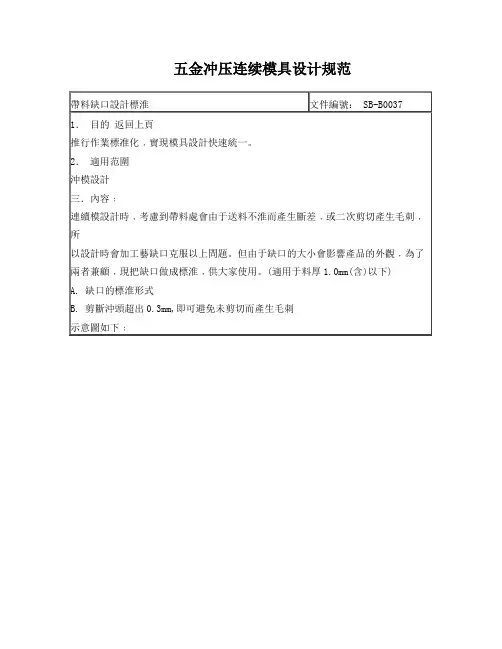
五金冲压模具设计规范(压毛边设计1)
- 格式:docx
- 大小:43.95 KB
- 文档页数:1
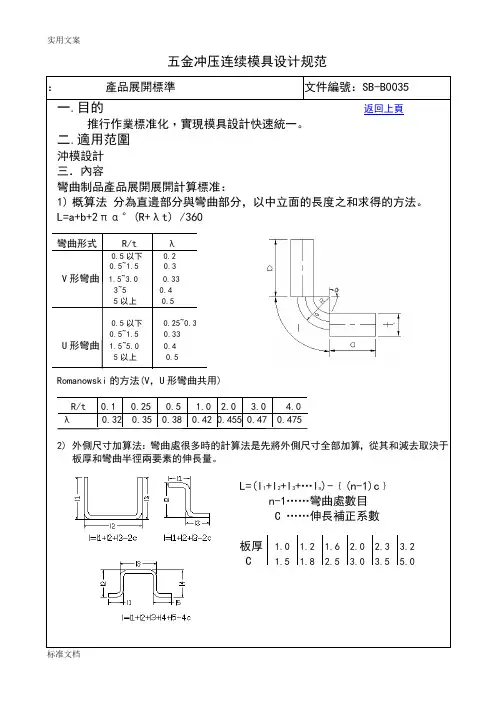
五金模具设计规范1.目的:为了规范五金模具设计,进一步完善设计标准,推行标准作业,降低模具设计错误率,实现模具设计快速作业,适应工厂发展要求,提高公司机械化、自动化程度,不断创新、不断完善、提高公司的模具设计水平,特制订本规范.2.范围:适用于本公司所有五金模具的设计.3.权责:3.1.设计课:负责所有的模具设计工作.4.定义:5.作业内容:5.1.设计前期确认分析5.1.1.模具设计分析:接到客户/技术部的开模相关资料(CAD图文件,3D图文件或实物产品)及技术要求,针对资料和要求按以下内容进行开模前评估:5.1.1.1.模具在设计与制作上有无困难处(例如:孔到边的距离大小,折弯高度);5.1.1.2.产品本身的展开后是否有干涉或强度不足;5.1.1.3.原材料特性性能是否满足要求,可能会产生的缺陷(如撕裂、抽引高度不足等);5.1.1.4.根据以往同类模具制作经验判断可行性(冲头强度、产品尺寸公差等);5.1.1.5.生产过程中影响产品质量(成型及尺寸)的因素;5.1.1.6.后加工过程中影响产品质量(成型及尺寸)的因素;5.1.1.7.产品的料纹和披锋方向有无要求,是否要求压披锋和压披锋具体位置;5.1.1.8.产品的平面度,同心度,表面外观,垂直角度有无严格的要求以及分析个别极限偏差;5.1.1.9.根据产品的结构,产品订单量的大小确定模具结构(工程模/连续模);5.1.1.10.根据产品结构大小确定排样图和产品的出模数;5.1.1.11.产品上能否有工艺孔(如:连续模搭边料的接口要求);5.1.1.12.产品表面是否喷油/喷粉(决定孔径公差取值偏向);5.1.2.对所得资料检查完毕, 如有疑问先行提出,并经客户/技术部确认后, 再做后继工作。
如果因时间关系要先行设计,来不及确认的数据要继续主动跟进。
5.1.3.设计草图5.1.3.1.为了提高工作效率,减少修改的工作量,设计人员可以将设计意图及关键结构的构思绘制草图,经评审后,再进行后继的绘图工作。
五金模具规范要求第一篇:五金模具规范要求五金冲压模具规范要求----德之佳为了规范和保证五金冲压模具品质、提高生产效率及结合我司实际情况,特制定本规范要求。
具体要求如下:结构及工艺要求:1.所有模具都必须有导柱、导套,特殊模具除外,但须和模具负责人沟通协定2.模具垫板、模座必须足够厚足够宽,防止模座(板)变形,16-25T模座(板)厚度≥25mm,30-40T模座(板)厚度≥30mm,60T及以上模座(板)厚度≥35mm;模柄要求使用标准模柄3.凹凸模及重要工作部件必须做真空热处理,冲裁硬度HRC58-60度,压型硬度HRC55-56度,不接受利用火焰枪直接做热处理4.推料、卸料机构必须灵活,无干涉现象5.所有活动部件应平稳灵活、无滞止干涉现象6.冲孔、落料的漏料孔必须保证通畅7.所有紧固件必须锁紧无松动,起限高作用的长螺丝需要有等高套或加用螺母锁死8.模具要求便于操作且安全,当模具需要有定位时必须要有定位外观要求:1.模具零部件不允许有裂纹,工作零部件表面不允许有划痕、机械损伤、锈蚀等表面缺陷2.凹凸模刃口及侧刃等必须锋利,不允许有蹦刃、缺刃和机械损伤3.凹凸模及工作面必须是光面,不接受没有处理的线割纹等不良表面4.模具外观面要求平整,不允许有锯齿纹等类似的粗糙面包装要求:1.必须在模具正面非工作区打上模具铭牌,铭牌内容:模具名称、出厂日期、供应商2.模具出厂前应清洗干净,所有工作件零件表面应涂覆防锈剂,不接受锈蚀的模具3.模具外观面清洗后需要涂覆油漆做防腐处理,不接受没有做涂覆处理的模具送样及送货要求:1.模具在送货前,必须先送样确认,每套产品必须送至少10PCS 样品,送样材料可以由我司提供2.模具负责人确认样品符合要求后再通知模具商送货3.送货时模具商必须派至少1人和我司维修工一起试模,模具负责人确认模具状况和加工出来的产品是否符合要求售后服务要求:1.所有冲压模具工作部件要求在10万次或6个月内免费维修,除工作部件外如模架部分等要求保修1年,我司人为原因除外2.模具维修时须遵循先报价且双方确认报价后再维修的原则注:1.出厂日期为最后确认模具的日期2.按照每月4周,每周冲压4000次计算,6个月计96000次3.如有一些特殊五金冲压模具不能符合本规范要求时,模具商须和模具负责人沟通协定4.本规范要求最终解释权利归本公司所有,且保留不断修改的权利5.本公司保留因供应商模具设计不当而造成损失要求赔偿的权利编制:杨芬洪审核:日期:版本:A/0第二篇:五金模具知识五金模具知识:模具基础知识 2009/9/28/10:02 来源:机械专家网[慧聪五金网]模具的基本构成(1)前模(母模)(定模),(2)后模(公模)(动模),(3)嵌件(镶件),(4)行位(滑块),(5)斜顶,(6)顶针,(7)浇口(入水口)2.模具制品形状对制品的影响壁厚,几何形状,会影响成形收缩率,脱模斜度大小。
XXXXXXXXXXXXXXXX有限公司冲压模具设计规范一、总则(一)、目的为提高冲压模具的设计效率,完善模具设计流程,尽量避免模具设计中出现的失误,规范模具图纸的绘制;同时,为加强公司内部人员之间的学习与交流,为模具设计人员提供必要的技术支持及常用资料的检索,特制订本规范。
(二)、适用范围本规范适用于公司各相关部室、工场、子公司。
(三)、内容本规范中的内容主要包括冲压模具的具体设计流程和各设计流程节点中的注意要点及规定事项,(不含级进模及大型模具)。
