差速器壳的加工
- 格式:pdf
- 大小:1.03 MB
- 文档页数:3
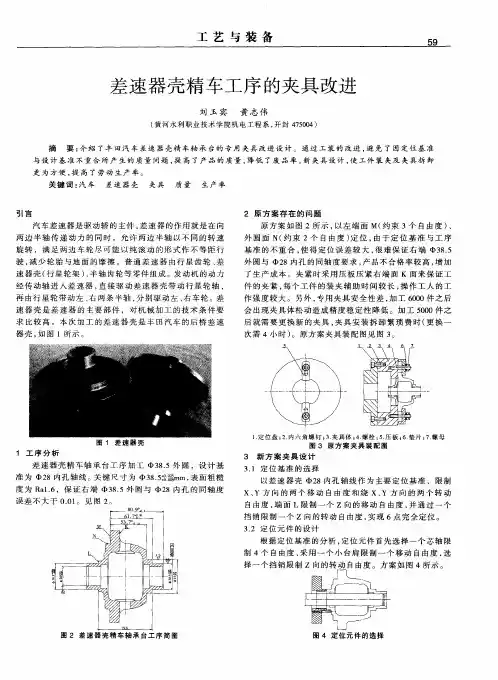
--差速器壳体选用QT420—10。
--零件是差速器壳体,它与半轴套管配套使用,为拖拉机的左右转向提供不同速度的可靠性。
Ф48孔用于安装与两驱动轮相联的齿轮和半轴,两Ф22用于安装十字轴与形星齿轮。
整个差速器的功能是使左右驱动轮能以不同的速度旋转,以满足拖拉机转向的需要。
本零件是闭式差速器的重要组成部分之一,它位于差速器的左部与右壳相联,起着支承、连接和保护的作用。
其它各部分功用如下:1.Ф50外圆支承在轴承上,使差速器壳体旋转,从而传递动力和运动。
2.Ф138外圆与右半壳相配合,一起传递动力、运动、支承工件、保护部结构。
3.Ф200外圆连接中央传动大圆锥齿轮,使运动和动力传到差速器,而后传到两个后轮,得到不同的转速。
4.中间十字轴孔4-Ф22是支承在壳体上的轴孔,传递动力和运动,中间部是轮系各齿轮运动的空间。
5.12-Ф12用于连接中间大齿轮。
四、绘图4.1三维建模差速器左右壳体的三维图如下图所示图1 差速器壳体三维图图2 差速器壳体三维图4.2工程图的制作差速器壳体的工程图如下所示图3 差速器壳体二维图图4差速器壳体二维图图5差速器壳体二维图五、加工工艺设计5.1零件材料及技术要求的确定QT420—10具有较高的韧性、塑性,在低温下有较低的韧--脆转化,其主要性能如下:最低抗拉强度:σb=412Mpa.最低屈服强度:σs=265Mpa.最低延伸率:δ=10%.布氏硬度:αk=294KJ\m2技术条件:GB1348—78由于差速器壳承受扭转力矩,为提高强度和耐磨性,铸件成型后,还需进行正火处理。
5.2毛胚尺寸的确定查机械制造工艺设计简明手册1)Ф50m6外圆面查表得,双边加工余量分别为:粗加工余量:5mm半精加工余量:1.0mm精加工余量:1.0mm总加工余量:7mm毛坯取Ф57mm2)Ф37孔(无公差要求)精镗后:Ф37 双边加工余量2Z=1mm粗镗后:37-1=Ф36mm 双边加工余量2Z=5mm毛坯:Ф31mm3)Ф200外圆面(自由公差)精车后: Ф200mm 2Z=1.3mm粗车后:200+1.3=Ф201.3 2Z=6.7mm毛坯:Ф208mm4) Ф139js6(±0.012)外圆面精车后:Ф139js6(±0.012)mm 精车余量2Z=0.2mm半精车后: Ф139+0.2=Ф139.20063.0-,半精车余量2Z=1mm,经济精度IT8粗车后:Ф140.2025.0-,粗车余量2Z=2.8mm,经济精度IT11毛坯:140.2+2.8=Ф143 5) SR54球面精车后:SR54046.0+,加工余量Z=0.6mm粗车后:54-0.6=SR53.4,加工余量Z=1.4 mm,经济精度IT11 毛坯:53.4-1.4=SR526) Ф48孔精镗后:Ф48H9(062.0+),加工余量2Z=1mm粗镗后:Ф4716.0+,加工余量2Z=5mm,经济精度IT11毛坯:47-5=Ф42mm 7) 大端平面精车后控制尺寸11mm,加工余量2Z=1mm粗车后控制尺寸11+1=12mm,加工余量Z=2mm 8) Ф138外圆面(自由公差)精车后:Ф138,加工余量2Z=2.2mm粗车后:138+2.8=Ф140.2,加工余量2Z=2mm 毛坯:140.3+2.8=Ф1439)Ф133H8(063.0+)孔面精车后:Ф133H8(063.0+),加工余量2Z=2mm粗车后:133-2=Ф13125.0+10)车Ф79端面精车后:控制尺寸4005.0+,加工余量Z=1mm粗车后:控制尺寸39+2.6=41.6mm 毛坯:41.6+2=42.6mm,取43mm11) 钻孔12-Ф1212.0+扩孔后:12-Ф1212.0+,加工余量2Z=1mm钻孔后:12-Ф1111.0+,经济精度IT1112)钻螺纹孔8-M10扩孔后:8-Ф10,加工余量2Z=0.8mm钻孔后:10.3-0.8=Ф9.511.0+,经济精度IT1113)钻铰十字孔4-Ф22J7(033.0054.0--)精铰后:4-Ф22J7(033.0054.0--),加工余量2Z=0.1mm粗铰后:4-Ф21.9052.0+,经济精度IT9钻孔后:4-Ф21.613.0,经济精度IT115.3刀具选择在机床上加工的工序,均选用YG6硬质合金车刀和镗刀,并尽量采用机夹可转为车刀。
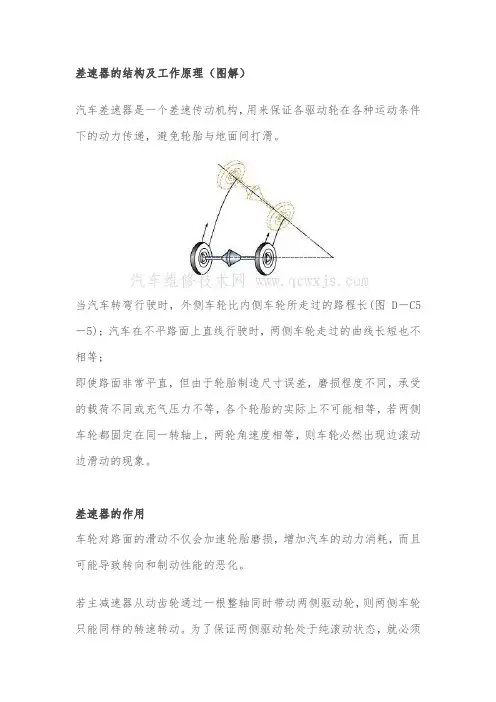
