机器人码垛搬运共29页
- 格式:ppt
- 大小:3.15 MB
- 文档页数:29
工业机器人搬运码垛毕业设计引言工业机器人在现代制造业中扮演着重要的角色,其高效的搬运能力对于提高生产效率起着不可替代的作用。
码垛是工业机器人常见的任务之一,通过将货物从一处搬运到另一处,实现物料的堆叠和封装。
本文将探讨工业机器人搬运码垛的相关技术和其在毕业设计中的应用。
1.1 概述工业机器人搬运码垛是利用机器人系统完成货物的搬运任务。
相比传统的人工搬运,工业机器人搬运码垛具有高效、快速和精确的特点。
通过合理设置机器人的路径和动作,可以实现大规模、连续、高速的搬运作业,提高生产效率和质量。
1.2 目的本毕业设计的目的是设计并实现一套具有自主路径规划、机器人操作控制和人机交互功能的工业机器人搬运码垛系统。
通过研究和应用相关技术,提高搬运效率,减少人力成本,提高生产自动化水平。
正文2.1 自主路径规划在工业机器人搬运码垛过程中,路径规划是一个重要的环节。
通过合理的路径规划,可以保证机器人在有限的空间内有效地搬运货物。
目前,常见的路径规划方法有基于运动学的方法、基于力学的方法和基于视觉的方法等。
其中,基于视觉的路径规划方法在码垛任务中具有较好的应用效果。
通过视觉系统获取环境信息,并利用算法分析图像数据,可以实现机器人路径的自主规划。
2.2 机器人操作控制机器人操作控制是实现工业机器人搬运码垛的核心技术之一。
通过合理配置机器人的控制系统,可以实现机器人的精确搬运和操作。
对于工业机器人搬运码垛任务,通常需要考虑机器人的速度、加速度、力量和稳定性等方面的因素。
通过调整机器人的控制参数,并结合传感器的反馈信息,可以实现机器人的优化控制,提高搬运效率和质量。
结论3.1 总结工业机器人搬运码垛是一项重要的技术任务,其高效、快速和精确的搬运能力对于现代制造业的发展起着至关重要的作用。
通过合理应用自主路径规划和机器人操作控制技术,可以实现工业机器人在搬运码垛过程中的高效、稳定和准确的操作。
3.2 展望随着科技的发展和制造业的进步,工业机器人搬运码垛技术将不断完善和发展。


文件制修订记录本系统是将上流传送带传送过来的产品按一定的堆放形状放置到托盘上的码垛机器人设备。
1.功能概述为适应我国在石油、化工领域的快速发展,我们在吸收国外先进技术的基础上,自主开发了RB200型垂直多关节型机器人。
RB200型码垛机器人是一种仿人操作、自动控制、可重复编程、能在三维空间完成各种规定作业的机电一体化生产设备。
其主要由机械本体、伺服驱动系统、手臂机构、末端执行器(抓手)、末端执行器姿态调节机构以及检测机构等构成,它根据不同的物料包装、堆垛顺序、层数要求等进行参数设置,实现不同类型物料包装的码垛作业。
2.码垛机器人与传统机械式码垛机比较,特点如下:2.1.结构简单、零部件少。
因此零部件的故障率低、性能可靠、保养维修简单、所需库存零部件少。
2.2.占地面积小。
有利于客户厂房的总体布置,并可留出较大的库房面积。
2.3.适用性强。
当客户产品的尺寸、体积、形状及托盘的外形尺寸发生变化时只需在触摸屏上稍做修改即可,不会影响客户的正常的生产,甚至一台码垛机器人可同时对两条包装不同物料的生产线进行码垛操作。
2.4.能耗低。
传统机械式码垛机的功率在26kW左右,而码垛机器人的功率为10kW,能大大降低客户的长期运行成本。
3.主要技术特点:3.1.码垛机器人具有4个自由度,分别为手臂的两个关节沿垂直轴、水平轴作直线运动,机械本体和抓手绕各自的回转轴作回转运动。
3.2.手臂采用平行四边形连杆机构,由伺服电机通过带轮、同步带、滚珠丝杠、直线导轨驱动,并采用末端执行器姿态调节机构,使末端执行器(抓手)实现垂直轴、水平轴无藕合线性运动。
3.3.机械本体用于承载手臂机构及其驱动机构,机械本体安装在交叉滚子轴承上,由伺服电机通过精密摆线减速机驱动,实现码垛机器人在水平面内的回转作业。
3.4.抓手腕部回转由伺服电机通过精密摆线减速机驱动。
3.5.机械手主要材料采用铝合金型材,具有质量轻,动作灵活等特点。
4.主要技术指标:码垛最大能力:1200bags/h 橡胶:600bags/h最大载荷:200kg结构形式:4自由度关节型运动模式:柱面坐标动作范围Z轴(垂直):2300mmX轴(水平):1500mmθ轴(本体回转):330°a轴(手腕回转):330°5.动作范围:图1码垛机器人动作范围6.工作原理:码垛机器人(如下图2)包括手腕1、手臂机构2、手腕姿态调整机构3、机架4、底座12、机械手20以及手臂机构2的伺服驱动系统等。
