电镀废气处理方法
- 格式:docx
- 大小:129.20 KB
- 文档页数:3
热电镀厂废气治理方案
热电镀厂废气治理方案
热电镀厂是一种重要的表面处理工艺,可以提高金属材料的表面光洁度和耐腐蚀能力。
然而,在热电镀过程中,会产生大量有害废气,对环境和工人的健康造成严重的影响。
因此,热电镀厂废气治理方案十分重要。
首先,可以从源头控制废气的产生。
采用先进的热电镀设备和工艺技术,通过优化镀液的组成和运行参数,减少废气的产生。
例如,在镀液的配方中选择低挥发性有机物,减少有机物挥发引起的废气排放。
另外,控制镀液的温度和流速,避免过高的温度和快速的流速产生的废气量增加。
其次,可以采用有效的废气收集和处理设备,对废气进行收集和处理。
例如,可以设置废气收集罩和通风系统,将有害废气从源头收集到废气处理设备。
常见的废气处理设备包括吸附装置、净化塔和焚烧炉等。
通过适当选择和组合这些设备,可以有效去除废气中的有害物质,达到排放标准。
同时,还应加强废气监测和管理。
建立完善的废气监测系统,定期对废气排放进行监测和测量,及时发现和掌握废气排放情况。
制定相应的废气管理措施,对不达标的排放进行整改和处理,确保废气排放符合环保法规和标准。
此外,对于热电镀厂废气治理还需要加强员工的培训和安全意识教育。
提高员工的环保意识和操作技能,加强对废气治理方
案的宣传和培训,确保员工能够正确操作设备和掌握废气治理技术,减少废气排放和事故发生的可能性。
总之,对热电镀厂废气进行有效的治理是保护环境和员工健康的必要措施。
通过源头控制、废气收集和处理设备、废气监测和管理以及员工培训等多方面的措施,可以有效减少废气排放,保护环境,提高生产工艺的安全性和可持续性。
电镀车间通风及废气治理工程(方案编号:G-HO-002)建设单位:设计单位:二○○四年一月五日某某有限公司新增了锌合金双阴极电镀线,设备正在安装主,根据环保三同时原则,电镀车间的通风及废气治理需要规划设计,受其委托,本公司提供设计方案。
一、设计依据1.《大气污染物综合排放标准》(GB16297-96)新污染源二级标准。
2.《广东省大气污染物排放标准》(DB4427-2001)3.《工业企业设计卫生标准》(TJ36-97)4.《恶臭污染物的排放标准》(GB14554-93)二、设计要求1、治理过的气体达到《广东省大气污染物排放标准》(主DB4427-2001)所规定的二级地区排放标准。
2、车间内的通风流畅,基本没有异味。
三、设计方案(一)车间通风量计算电镀车间的酸碱性气体较多、温度较高。
通风不畅,很容易产生异味。
根据以往的经验,总的换气次数以15次/小时计算,效果比较好,基本可以满足通风要求。
1、车间空间体积。
如图所示,电镀车间的总长82米,一层宽20米,高5米。
则一层的空间体积为:V1=L×W×H=82×20×5=8200(m3)电镀车间的二层总长82米,二层宽8米,高3.5米。
则二层的空间体积为:V2=L×W×H=82×8×3.5=2296(m3)则电镀车间的总体积为:V总=V1+V2=10496(m3)2、车间的总通风量车间的换气次数为15次,甲方要求电镀车间保持正压运行,则鲜风量大于排风量。
(1)车间的总鲜风量车间的换气次数以15次/小时,则总的鲜风量为:Q鲜=nV=15×10496=157440m3/h(2)车间的总排风量车间保持正压运行,排风量按鲜风量的85%计算,则车间内的总的排风量为:Q排总=Q鲜×85%=133824m3/hA、车间的局部设备排风量a、控制点1(氰化铜区)氰化铜9臂,共9个槽,每个槽平面尺寸约为1800×760mm。
