6维驱动原料工艺介绍
- 格式:pptx
- 大小:16.62 MB
- 文档页数:39

锦纶6牵伸工艺锦纶6牵伸工艺简介•锦纶6是一种合成纤维,具有优良的强度和耐磨性。
•牵伸工艺是将锦纶6纤维进行拉伸和加热处理,以改变其物理性能和纤维结构。
牵伸工艺的步骤1.预处理–锦纶6纤维进入工厂后,首先要进行预处理。
–预处理包括去除杂质、脱色和染色等步骤,以保证纤维的纯净度和色彩鲜艳度。
2.梳理和平行化–预处理后的纤维要经过梳理,使纤维平行排列。
–这样可以提高纤维的拉伸性能和均匀度,减少纤维之间的摩擦损耗。
3.牵伸拉伸–梳理后的纤维进入牵伸机,通过多次拉伸来改变纤维的长度和直径。
–拉伸过程中,纤维的分子链会逐渐排列并产生更多的结晶区域,从而增强纤维的强度和硬度。
4.加热固化–拉伸后的纤维进入加热炉进行固化处理。
–加热可以帮助纤维内部的结晶更加完善,使纤维更加坚韧和耐磨。
5.冷却和整理–经过加热固化后,纤维需要经过冷却和整理来稳定其结构。
–冷却可以使纤维的结晶更加牢固,整理则可以改善纤维的外观和手感。
牵伸工艺的优点•提高纤维的强度和耐磨性,使其更适合用于制作高强度的纺织品。
•改善纤维的柔软性和弹性,使其更舒适和贴合身体。
•提高纤维的耐拉伸性,减少纤维的变形和皱褶。
•增加纤维的光泽度和颜色鲜艳度,提升纺织品的外观。
总结锦纶6牵伸工艺通过拉伸和加热处理,可以改变锦纶6纤维的物理性能和结构,使其更加强韧、耐磨和具有更好的外观特性。
这种工艺广泛用于纺织品制造领域,为制造出高质量的锦纶6纺织品提供了有效的技术支持。
锦纶6牵伸工艺的应用领域纺织品制造•锦纶6牵伸工艺常用于制造高强度丝线、纱线和面料等纺织品。
•牵伸后的锦纶6纤维具有更好的拉伸性能和耐磨性,适用于制作运动服、户外用品和工业用途的纺织品。
汽车工业•锦纶6牵伸工艺可以提高锦纶6纤维的强度和稳定性,使其更适合用于汽车内饰材料和座椅面料。
•这种工艺可以增强纤维的耐久性和防污性能,使得汽车内饰更加耐用和易清洁。
健康护理•牵伸后的锦纶6纤维具有更好的柔软性和吸湿性,透气性能也更好。


六大纶的生产工艺一、原料准备六大纶(涤纶、锦纶、腈纶、丙纶、维纶和氯纶)的生产工艺首先需要准备好各种原料。
这些原料包括单体、催化剂、引发剂、稳定剂以及其他必要的添加剂。
根据所要生产的纤维类型,选择合适的原料。
二、聚合反应聚合反应是生产六大纶的关键步骤,涉及到将单体结合成高分子链的过程。
根据所使用的聚合方法,可分为本体聚合、悬浮聚合和溶液聚合等。
聚合反应需要在特定的温度、压力和浓度条件下进行,以确保产品质量和产量。
三、纺丝纺丝是将聚合物溶液或熔体通过一定的方式转化为纤维的过程。
根据所使用的原料和工艺,可以分为熔纺、湿纺和干纺等。
纺丝过程中,需要对溶液或熔体的温度、压力和流量进行精确控制,以确保纤维的细度、强度和其他性能符合要求。
四、拉伸与定型在纺丝后,需要进行拉伸和定型处理。
拉伸是为了使纤维进一步细化和强化,提高纤维的力学性能。
定型则是为了使纤维保持所需的形状和结构,提高纤维的热稳定性。
拉伸与定型需要在特定的温度和张力条件下进行,以确保纤维的稳定性和一致性。
五、卷曲与变形对于某些类型的纤维,需要进行卷曲和变形处理,以增加纤维的卷曲度和弹性。
卷曲与变形可以通过不同的工艺和技术实现,如热处理、化学处理和机械处理等。
这些处理可以在纺丝后或织物加工前进行,以提高纤维产品的附加值和市场竞争力。
六、后处理后处理是为了进一步改善纤维的性能和质量,以满足最终产品的要求。
