女衬衫工艺流程图
- 格式:ppt
- 大小:358.00 KB
- 文档页数:1
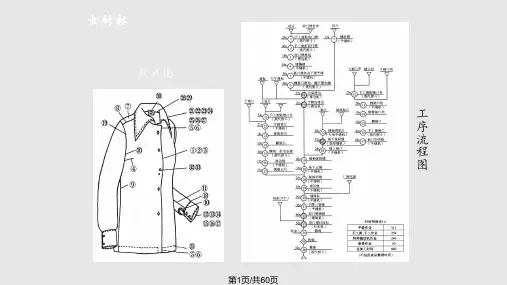
女衬衫结构制图本节包含八个方面的知识内容:1.女上衣部位线条名称2.四开身上衣基本结构制图3.女衬衫款式特点及外型4.成品规格参考表5.制图规格6.女衬衫制图步骤7.制图要点8.女衬衫的放缝学习目标知识目标学习和掌握男衬衫的结构制图步骤及方法。
技能目标使学生学会男衬衫的结构制图,培养学生对男衬衫的了解和掌握能力。
重点难点重点女衬衫的结构制图。
难点各部位的画顺。
女上衣部位线条名称结构制图1.制图规格单位:cm袖长AH 号型部位衣长胸围肩宽领围前腰节长160/ 68A 规格64 96 40 36 38 53.5 422.框架图制图步骤(见图一)( 一) 前衣片(1) 基础线:作一直线与布边平行。
(2) 底边线:作一直线与(1) 垂直。
(3) 上平线:(2)~(3)等于衣长64cm 。
(4) 落肩线:(3)~(4) B/20 = 4.8cm 。
(5) 胸围线(袖窿深线):(4)~(5) B/10 +9 =18.6cm 。
(6) 腰节线:(3)~(6)为前腰节线长38cm 。
(7) 领口深线:(3)~(7) N/5 =7.2cm(8) 搭门宽:(1)~(8)搭门宽2cm 与(1)平行。
(9) 领口宽线:(8)~(9)N/5 -0.3 = 6.9cm 。
(10) 前肩宽:(8)~(10) S/2 -0.7 =19.3cm ,与肩颈点相连为肩斜线。
(11) 前胸宽:(8)~(11) B1.5/10 + 3 =17.4cm ,在袖窿深2/3 处量出作一直线与⑤垂直。
(12) 前胸围大:(8)~(12) B/4 =24cm ,作一直线与(8)平行。
(二)后衣片(1) 上平线、胸围线、腰节线、底边线按前衣片延长。
(2) 背中线:与上平线垂直作为基础直线。
(3) 领口深线:由上平线量下,定数2cm 。
(4) 落肩线:由上平线量下,B/20 - 1 = 3.8cm 。
(5) 领口宽线:(1)~(4) N/5 =7.2cm 。
衬衫整烫工艺制作人:审核人:技术总监:衬衫工艺流程图为悬挂整烫,无标识为烫台平铺整烫工艺操作步骤以及标准男衬衫篇一、卫生清理以及机械运作情况检查干净整洁的卫生是保证工作合格的前提,机械运作情况检查则是工作的必要条件,所以卫生清理以及机械运作情况检查列为整烫工艺工序内,请操作者认真完成该工作要求:1.烫台布干净整洁,烫台四周无卫生死角无灰尘2.熨斗底干净光滑,无毛刺3.吸风烫台与锅炉能正常工作4.导气管不漏水5.熨斗有隔热垫板二、熨领子1.熨领面将衬衫领子面朝上,领子平铺在吸风烫台上,踩吸风,熨烫,手劲别太大,以免发生极光现象,也别用力拉抻,以免走形。
要求:领面熨完后平整无褶皱,无起泡现象,领尖不弯曲、无极。
2.熨翻领线将衬衫面朝上,领子翻过来熨烫翻领线,领子两端2cm不熨烫。
要求:翻领线位置确定方法为领面与领座的缝合线处向领子返0.5cm,领子盖过领窝0.5cm操作图示3.复烫翻领线按熨好的翻领线翻折领子,之后掐住左右领座头,将领子弯成圈(模拟穿在脖子上的效果)再次熨烫翻领线要求:从左到右,一边滚动领部一边熨烫,注意不熨死部位以及过渡熨烫部位操作图示4.领子部位整烫合格要求标准1.领面平整,无脏污,无起泡,无极光,不抻拉变形2.翻领线顺直距离相等,翻领后衣身无褶皱3.领座里(贴脖子那面)平整,无脏污,无起泡,无极光三、熨袖子1.熨袖子面将袖子以袖缝为边,平铺在吸风烫台上,袖缝与袖中线处不熨死,只熨袖子面要求:袖子面熨平,袖缝与袖中线处不死操作图示2.熨袖缝以袖缝为中心平铺袖子,袖缝倒向顺衣身侧缝倒向,之后将袖口打开,整烫袖中线处以及袖口要求:袖缝平复,倒向与衣身侧缝一致,袖隆与袖子十字缝处熨烫平整操作图示3.熨袖子的另一面将袖子以袖缝为边,平铺在吸风烫台上,袖缝与袖中线处不死,只熨袖子面要求:袖子面熨平,袖缝与袖中线处不死另一只袖子同理整烫5.长袖衬衫袖子整烫方法1.熨袖子面将袖子以袖缝为边,平铺在吸风烫台上,袖缝与袖中线处不熨死,只熨袖子面要求:袖子面熨平,袖缝与袖中线处不死操作图示2.