尺寸工程同步工程SE分析标准
- 格式:pdf
- 大小:692.70 KB
- 文档页数:14
ME -制造工程DE -尺寸工程DE council -尺寸工程委员会SE -同步工程DMP -尺寸管理计划DTS -尺寸技术标准CDLS -基准一致性系统VA -偏差分析GD&T -几何尺寸及形位公差MP -测点MS -测量系统MC -匹配评估DC&A -数据采集与分析VP -整车厂DRE -数据发布工程师DMP——尺寸管理计划DTS——尺寸技术规范VA——偏差分析GD&T——几何尺寸与公差EWO——工程更改EPL——工程零件清单BOM——材料清单DRE——设计发布工程师VSE——车辆系统工程师ES——工程支持部TG1——模拟样车制造数据发布TG2——100%工程发布匹配评估(MC):1.在正常生产前;2.得到符合交样要求的零件的前提下;3.进行按照正式工艺步骤,制造成分总成、总成、整车;4.以各产品和工艺标准作为过程标准,以DTS作为最终标准,认证现实与标准的一致性的活动过程;匹配评估(MC)包括MC0,MC1,MC2。
MC0:使用交样合格的零件,在检具/夹具/生产工装上拼装成分总成/总成,在拼装过程中比较现实和标准的差异,发现并解决问题,并逐步进行认证的过程。
MC0评估范围:仅包括正式生产后由冲压车间负责生产的零件和车身车间生产的门、盖等总成,及门盖相关的中小冲零件;MC1:使用交样合格的零件,在检具/夹具/生产工装上拼装成分总成/总成/整车,在每步的拼装过程中比较现实和标准的差异,发现并解决问题,逐步进行认证的过程。
* MC1评估范围:所有白车身零件/总成,车身车间生产的门、盖等总成,及直接或间接影响DTS的内、外饰零件/总成,包括部分地盘和电器零件。
MC2:使用交样合格的零件,在生产工装上拼装成分总成/总成/整车,在每步的拼装过程中比较现实和标准的差异,发现并解决问题,逐步进行认证的过程。
同时需要验证MC1活动中发现问题的更改结果。
* MC2评估范围:所有白车身零件/总成,车身车间生产的门、盖等总成,及直接或间接影响DTS的内、外饰零件/总成,包括部分地盘和电器零件。
浅析汽车行业总装同步工程SE分析摘要:对总装同步工程在新车型研发过程中高效协同开展进行探讨。
通过开展前置活动把总装制造工艺的边界引入到产品设计中去,对总装标准化、通用化、平台化如何开展进行了描述。
通过同步工程,使新车型研发周期缩短,控制生产制造成本,提高整车质量。
一、引言随着我国汽车发展,行业竞争日益激烈,为达到更短的新车型开发周期、更低的成本、更高的质量产品,必须保证新品研发过程中各部门系统的协同工作,尽早的把问题提前识别。
本文通过讲述某车企新品开发过程中,开展总装同步工程分析。
二、同步工程的基本概念同步工程(SE,Simultaneous Engineering or Synchronization Engineering),又称并行工程:“对整个产品开发过程产品的各个子系统同步开发,产品与工艺、工装的开发,产品与质量目标同步规划,是开发者从概念开始就考虑其他子系统的接口和需求,考虑后续工艺和工装的水平和能力,考虑质量目标的实现要求,即开发时就考虑到整车产品生命周期内的所有因素的一种系统方法。
三、总装同步工程-项目可行性分析阶段新品项目立项后,项目目标、产品周期及开发范围、关键技术、主要性能、制造地、生产纲领等战略文件初步锁定,总装同步工程在此阶段开展如下前置活动;1.编制新品项目总装工艺技术要求,与研发各模块成员开会宣贯,在产品设计前与设计达成一致意见。