后处理包括洗涤、干燥、热定型、染色等过程。
这些过程需要在特定的温度和湿度条件下进行,以确保产品的稳定性和一致性。
同时,还需要对纤维产品进行质量检查和控制,如外观、长度、强度等方面的检验。
七、废物处理在生产过程中会产生一定的废物和废水,需要进行适当的处理以保护环境和人类健康。
废物处理包括废气、废水和固废的处理。
对于废气处理,可以采用吸附法、燃烧法等方法去除有害气体;对于废水处理,可以采用沉淀法、生物处理法等方法净化废水;对于固废处理,可以采用填埋法、焚烧法等方法安全处置废物。

纺纱准备并条机维护套件保持高产能和出色的棉条均匀度并条机性能提升Rieter . 并条机维护套件Rieter . 并条机维护套件如果并条机出现老化,需要维修,选择合理的改造策略至关重要。
对于这种情况,立达建议升级SERVOmotor、传感器和纤维接触部件,以优化生产过程、减少停机时间和节省维护成本。
了解本手册中的更多详细信息。
并条机性能提升概述使用专用备件和模块,获得更高的出条速度和出色的棉条均匀度现代驱动单元将机械式牵伸系统升级为电子牵伸系统,这种系统配备了具有软启动功能且高度灵活的伺服电机。
参考第4页。
灵活的部件配置选择原料匹配的部件,实现理想的棉条均匀度。
参考第10页。
精密传感器将模拟传感器更换为具有出色的检测精度的数字传感器。
参考第6页。
免维护牵伸系统上皮辊一对一更换,带润滑密封轴承。
参考第9页。
B12传感器B91传感器B92传感器B2 EVO+ 传感器需要更少清洁干预的圈条器表面具有蜂窝结构或特别适用化纤圈条的圈条器CLEANcoil以及导条管清洁装置CLEANtube 改造。
参考第8页。
Rieter. 并条机维护套件此升级套件采用RSB-D 50使用的新一代牵伸系统,使用了新型一体式SERVOdrive代替了M90伺服电机和齿轮箱。
以前,主电机皮带通过差速齿轮与伺服电机连接。
升级后,喂入与牵伸分离出来,形成新型直接式自调匀整。
这样一来,需要加速的部件和重量减少,系统变得更加机动灵活。
通过采用无齿轮结构,再也无需执行费时费力的齿轮箱维护任务(包括更换机油、齿轮或制动片)。
通过单个状态LED和微调电位器来显示和控制偏移量和转速的G90控制器也将替换为一款新型控制器。
这款新控制器的面板带有七段式LED显示屏和输入配备新型匀整系统的SERVOdrive免维护和动态自调匀整带齿轮箱的伺服电机不带齿轮箱的新SERVOdrive新的G90伺服控制器键,能够以数字方式显示和更改伺服电机的转速和设置。
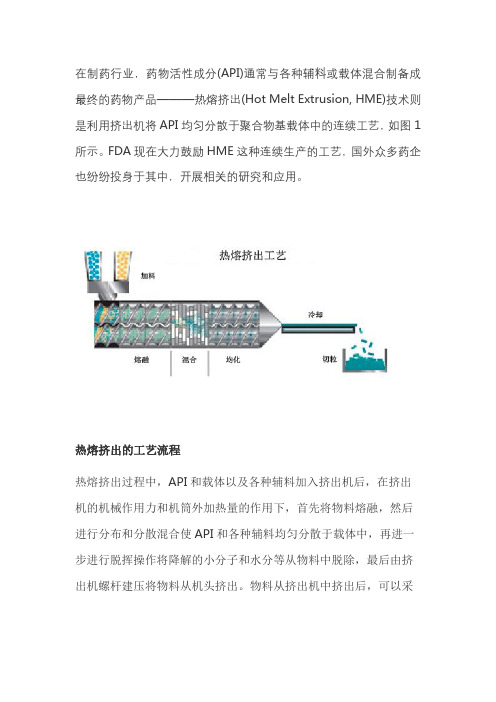
在制药行业,药物活性成分(API)通常与各种辅料或载体混合制备成最终的药物产品———热熔挤出(Hot Melt Extrusion, HME)技术则是利用挤出机将API均匀分散于聚合物基载体中的连续工艺,如图1所示。
FDA现在大力鼓励HME这种连续生产的工艺,国外众多药企也纷纷投身于其中,开展相关的研究和应用。
热熔挤出的工艺流程热熔挤出过程中,API和载体以及各种辅料加入挤出机后,在挤出机的机械作用力和机筒外加热量的作用下,首先将物料熔融,然后进行分布和分散混合使API和各种辅料均匀分散于载体中,再进一步进行脱挥操作将降解的小分子和水分等从物料中脱除,最后由挤出机螺杆建压将物料从机头挤出。
物料从挤出机中挤出后,可以采用风冷、水冷、冷却辊等进行冷却定型,最后根据药剂的需要进行粉碎、切粒或者收卷等,如图2所示。