熨袖缝与袖中线以袖缝为中心平铺袖子,袖缝倒向顺衣身侧缝倒向,之后将袖口打开,整烫袖中线处以及袖口要求:袖缝平复,倒向与衣身侧缝一致,袖隆与袖子十字缝处熨烫平整,袖中线熨平无死褶碎褶操作图示3.熨袖口褶皱以袖中线为中心平铺袖子,手拽住袖口褶、肩点两点,之后平铺,就能找到袖口褶的褶量,然后熨烫袖口褶,熨死的长度与袖箭的长度相等要求:袖口褶只熨死一段,不全熨死操作图示4.熨袖箭将袖口按照有扣上的状态摆放好,之后将袖箭熨平整,如果有余量要归入,之后再打开袖口,从里面熨烫袖箭、里袖箭。
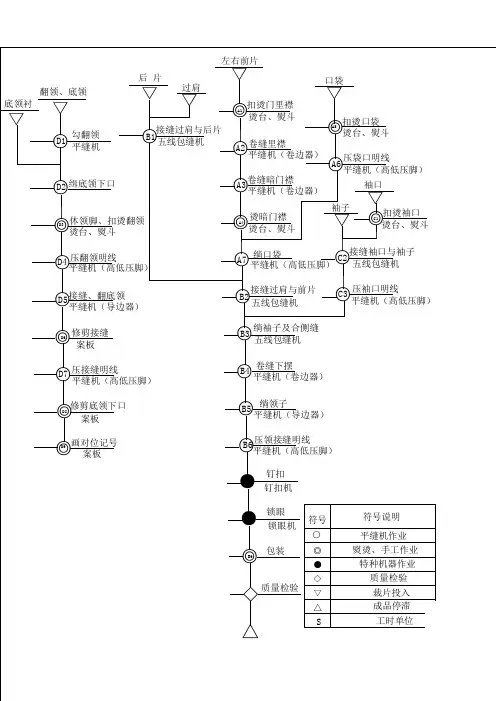
女式衬衫的详细工艺流程和工艺说明工艺流程:门里襟粘衬——车缝省道——烫门里襟、烫省——缝合肩缝——做领——绱领——做袖子(做袖开衩、袖克夫)——绱袖子及缝侧缝——绱袖克夫与卷底边——锁眼、钉扣——整烫工艺说明:1、烫门里襟粘合衬:把前片反面朝上,在门里襟处烫上无纺粘衬,粘合衬的宽度超过止口净线0.7~1cm。
2、车缝前、后省道:车缝腋下省、后省是要对准上下层的标记,正面相叠,缝线要顺直,起针要用回针固定,省尖要缝得尖,左右两片省缝线长短要一致,缝省尖时要留出线头10cm左右,然后打结,以防缝线脱落。
3、烫门里襟、烫省(1)、烫门里襟。
先把门里襟的边沿按0.5~1cm的缝份往反面折烫,然后在正面车缝0.1cm的明线。
再烫门里襟。
其宽度按刀眼位置,熨烫时必须从领口处往下烫,丝缕要顺直。
(2)、烫腋下省、腰省。
烫肋省时要把省道向下烫倒,烫腰省时要把省道往前中止口处和后中线烫倒。
注意:省尖部位的胖形要烫散,不可有折裥的现象。
4、缝合肩缝:由于后肩缝略长于前肩缝,故在缝合时要将前片放在上层,后肩缝中间应略加归拢,吃势要均匀,缝缝1cm要顺直。
三线包缝后将肩缝折向后片烫倒。
5、做领:烫领衬——缝合上领——翻上领——车缝上领外止口线——下领粘衬——车缝下领里的领底线——缝合上、下领——车下领明线。
6、绱领:(1)、缝合下领面与领圈。
缝合时,要将下领面端点和衣片的止口对齐,下领面、中点与后领中点对准,下领面的肩点剪口与衣片肩缝对齐。
注意:领圈弧线不可拉还或抽紧,起止针都要回针。
(2)、缝合下领里与领圈。
将下领里盖住线缝,沿领底线车缝明线0.1cm。
7、做袖子:(1)、袖开衩缝制:剪开袖衩开口——扣烫小袖衩——缝小袖衩——缝合宝剑头袖衩——车缝袖裥。
(2)、做袖克夫:粘衬——做袖克夫——翻烫袖克夫,两角要烫方正。
8、绱袖子及缝合侧缝:袖山头抽线——绱袖子——缝合侧缝与袖底缝合。
9、绱袖克夫:(1)、先按袖口剪口位置缝住两个活褶,然后把褶烫倒。
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
通用服饰生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│查验│→│包装│(一)面辅料进厂查验面料进厂后要进行数目盘点以及外观和内在质量的查验,吻合生产要求的才能投产使用。
在批量生产前第一要进行技术准备,包含工艺单、样板的拟定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,依据特别工艺要求,须进行后整理加工,比方成衣水洗、成衣砂洗、扭皱见效加工等等,最后经过锁眼钉扣协助工序以及整烫工序,再经查验合格后包装入库。
(二)面料查验的目的和要求把好面料质量关是控制成质量量重要的一环。
经过对进厂面料的查验和测定可有效地提升服饰的正品率。
面料查验包含外观质量和内在质量两大方面。
外观上主要查验面料能否存在损坏、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意能否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在查验中均需用标志注出,在剪裁时避开使用。
