响变形后金相组织的恢复程度。
切削加工时表面层的硬化可能有两种情况:完全强化和不完全强化。
机械加工时表面层的冷作硬化就是强化作用和回复作用的综合结果。
切削温度越高、高温持续时间越长、强化程度越大,则回复作用也就越强。
7.3.1.2 影响冷作硬化的主要因素①刀具刀具的切削刃口圆角和后刀面的磨损量对于冷硬层有很大的影响,此两值增大时,冷硬层深度和硬度也随之增大。
前角减少时,冷硬也增大。
②被加工材料被加工材料硬度愈低、塑性愈大,切削后的冷硬现象愈严重。
被加材料度愈低塑性愈大切削后的冷象愈重③切削用量切削速度增大时,刀具与工件接触时间短,塑性变形程度减少,同时会使温度增高,有助于冷硬的回复,所以硬化层深度和硬度都有所减少。
时会使温度增高有助于冷硬的回复所以硬化层深度和硬度都有所减少进给量增大时,切削力增大,塑性变形程度也增大,因此硬化现象增大。
但在进给量较小时,由于刀具的刀口圆角在加工表面单位长度上的挤压次但在进给量较小时由于具的圆角在加表面单位长度上的挤压次数增多,因此硬化倾向也会增大。
背吃刀量增大时,冷硬层深度也有所增大,但其影响程度不显著。
7.3.2 机械加工后表面层金相组织的变化7.3.2.1金相组织变化的原因(1)磨削加工时切削力比其它加工方法大数十倍,切削速度也特别高,时切削力比其它加工方法大数十倍切削速度也特别高由于砂轮导热性差、切屑数量少,磨削过程中能量转化的热大部分都传给了工件。
磨削时,在很短的时间内磨削区温度可上升到400~高样大度促使部1000℃,甚至更高。
这样大的加热速度,促使加工表面局部形成瞬时热聚集现象,有很高温升和很大的温度梯度,出现金相组织的变化,强度和硬度下降,产生残余应力,甚至引起裂纹,这就是磨削烧伤现强度和硬度下降产生残余应力甚至引起裂纹这就是象。
(2) 磨削淬火钢时表面层产生的烧伤磨削淬火钢时极易发生磨削烧伤,磨削淬火钢时表面层产生的烧伤有以下三种:①回火烧伤磨削区温度超过马氏体转变温度而未超过相变温度,则工件表面原来的马氏作组织将产生回火现象,转化成硬度降低的回火组织——索氏体或屈氏体。
作组织将产生回火现象转化成硬度降低的回火组织索氏体或屈氏体②淬火烧伤磨削区温度超过相变温度,马氏体转变为奥氏体,由于冷却液的急冷作用,磨削区温度超过相变温度马氏体转变为奥氏体由于冷却液的急冷作用表层会出现二次淬火马氏体,硬度较原来的回火马氏体高,而它的下层则因为冷却缓慢成为硬度降低的回人组织。
③退火烧伤不用冷却液进行干磨削时,磨削区温度超过相变温度,马氏体转变为奥氏体,因工件冷却缓慢测表层硬度急剧下降,这时工件表层被退火。
7.3.2.2 影响磨削加工时金相组织变化的因素影响磨削加工时金相组织变化的因素有工件材料、磨削温度、温度梯度及冷却速度等。
(1)工件材料工件材料为低碳钢时不会发生相变。
高合金钢如轴承钢、高速钢、高合金钢如轴承钢高速钢镍铬钢等传热性特别差,在冷却不充分时易出现磨削烧伤,未淬火钢为扩散度低的珠光体,磨削时间短时不会发生金相组织的变化,淬火钢极易相变钢极易相变。
(2) 磨削温度、温度梯度及冷却速度等对金相组织变化的影响磨削温度、温度梯度、冷却速度等对金相组织变化的影响可以从图79得到说明响可以从图7.9得到说明。
图7.9所示,为高碳淬火钢在不同磨削条件下出现的表面层硬度分布情况。
图7.9 磨削高碳钢淬火时表面硬度分布7.3.3 机械加工后表面层的残余应力7.3.3.1残余应力产生的原因在机械加工中,工件表面层金属相对基体金属发生形状、体积的变化或金相组织变化时,工件表面层中将残留相互平衡的残余应力,产生表面层残余应力的原因:(1)冷态塑性变形机械加工时,表层金属产生强烈的塑性变形。
沿时表金属产生的塑性变切削速度方向表面产生拉伸变形,晶粒被拉长,金属密度会下降,即比容增大,而里层材料则阻碍这种变形,因而在表面层产生残余压应力,在里层则产生残余拉应力。
(2)热态塑性变形机械加工时,切削或磨削热使工件表面局部温升过高,引起高温塑性变形,使得工件在冷却后从内到外分别产生拉应力、压应力。
(3)金相组织变化切削时产生高温,由于不同的金相组织有不同的比容,表面层金相变化的结果将造成体积的变化。
表面层体积膨胀时,因为受到基体的限制,产生了压应力。
果将造成体积的变化表面层体积膨胀时因为受到基体的限制产生了反之,表面层体积缩小时,则产生拉应力。
实际机械加工后的表面层残余应力及其分布,是上述三方面因素综合作用的结果,在一定条件下,其中某一或二种因素可能起主导作用。
7.3.3.2 磨削裂纹的产生磨削加工中热态塑性变形和金相组织变化的影响较大,故大多数磨削零件的表面层往往有残余拉应力。