JMTECH 机器人系统设备使用和维护手册江苏锦明工业机器人自动化有限公司1前言江苏锦明工业机器人自动化有限公司始创于 2001 年 3 月,是一家专业生产浮法玻璃生产线整套设备的高新技术企业。
已顺利通过ISO9000 质量管理体系、ISO14000 环境管理体系及 OHSMS18000 职业健康安全管理体系的三项认证。
公司以高瞻的战略眼光成立技术研发中心,以开放求知的广博胸怀不断吸纳高级技术人才,对公司产品不断进行性能优化改造与技术升级,目前已申报认证获得十一项技术专利,其产品已在国际玻璃机械行业中享有很高的声誉.江苏锦明工业机器人自动化有限公司—研发部,专注于工业机器人研发和自动化生产线的机器人集成应用。
已研发360KG 级、150HG 级及以下系列机器人,扭转国内重载机器人完全依赖进口的局面,填补了国内技术空白。
其中“六轴重载工业机器人”已通过高新技术成果监证。
目录HMI视觉系统操作说明 (4)一、组成 (5)二、wincc人工界面 (5)2.1 总览 (5)2.2 码垛参数设置 (5)2.3参数设置 (7)JMTECH 机器人手动操作说明 (8)一、KUKA机器人系统组成: (9)二、KUKA 机器人手动操作 (13)三、其他操作 (16)JMTECH 机器人及配套设备使用说明书 (17)一、机器人安全注意事项 (18)二、操作说明 (20)2.1控制柜面板介绍 (20)2.2接通电源 (21)2.3触摸屏操作 (21)JMTECH 机器人码垛工作站常用操作说明 (27)一、开机 (28)1.1 不断电情况下开机 (28)1.2断电情况下开机: (29)二、机器人运行过程中的操作 (30)2.1.第一片玻璃码垛时 (30)2.2 机器人暂停 (33)2.3 机器人急停 (34)三、机器人停止工作 (34)3.1 不需要机器人工作时 (34)3.2 特殊情况维护时 (34)四、丢片操作 (34)五、满跺操作 (34)六、机器人手动操作 (35)JMTECH 机器人码垛工作站维护说明 (36)一、常见故障综述 (37)二、故障说明和排除 (38)2.1压缩空气压力不足 (38)2.2真空压力不足 (39)2.3辊道线速度错误 (40)2.4 玻璃边沿检测不正确 (40)2.5辊道下方光电开关信号不正确 (41)2.6 开机机器人不正常工作 (41)2.7 混抓 (41)2.8 信号指示 (41)三、特殊情况说明 (42)3.1 总体原则: (42)3.2 操作方法 (42)四、附件 (43)JMTECH 机器人程序说明 (45)一、子程序调用流程 (46)二、子程序走点说明 (46)JMTECH 视觉系统操作说明江苏锦明工业机器人自动化有限公司视觉系统使用说明视觉对玻璃的信息包括长、宽、等级、缺角、缺边等信息进行处理,发送给机器人单机站,控制机器人码垛。
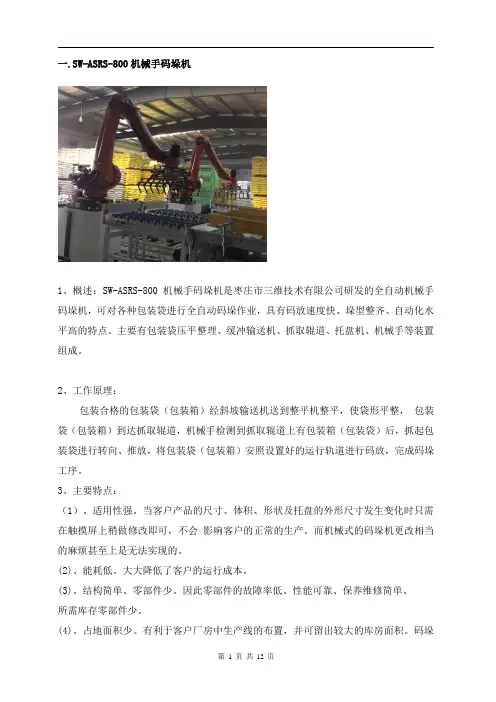
一.SW-ASRS-800机械手码垛机1、概述:SW-ASRS-800机械手码垛机是枣庄市三维技术有限公司研发的全自动机械手码垛机,可对各种包装袋进行全自动码垛作业,具有码放速度快、垛型整齐、自动化水平高的特点。
主要有包装袋压平整理、缓冲输送机、抓取辊道、托盘机、机械手等装置组成。
2、工作原理:包装合格的包装袋(包装箱)经斜坡输送机送到整平机整平,使袋形平整,包装袋(包装箱)到达抓取辊道,机械手检测到抓取辊道上有包装箱(包装袋)后,抓起包装袋进行转向、推放,将包装袋(包装箱)安照设置好的运行轨道进行码放,完成码垛工序。
3、主要特点:(1)、适用性强。
当客户产品的尺寸、体积、形状及托盘的外形尺寸发生变化时只需在触摸屏上稍做修改即可,不会影响客户的正常的生产。
而机械式的码垛机更改相当的麻烦甚至上是无法实现的。
(2)、能耗低。
大大降低了客户的运行成本。
(3)、结构简单、零部件少。
因此零部件的故障率低、性能可靠、保养维修简单、所需库存零部件少。
(4)、占地面积少。
有利于客户厂房中生产线的布置,并可留出较大的库房面积。
码垛机器人可以设置在狭窄的空间,即可有效的使用。
(5)、只需定位抓起点和摆放点,教示方法简单易懂。