电镀硫酸雾废气处理方法
《电镀硫酸雾废气处理方法》
电镀行业是一种重要的制造业,但其产生的废气对环境具有潜在的危害。
硫酸雾是电镀过程中产生的一种废气,含有大量的硫酸和硫酸蒸汽,对大气环境和人体健康造成严重影响。
因此,寻找高效的电镀硫酸雾废气处理方法成为迫切的需求。
目前,有多种电镀硫酸雾废气处理方法可供选择。
其中,常见的处理方法包括化学法、物理法和生物法等。
首先,化学法是一种常用的电镀硫酸雾废气处理方法。
该方法利用化学反应将硫酸雾转化为可溶于水的盐类,如硫酸钙或硫酸铵。
这些盐类可以通过沉积或溶解在水中而达到目的。
此方法具有处理效率高、成本低的优点,但处理过程中产生大量的废液,需要进一步处理。
其次,物理法也是处理电镀硫酸雾废气的一种常见方法。
这种方法通过利用物理原理,如重力沉降、冷凝和过滤等,将硫酸雾从废气中去除。
这些处理设备包括沉降器、冷凝器和过滤器等。
这种方法的优点是操作简单、处理效果稳定,但对硫酸雾粒径和浓度的要求较高,处理效率有限。
此外,生物法是一种新兴的电镀硫酸雾废气处理方法。
该方法利用微生物的特性,如吸附、氧化和还原等,将硫酸雾转化为无害物质。
生物法具有处理效率高、废气处理能力大和运行成本低的特点。
然而,该方法对微生物耐受性和适应性的要求较高,操作较为复杂,还需要更多的研究和改进。
综上所述,针对电镀行业产生的硫酸雾废气,有多种处理方法可供选择。
化学法、物理法和生物法都具有各自的优点和限制。
未来的研究应重点关注开发更高效、低成本的废气处理技术,以保护环境和人类健康。
电镀厂现场处置方案随着工业化进程的加速,电镀厂在涂装、装饰、防腐等领域扮演着越来越重要的角色。
但电镀工艺所产生的污染物对环境和生物造成的危害也不容忽视。
为了保障环境和员工的安全卫生,在电镀厂现场,必须采取科学的处置方案对工业废水、废气、废渣进行治理。
本文就电镀厂现场处置方案进行探讨。
工业废水处理预处理电镀废水水量大,含有较高浓度的金属和有机物质,需要先进行处理才能达到排放标准。
预处理一般采用沉淀、搅拌、筛选等方式,除去大颗粒物质或水中悬浮物。
生化处理酸碱中和后,通入生化槽进行好氧/厌氧反应,使有机物质得以分解,并将金属离子还原、沉淀。
该过程可以通过人工控制或生物反应器进行。
植物池处理将处理好的废水通入人工湿地进行进一步净化。
在植物池中,植物通过吸收和生化分解等方式,对水中的有害物质与营养物质进行转化,减少水中有机物质和金属离子含量。
废气处理板式换热器+活性炭吸收电镀过程中产生的废气其主要组成是酸雾和碱雾。
在废气出口设置板式换热器,将排放的废气与新的进气进行交换,并利用活性炭进行吸附分离。
该方式虽然较为耗能,但处理效果显著。
经济型湿式废气处理法废气通入洗涤塔,通入洗涤液(一般为碱性液体),将排放废气中的酸雾和碱雾吸附,储存并去除。
焚烧法把废气沿着管道直接引入燃烧炉中进行燃烧,可大量降低废气中有害物质的浓度。
废渣处理坑池法将废渣保持在特定位置的坑池中,按照顺序采用多重处理,如基础固化、固液分离、过滤、抽干等。
处理后的废渣还可以回收、利用或储存。
微波处理法在特定温度下,将废渣放在加热设备中,使沉积在废渣粘结介质和水分挥发。
由于该过程节约时间,处理后的废渣物体积减小,能减少次生污染。