二、冲压模具设计所涉及的标准(一)、国家标准:GB/T14662-2006 冲模技术条件GB/T20914.1-2007 冲模氮气弹簧第1 部分:通用规格GB/T20914.2-2007 冲模氮气弹簧第2 部分:附件规格G B/T20915.1-2007 冲模弹性体压缩弹簧第1 部分:通用规格GB/T20915.2-2007 冲模弹性体压缩弹簧第2 部分:附件规格GB/T23562.1-2009 冲模钢板下模座第1 部分:后侧导柱下模座GB/T23562.2-2009 冲模钢板下模座第2 部分:对角导柱下模座GB/T23562.3-2009 冲模钢板下模座第3 部分:中间导柱下模座GB/T23562.4-2009 冲模钢板下模座第4 部分:四导柱下模座GB/T23563.1-2009 冲模滚动导向钢板模架第1 部分:后侧导柱模架GB/T23563.2-2009 冲模滚动导向钢板模架第2 部分:对角导柱模架GB/T23563.3-2009 冲模滚动导向钢板模架第3 部分:中间导柱模架GB/T23563.4-2009 冲模滚动导向钢板模架第4 部分:四导柱模架GB/T23564.1-2009 冲模滚动导向钢板上模座第1 部分:后侧导柱上模座GB/T23564.2-2009 冲模滚动导向钢板上模座第2 部分:对角导柱上模座GB/T23564.3-2009 冲模滚动导向钢板上模座第3 部分:中间导柱上模座GB/T23564.4-2009 冲模滚动导向钢板上模座第3 部分:中间导柱模架GB/T23565.1-2009 冲模滚动导向钢板模架第1 部分:后侧导柱模架GB/T23565.2-2009 冲模滚动导向钢板模架第2 部分:对角导柱模架GB/T23565.3-2009 冲模滚动导向钢板模架第3 部分:中间导柱模架GB/T23565.4-2009 冲模滚动导向钢板模架第4 部分:四导柱模架GB/T23566.1-2009 冲模滚动导向钢板上模座第1 部分:后侧导柱上模座GB/T23566.2-2009 冲模滚动导向钢板上模座第2 部分:对角导柱上模座GB/T23566.3-2009 冲模滑动导向钢板上模座第3 部分:中间导柱上模座GB/T2851-2008 冲模滑动导向模架GB/T2852-2008 冲模滚动导向模架GB/T2855.1-2008 冲模滑动导向模座 1 部分: 上模座GB/T2855.2-2008 冲模滑动导向模座 2 部分:下模座GB/T2856.1-2008 冲模滚动导向模座 1 部分:上模座GB/T2856.2-2008 冲模滚动导向模座 2 部分:下模座GB/T2861.10-2008 冲模导向装置第10 部分:垫圈GB/T2861.11-2008 冲模导向装置第11 部分:压板GB/T2861.1-2008 冲模导向装置GB/T2861.2-2008 冲模导向装置GB/T2861.3-2008 冲模导向装置GB/T2861.4-2008 冲模导向装置GB/T2861.5-2008 冲模导向装置GB/T2861.6-2008 冲模导向装置GB/T2861.7-2008 冲模导向装置GB/T2861.8-2008 冲模导向装置第1 部分:滑动导向导柱第2 部分:滚动导向导柱第3 部分:滑动导向导套第4 部分:滚动导向导套第5 部分:钢球保持圈第6 部分:圆柱螺旋压缩弹簧第7 部分:滑动导向可卸导柱第8 部分:滚动导向可卸导柱GB/T2861.9-2008 冲模导向装置第9 部分:衬套GB/T35666.4-2009 冲模滑动导向钢板上模座第4 部分:四导柱上模座GB/T8845-2006 冲模术语GB 2863.1-81 冷冲模凸、凹模A 型圆凸模GB 2863.2-81 冷冲模凸、凹模B 型圆凸模GB 2863.3-81 冷冲模凸、凹模快换圆凸模GB 2863.4-81 冷冲模凸、凹模圆凹模GB 2863.5-81 冷冲模凸、凹模带肩圆凹模GB 2858.4-81 冷冲模模板圆形凹模板GB 2866.1-81 冷冲模挡料和弹顶装置始用挡料装置GB 2866.2-81 冷冲模挡料和弹顶装置弹簧芯柱GB 2866.3-81 冷冲模挡料和弹顶装置弹簧侧压装置GB 2866.4-81 冷冲模挡料和弹顶装置侧压簧片GB 2866.5-81 冷冲模挡料和弹顶装置弹簧弹顶挡料装置GB 2866.6-81 冷冲模挡料和弹顶装置扭簧弹顶挡料装置GB 2866.7-81 冷冲模挡料和弹顶装置橡胶弹顶挡料销GB 2866.8-81 冷冲模挡料和弹顶装置回带式挡料装置GB 2866.9-81 冷冲模挡料和弹顶装置钢球弹顶装置GB 2866.10-81 冷冲模挡料和弹顶装置弹簧弹顶装置GB 2866.11-81 冷冲模挡料和弹顶装置固定挡料销GB 2864.1-81 冷冲模导正销A 型导正销GB 2864.2-81 冷冲模导正销B 型导正销GB 2864.3-81冷冲模导正销C型导正销GB 2864.4-81 冷冲模导正销D 型导正销GB 2862.1-81 冷冲模模柄压入式模柄GB 2862.2-81 冷冲模模柄旋入式模柄GB 2862.3-81 冷冲模模柄凸缘模柄GB 2862.4-81 冷冲模模柄槽形模柄GB 2862.5-81 冷冲模模柄通用模柄GB 2862.6-81 冷冲模模柄浮动模柄GB 2862.7-81冷冲模模柄推入式活动模柄GB/T2851.1-90 冲模滑动导向模架对角导柱模架GB/T2851.3-90 冲模滑动导向模架GB/T2851.4-90 冲模滑动导向模架后侧导柱模架后侧导柱窄形模架GB/T 2851.5-90 