热熔挤出的优点无论制药行业还是学术界,都认为HME正在成为一项创新性药物传递技术。
HME技术是一项多学科交叉的先进技术,将工程技术和药学创造性地衔接起来进行药物传递研究。
热熔挤出技术具有如下优点:连续工艺更少的工艺步骤可重复性高无溶剂可在线监测低的固定投资热熔挤出具有的多单元操作(输送、熔融、混合、脱挥和泵送)并可在线监测,符合FDA鼓励的PAT Initiative连续工艺,因此应用潜力巨大。
传统间歇法制药工艺包括高速湿法制粒、喷雾干燥制粒和流化床制粒等,较之HME技术,具有如下无可避免的缺点:批次之间的波动风险要求特别严苛的控制程序成分改变的次序和方法加入黏结剂的技术和时间批次结束的时间点产品开发阶段即需大型设备以避免放大的风险(昂贵的)API的用量很大难以在生产设备上生产少量样品从设备放大和占地空间的角度对HME技术与传统间歇法比较可知,HME具有占地空间小,放大较易的优势热熔挤出制药领域的应用热熔挤出技术在制药领域的应用主要有提高药物的溶解度和生物利用度,制备缓控释或迟释制剂,制备定位释放制剂,非胃肠道贮库和局部药物传递系统和掩盖API的不良味道。

扁平截面锦纶6FDY生产工艺传统锦纶的截面为圆形,与天然纤维相比,圆形截面的锦纶6纤维吸湿性较差,易弯曲起皱,致使其在高端织造领域的发展受到极大限制。
异形锦纶6纤维为截面非圆形的锦纶,其研究方向在于增加锦纶6纤维的比表面积,即通过异形截面的设计,使锦纶6纤维的光泽、手感、吸湿性、硬挺度和弹性等得到不同程度的提高。
若是采用全消光切片纺丝,与全消光的柔和性相结合,可以发挥出更好的效果。
其中,扁平截面纤维具有一定的刚性,毛立感优异,同时一拥有吸湿性好、散热快、易于染色和抗起球等优点,在织物风格方面接近于天然纤维材料。
本文采用熔融纺丝法,以锦纶6消光切片为原料制备扁平截面锦纶6FDY,用全自动单纱强力仪、NikonEclipse等测试扁平截面锦纶6FDY的性能与截面形状,探索扁平截面锦纶6FDY的生产土艺,使其符合后道加工要求,适用于服装、家纺面料等领域。
1实验1.1原料锦纶6消光切片(福建锦江科技有限公司),特性粘数(2.471±0.03)dL/g,熔点215-225℃TiO2含量,1.5%,灰分含量0.1%端氨基含量为(47±13.0) mmol/kg,可萃取物含量0.5%,水分含量,0.06%。
1.2仪器设备高速卷绕机、侧吹风系统(德国巴马格公司),Testo425精密型风速仪(德国仪器国际贸易(上海)有限公司),鸟斯特V型条干仪(鸟斯特(上海)贸易有限公司),YG 023B单纱强力机(常州纺织仪器厂),NikonEclipse E100显微镜(上海浦赫光电科技有限公司)。
1.3工艺流程切片熔融混合、熔体保温输送、计量泵精确计量、组件过滤吐丝、侧吹风冷却、集束上油、拉伸定型、网络交络、卷装成形、检验、包装入库。
1.4分析与测试鸟斯特条干值:鸟斯特V型条干仪,参照GB/T14346-1993化学纤维长丝电子条干不匀率试验方法》进行测试。
拉伸性能:YG023B单纱强力机,参照GB/T14344-2008化学纤维长丝拉伸性能试验方法》进行测试。
Vib制作工艺介绍Vib制作工艺是一种用于制作高质量的振动器的工艺技术。
振动器是一种用于产生机械振动的设备,广泛应用于工业、科研和消费电子产品中。
Vib制作工艺通过精确的工艺控制和优化设计,能够生产出性能稳定、寿命长久的振动器。
Vib制作工艺的步骤Vib制作工艺主要包括以下几个步骤:1. 材料准备Vib制作工艺所需的材料主要包括振动器芯片、封装材料和导线。