结论本文以上述三种废物为例,介绍了针对性的电镀厂现场处置方案,可以充分利用各种生化、物理手段处理工业废水、废气和废渣等不同的废弃物问题。
当然,为了确保处置过程的安全性,加强工人的技术培训、环境监测、设备管理和维护以及每年定期的环境监测和评估等工作,也是必要的。
电镀废气处理工艺电镀车间在电镀生产中产生的废气,必须有效地加以处理。
才能更好地维护大气环境,具体处理工艺流程如下:一、酸性气体?三级碱液喷淋硫酸雾气:可用浓度为10%的苏打(NaCO)的碱性溶液(NaOH),23(pH值必须大于10)进行中和处理。
盐酸雾气:可用2%-5%的NaOH低浓度溶液进行中和处理。
氢氟酸:可用5%苏打(NaCO)的碱性溶液(NaOH)进行中和23处理。
二、铬雾?收集回收?二级喷淋处理?水气分离?排放。
采用5%-10%的焦亚硫酸钠作为喷淋液,如喷淋液出现淡黄色必须更换喷淋液或加料。
喷淋液淡绿色为正常。
三、氮氧化物?三级还原吸附?活性炭吸附?排放。
采用还原性碱液吸附法,将NOx还原为N,同时将挥发的硝酸中2和。
1、8%的氢氧化钠与10%的硫化钠混合水溶液作为吸收液,或者用氢氧化钠溶液多级喷淋后再加一级硫化钠水溶液喷淋吸收,其吸收率达到90%以上。
警告~使用硫化钠必须注意,不得与硝酸溶液接触,避免中毒。
2、弱酸性尿素10%处理,吸收率可达90%以上,无二次污染,但成本高。
四、氰化氢?三级喷淋分解处理?排放。
1、氰化氢废气可以用1.5%NaOH+1.5%NaClO喷淋吸收。
次氯酸钠水溶液应用氢氧化钠将吸收液调pH值保持碱性状态,(PH值在10以上)用一般喷淋塔吸收,净化效率可达到90%以上。
或可用2%-5%的次氯酸酸钠(重量)溶液作吸收液。
2、硫酸亚铁溶液作吸收液时,0.1-0.7%硫酸亚铁(重量)水溶液送入喷淋塔吸收3-4s,净化效率可以达到98%。
最后要注意:上述所有喷淋塔下来准备不再循环使用的淋喷废水必须按质分类,进入相应的电镀废水中,加以处理后达标排放。
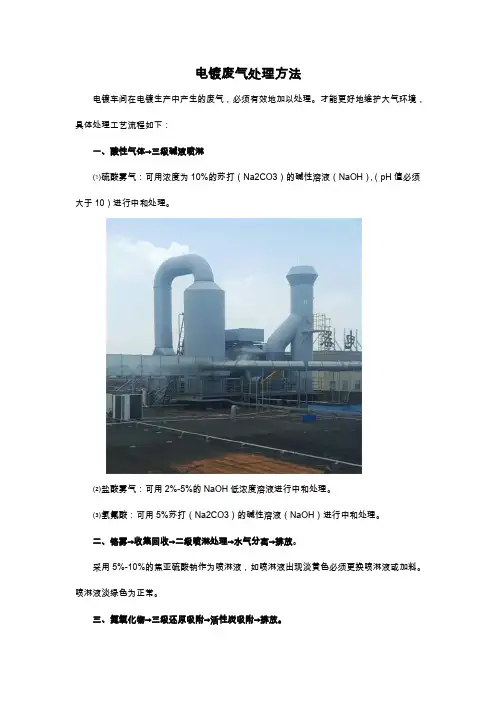
电镀废气处理方法电镀车间在电镀生产中产生的废气,必须有效地加以处理。
才能更好地维护大气环境,具体处理工艺流程如下:一、酸性气体→三级碱液喷淋⑴硫酸雾气:可用浓度为10%的苏打(Na2CO3)的碱性溶液(NaOH),(pH值必须大于10)进行中和处理。
⑵盐酸雾气:可用2%-5%的NaOH低浓度溶液进行中和处理。
⑶氢氟酸:可用5%苏打(Na2CO3)的碱性溶液(NaOH)进行中和处理。
二、铬雾→收集回收→二级喷淋处理→水气分离→排放。
采用5%-10%的焦亚硫酸钠作为喷淋液,如喷淋液出现淡黄色必须更换喷淋液或加料。
喷淋液淡绿色为正常。
三、氮氧化物→三级还原吸附→活性炭吸附→排放。
采用还原性碱液吸附法,将NOx还原为N2,同时将挥发的硝酸中和。
1、8%的氢氧化钠与10%的硫化钠混合水溶液作为吸收液,或者用氢氧化钠溶液多级喷淋后再加一级硫化钠水溶液喷淋吸收,其吸收率达到90%以上。
警告!使用硫化钠必须注意,不得与硝酸溶液接触,避免中毒。
2、弱酸性尿素10%处理,吸收率可达90%以上,无二次污染,但成本高。
四、氰化氢→三级喷淋分解处理→排放。
1、氰化氢废气可以用1.5%NaOH+1.5%NaClO喷淋吸收。
次氯酸钠水溶液应用氢氧化钠将吸收液调pH值保持碱性状态,(PH值在10以上)用一般喷淋塔吸收,净化效率可达到90%以上。