冲模滑动导向模架中间导柱模架GB/T2851.6-90 冲模滑动导向模架中间导柱圆形模架GB/T2851.7-90 冲模滑动导向模架四导柱模架GB/T2852.1-90 冲模滚动导向模架对角导柱模架GB/T2852.2-90 冲模滚动导向模架GB/T2852.3-90 冲模滚动导向模架中间导柱模架四导柱模架GB/T2852.4-90 冲模滚动导向模架后侧导柱模架GB/T2855.1-90 冲模滑动导向模座对角导柱上模座GB/T2855.2-90 冲模滑动导向模座对角导柱下模座GB/T2855.5-90 冲模滑动导向模座后侧导柱上模座GB/T2855.6-90 冲模滑动导向模座GB/T2855.7-90 冲模滑动导向模座后侧导柱下模座后侧导柱窄形上模座GB/T2855.8-90 冲模滑动导向模座后侧导柱窄形下模座GB/T2855.9-90 冲模滑动导向模座中间导柱上模座GB/T2855.10-90 冲模滑动导向模座中间导柱下模座GB/T2855.11-90 冲模滑动导向模座中间导柱圆形上模座GB/T2855.12-90 冲模滑动导向模座中间导柱圆形下模座GB/T2855.13-90 冲模滑动导向模座GB/T2855.14-90 冲模滑动导向模座四导柱上模座四导柱下模座GB/T2856.1-90 冲模滚动导向模座对角导柱上模座GB/T2856.2-90 冲模滚动导向模座对角导柱下模座GB/T2856.3-90 冲模滚动导向模座中间导柱上模座GB/T2856.4-90 冲模滚动导向模座中间导柱下模座GB/T2856.5-90 冲模滚动导向模座四导柱上模座GB/T2856.6-90 冲模滚动导向模座四导柱下模座GB/T2856.7-90 冲模滚动导向模座后侧导柱上模座GB/T2856.8-90 冲模滚动导向模座后侧导柱下模座GB2857.1-81 冷冲模通用模座带柄圆形上模座带柄矩形上模座GB2857.2-81 冷冲模通用模座GB2857.3-81 冷冲模通用模座钢板模座GB2857.4-81 冷冲模通用模座模座GB2857.5-81 冷冲模通用模座 A 型下模座GB2857.6-81 冷冲模通用模座B 型下模座GB2857.7-81 冷冲模通用模应C 型下模座GB2857.8-81 冷冲模通用模座弯曲模下模座二)、相关行业标准:JB/T5825-2008 冲模圆柱头直杆圆凸模JB/T5826-2008 冲模圆柱头缩杆圆凸模JB/T5827-2008 冲模60°锥头直杆圆凸模JB/T5828-2008 冲模60°锥头缩杆圆凸模JB/T5829-2008 冲模球锁紧圆凸模JB/T5830-2008 冲模圆凸模JB/T6058-1992 冲模用钢及其热处理技术条件JB/T6499.1-1992 切边模导柱JB/T6499.2-1992 切边模导套JB/T7643.1-2008 冲模模板JB/T7643.2-2008 冲模模板JB/T7643.3-2008 冲模模板JB/T7643.4-2008 冲模模板JB/T7643.5-2008 冲模模板第1 部分:矩形凹模板第2 部分:矩形固定板第3 部分:矩形垫板第4 部分:圆形凹模板第5 部分:圆形固定板JB/T7643.6-2008冲模模板第6部分:圆形垫板JB/T7644.1-2008冲模单凸模模板JB/T7644.2-2008冲模单凸模模板JB/T7644.3-2008冲模单凸模模板JB/T7644.4-2008冲模单凸模模板JB/T7644.5-2008冲模单凸模模板JB/T7644.6-2008冲模单凸模模板JB/T7644.7-2008冲模单凸模模板JB/T7644.8-2008冲模单凸模模板JB/T7645.1-2008冲模导向装置JB/T7645.2-2008冲模导向装置JB/T7645.3-2008冲模导向装置JB/T7645.4-2008冲模导向装置JB/T7645.5-2008冲模导向装置JB/T7645.6-2008冲模导向装置JB/T7645.7-2008冲模导向装置JB/T7645.8-2008冲模导向装置JB/T7646.1-2008J B/T7646.2-2008第1 部分:单凸模固定板第2 部分:单凸模垫板第3 部分:偏装单凸模固定板第4 部分:偏装单凸模垫板第5 部分:球锁紧单凸模固定板球锁紧单凸模垫板第7 部分:球锁紧偏装单凸模固定板第8 部分:球锁紧偏装单凸模垫板第1 部分:A 型小导柱第2 部分:B 型小导柱第3 部分:小导套第4 部分:压板固定式导柱第5 部分:压板固定式导套第6 部分:压板第7 部分:导柱座第8 部分:导套座冲模模柄第1 部分:压入式模柄冲模模柄第2 部分:旋入式模柄冲模模柄第3部分:凸缘模柄JB/T7646.3-2008JB/T7646.4-2008冲模模柄第4部分:槽形模柄JB/T7646.5-2008冲模模柄第5部分:浮动模柄JB/T7646.6-2008冲模模柄第6部分:推入式活动模柄JB/T7647.1-2008冲模导正销第1部分:A型导正销JB/T7647.2-2008冲模导正销第2部分:B型导正销JB/T7647.3-2008冲模导正销第3部分:C型导正销JB/T7647.4-2008冲模导正销第4部分:D型导正销JB/T7648.1-2008冲模侧刃和导料装置JB/T7648.2-2008 冲模侧刃和导料装置第1 部分:侧刃第2 部分:A 型侧刃挡块JB/T7648.3-2008冲模侧刃和导料装置第3 部分:B 型侧刃挡块JB/T7648.4-2008冲模侧刃和导料装置第4 部分:C 型侧刃挡块JB/T7648.5-2008冲模侧刃和导料装置JB/T7648.6-2008冲模侧刃和导料装置JB/T7648.7-2008 