(6)、全部控制可在控制柜屏幕上操作即可,操作非常简单主要装置序号名称规格型号数量作用功率1 RH-8000爬坡输送机B650×8000 1将包装袋输送到高位1.5KW2 RV-3000压平整形机B650×3000 1将包装袋压实整平1.5KW3 KR120R3200PA机械手R3200,6轴、库卡 1 码垛用15KW4 CR3000抓取辊道3000×2000×1500 1 机械手抓起平台 1.5KW5MTP-6000托盘自动供给机6000×2000×3000 1对码垛系统提供空托盘1.1KW6MOTP-3000成品托盘输送机3000×2000×1100 1将码垛完成托盘输出1.5kw7 控制系统包括触摸屏、PLC、控制柜18 SW-60C重量检测机复核包装袋重量,超差剔除1 选购9 CF-50金属检测机检测袋中是否有金属选购二.高位码垛机SW-ASH-1200高位全自动码垛机产品介绍:我公司生产的全自动码垛机可对各种包装袋进行全自动码垛作业,具有堆码速度快、垛形整齐,自动化水平高的特点,该设备由压平、转袋调姿、编组、分层升降等装置组成,其工作原理如下:斜坡输送机将包装机送来的合格包装袋过渡缓冲,由压袋机加以辊压,使袋形平整,再由转袋调姿装置使包装袋回转90°或180°,让包装袋缝纫口全部在内侧;然后由编组装置使包装袋每层横三竖二再竖二横三交错分层,排满最大8层后,由袋盘输送机出垛,最后由叉车运出码垛。
由于我国人口结构的变化,导致劳动力市场每年新增劳动力绝对数逐年递减,今后我国劳动力短缺的趋势不可避免;从当前务工人数来看,能够到大城市从事制造业和服务业的基本都是年轻人,而农村人口的日益老龄化很难为以后提供更多年轻劳动力;制造业工人工资不断增长,增长率达到15%以上,农民工工资增长率也超过12%,这就意味着企业要支付更高的劳动工资。
请看1组国家统计局于2011年5月公布的数据2010年分区域的城镇私营单位就业人员年平均工资单位:元,%2010年分行业的私营单位就业人员年平均工资单位:元,%1.专业性:积累了20多年的专业码垛经验,拥有世界上最多的码垛机器人实绩和市场份额。
2.适用性:圆筒坐标型多关节机器人的直线式运动轨迹更适合于码垛作业,传动效率高、运动轨迹明了清晰。
3.操作简便性:只需设定抓取点与托盘位置,每一步的空间轨迹与放置位置由机器人自动计算形成。
对实际码垛位置的修改调整也可以在触摸显示屏简单实现。
4.灵活多变性:有多种码垛形式和多种抓手形式可供选择,适用于不同的产品特性。
5.可靠节能性:机器人的大部分零部件均集中在本体底座上,手臂结构轻盈结实,在高速运行情况下能耗低,整体可靠性高。
6.维护方便性:大量使用标准部件,在2年内无需更换部件(非正常使用除外)。
通常情况下,1条饲料成品包装线需当班工人4名,其中套袋灌包1人,标签封口1人,码垛2人,每小时包装码垛能力为300~400包(40~50公斤/包)。
如果使用码垛机,则每条包装线至少可节约码垛工人2名。
1.根据现场位置、包装物特性、码垛能力等实际因素,因地制宜,量身定制,设计最科学合理的方案。
2.集成机器人、抓手和周边设备,提供方案设计、设备制作、现场安装调试培训等一条龙交钥匙服务。
3.集雄厚的实践经验积累和强大的技术力量于一身,为客户提供及时、周全的服务。
码垛机系统基本功能包括:倒袋、拍平整形、待抓输送、四自由度的机械手臂及气动叉形抓手、叉车托板定位机构、护栏和自动控制操作系统。
广数机器人视觉搬运码垛程序注释(总6页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除确保变位机中每个格中只能放6块物块,且每格中颜色必须一致,,其中0度,60度,180度中分别放不同颜色的三种物块,#Modification Date:2044-3-5#Copy Source:[******]#Sub Type:BY#Size:1024 byte#Comment:This is a job#Write protect:FALSE#Axis