或可用2%-5%的次氯酸酸钠(重量)溶液作吸收液。
2、硫酸亚铁溶液作吸收液时,0.1-0.7%硫酸亚铁(重量)水溶液送入喷淋塔吸收3-4s,净化效率可以达到98%。
最后要注意:上述所有喷淋塔下来准备不再循环使用的淋喷废水必须按质分类,进入相应的电镀废水中,加以处理后达标排放。
杭州海州环保设备有限公司座落于“杭州市高新技术产业园”—钱江经济开发区,注册资本500万元,系浙江省环保产业协会会员单位,拥有总承包和设计资质,是一家以废气、废水处理设备科研、设计、生产、销售、工程安装为一体的科技型企业。
电镀行业酸雾废气处理方案
一.酸雾废气的成分:
酸雾废气主要产生于化工、电子、冶金、电镀、纺织(化纤)、机械制造等行业的用酸过程中,如制酸、酸洗、电镀、电解、酸蓄电池充电等,产生的烟气与水雾之间的物质,具有较强的腐蚀性。
其中包括甲酸、乙酸、丙酸有机酸所形成的酸雾,同时还伴有较重的粉尘。
二.酸雾废气处理步骤:
将制造过程中的酸雾废气集中在密闭的车间内,并将收集后的有机废气经东能环高压静电净化器进行处理后达到环保排放。
三.酸雾废气处理设备:
(1)东能环保湿式高压静电净化器:
东能环保高压静电净化器系高效气液分离湿法设备,主要用于捕集酸雾废气中含微米和亚微米级粒子。
在高压静电作用下,电晕阴极钱不断放射出电子,把电极间气体电离成正负离子。
尘、酸等颗粒碰到电子而产生荷电。
按照同性相斥、异性相吸的原理,荷电后尘、酸雾雾滴应向电极性相反的电极移动。
正离子向电晕极移动,负离子和电子则移向沉淀电极,将电荷传给沉淀极。
失去电荷后的酸雾颗粒靠自重沉淀极内壁流向设备底部而得以去除。
2)东能环保活性炭吸附器:
含尘气体由风机提供动力,正压或负压进入东能环保活性炭吸附箱,由于活性炭固体表面上存在着未平衡和未饱和的分子引力或化学健力,因此当此固体表面与气体接触时,就能吸引气体分子,使其浓聚并保持在固体表面,污染物质从而被吸附,废气经过活性炭吸附塔后,进入设备排尘系统,净化气体高空达标排放。
佛山市东能环保设备有限公司位于广东工业强市--佛山市,东能环保有着专业废气处理多年经验和团队,在工业废气处理,锅炉尾气处理、粉尘废气处理、静电除尘设备、UV光除臭设备等方面都有自己的优势技术。
佛山市东能环保设备有限公司。
电镀含氰废气治理工艺电镀含氰废气治理工艺是一种用于处理电镀工艺中产生的含氰废气的技术。
电镀工艺是一种在金属表面镀上金属或合金的过程,其中一种常用的电镀液成分就是含氰废气。
由于氰化物具有高毒性和难以降解的特性,因此对电镀含氰废气的治理成为了一项重要的环境保护工作。
电镀含氰废气治理工艺的首要目标是将废气中的氰化物去除或转化为无毒的物质,以减少对环境的污染和危害。
该工艺通常包括以下几个步骤:1. 吸收和脱氰:废气首先通过吸收装置,如吸收塔或活性炭吸附器,将氰化物吸附到吸附剂表面。
然后,通过一系列化学反应,将吸附的氰化物转化为无毒的氰化物或其他化合物。
2. 氧化处理:在一些情况下,吸附和脱氰的步骤可能无法完全去除废气中的氰化物。
此时,可以采用氧化处理的方法,如高温燃烧或氧化剂催化剂的作用,将残留的氰化物氧化为无害的物质,如二氧化碳和水。
3. 净化和排放:经过吸收、脱氰和氧化处理后,废气中的氰化物已经被有效去除或转化。
最后一步是对废气进行净化和排放,确保排放的气体符合相关环境排放标准。
电镀含氰废气治理工艺的实施需要综合考虑工艺效果、成本和操作安全等因素。