车身边界(整车吊挂点及线体通过性)、底盘边界(悬架系统定位、车轮分度圆、液体口尺寸及加注空间)、动总边界(动力系统定位)、内饰边界(仪表横梁夹取定位,主副仪表的模块化、集成化、安装空间)、热管理边界(液体口尺寸及加注空间、管路插接)、电器边界(模块通用化、线束可插接性)、外饰边界(整车玻璃定位密封性、)2.收集编制现有车型问题清单(试制阶段问题、试生产问题、遗留问题、售后问题等)四、总装同步工程-项目产品设计阶段4.1总装SE数据分析产品初版数据发布后,编制产品checklist分析清单,按清单中7大分析模块(历史问题清单、数据质量、可装配性、装配精度、性能确认、混线效率、人机工程、成本、可维修性)、14个分析维度(历史问题清单排查、完整性、匹配性、通过性、装配空间、工具、定位、防错、密封性、保安防灾、装配一致性、同工位同工装、装配结构、人机工程、可维修性)开展单件SE分析,提出ECR问题,保证SE分析过程中不漏项。
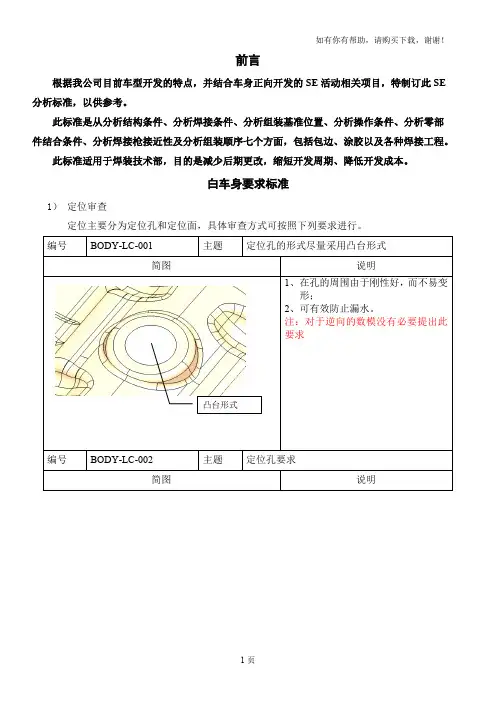
前言根据我公司目前车型开发的特点,并结合车身正向开发的SE活动相关项目,特制订此SE 分析标准,以供参考。
此标准是从分析结构条件、分析焊接条件、分析组装基准位置、分析操作条件、分析零部件结合条件、分析焊接枪接近性及分析组装顺序七个方面,包括包边、涂胶以及各种焊接工程。
此标准适用于焊装技术部,目的是减少后期更改,缩短开发周期、降低开发成本。
白车身要求标准1)定位审查定位主要分为定位孔和定位面,具体审查方式可按照下列要求进行。
A2)安装与配合保证零部件能够很好的配合及在安装时无干涉现象,需要按照以下要求进行审核。
R1A B圆角末端d3)焊接性焊接性主要是审核焊钳的接近性、焊接难易程度和焊接品质。
dg ud1=2mmhgM8 : d=19(R1+R2+2)mm4)凸焊螺母(螺栓)和螺柱焊接凸焊螺母(螺栓)和螺柱焊接,主要分析螺母与其钣金件上底孔的要求,以及钣金件形状的要求。
BODY-NS-001主题 简图LdR1R25)涂胶涂胶主要分为:减震膨胀胶、点焊密封胶、折边胶的喷涂。
对涂胶工程的审核可按照以下要求进行审核。
6)包边主要审查包边后尺寸要求以及审查外板件翻边高度、形状以及角度要求。
L7)结构主要审查主要部位相关制件的结构,以满足安装时和安装后的强度要求。
凸台8)活装件安装审核主要审核活装件在安装过程中使用装具定位的可实施性,以保证活装件的精度及一致性。
编号BODY-HJ-001 主题安装活装件对相关制件的要求活装件。
皮卡新车型涂装同步工程(SE)分析方法研究LYU Jin-tao;CHEN Meng-nan;LI Wen-peng;LI Chun-jian;TIAN Ke-wei【摘要】介绍了皮卡车涂装工艺流程.针对皮卡新车型的开发,结合车型所在线体的生产工艺,运用涂装同步工程(SE)对新车通过性进行了分析,并对四门、机盖、上下车体和货箱的涂胶操作性,排气,沥液,电泳屏蔽,电泳流痕,货箱防漂等的 SE 分析方法进行了探讨.%The typical process flow for painting pickup truck was introduced. Aiming at the development of a new model of pickup truck, its passing possibility during painting was analyzed by simultaneous engineering (SE) according to the production process. The SE methods for analyzing the sealing operability of four doors, hood, upper body, underbody, and cargo body, as well as gas exhaustion, draining, electrophoretic shielding, flow mark defect on electrophoretic coating, and anti-floating of cargo body were discussed.