冲模侧刃和导料装置第5 部分:导料板第6 部分:承料板第7 部分:A 型抬料销JB/T7648.8-2008冲模侧刃和导料装置第8 部分:B 型抬料销JB/T7649.10-2008冲模挡料和弹顶装置第10 部分:固定挡料销JB/T7649.1-2008冲模挡料和弹顶装置第1 部分:始用挡料装置JB/T7649.2-2008冲模挡料和弹顶装置第2 部分:弹簧芯柱JB/T7649.3-2008冲模挡料和弹顶装置第3 部分:弹簧侧压装置JB/T7649.4-2008冲模挡料和弹顶装置JB/T7649.5-2008 冲模挡料和弹顶装置JB/T7649.6-2008 冲模挡料和弹顶装置JB/T7649.7-2008 冲模挡料和弹顶装置JB/T7649.8-2008 冲模挡料和弹顶装置JB/T7649.9-2008 冲模挡料和弹顶装置JB/T7650.1-2008 冲模卸料装置第JB/T7650.2-2008 冲模卸料装置第JB/T7650.3-2008 冲模卸料装置第JB/T7650.4-2008 冲模卸料装置第JB/T7650.5-2008 冲模卸料装置第JB/T7650.6-2008 冲模卸料装置第JB/T7650.7-2008 冲模卸料装置第JB/T7650.8-2008 冲模卸料装置第JB/T7651.1-2008 冲模废料切刀第JB/T7651.2-2008 冲模废料切刀第JB/T7652.1-2008 冲模限位支承装置JB/T7652.2-2008 冲模限位支承装置JB/T7653-2008 冲模零件技术条件JB/T8050-2008 冲模模架技术条件1 部分: 带肩推杆2 部分: 带螺纹推杆3 部分: 顶杆4 部分: 顶板5 部分: 圆柱头卸料螺钉6 部分: 圆柱头内六角卸料螺钉7 部分: 定距套件8 部分: 调节垫圈1 部分:圆废料切刀2 部分:方废料切刀第一部分:支承套件第一部分:限位柱第4 部分:侧压簧片第5 部分:弹簧弹顶挡料装置第6 部分:扭簧弹顶挡料装置第7 部分:回带式挡料装置第8 部分:钢珠弹顶装置第9 部分:活动挡料销JB/T8070-2008 冲模模架零件技术条件JB/T8071-2008 冲模模架精度检查三、冲压模具的设计流程(一)、冲压模具的设计流程:1 、冲压件的工艺性分析。
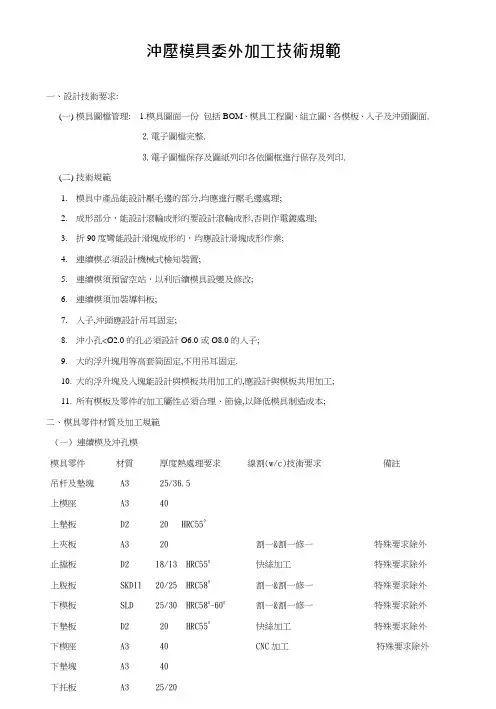
沖壓模具委外加工技術規範一、設計技術要求:(一)模具圖檔管理: 1.模具圖面一份包括BOM、模具工程圖、組立圖、各模板、入子及沖頭圖面.2.電子圖檔完整.3.電子圖檔保存及圖紙列印各依圖框進行保存及列印.(二)技術規範1.模具中產品能設計壓毛邊的部分,均應進行壓毛邊處理;2.成形部分,能設計滾輪成形的要設計滾輪成形,否則作電鍍處理;3.折90度彎能設計滑塊成形的,均應設計滑塊成形作業;4.連續模必須設計機械式檢知裝置;5.連續模須預留空站,以利后續模具設變及修改;6.連續模須加裝導料板;7.入子,沖頭應設計吊耳固定;8.沖小孔<Ø2.0的孔必須設計Ø6.0或Ø8.0的入子;9.大的浮升塊用等高套筒固定,不用吊耳固定.10.大的浮升塊及入塊能設計與模板共用加工的,應設計與模板共用加工;11.所有模板及零件的加工屬性必須合理、節儉,以降低模具制造成本;二、模具零件材質及加工規範(一) 連續模及沖孔模模具零件材質厚度熱處理要求線割(w/c)技術要求備註吊杆及墊塊A3 25/36.5上模座A3 40上墊板D2 20 HRC550上夾板A3 20 割一&割一修一特殊要求除外止擋板D2 18/13 HRC550 快絲加工特殊要求除外上脫板SKD11 20/25 HRC580 割一&割一修一特殊要求除外下模板SLD 25/30 HRC580~600 割一&割一修一特殊要求除外下墊板D2 20 HRC550 快絲加工特殊要求除外下模座A3 40 CNC加工特殊要求除外下墊塊A3 40下托板A3 25/20入塊SLD HRC600割一修一特殊要求除外沖頭SLD HRC600 割一修一特殊要求除外(三)成形模1.上、下墊板均采用20mm或25mm厚的A3鐵材,但有滑塊動作的上.下墊板除外;2.上、下模成形部分均采用SKD11或D2 HRC:580的鋼材進行設計成形;3.其餘部分技術要求均採用”(一)連續模及沖孔模部分”的技術要求.三、生產夾模及模具閉模高度技術規範依凱碩公司模具工程部提供的生產排線要求,進行快速架模及模具閉模高的設計要求.CASETEK/沖模部2003.06.13。
一、目的:本标准是根据公司产品结构特点及模具设计、制作实际需要,统一模具设计标准,提高冲压模具设计质量,为模具设计提供指导。
二、适用范围:公司所有冲压模具;三、具体规定:第一节模具制作流程标准工艺/项目/生产提模具开发电子流相关主管审核批准模具设计出图相关主管审核批准模具制作试模品管检验、开合格证生产验收!第二节图纸审核标准拿到设计任务时,首先应对产品图纸作一个全面的审核、确认,主要从以下几方面入手:1.图框內容确认产品名称、版次、视图投影角法、视图比例、材质、料厚(英制需转换为公制)。
2.图面注解內容确认依图面注解逐项确认3.视图正确性确认三视图画法、尺寸标注、各主要视图和各局部视图是否一致,特殊公差要求确认。
4.特殊要求確認a. 有无表面处理要求b. 不锈钢、铍銅、铝等材质产品需注意片纹方向要求。
c. 是否有压毛边,方向,范围?d. 产品的重点管控尺寸,公差等?e. 压铆钉的规格、工序等?f. 若有抽牙,须了解抽牙功用,重点尺寸(内径、外径、高度)g. 产品如果有工艺缺口处,连续模连料,接刀须客户确认回复。