不同的电镀工艺和废气特性可能需要采用不同的治理工艺。
因此,在实际应用中,需要根据具体情况选择合适的治理工艺,并进行工艺参数的优化和调整。
电镀含氰废气治理工艺是一项重要的环境保护技术,可以有效降低电镀工艺对环境的污染和危害。
通过吸收、脱氰、氧化和净化等步骤,废气中的氰化物可以被去除或转化为无害物质,从而保护环境和人类健康。
在未来的发展中,我们需要不断改进和创新电镀含氰废气治理工艺,以提高治理效果和降低成本,为可持续发展做出贡献。
工艺方法——电镀废气处理方法工艺简介一、电镀废气的种类电镀的种类很多,除镀锌、镀铜、镀镍、镀铬四大常规镀种外,还有应用比较广泛的锌–镍、锌–钴、锌–铁合金电镀,铜–锌、铜–锡、铜–锌–锡仿金电镀,镍–锌、镍–锡黑色镀层电镀,以及为满足部分IT产业、电子行业某些产品的特殊需要而存在的镀金、镀银、镀锡乃至少量的稀贵金属钌、铑、钯、铟电镀等。
同时也会有金属的氧化、磷化、钝化等表面处理加工。
这些工艺溶液的配方中各种添加剂、配合物让人眼花缭乱。
再加上目前还有少数镀种在短期内还淘汰不了氰化物,因此含氰电镀在某些特殊产品电镀中依然存在。
尤其是镀前等表面处理和退镀时酸碱用量的增大,这些最终仍不可避免在电镀生产过程中产生大量的废气。
这当中主要是一些金属粉尘、酸碱废气、有机废气、铬酸雾和各种电镀槽液加热而散发出的多种废气,包括含氨废气、含氰废气等。
二、电镀废气的危害电镀废气对人体的危害,在电镀工艺过程中,产生的电镀废气还会对电镀的产品产生危害。
主要是因为在电镀车间中,酸碱雾、粉尘等太多,会对车间中的电镀设备性能及电镀材料的纯度等产生不同程度的影响。
三、电镀废气的处理方法根据《电镀污染物排放标准》(GB21900-2008)规定,对电镀工艺及设施必须安装局部气体收集系统,并进行集中净化治理,才能统一由排气筒排放到大气中(由此可以将电镀废气通过三种方式进行治理,分别为源头减少电镀废气、安装排风系统、安装电镀废气净化设备。
1、从源头减少废气的产生(1)电镀前处理的碱洗除油、酸洗去锈或去氧化皮过程中,可在溶液中分别添加碱雾抑制剂和酸雾抑制剂,从而大大减少碱雾和酸雾的逸出。
与此同时,还可在各电镀槽的槽口两侧各增加一块窄窄的、可活动的挡风板,除可遮盖阳极挂钩、阳极板和加热器而使槽面显得整洁,更能因可视槽液面积的缩小而增强槽边的排风效果,从而减少了废气对车间环境的污染。
(2)去除钢铁件上的氧化皮时,可采用喷丸工艺取代部分化学酸洗或采用无酸酸洗工艺,这样便可在源头上大大减少酸性废气的产生。
........电镀生产工艺过程中将产生含氰废气、含铬废气,以及酸洗过程中将产生酸雾。
电镀槽为含氰废气:B×L×H=0.8×2×0.6m;含铬废气:B ×L×H=1×2×0.6m;酸洗废气拟放置于一个小房内B×L×H=2×4×4m,有酸洗和退镀工艺(硝酸、硫酸、盐酸)。
这些废气的产生不仅影响生产车间的工作环境,还会污染周边的环境,因此,根据国家环保相关要求,需对这些污染物进行处理。
为此,我方经过现场实地考察并参考以往的成功工程经验,确定含氰废气采用次氯酸钠吸收;含铬废气采用焦亚硫酸钠吸收;酸洗废气采用氢氧化钠吸收,产生的废水均进入电镀废水处理工艺中。
根据此工艺我方编制了以下处理方案,供环保部门审查和厂方选用。
(1) 厂方提供的有关技术资料;(2) GB16297- 1996 《大气污染物综合排放标准》。