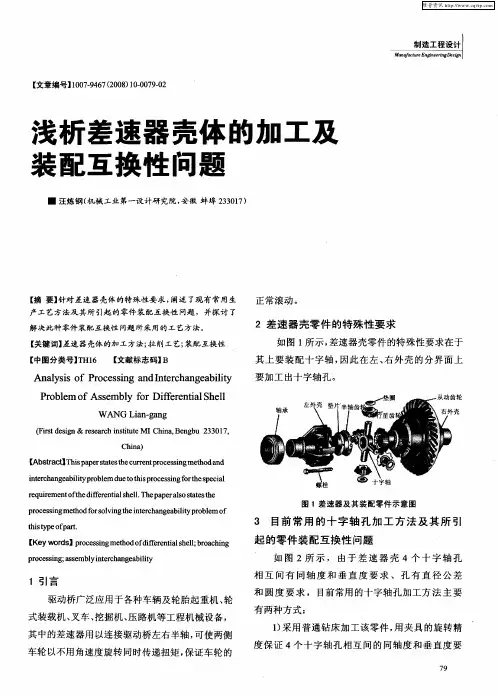
差速器的结构及工作原理(图解)汽车差速器是一个差速传动机构,用来保证各驱动轮在各种运动条件下的动力传递,避免轮胎与地面间打滑。
当汽车转弯行驶时,外侧车轮比内侧车轮所走过的路程长(图D-C5-5);汽车在不平路面上直线行驶时,两侧车轮走过的曲线长短也不相等;即使路面非常平直,但由于轮胎制造尺寸误差,磨损程度不同,承受的载荷不同或充气压力不等,各个轮胎的实际上不可能相等,若两侧车轮都固定在同一转轴上,两轮角速度相等,则车轮必然出现边滚动边滑动的现象。
差速器的作用车轮对路面的滑动不仅会加速轮胎磨损,增加汽车的动力消耗,而且可能导致转向和制动性能的恶化。
若主减速器从动齿轮通过一根整轴同时带动两侧驱动轮,则两侧车轮只能同样的转速转动。
为了保证两侧驱动轮处于纯滚动状态,就必须改用两根半轴分别连接两侧车轮,而由主减速器从动齿轮通过差速器分别驱动两侧半轴和车轮,使它们可用不同角速度旋转。
这种装在同一驱动桥两侧驱动轮之间的差速器称为轮间差速器。
在多轴驱动汽车的各驱动桥之间,也存在类似问题。
为了适应各所处的不同路面情况,使各驱动桥有可能具有不同的输入角速度,可以在各驱动桥之间装设轴间差速器。
布置在前驱动桥(前驱汽车)和后驱动桥(后驱汽车)的差速器,可分别称为前差速器和后差速器,如安装在四驱汽车的中间传动轴上,来调节前后轮的转速,则称为中央差速器。
差速器可分为普通差速器和两大类。
普通差速器的结构及工作原理目前国产轿车及其它类汽车基本都采用了对称式锥齿轮普通差速器。
对称式锥齿轮差速器由行星齿轮、半轴齿轮、行星齿轮轴(十字轴或一根直销轴)和差速器壳等组成12-13(见图D-C5-6)。
(从前向后看)左半差速器壳2和右半差速器壳8用螺栓固紧在一起。
主减速器的从动齿轮7用螺栓(或)固定在差速器壳右半部8的上。
十字形行星齿轮轴9安装在差速器壳接合面处所对出的园孔内,每个轴颈上套有一个带有滑动轴承(衬套)的直齿圆锥行星齿轮6,四个行星齿轮的左右两侧各与一个直齿圆锥半轴齿轮4相啮合。

目录1.零件的分析 (2)1.1零件的作用 (2)1.2零件的工艺分析 (3)2.工艺规程设计.................................................................................................................................. - 4 -2.1毛坯的制造形式 (4)2.2基准面的选择 (4)2.2.1粗基准的选择 ................................................................................................................... - 4 -2.2.2精基准的选择 ................................................................................................................... - 5 -2.3制订工艺路线 (5)2.3.1.工艺线路方案一 ............................................................................................................... - 5 -2.3.2工艺路线方案二 ............................................................................................................... - 5 -2.3.3.