h. 产品有没有标注尺寸公差的地方,能否做到?i. 一些孔和产品的外形可否圆整?j. 产品有没有外观要求,如平面度,垂直度等?k. 现有的工艺槽是否太窄?l. 产品若有半剪,则半剪要保证的尺寸是位置还是高度等?m. 产品若有凸点,则其功用,重要尺寸是什么?n. 产品的批量大小?o. 产品压沙拉的尺寸确认?p. 产品折弯展开可否依内R为零展开?q. 产品有包角若因高度原因可能会造成拉裂或起皱可否做工艺处理?经仔细审核确认后即可对产品进行展开,排工序等后序作业。
第三节展开图标准1.展开图中必須包含产品图中的所有內孔,內部成型和外部成型的展开的图元1)展开图的毛刺面必须向下.2)展开图中所有图元须串取成复线.3)冲裁尖角(除特殊情況外)均要倒圓角R=0.3或R=0.5(具体可根据产品料厚定)4)成形工位折线位置必须画出及注意虚实线。
凸包成形設計標準文件編號:SB-B0028一. 目的:返回上頁統一凸包成形方形方法,達到模具設計快速統一。
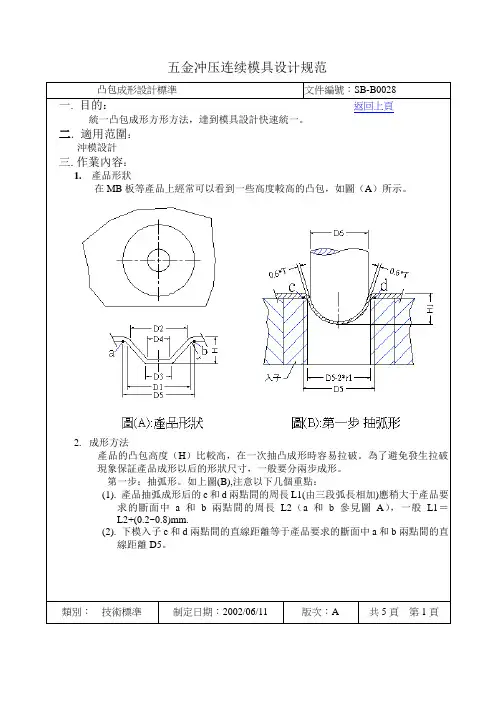
二.適用范圍:沖模設計三.作業內容:1.產品形狀在MB板等產品上經常可以看到一些高度較高的凸包,如圖(A)所示。
2.成形方法產品的凸包高度(H)比較高,在一次抽凸成形時容易拉破。
為了避免發生拉破現象保証產品成形以后的形狀尺寸,一般要分兩步成形。
第一步:抽弧形。
如上圖(B),注意以下几個重點:(1). 產品抽弧成形后的c和d兩點間的周長L1(由三段弧長相加)應稍大于產品要求的斷面中a和b兩點間的周長L2(a和b參見圖A),一般L1=L2+(0.2~0.8)mm.(2). 下模入子c和d兩點間的直線距離等于產品要求的斷面中a和b兩點間的直線距離D5。
類別:技術標準制定日期:2002/06/11 版次:A 共5頁第1頁凸包成形設計標準文件編號:SB-B0028(3). 閉模時保証圖中半徑為r1的圓弧與下模最小間隙為產品材料厚度的百分之六十(T*60%)。
第二步:整形。
有兩種不同的整形方法。
如圖(C)和圖(D),一般用圖(C)方法,凸包外形要求不高時用圖(D) 方法。
3.確定抽弧形時沖子尺寸的步驟和方法:(1) 根據產品要求的形狀和尺寸確定下模入子內孔的形狀尺寸。
如圖(E)注意:1>.C和d點間的直線距離等于產品要求的斷面中a和b兩點的直線距離D5。
2>.入子內孔中圓弧半徑r1的大小一般在1~3mm之間(含1和3mm),以0.5mm為一階。
初步確定取r1等于產品斷面中相應處的半徑r.類別:技術標準制定日期:2002/06/11 版次:A 共5頁第2頁第一部分:凸包成形設計標準文件編號:SB-B0028(2) 初步產品抽弧形時的外形尺寸:1> 如圖(f)所示,以3點(下與下模入子內孔兩r1圓弧的切點及抽凸底部的中點(g)作圓。
2> 經過修剪如圖(g)所示,測出點c和點d間三段圓弧的總長度L1。
XXXXXXXXXXXXXXXX有限公司冲压模具设计规范一、总则(一)、目的为提高冲压模具的设计效率,完善模具设计流程,尽量避免模具设计中出现的失误,规范模具图纸的绘制;同时,为加强公司内部人员之间的学习与交流,为模具设计人员提供必要的技术支持及常用资料的检索,特制订本规范。
(二)、适用范围本规范适用于公司各相关部室、工场、子公司。
(三)、内容本规范中的内容主要包括冲压模具的具体设计流程和各设计流程节点中的注意要点及规定事项,(不含级进模及大型模具)。
二、冲压模具设计所涉及的标准(一)、国家标准:GB/T14662-2006冲模技术条件GB/T20914.1-2007冲模氮气弹簧第1部分:通用规格GB/T20914.2-2007冲模氮气弹簧第2部分:附件规格G B/T20915.1-2007冲模弹性体压缩弹簧第1部分:通用规格GB/T20915.2-2007冲模弹性体压缩弹簧第2部分:附件规格GB/T23562.1-2009冲模钢板下模座第1部分:后侧导柱下模座GB/T23562.2-2009冲模钢板下模座第2部分:对角导柱下模座GB/T23562.3-2009冲模钢板下模座第3部分:中间导柱下模座GB/T23562.4-2009冲模钢板下模座第4部分:四导柱下模座GB/T23563.1-2009冲模滚动导向钢板模架第1部分:后侧导柱模架GB/T23563.2-2009冲模滚动导向钢板模架第2部分:对角导柱模架GB/T23563.3-2009冲模滚动导向钢板模架第3部分:中间导柱模架GB/T23563.4-2009冲模滚动导向钢板模架第4部分:四导柱模架GB/T23564.1-2009冲模滚动导向钢板上模座第1部分:后侧导柱上模座GB/T23564.2-2009冲模滚动导向钢板上模座第2部分:对角导柱上模座GB/T23564.3-2009冲模滚动导向钢板上模座第3部分:中间导柱上模座GB/T23564.4-2009冲模滚动导向钢板上模座第3部分:中间导柱模架GB/T23565.1-2009冲模滚动导向钢板模架第1部分:后侧导柱模架GB/T23565.2-2009冲模滚动导向钢板模架第2部分:对角导柱模架GB/T23565.3-2009冲模滚动导向钢板模架第3部分:中间导柱模架GB/T23565.4-2009冲模滚动导向钢板模架第4部分:四导柱模架GB/T23566.1-2009冲模滚动导向钢板上模座第1部分:后侧导柱上模座GB/T23566.2-2009冲模滚动导向钢板上模座第2部分:对角导柱上模座GB/T23566.3-2009冲模滑动导向钢板上模座第3部分:中间导柱上模座GB/T2851-2008冲模滑动导向模架GB/T2852-2008冲模滚动导向模架GB/T2855.1-2008冲模滑动