本工程设计指标参照GB16297- 1996 《大气污染物综合排放标准》中三级标准,设计污染物排放指标限值为:铬酸雾最高允许排放浓度0.07mg/m3 ,20m 高排气筒最高允许排放速率为0.20kg/h。
氰化氢最高允许排放浓度1.9mg/m3,25m 高排气筒最高允许排放速率为0.24kg/h。
氯化氢最高允许排放浓度100mg/m3,20m 高排气筒最高允许排放速率为0.65kg/h。
硫酸雾最高允许排放浓度:45mg/m3 ,20m 高排气筒最高允许排放速率为3.9kg/h。
根据以上污染物排放浓度要求,确定本处理方案的处理效率为:1) 酸洗废气:≥90%;2) 含氰废气:≥85%;3) 含铬废气:≥95%。
本方案设计范围为自吸风罩至吸收塔出口之间的废气处理工艺及相应配套的设备选型。
根据各废气的主要特点,确定本次电镀废气处理方法为:含氰废气采用次氯酸钠吸收;含铬废气采用焦亚硫酸钠吸收;酸洗废气采用氢氧化钠吸收。
电镀环境整治方案背景电镀是一种重要的表面处理技术,广泛应用于制造业中。
然而,电镀过程中产生的污染物却对环境和人类健康造成了严重威胁。
为了减少电镀环境的污染,同时保证生产效率和质量,需要制定一份电镀环境整治方案。
整治方案污染物排放电镀过程中会产生大量废水,其中含有重金属离子、酸碱度不均衡、有机物等有害物质。
对于这种污染物排放,我们提出如下方案:1.对电镀废水进行初步处理,将废水中的颗粒物和悬浮物去除。
2.对处理后的废水进行化学中和处理,使废水的酸碱度达到中性,使有机物和重金属离子形成沉淀。
3.进行生物处理,利用特定的微生物将化学中和后的废水中的有机物分解。
4.精密过滤,去除生物处理后残留的颗粒。
环境保护电镀生产过程中,各种酸碱液体与水面接触时产生的气体中,含有许多对环境有害的物质,空气中也会出现废气排放问题。
为此,我们提出以下措施:1.在电镀生产车间内加装空气净化设备,净化电镀车间空气中的有害气体,减少雾霾和空气中的有害物质。
2.在电镀生产车间的排气口设置净化装置实现废气排放的净化处理。
节能降耗为了保证电镀生产的质量和效率,同时也要节约能源,尽可能降低电镀过程的能耗和人力浪费,我们提出如下方案:1.在电镀设备上添加节能措施,比如,开发新型电镀锂离子电池或是更加低功耗,带反馈电路的电源模块等2.引入机器人自动化设备实现人、机一体化,合理利用人力和设备,降低人工成本和机器使用成本。
3.建立优秀的供应链生态体系,降低物流成本,降低材料和原材料成本,减小生产环节中产生的废料、废水等对环境的影响。
结论电镀环境整治是一项长期并且紧迫的任务。
只有制定全面、细致的整治方案,合理利用经济和技术手段,才能有效地减少电镀环境对人类和自然环境造成的损害,同时为电镀生产的长久发展奠定良好的基础。
电镀车间通风及废气治理工程一、引言电镀产业是现代制造业中常见的一种加工方式,通过在金属表面涂覆一层金属或非金属的薄层,提高产品的表面性能和质量。
然而,电镀生产过程中会产生大量有害气体和废水,给环境和员工的健康带来威胁。
本文将围绕电镀车间通风与废气治理工程展开讨论。
二、电镀车间通风设计1.通风目的:电镀车间通风的主要目的是排除电镀过程中产生的有害气体,保持空气清新。
2.通风系统设计要点:–合理设置通风口和排风口,保证畅通的空气流动;–使用高效过滤器过滤空气中的颗粒物;–保证通风系统运转稳定,调节合理的风速。
3.通风设备选择:–安装集中式通风系统或局部排风系统;–采用静压风机或轴流风机。