振动器芯片是制作振动器的核心部件,封装材料用于保护芯片和提供机械支撑,导线则用于连接芯片和外部电路。
2. 芯片制备在芯片制备过程中,首先需要选择合适的半导体材料,并在芯片上进行光刻、薄膜沉积和离子注入等工艺步骤,以形成振动器的结构。
这些工艺步骤需要高精度的设备和技术来完成。
3. 封装工艺封装工艺是将振动器芯片封装到外部保护材料中的过程。
首先,将芯片粘贴到封装基板上,并使用焊接或粘合剂固定。
然后,使用封装材料将芯片完全封装起来,并形成机械支撑结构。
最后,通过热处理或紫外线固化等工艺,使封装材料固化。
4. 导线连接导线连接是将振动器芯片与外部电路连接起来的过程。
通常使用微焊接或金线键合等技术,将导线连接到芯片的引脚上。
这些导线需要具有良好的电导性和机械强度,以确保信号传输的可靠性和稳定性。
5. 测试和筛选在制作完成后,需要对振动器进行测试和筛选,以确保其性能符合要求。
常用的测试方法包括频率响应测试、振动幅度测试和寿命测试等。
通过这些测试,可以排除制造过程中的缺陷和不良品,保证产品的质量。
Vib制作工艺的优势Vib制作工艺相比传统的制作工艺具有以下几个优势:1.高精度:Vib制作工艺采用先进的工艺设备和技术,能够实现微米级的精度控制,确保振动器的性能稳定和一致性。
2.高可靠性:Vib制作工艺在制作过程中使用高质量的材料和工艺步骤,能够提高振动器的可靠性和寿命,减少故障率。
3.灵活性:Vib制作工艺可以根据不同的应用需求进行定制化设计,以满足不同领域的需求。
-26-化纤文摘2006年第5期(第35卷)11.工艺及设备T Q343.34520065175静电纺聚合物纳米纤维Subb i ah T.…;A si a n Text i l e Jour nal,2004,13(9),P.58(英)连续生产直径在纳米范围的聚合物纤维静电纺工艺采用高压电场,以制造高表面积、直径小于微米的纤维。
以聚氧化乙烯(PEO)溶液进行了试验性实验,生产纳米纤维。
用于静电纺的设备组成为:一个具有正极板或负极板的高压电源,一个有毛细管或管子的注射泵,将溶液从泵或管道输送至喷嘴,一个导电的收集器。
实验结果表明:需要的临界电压约为5kV,以克服表面张力,连续稳定喷射的形成,仅需约7kV。
提高所用的电压,即提高了纤维流的速度,也提高了收集速率。
结果表明,溶液因素对无缺陷纤维的形成起着重要作用。
实验已证明,电纺工艺是生产纳米范围内纤维的一个可行方法。
(涂君植)生产装置静电纺丝纳米纤维20065176以双流体静电纺工艺生产亚微米直径纤维Y u J i a n H.…;A dvanced M a t e ri a l s,2004,16(17),P.1562 (英)从流体中顺利生产纤维,这种流体既不可静电纺,也难于用常规纺丝方法生产。
采用二流体静电纺喷丝头生产皮芯结构的纤维,对于芯层流体,皮层流体起了加工助剂的作用。
在后处理中可除去皮层材料使纤维的芯暴露。
(涂君植)纺丝组件微细纤维新工艺20065l77采用双螺杆挤压方法熔纺可交联热塑性弹性体H of f m an M.…;C hem i cal Fi be rs I nt er na t i onal,2003,53(6),p.442(英)开发了生产纤维的一种新技术,即反应性化合和熔纺直接联合进行。
这种新开发的工厂设计和方案,将不固化和再熔融聚合物在单一挤出步骤中进行聚合物改性生产合成纤维。
依材料可熔纺性原理,新型乙烯.辛烯共聚物经双螺杆挤出机生产弹性纤维。