导向模座第1部分:上模座GB/T2855.2-2008冲模滑动导向模座第2部分:下模座GB/T2856.1-2008冲模滚动导向模座第1部分:上模座GB/T2856.2-2008冲模滚动导向模座第2部分:下模座GB/T2861.10-2008冲模导向装置第10部分:垫圈GB/T2861.11-2008冲模导向装置第11部分:压板GB/T2861.1-2008冲模导向装置第1部分:滑动导向导柱GB/T2861.2-2008冲模导向装置第2部分:滚动导向导柱GB/T2861.3-2008冲模导向装置第3部分:滑动导向导套GB/T2861.4-2008冲模导向装置第4部分:滚动导向导套GB/T2861.5-2008冲模导向装置第5部分:钢球保持圈GB/T2861.6-2008冲模导向装置第6部分:圆柱螺旋压缩弹簧GB/T2861.7-2008冲模导向装置第7部分:滑动导向可卸导柱GB/T2861.8-2008冲模导向装置第8部分:滚动导向可卸导柱GB/T2861.9-2008冲模导向装置第9部分:衬套GB/T35666.4-2009冲模滑动导向钢板上模座第4部分:四导柱上模座GB/T8845-2006冲模术语GB 2863.1-81冷冲模凸、凹模A型圆凸模GB 2863.2-81冷冲模凸、凹模B型圆凸模GB 2863.3-81冷冲模凸、凹模快换圆凸模GB 2863.4-81冷冲模凸、凹模圆凹模GB 2863.5-81冷冲模凸、凹模带肩圆凹模GB 2858.4-81冷冲模模板圆形凹模板GB 2866.1-81冷冲模挡料和弹顶装置始用挡料装置GB 2866.2-81冷冲模挡料和弹顶装置弹簧芯柱GB 2866.3-81冷冲模挡料和弹顶装置弹簧侧压装置GB 2866.4-81冷冲模挡料和弹顶装置侧压簧片GB 2866.5-81冷冲模挡料和弹顶装置弹簧弹顶挡料装置GB 2866.6-81冷冲模挡料和弹顶装置扭簧弹顶挡料装置GB 2866.7-81冷冲模挡料和弹顶装置橡胶弹顶挡料销GB 2866.8-81冷冲模挡料和弹顶装置回带式挡料装置GB 2866.9-81冷冲模挡料和弹顶装置钢球弹顶装置GB 2866.10-81冷冲模挡料和弹顶装置弹簧弹顶装置GB 2866.11-81冷冲模挡料和弹顶装置固定挡料销GB 2864.1-81冷冲模导正销A型导正销GB 2864.2-81冷冲模导正销B型导正销GB 2864.3-81冷冲模导正销C型导正销GB 2864.4-81冷冲模导正销D型导正销GB 2862.1-81冷冲模模柄压入式模柄GB 2862.2-81冷冲模模柄旋入式模柄GB 2862.3-81冷冲模模柄凸缘模柄GB 2862.4-81冷冲模模柄槽形模柄GB 2862.5-81冷冲模模柄通用模柄GB 2862.6-81冷冲模模柄浮动模柄GB 2862.7-81冷冲模模柄推入式活动模柄GB/T2851.1-90冲模滑动导向模架对角导柱模架GB/T2851.3-90冲模滑动导向模架后侧导柱模架GB/T2851.4-90冲模滑动导向模架后侧导柱窄形模架GB/T 2851.5-90冲模滑动导向模架中间导柱模架GB/T2851.6-90冲模滑动导向模架中间导柱圆形模架GB/T2851.7-90冲模滑动导向模架四导柱模架GB/T2852.1-90冲模滚动导向模架对角导柱模架GB/T2852.2-90冲模滚动导向模架中间导柱模架GB/T2852.3-90冲模滚动导向模架四导柱模架GB/T2852.4-90冲模滚动导向模架后侧导柱模架GB/T2855.1-90冲模滑动导向模座对角导柱上模座GB/T2855.2-90冲模滑动导向模座对角导柱下模座GB/T2855.5-90冲模滑动导向模座后侧导柱上模座GB/T2855.6-90冲模滑动导向模座后侧导柱下模座GB/T2855.7-90冲模滑动导向模座后侧导柱窄形上模座GB/T2855.8-90冲模滑动导向模座后侧导柱窄形下模座GB/T2855.9-90冲模滑动导向模座中间导柱上模座GB/T2855.10-90冲模滑动导向模座中间导柱下模座GB/T2855.11-90冲模滑动导向模座中间导柱圆形上模座GB/T2855.12-90冲模滑动导向模座中间导柱圆形下模座GB/T2855.13-90冲模滑动导向模座四导柱上模座GB/T2855.14-90冲模滑动导向模座四导柱下模座GB/T2856.1-90冲模滚动导向模座对角导柱上模座GB/T2856.2-90冲模滚动导向模座对角导柱下模座GB/T2856.3-90冲模滚动导向模座中间导柱上模座GB/T2856.4-90冲模滚动导向模座中间导柱下模座GB/T2856.5-90冲模滚动导向模座四导柱上模座GB/T2856.6-90冲模滚动导向模座四导柱下模座GB/T2856.7-90冲模滚动导向模座后侧导柱上模座GB/T2856.8-90冲模滚动导向模座后侧导柱下模座GB2857.1-81冷冲模通用模座带柄圆形上模座GB2857.2-81冷冲模通用模座带柄矩形上模座GB2857.3-81冷冲模通用模座钢板模座GB2857.4-81冷冲模通用模座模座GB2857.5-81冷冲模通用模座A型下模座GB2857.6-81冷冲模通用模座B型下模座GB2857.7-81冷冲模通用模应C型下模座GB2857.8-81冷冲模通用模座弯曲模下模座(二)、相关行业标准:JB/T5825-2008冲模圆柱头直杆圆凸模JB/T5826-2008冲模圆柱头缩杆圆凸模JB/T5827-2008冲模60°锥头直杆圆凸模JB/T5828-2008冲模60°锥头缩杆圆凸模JB/T5829-2008冲模球锁紧圆凸模JB/T5830-2008冲模圆凸模JB/T6058-1992冲模用钢及