三、废气治理技术1.废气处理方法:对电镀车间产生的废气进行有效治理是环保的重要一环。
2.废气污染控制技术:–催化氧化技术:通过催化剂将有机物氧化成无害化合物;–喷淋塔技术:将废气喷入喷淋塔中,利用水溶解或吸收有害物质;–活性炭吸附技术:利用活性炭吸附废气中的有害物质。
3.废气排放标准:根据当地环保法规要求,制定废气排放标准,确保废气排放符合相关标准。
四、电镀车间通风及废气治理实施方案1.方案制定:–综合考虑通风及废气治理工程的需求,制定实施方案;–确定通风系统和废气治理设备选型。
2.施工实施:–按照实施方案的要求对通风系统和废气治理设备进行安装和调试;–确保施工过程符合相关规范。
3.监测与维护:–定期对通风系统和废气治理设备进行检查和维护;–进行废气排放监测,确保达到环保标准。
五、结论电镀车间通风及废气治理工程对保障环境和员工健康具有重要意义。
通过合理设计通风系统和选择有效的废气治理技术,可以有效降低电镀车间产生的有害气体对环境造成的影响,提高电镀生产效率和质量,同时也为企业可持续发展提供了保障。
电镀车间废气的治理简介电镀车间是一个容易产生有毒废气的地方。
废气中的有害成分不仅对环境造成污染,还对员工的健康构成潜在威胁。
因此,在电镀车间中,废气的治理成为一项重要任务。
本文将介绍一些常见的电镀车间废气治理方法,以帮助车间管理人员更好地控制废气的排放,保护环境和员工的健康。
废气产生的原因电镀车间产生的废气主要来自两个方面:酸性废气和碱性废气。
酸性废气主要来自电镀液挥发、溢出或反应被酸中和的过程中产生的气体。
碱性废气则主要来自电解液溢出或反应被碱中和的过程中产生的气体。
废气治理方法1. 排风系统安装排风系统是控制电镀车间废气的最常见方法之一。
这种方法通过排风系统将废气引出车间,减少浓度和室内空气中的有害物质。
排风系统应该能够满足车间的排气量需求,并具备适当的过滤和处理设备,以确保排放的废气符合环保要求。
2. 酸碱中和针对酸性废气和碱性废气,可使用酸碱中和方法进行治理。
酸碱中和就是通过加入相应的酸性或碱性物质,使酸度或碱度达到中性,从而使废气中的有害物质转化为相对无害的化合物。
这种方法需要根据废气的酸碱性质选用适当的中和剂,并进行适时的监测和调整。
3. 吸附和吸收吸附和吸收是常用的废气治理方法之一。
吸附是指用特定的吸附剂吸附废气中的有害物质,使其附着在吸附剂表面。
常用的吸附剂包括活性炭、分子筛等。
吸收是指通过溶液或吸附剂将废气中的有害物质溶解,使其转化为溶液中的成分。
常用的吸收剂包括碱性溶液、活性炭等。
吸附和吸收方法需根据废气成分的特点选择适当的吸附剂或吸收剂,并根据实际情况进行适时更换和处理。
4. 燃烧燃烧是一种常见的高温处理方法,可用于处理废气中的有机物。
通过高温燃烧,将废气中的有机物氧化分解为二氧化碳和水等无害物质。
燃烧方法需要适当的燃烧设备和控制系统,以确保燃烧过程的安全和高效。
5. 膜分离膜分离是一种通过膜材料对废气进行过滤和分离的方法。
根据废气成分的不同,可以选择合适的膜材料,如陶瓷膜、聚合物膜等。
电镀废气处理方案
电镀生产过程中产生的废气对环境和人体健康造成严重危害,因此必须采取有效的处理方法。
以下是一些常用的电镀废气处理方案。
1. 喷淋吸收法
该方法利用水或其他溶液将废气中的有害物质吸收,在喷淋塔中进行化学反应,将有害物质转化为无害物质。