面料的内在质量主要包含缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行查验取样时,应剪取不同样样生产厂家生产的、不同样样品种、不同样样颜色拥有代表性的样品进行测试,以保证数据的正确度。
同时对进厂的辅料也要进行查验,比方松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不可以吻合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,第一要由技术人员做好大生产前的技术准备工作。
技术准备包含工艺单、样板的拟定和样衣的制作三个内容。
技术准备是保证批量生产顺利进行以及最后成品吻合客户要求的重要手段。
工艺单是服饰加工中的指导性文件,它对服饰的规格、缝制、整烫、包装等都提出了详尽的要求,对服饰辅料搭配、缝迹密度等细节问题也加以明确。
服饰加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸正确,规格齐备。
有关部位轮廓线正确吻合。
样板上应注明服饰款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
女衬衫的工艺流程
女衬衫的工艺流程大致分为以下几个步骤:
1. 线稿纸样设计:设计师根据市场需求和品牌风格,绘制出设计图纸并进行评审确认。
2. 面料采购:根据设计师提供的面料要求,采购符合要求的面料,可根据情况进行色差比较。
3. 面料裁剪:根据设计师的设计图纸和实际尺寸,将面料进行裁剪。
4. 复样:对裁剪好的面料进行复样,以确保尺寸、连帽、领口等细节要求正确无误。
5. 缝制:根据面料裁剪好的尺寸,进行缝制,包括前、后式、领子、袖口等部位,同时加入一些特殊的装饰。
6. 熨烫:通过高温熨烫机将缝制出来的女衬衫进行熨烫处理,以消除折痕,保证平整。
7. 检验:对已经熨烫好的女衬衫进行检验,抽查尺寸、缝针、所有衣服的刺绣等。
8. 包装:使用统一的管理标准将符合质量要求的女衬衫进行包装,贴上标签、吊牌以及条形码。
9. 发货:将包装好的女衬衫分批发货到各个销售通道,如自营店、电商平台、批发市场等。
女衬衫领保暖单衣工艺流程一.平车做领:1.粘上、下领:将领衬与领面对齐摆正由上往下压烫,左右领尖条格对称,烫衬时,领衬领面保持干净无线头无污渍。
2.切上领:将领面与领里正面相叠沿净衬边缉线,不可缉住领衬,但离开领衬不超过0.15cm。
3.烫上领止口:切好上领用翻领机领角翻足翻尖,止口抻平,领里坐时0.1cm烫实。
4.上领止口车线0.5CM,宽窄一致,领尖止口压足不过针,线路整齐顺直,中途无接线,止口不反吐,内部无杂质,表面无织疵油污,线迹美观,左右领尖条格对称,互差不超0.15CM,最后将领下口按领衬修齐,居中做好眼刀。
5.下领车线:下领包实衬布,不虚空,不打裥,车线0.6CM。
6.三合(层)领:将上领、下领和下领里布一起合车,上领和下领里后领圈部位稍微放松,吃势均匀,上领合缝0.6CM,车线距下领籿0.1CM,起落原线打回针0.3CM。
上领对折重合,领尖长短一致,互差不超0.15CM,门襟部位领尖不准倒长于里襟部位领尖长度,面、里松紧适宜,下盘头长短一致。
二.平车做克夫1.粘克夫:将克夫衬与克夫对齐摆正由上往下压烫,左右条格对称,二头互差不超0.1CM,二只克夫条子狭阔一致,互差不超0.1CM,烫衬时,克夫衬面保持干净无线头无污渍。
2.克夫拉线1.2CM,包实籿布,车线均匀。
3.将克夫面与克夫里正面相叠沿净衬边缉线,不可缉住克夫衬,但离开领衬不超过0.15cm,将克夫用手或翻领机把方角翻足翻尖,止口抻平,克夫里坐时0.1cm烫实。
4.克夫止口车线0.5CM,上手止口不反吐,下手止口不正吐,起落手回针0.3CM压足克夫缉线,不过针、不缺针,止口均匀、狭阔一致。
四.烫车门襟、里襟、衬衫下摆1.暗门襟宽2.2CM,门襟处由上往下压烫无纺衬一层,先内折不超1.0CM,再折2.2CM 宽烫实,丝缕条子顺直,平车车0.1CM一道线,车线松紧适宜,线迹美观。
2.里襟先内折不超1.0CM,再折2.2CM宽烫实,平车车0.1CM一道线,车线松紧适宜,丝缕条子顺直,线迹美观。