【期刊名称】《电镀与涂饰》【年(卷),期】2019(038)012【总页数】6页(P599-604)【关键词】皮卡车;电泳涂装;同步工程;防腐【作者】LYU Jin-tao;CHEN Meng-nan;LI Wen-peng;LI Chun-jian;TIAN Ke-wei【作者单位】Geely Automobile Research Institute Vehicle Trial Center, Ningbo 315336, China;Geely Automobile Research Institute Vehicle TrialCenter, Ningbo 315336, China;Geely Automobile Research Institute Vehicle Trial Center, Ningbo 315336, China;Geely Automobile Research Institute Vehicle Trial Center, Ningbo 315336, China;Geely Automobile Research Institute Vehicle Trial Center, Ningbo 315336, China【正文语种】中文【中图分类】TQ639涂装同步工程(Simultaneous Engineering,SE)特指工艺审核与产品研发同步,在产品设计研发过程中涂装工艺提前介入,主要针对CAS面(Concept A Surface,即汽车初步造型面)、主断面、白车身数模及产品试制过程进行的工艺性分析,为设计提供可行的工艺变更方案。
总装SE分析在产品中的应用研究摘要:在汽车行业之中,同步工程已经得到了普遍的运用。
因此,在对总装SE进行应用的同时,需要对它在工作中的重要性、以及工作的目标进行分析。
对总装工艺同步工程的各个阶段的内容进行介绍。
分别是它的模型阶段、工程化阶段以及工业化阶段。
关键词:总装SE;产品开发;价值;应用前言:在以往不同的工作项目之中,在对产品进行制造的时候,总会出现一些关于设计方面的问题。
当产品以成品的形式出现之后,想要对它进行更改,就存在很大的阻碍。
首先,会对开发的速度有影响,其次还会增加相应的设计成本。
倘若在设计的时候就通过同步进行分析,发现其缺陷,就可以对缺陷进行预防。
对开发所需的成本以及速度的控制,可以发挥积极的作用。
一、总装SE分析概述概念:SE也就是同步工程,它主要是对产品的开发以及产品在被制造和支持的过程之中,进行集成、并行的具有系统化的工作模式。
同步工程的运用,可以在很大程度上避免在设计上所存在的缺陷。
而且还能降低在研发时所需的费用,可以降低成本。
对开发的周期,还能进行缩短。
同步工程(SE)在国内外不同的车型上都有被广泛运用。
提出背景:社会经济的发展,人们物质生活的提高,各种制造业以及工业不断的扩大市场规模。
为了满足人们生活之中的需要,便进行了工业化的生产方式。
其中,以汽车为例:随着我国汽车行业的崛起,在汽车行业这个庞大的体系之中,相应的生产对技术的依赖程度比较高。
技术的高低对于汽车行业而言具有很大的影响力,不仅可以降低研发的成本,而且还能根据实际情况对相应的车间进行工业化,减少劳动力的使用。
目的:可以在实际过程之中,开展积极有效的总装SE进行分析工作,达到所期望的预期值。
主要为达到以下的目的:(1)、对产品的结构进行优化,对总装SE的工艺流程进行相应的改进。
(2)、通过采取不同的有效措施,降低总装SE工装以及工艺在运行方面,科研方面的成本。
(3)、对产品生产的试调期,进行有效的缩短。
(4)、对总装工艺的新方法进行应用,对它的可行性进行分析。
7.2 焊装同步工程7.2.1 焊接空间7.2.1.1 点焊空间目前本公司设计部门和规划部门一般定义焊接边宽度≥14.5,门焊接边宽度≥12。