锦纶6工艺技术锦纶6是一种合成纤维,也称尼龙6。
它是由巴斯夫公司于1930年代末利用合成聚合物技术开发出来的。
锦纶6具有优异的物理和化学性质,使其成为一种广泛用于纺织、汽车、电子、医疗和建筑等领域的重要材料。
锦纶6的工艺技术是指将锦纶6纤维从原料到最终产品的生产过程中所需的工艺和技术。
下面将介绍锦纶6工艺技术的主要环节。
首先,锦纶6的生产过程始于巴斯夫公司自有的锦纶6原料生产厂。
在原料生产过程中,通过聚合物化学反应,将巴斯夫公司独特的尼龙6制造工艺应用于原料合成,以确保最终产品的高质量和稳定性。
接下来,原料会被运送到纺纱厂。
在纺纱过程中,锦纶6的原料经过熔化和挤出,形成连续的纤维流。
这些纤维流经过拉伸和冷却,最终形成锦纶6纤维。
纺纱工艺技术的关键是控制纤维的拉伸程度和冷却速度,以确保锦纶6纤维的尺寸和力学性能符合要求。
然后,锦纶6纤维被送到纺织厂进行织造。
在织造过程中,锦纶6纤维经过预处理,如布车、染色和整理,然后通过织造机织成各种形式的织物。
织造技术的关键是控制纤维的密度、织物的结构和纤维的排列方式,以满足不同应用领域对织物性能的要求。
最后,经过织造的锦纶6织物可以进行后续的加工和整理。
这些加工和整理包括热定型、印花、涂层和涂覆等工艺,以进一步改善织物的性能和外观。
加工和整理技术的关键是选择合适的材料和工艺参数,以达到预期的效果。
总之,锦纶6工艺技术是锦纶6纤维从原料到最终产品的生产过程中所需的工艺和技术。
通过合理的原料制备、纺纱、织造和后续加工等环节,可以制备出高质量和多功能的锦纶6产品,满足不同领域的需求。
随着科学技术的不断进步,锦纶6工艺技术也将不断创新和发展,为人们的生活和工作带来更多的便利和舒适。
1 概述:锦纶6主要以PA6干切片经熔融纺丝、牵伸、卷绕制取各种规格和用途的牵伸丝。
由于聚合物的特性不同,纺丝工艺与其它纤维有一定差异。
我公司生产的PA6产品基本流程为:干切片——投料斗——中间料仓——螺杆挤压机——纺丝箱体——熔体计量泵——纺丝组件、喷丝板——卷绕机牵伸辊——卷绕头卷饶成形——成品检验——成品——包装——入库2 切片投料及挤出:PA6干切片开包加入到投料斗,然后由气动阀控制进入中间料仓,被连续送入到螺杆挤压机内进行熔融、混合和计量。
螺杆挤压机有加热量装置,温度分区按工艺要求调定,螺杆又交流电机驱动,变频控制达到要求时挤出压力。
3 纺丝:熔体在螺杆机头压力下进入分配管道,按等距原则被均匀地送到各纺丝位,每个纺丝位带有高精密熔体计量泵,熔体经计量泵精确计量后,被均匀送到各个纺丝组件,经金属砂和滤网过滤后从喷丝板喷出成丝。
从喷丝板出来的熔融态丝条在优化的侧吹风装置中被以层流的侧吹风冷却。
丝条变为固态,纤维结构发生结晶取向变为大分子。
上油装置采用高精密的上油泵供油,使丝条具有工艺要求的含油量。
纺丝箱体和熔体管道都被保温至一定温度。
4 卷绕成形:纺丝下来的丝条经垂直再进入卷绕间,经分丝罗拉换向、分丝,然后在加热的牵伸辊(HOY为冷辊)上经牵伸网络后,进入高速卷绕头自动卷落筒。
5 成品:成品丝饼经物检织袜染色,分级后进入包装为成品。
锦纶6工业丝的生产工艺产品用途: 本机主要用于锦纶6工业丝的生产,适用于切片熔融纺丝牵伸卷绕一步法生产工艺。
主要规格:工艺流程: (干燥过的切片)→螺杆挤压机→出料头→熔体管道→纺丝箱→带徐冷及单体抽吸的侧吹风装置→上油装置→切丝、吸丝装置→喂入辊→热牵伸辊(四对)→网络器→卷绕头→成品丝筒。