Num:7U1=532.880000,-583.640000,217.620000,126.540000,-0.120000,179.990000,0.000000,0,0;U8=507.750000,-577.550000,217.100000,126.540000,-0.120000,179.990000,0.000000,0,0;T9=0.601837,-0.037641,228.941231,0.000000,0.000000,0.000000,0.000000,0,0;P0=-18.222294,-29.018239,38.651091,0.340253,77.973654,215.174383,-0.006500,0.000000,9,1;P13=-21.576505,-14.898661,25.995019,0.539920,78.552992,211.799425,-0.006537,0.000000,9,8;P100=-28.683932,43.680460,-41.497037,0.761325,85.520562,204.730642,-0.006537,0.000000,9,8;P101=-48.928368,-6.327402,20.876082,0.650925,75.384595,184.391400,-0.006537,0.000000,9,8;P102=-21.576505,-14.898661,25.995019,0.539920,78.552992,211.799425,-0.006537,0.000000,9,8;P103=-12.478510,-12.100777,24.837103,0.478680,76.833147,220.895527,180.002217,0.000000,9,8;P104=-18.574224,-3.982327,18.424558,0.526915,75.179392,214.773964,180.002217,0.000000,9,8;MAIN;SET R3 ,3 ; //设定红色物块取料次数,例如3次SET R4 ,3 ; //设定蓝色物块取料次数,例如3次SET R5 ,3 ; //设定黄色物块取料次数,例如3次SET R0 ,0 ; //红色物块取料次数,计数累加变量SET R1 ,0 ; //蓝色物块取料次数,计数累加变量SET R2 ,0 ; //黄色物块取料次数,计数累加变量SETE PX20 (0) ,0 ; //取料时向下的平移累加位姿变量清零SETE PX20 (3) ,-18.5 ; //平移位姿变量平移累加量Z方向每次偏移-18.5mmSETE PX21 (0) ,0 ; //放料时向上的平移累加位姿变量清零SETE PX21 (3) ,19 ; //平移位姿变量平移累加量Z方向每次偏移19mmSETE PX22 (0) ,0 ; //取料平移变量SETE PX23 (0) ,0 ; //放料平移变量MOVJ P*(-17.306282,-7.735259,23.962351,0.313516,71.373215,216.063400,-0.006560,0.000000,9,8),V20,Z0;//安全等待点位置DOUT OT12 ,ON ; //夹爪气缸夹紧信号打开夹爪夹紧DOUT OT13 ,OFF ; //夹爪气缸松开信号关闭LAB90 : //红色物块取料标签号MOVL P*(-12.384784,23.562012,-9.230953,0.547073,75.271867,220.954159,0.000432,0.000000,9,8),V100,Z0,E1,EV10;//红色物块取料点上方,变位机角度移至0度SHIFTON PX22 ; //平移开始MOVL P*(-12.384784,24.166229,-3.199187,0.567950,68.636339,220.885791,0.000432,0.000000,9,8),V100,Z0;//红色物块取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开取料DELAY T0.3 ; //延时0.3秒SHIFTOFF; //平移结束标志ADD PX22 ,PX20 ; //取料处每红色物块执行取料一次,平移变量PX22=PX22+PX20MOVL P*(-12.384784,23.562012,-9.230953,0.547073,75.271867,220.954159,0.000432,0.000000,9,8),V100,Z0; //取料点上方JUMP LAB80 ; //跳转指令JUMP ,跳转到标签80处LAB91 : //蓝色物块取料标签号MOVL P*(-12.313672,23.578415,-8.994752,0.547073,75.018911,221.023098,60.004398,0.000000,9,8),V100,Z0,E1,EV10; //蓝色物块取料点上方,变位机角度移至60度SHIFTON PX22 ; //平移开始MOVL P*(-12.313672,24.185614,-3.170926,0.567950,68.588122,220.957212,60.004398,0.000000,9,8),V100,Z0; //蓝色物块取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开取料DELAY T0.3 ; //延时0.3秒SHIFTOFF; //平移结束标志ADD PX22 ,PX20 ; //取料处每执行蓝色物块取料一次,平移变量PX22=PX22+PX20MOVL P*(-12.313672,23.578415,-8.994752,0.547073,75.018911,221.023098,60.004398,0.000000,9,8),V100,Z0; //取料点上方JUMP LAB80 ; //跳转指令JUMP ,跳转到标签80处LAB92 : //黄色物块取料标签号MOVL P*(-12.296712,23.638360,-7.962485,0.549952,73.926483,227.881431,180.002217,0.000000,9,8),V100,Z0,E1,EV10; //黄色物块取料点上方,变位机角度移至180度SHIFTON PX22 ; //平移开始MOVL P*(-12.296712,24.188895,-3.290217,0.567231,68.703986,227.828181,180.002217,0.000000,9,8),V100,Z0; //黄色物块取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开抓料DELAY T0.3 ; //延时0.3秒SHIFTOFF; //平移结束标志ADD PX22 ,PX20 ; //取料处每执行黄色物块取料一次,平移变量PX22=PX22+PX20MOVL P*(-12.296712,23.638360,-7.962485,0.549952,73.926483,227.881431,180.002217,0.000000,9,8),V100,Z0; //取料点上方LAB80 : //物块放料到传送带程序签号MOVJ P100 ,V20 ,Z0 ; //物块放料到传送带尾部上方点MOVL P*(-28.686020,42.373218,-34.813542,0.774068,80.150066,204.656157,-0.006537,0.000000,9,8),V100,Z0; //物块在传送带尾部放料点DOUT OT13 ,OFF ; //夹爪气缸松开信号关闭DOUT OT12 ,ON ; //夹爪气缸夹紧信号打开夹爪夹紧放料MOVJ P100 ,V20 ,Z0 ; //回到传送带尾部放料点上方点MOVJ P*(-18.225178,-29.023302,38.650463,0.342517,77.974267,215.171467,-0.006537,0.000000,9,8),V20,Z0; //机器人回到视觉拍照之后抓取物块前的安全等待点LAB0: //视觉拍照程序标签PULSE OT20 ,T0.30 ; //输入20脉冲信号触发视觉拍照GETVISION2 VR9 ,LAB0 ; //视觉2拍照,获取视觉变量,获取失败跳转回LAB0,获取成功继续往下执行GETV PX9 ,VR9 ,FOUNDPOS ; //将拍照获取的视觉变量中的位置数据信息放置机器人位置变量PX9中GETV I9 ,VR9 ,TYPE ; //将拍照获取的视觉变量中的颜色属性信息放置机器人变量I9中JUMP LAB0 ,IF I9 == -1 ; //如果颜色属性值没有与数据库中建立的属性值匹配上,I9输出为-1,跳转回LAB0,SETCOOR VUSER9 ,PX9 ; //将位置变量PX9中的数据存放到虚拟用户坐标系9中COORCHGON USER8 ,VUSER9 ; //根据与用户坐标8中的数据比对得出平移量,开始平移MOVJ P101 ,V20 ,Z0 ; //传送带顶部相机侧,取料点上方MOVL P*(-48.931501,-5.579253,27.756672,0.682617,67.752237,184.295565,-0.006537,0.000000,9,8),V100,Z0; //传送带顶部相机侧,取料点DOUT OT12 ,OFF ; //夹爪气缸夹紧信号关闭DOUT OT13 ,ON ; //夹爪气缸松开信号打开夹爪开抓料DELAY T0.3 ; //延时0.3秒MOVJ P101 ,V20 ,Z0 ; //回到取料点上方COORCHGOFF; //平移结束标志LAB1 :JUMP LAB2 ,IF I9 == 3 ; //如果判别物块属性为3红色的话,跳转到LAB2处执行放料程序JUMP LAB3 ,IF I9 == 2 ; //如果判别物块属性为2黄色的话,跳转到LAB3处执行放料程序JUMP LAB4 ,IF I9 == 1 ; //如果判别物块属性为1蓝色的话,跳转到LAB4处执行放料程序LAB2 : //红色物料放料至托盘程序标签SHIFTON PX23 ; //平移开始MOVJ P102 ,V20 ,Z0 ; //放料点上方MOVL P*(-21.576505,-10.945904,44.166176,0.634949,56.430246,211.554925,-0.006537,0.000000,9,8),V100,Z0; //放料点DOUT OT13 ,OFF ; //夹爪气缸松开信号关闭DOUT OT12 ,ON ; //夹爪气缸夹紧信号打开夹爪夹紧放料DELAY T0.3 ;MOVJ P102 ,V20 ,Z0 ; //放料点上方SHIFTOFF; //平移结束ADD PX23 ,PX21 ; //取料处每执行物块放料一次,平移变量PX23=PX23+PX21ADD R0,1; //取料次数累计变量R0=R0+1JUMP LAB90 ,IF R0 < R3 ; //判断是否继续抓取红色物块JUMP LAB81 ,IF R0 == R3 ; //当红色物块已抓取完R3中设定的次数之后跳转到LAB81处LAB3 : //黄色物料放料至托盘程序标签SHIFTON PX23 ;MOVJ P103 ,V20 ,Z0 ;MOVL P*(-12.478510,-8.052885,41.457778,0.561471,56.165532,220.691575,180.002217,0.000000,9,8),V100,Z0; DOUT OT13 ,OFF ;DOUT OT12 ,ON ;DELAY T0.3 ;MOVJ P103 ,V20 ,Z0 ;SHIFTOFF;ADD PX23 ,PX21 ;ADD R1 ,1 ; //取料次数累计变量R1=R1+1JUMP LAB92 ,IF R1 < R5 ; //判断是否继续抓取黄色物块JUMP LAB83 ,IF R1 == R5 ; //当黄色物块已抓取完R5中设定的次数之后跳转到LAB83处,程序执行结束LAB4 : //蓝色物料放料至托盘程序标签SHIFTON PX23 ;MOVJ P104 ,V20 ,Z0 ;MOVL P*(-18.574224,0.214980,33.708940,0.616905,55.698480,214.561559,180.002217,0.000000,9,8),V 100,Z0;DOUT OT13 ,OFF ;DOUT OT12 ,ON ;DELAY T0.3 ;MOVJ P104 ,V20 ,Z0 ;SHIFTOFF;ADD PX23 ,PX21 ;ADD R2 ,1 ; //取料次数累计变量R2=R2+1JUMP LAB91 ,IF R2 < R4 ; //判断是否继续抓取蓝色物块JUMP LAB82 ,IF R2 == R4 ; //当蓝色物块已抓取完R4中设定的次数之后跳转到LAB82处LAB81 :SETE PX22 (0) ,0 ; //取料平移量清零SETE PX23 (0) ,0 ; //放料平移量清零JUMP LAB91 ;LAB82 :SETE PX22 (0) ,0 ; //取料平移量清零SETE PX23 (0) ,0 ; //放料平移量清零JUMP LAB92 ;LAB83 :END;。