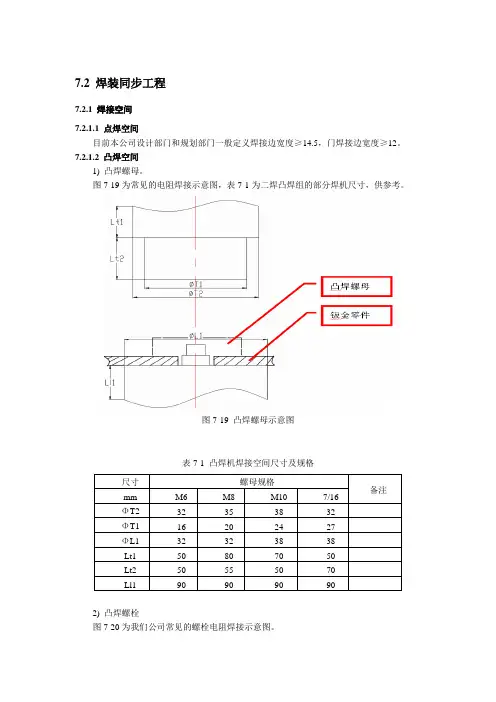
7.2.1.2 凸焊空间1) 凸焊螺母。
图7-19为常见的电阻焊接示意图,表7-1为二焊凸焊组的部分焊机尺寸,供参考。
图7-19 凸焊螺母示意图表7-1 凸焊机焊接空间尺寸及规格尺寸螺母规格备注mm M6 M8 M10 7/16ΦT2 32 35 38 32ΦT1 16 20 24 27ΦL1 32 32 38 38Lt1 50 80 70 50Lt2 50 55 50 70Ll1 90 90 90 902) 凸焊螺栓图7-20为我们公司常见的螺栓电阻焊接示意图。
图7-20 凸焊螺母示意图在焊接状态下,待凸焊零件外部空间不能够与焊机相干涉,如图7-21。
具体尺寸依据奇瑞公司目前设备状况要求如下:(1) 零件凸焊位置点沿凸焊螺母、螺钉截面方向距零件边缘最小尺寸a要小于焊机喉深(奇瑞公司焊机喉深最大为480~520mm),以避免与焊机干涉;(2) 零件凸焊位置点沿凸焊螺母、螺钉轴线方向距零件边缘最大尺寸b要小于焊机喉宽单臂最大尺寸(奇瑞公司焊机单臂最大活动尺寸为230~280mm);(3) 零件凸焊位置点沿凸焊螺母、螺钉轴线方向Φ40空间内必须无结构型面,如图尺寸c1、c2,以免与焊机电极臂干涉;(4) 螺母、螺钉轴线方向可焊接最小空间高度为60mm,如图7-21尺寸d。
在设计的时候根据实际情况,参考上表,做出足够的空间实现凸焊。
图7-21 凸焊空间示意图3)植焊螺柱。
由于植焊是由植焊枪来实现的,植焊的定位一是靠夹具的限位套;二是靠枪头的四个脚与车身接触来定位的,如果平面小或不平会导致枪无法和车身贴合,或是焊歪。
如使用这类型钉子的话请务必考虑下面的要求。
(1)表7-2中植焊螺柱要求有至少Φ25mm 平面,考虑公差建议达到Φ28mm 以上。
序号 零件号 规格 零件名称 主要用途1 N901 69301 M6X12 Welding screw 油管,制动管,线束等 2 S11-5300104 M6X18 Welding screw3 S11-5300108 M6X22 Welding screw4 QR2020614 M6X14 Welding screw5 QR2020635 M6X35 Welding screw6 QR2020509 M5X9 Welding screw7 N902 51701 M5X9.3 Welding screw 地毯、隔热垫,减震垫、线束等 8 N900 68401 φ5×14 Welding screw 9 N901 69201 φ5×9 Welding screw 10 N902 31601 φ5×25 Welding screw 11 N902 46601φ5×18Welding screw(2)表7-3中植焊螺钉要求有至少Φ30mm 的平面,考虑公差建议达到 Φ35mm 以上。
冲压se同步工程方案一、引言冲压是制造业中常见的一种加工工艺,主要应用于汽车、电子、家电等行业。
冲压工艺的高效率、高精度是现代制造的重要组成部分,冲压SE同步工程方案的设计对于提高冲压生产效率和产品质量具有重要意义。
本文将针对冲压SE同步工程的方案提出具体的设计思路和步骤,并结合实际案例进行分析和探讨。
二、冲压SE同步工程方案设计思路1. 需求分析在制定冲压SE同步工程方案之前,首先需要进行需求分析。
这包括对冲压工艺的相关要求和产品设计要求的分析,以及对于SE同步工程的具体需求和目标的明确。
需求分析是冲压SE同步工程方案设计的基础,只有清晰明确了需求,才能有针对性地制定合适的方案。
2. 工艺设计在需求分析的基础上,根据产品的具体要求和冲压工艺的特点,设计出适合的工艺方案。
工艺设计包括材料选择、工艺路线设计、冲压模具设计等内容。