工艺方案的比较与分析 ................................................................................................... - 6 -2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (6)2.4.1外圆表面 ........................................................................................................................... - 7 -2.4.2内圆表面 ........................................................................................................................... - 8 -2.4.3端面 ................................................................................................................................... - 9 -2.4.4凸台孔系 .............................................................................................. 错误!未定义书签。
差速器壳体工艺及工装设计摘要随着社会的发展,汽车在生产和生活中的越来越广泛,差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。
本次设计主要内容有:差速器的工作原理结构分析,差速器壳体的工艺编制,夹具的设计及加工中对定位基准的选择,工序工装设计中切削用量,夹紧力的计算等。
关键词:差速器,壳体,夹具设计Differential Device Case Process and Boring Suits DesignABSTRACTAlong with social development, motor vehicle production and life in an increasingly wide differential device is an important vehicle components, and its interior structure and processing precision differential device directly affect the normal work, study differential device case processing methods and techniques of preparation is necessary and meaningful. The current design of the main elements: differential device structures operating principles of analysis, differential device case preparation processes, design and smooth-bore jig for positioning baseline processing options smooth-bore design processes suits cutting consumption, increased computing power.Key word: Differential device, Case, Jig design第1章绪论 11.1 课题的背景及意义 11.2 差速器的主要分类 21.2.1 开式差速器 21.2.2 限滑差速器 31.3 差速器结构 31.3.1 对称式锥齿轮差速器中的运动特性关系式 4 1.3.2 对称式锥齿轮差速器中的转矩分配关系式 5 1.4 壳体的加工工艺71.4 论文主要内容8第2章零件的作用及结构及工艺分析102.1 零件的作用及结构102.2 零件的工艺分析11第3章工艺规程设计133.1 确定生产类型133.2 毛坯的选择133.2.1 毛坯种类及制造方法的形状及选择133.2.2 毛坯的精度等级133.3 基准的选择143.3.1 粗基准的选择143.3.2 精基准的选择143.4 工艺路线的制定143.5 确定个工序余量及工序尺寸极限偏差163.6 确定切削用量和切削183.7 确定工序单件工时19第4章机床专用夹具设计——工序的专用夹具设计224.1 工作量分析234.2 定位基准的选择244.3 夹紧力的计算244.4 定位误差分析264.5 结构特点284.6 使用方法和应注意的问题28致谢29参考文献30第1章绪论1.1 课题的背景及意义对于整车的结构体系来说,差速器只是装在两个驱动半轴之间的一个小轴承。