该方法具有操作简单、成本低廉、处理效果好等优点,但需要消耗大量的水资源。
2. 活性炭吸附法
该方法采用活性炭吸附废气中的有害物质,将它们集中在活性炭上,并进行再生处理。
该方法可以有效地去除有机物和气态污染物,但需要定期更换活性炭,成本较高。
3. 催化氧化法
该方法利用催化剂将废气中的有害物质氧化成无害物质,如二氧化碳和水等。
该方法可以高效地去除有机物和有害气体,但催化剂使用寿命较短,需要定期更换。
综上所述,选择适合自身工艺流程的处理方法,结合实际情况,采取多种处理措施,可以有效降低电镀废气对环境和人体的危害。
- 1 -。
电镀废气处理方法
电镀车间在电镀生产中产生的废气,必须有效地加以处理。
才能更好地维护大气环境,具体处理工艺流程如下:
一、酸性气体→三级碱液喷淋
⑴硫酸雾气:可用浓度为10%的苏打(Na2CO3)的碱性溶液(NaOH),(pH值必须大于10)进行中和处理。
⑵盐酸雾气:可用2%-5%的NaOH低浓度溶液进行中和处理。
⑶氢氟酸:可用5%苏打(Na2CO3)的碱性溶液(NaOH)进行中和处理。
二、铬雾→收集回收→二级喷淋处理→水气分离→排放。
采用5%-10%的焦亚硫酸钠作为喷淋液,如喷淋液出现淡黄色必须更换喷淋液或加料。
喷淋液淡绿色为正常。
三、氮氧化物→三级还原吸附→活性炭吸附→排放。
采用还原性碱液吸附法,将NOx还原为N2,同时将挥发的硝酸中和。
1、8%的氢氧化钠与10%的硫化钠混合水溶液作为吸收液,或者用氢氧化钠溶液多级喷淋后再加一级硫化钠水溶液喷淋吸收,其吸收率达到90%以上。
警告!使用硫化钠必须注意,不得与硝酸溶液接触,避免中毒。
2、弱酸性尿素10%处理,吸收率可达90%以上,无二次污染,但成本高。
四、氰化氢→三级喷淋分解处理→排放。
1、氰化氢废气可以用1.5%NaOH+1.5%NaClO喷淋吸收。
次氯酸钠水溶液应用氢氧化钠将吸收液调pH值保持碱性状态,(PH值在10以上)用一般喷淋塔吸收,净化效率可达到90%以上。
或可用2%-5%的次氯酸酸钠(重量)溶液作吸收液。
2、硫酸亚铁溶液作吸收液时,0.1-0.7%硫酸亚铁(重量)水溶液送入喷淋塔吸收3-4s,净化效率可以达到98%。
最后要注意:上述所有喷淋塔下来准备不再循环使用的淋喷废水必须按质分类,进入相应的电镀废水中,加以处理后达标排放。
杭州海州环保设备有限公司座落于“杭州市高新技术产业园”—钱江经济开发区,注册资本500万元,系浙江省环保产业协会会员单位,拥有总承包和设计资质,是一家以废气、废水处理设备科研、设计、生产、销售、工程安装为一体的科技型企业。
现拥有各类专业技术人员30余人,企业建有综合性实验室,拥有各种先进的化验检测仪器及中、小实验设备。
本公司主要产品:蓄热式燃烧、吸附脱附+催化燃烧、光氧催化废气处理设备、低温等离子体设备、活性炭吸附设备、喷淋塔设备、干式漆雾过滤器设备等。
海州环保致力于用更优质的产品、更专业的服务,构建双赢模式,已逐步在行业中树立起重合同守兴誉的良好形象! 公司自成立以来,本着“客户第一,诚信至上”的原则,先后已经陆续为全国500余家企业提供一体化环保解决方案,得到喷涂、食品、印染、化工等
诸多行业客户的认可,热诚欢迎社会各界朋友前来公司参观考察指导和洽谈业务。
出师表
两汉:诸葛亮
先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
臣不胜受恩感激。
今当远离,临表涕零,不知所言。