其热处理技术条件JB/T6499.1-1992切边模导柱JB/T6499.2-1992切边模导套JB/T7643.1-2008冲模模板第1部分:矩形凹模板JB/T7643.2-2008冲模模板第2部分:矩形固定板JB/T7643.3-2008冲模模板第3部分:矩形垫板JB/T7643.4-2008冲模模板第4部分:圆形凹模板JB/T7643.5-2008冲模模板第5部分:圆形固定板JB/T7643.6-2008冲模模板第6部分:圆形垫板JB/T7644.1-2008冲模单凸模模板第1部分:单凸模固定板JB/T7644.2-2008冲模单凸模模板第2部分:单凸模垫板JB/T7644.3-2008冲模单凸模模板第3部分:偏装单凸模固定板JB/T7644.4-2008冲模单凸模模板第4部分:偏装单凸模垫板JB/T7644.5-2008冲模单凸模模板第5部分:球锁紧单凸模固定板JB/T7644.6-2008冲模单凸模模板球锁紧单凸模垫板JB/T7644.7-2008冲模单凸模模板第7部分:球锁紧偏装单凸模固定板JB/T7644.8-2008冲模单凸模模板第8部分:球锁紧偏装单凸模垫板JB/T7645.1-2008冲模导向装置第1部分:A型小导柱JB/T7645.2-2008冲模导向装置第2部分:B型小导柱JB/T7645.3-2008冲模导向装置第3部分:小导套JB/T7645.4-2008冲模导向装置第4部分:压板固定式导柱JB/T7645.5-2008冲模导向装置第5部分:压板固定式导套JB/T7645.6-2008冲模导向装置第6部分:压板JB/T7645.7-2008冲模导向装置第7部分:导柱座JB/T7645.8-2008冲模导向装置第8部分:导套座JB/T7646.1-2008冲模模柄第1部分:压入式模柄J B/T7646.2-2008冲模模柄第2部分:旋入式模柄JB/T7646.3-2008冲模模柄第3部分:凸缘模柄JB/T7646.4-2008冲模模柄第4部分:槽形模柄JB/T7646.5-2008冲模模柄第5部分:浮动模柄JB/T7646.6-2008冲模模柄第6部分:推入式活动模柄JB/T7647.1-2008冲模导正销第1部分:A型导正销JB/T7647.2-2008冲模导正销第2部分:B型导正销JB/T7647.3-2008冲模导正销第3部分:C型导正销JB/T7647.4-2008冲模导正销第4部分:D型导正销JB/T7648.1-2008冲模侧刃和导料装置第1部分:侧刃JB/T7648.2-2008冲模侧刃和导料装置第2部分:A型侧刃挡块JB/T7648.3-2008冲模侧刃和导料装置第3部分:B型侧刃挡块JB/T7648.4-2008冲模侧刃和导料装置第4部分:C型侧刃挡块JB/T7648.5-2008冲模侧刃和导料装置第5部分:导料板JB/T7648.6-2008冲模侧刃和导料装置第6部分:承料板JB/T7648.7-2008冲模侧刃和导料装置第7部分:A型抬料销JB/T7648.8-2008冲模侧刃和导料装置第8部分:B型抬料销JB/T7649.10-2008冲模挡料和弹顶装置第10部分:固定挡料销JB/T7649.1-2008冲模挡料和弹顶装置第1部分:始用挡料装置JB/T7649.2-2008冲模挡料和弹顶装置第2部分:弹簧芯柱JB/T7649.3-2008冲模挡料和弹顶装置第3部分:弹簧侧压装置JB/T7649.4-2008冲模挡料和弹顶装置第4部分:侧压簧片JB/T7649.5-2008冲模挡料和弹顶装置第5部分:弹簧弹顶挡料装置JB/T7649.6-2008冲模挡料和弹顶装置第6部分:扭簧弹顶挡料装置JB/T7649.7-2008冲模挡料和弹顶装置第7部分:回带式挡料装置JB/T7649.8-2008冲模挡料和弹顶装置第8部分:钢珠弹顶装置JB/T7649.9-2008冲模挡料和弹顶装置第9部分:活动挡料销JB/T7650.1-2008冲模卸料装置第1部分: 带肩推杆JB/T7650.2-2008冲模卸料装置第2部分: 带螺纹推杆JB/T7650.3-2008冲模卸料装置第3部分: 顶杆JB/T7650.4-2008冲模卸料装置第4部分: 顶板JB/T7650.5-2008冲模卸料装置第5部分: 圆柱头卸料螺钉JB/T7650.6-2008冲模卸料装置第6部分: 圆柱头内六角卸料螺钉JB/T7650.7-2008冲模卸料装置第7部分: 定距套件JB/T7650.8-2008冲模卸料装置第8部分: 调节垫圈JB/T7651.1-2008冲模废料切刀第1部分:圆废料切刀JB/T7651.2-2008冲模废料切刀第2部分:方废料切刀JB/T7652.1-2008冲模限位支承装置第一部分:支承套件JB/T7652.2-2008冲模限位支承装置第一部分:限位柱JB/T7653-2008冲模零件技术条件JB/T8050-2008冲模模架技术条件JB/T8070-2008冲模模架零件技术条件JB/T8071-2008冲模模架精度检查三、冲压模具的设计流程(一)、冲压模具的设计流程:1、冲压件的工艺性分析。
五金冲压模具模具设计规范1文件編號TT-QW-TI-03版本01類別模具設計規范制定日期 12月1日操作規範頁次PAGE 2 OF 921、模具尺寸釘定原則:1.1依客戶之特殊規定者。
1.2以材料供應商提供模板( 寬) ( 厚) 為基准。
1.3模板有外形切割者:a.展開長度50( 含) 以下者, 依外形單+30mm—40mm.b.展開長度50以上300( 含) 以下者, 依外形單+40mm—50mm.c.展開長度300以上750( 含) 以下者, 依外形單+50mm—60mm.d.展開長度750以上1000以下者, 依外形單+60mm—70mm.e.以上訂定之模板, 至少需有一邊之尺寸符合素材之規格。