在冲压SE同步工程中,要充分考虑工艺的稳定性、可靠性和效率,确保生产过程的顺利进行。
3. 设备选择冲压SE同步工程需要选用合适的设备和工具,以保证生产工艺的顺利实施。
设备选择需要充分考虑生产效率、设备可靠性和成本控制等因素,选用适合的设备是冲压SE同步工程方案设计中的一个重要环节。
4. SE同步工程方案设计在冲压SE同步工程方案设计中,需要充分考虑SE工程的需求和要求,确保SE工程与冲压工艺的同步进行。
这包括零件设计、工艺文件的编制、工艺参数的设定等内容。
SE同步工程方案设计需要紧密结合冲压工艺的实际情况,确保冲压过程中的SE工程得到顺利实施。
5. 质量控制在冲压SE同步工程中,质量控制是一个非常重要的环节。
包括生产过程中的质量检测、问题解决和改进方案的制定等内容。
质量控制是冲压SE同步工程中保证产品质量的关键。
6. 过程优化在冲压SE同步工程的实施过程中,需要不断进行过程优化。
通过数据分析和相关指标的监控,发现问题和不足,并及时调整和优化工艺方案,确保冲压生产的顺利进行和产品质量的持续提升。
in 陆剑峰^建轩](宁波吉利汽车研究开发有限公司长兴分公司aFOCUS 亦*2020(1)E 点韶汽车工穩师摘要:为了在汽车开发设计阶段更加系统且全面地识别潜在的尺寸风险并提前进行规避,该文介绍了汽车尺寸同步工程的 基本概念,分别从汽车的造型数据、主断面、产品数据及工艺等四大方面出发,说明了这几方面的主要分析内容,指出了它们可能存在的一些常见的尺寸风险及问题,介绍了尺寸同步工程的流程及实施方法,从而对汽车尺寸同步工程进行了整体的阐述,对于新车开发阶段的尺寸同步工程分析具有指导意义。
关键词:汽车;尺寸工程;同步工程Analysis on Simultaneous Engineering of Vehicle DimensionAbstract : In order to identify the potential dimension risk more systematically and comprehensively in the stage of automobiledevelopment and design and avoid it in advance, this paper introduces the basic concept of vehicle dimension simultaneousengineering, explains the main analysis contents from four aspects of automobile modeling data, main section, product data and technology, points out the common dimension problems and risks that may exist, and introduces the process and implementation method of dimension simultaneous engineering, so as to carry out the overall elaboration of the vehicle dimension simultaneousengineering, which has the guiding significance for the dimension simultaneous engineering analysis in the development of new automobiles.Key words : Automobile; Dimension engineering; Simultaneous engineering随着经济的不断发展,人们生活水平的不断提高, 对于汽车质量的追求也在不断提升。