1.4模板無外形共用者, 依成品尺寸制定, 單離譜+20mm—30mm,但需預留導柱位置。
1.5成品需超出模外者, 依加工孔最遠距, 單邊+15mm—25mm.1.6總之模板之大小要取到既能保證模具強度又不至於浪費板材, 最全理之尺寸規格。
2、尺寸制定原則:2.1依客戶規定。
2.2模析長度300mm 以下者, 使用ψ16*3、ψ18*1之導柱。
2.3模板長度300mm以上450mm以下者, 使用ψ20*3、ψ18*1之導柱。
2.4模板長度450mm以上600mm以下者, 使用ψ20*3、ψ25*1之導柱。
2.5模板長度600mm以上者, 使用ψ25*3、ψ20*1之導柱。
3文件編號TT-QW-TI-03版本01類別模具設計規范制定日期 12月1日操作規範頁次PAGE 3 OF 942.6導柱中心至模板邊緣之距離: 為考慮線割架模, 一般情況下導柱距之四分之一點距模板邊面14mm以上。
2.7沖孔模與落料模以開模尺寸為准, 導柱伸出脫板20—25mm.2.8折彎模之內導柱在閉模時不可凸出脫料板, 以免撞到產品。
2.9折彎模中, 外導套之長一般情況勿超出下模折塊, 外導柱之長度在閉模時,勿凸出下模座即可。
五金模具设计规范1.目的:为了规范五金模具设计,进一步完善设计标准,推行标准作业,降低模具设计错误率,实现模具设计快速作业,适应工厂发展要求,提高公司机械化、自动化程度,不断创新、不断完善、提高公司的模具设计水平,特制订本规范.2.范围:适用于本公司所有五金模具的设计.3.权责:3.1.设计课:负责所有的模具设计工作.4.定义:5.作业内容:5.1.设计前期确认分析5.1.1.模具设计分析:接到客户/技术部的开模相关资料(CAD图文件,3D图文件或实物产品)及技术要求,针对资料和要求按以下内容进行开模前评估:5.1.1.1.模具在设计与制作上有无困难处(例如:孔到边的距离大小,折弯高度);5.1.1.2.产品本身的展开后是否有干涉或强度不足;5.1.1.3.原材料特性性能是否满足要求,可能会产生的缺陷(如撕裂、抽引高度不足等);5.1.1.4.根据以往同类模具制作经验判断可行性(冲头强度、产品尺寸公差等);5.1.1.5.生产过程中影响产品质量(成型及尺寸)的因素;5.1.1.6.后加工过程中影响产品质量(成型及尺寸)的因素;5.1.1.7.产品的料纹和披锋方向有无要求,是否要求压披锋和压披锋具体位置;5.1.1.8.产品的平面度,同心度,表面外观,垂直角度有无严格的要求以及分析个别极限偏差;5.1.1.9.根据产品的结构,产品订单量的大小确定模具结构(工程模/连续模);5.1.1.10.根据产品结构大小确定排样图和产品的出模数;5.1.1.11.产品上能否有工艺孔(如:连续模搭边料的接口要求);5.1.1.12.产品表面是否喷油/喷粉(决定孔径公差取值偏向);5.1.2.对所得资料检查完毕, 如有疑问先行提出,并经客户/技术部确认后, 再做后继工作。
如果因时间关系要先行设计,来不及确认的数据要继续主动跟进。
5.1.3.设计草图5.1.3.1.为了提高工作效率,减少修改的工作量,设计人员可以将设计意图及关键结构的构思绘制草图,经评审后,再进行后继的绘图工作。
冲压模具设计标准目录编号內容版本发版日2007 AA01 图框填写作业标准 1.01.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007AA02 模具图面图层作业标准AA03 尺寸标注作业标准AA04 展开图画法标准AA05 工程图画法标准AA06 产品展开计算标准AA07 结构图画法标准AA08 图示注解作业标准AA09 共用件注解标准AA10 设变图档作业标准AA11 模具图档作业规范AA12 公差及间隙标准AA13 五金零件加工要求AA14 板(零)件图画法作业规范AA15 中英文对照AA16 零部件作业规范(字模冲子)AA17 五金零件作业规范(弹簧)AA18 五金零件作业规范(顶料销)AA19 五金零件作业规范(导正销)AA20 五金零件作业规范(止付螺丝)AA21 零部件作业规范(圆冲子)AA22 零部件作业规范(异形冲子)AA23 零部件作业规范(切边冲子)AA24 零部件作业规范(折刀)AA25 零部件作业规范(滑块)2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007AA26 零部件 作业规范(压线冲子) AA27 零部件作业规范(压毛边冲子) AA28 零部件作业规范(压筋冲子) AA29 零部件作业规范(定位销,块) AA30 零部件作业规范(定位支承块) AA31 零部件作业规范(下模入子) AA32 加工组立工艺性 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0AA33 小折模具结构(沙拉孔) AA34 小折模具结构(卷圆压平) AA35 模板备料作业规范(垫板夹板) AA36 模板备料作业规范 AA37 模座备料作业规范 AA38 滚轴成形公模退0.1mm 说明 AA39 铆合螺帽模具结构说明 AA40 带 N 折的成形模结构AA41 零部件作业规范(细小圆孔冲子) AA42 高凸成形方法标准件编码说明03第1页1 标准件编码规定0 3 □□—□……□—□□扩充编码 ○4 规格编码 小系列编码 大系列编码○ 2 3 ○ ○12标准件类编码表 序号 1 标准件名称 标准件分类码01 序号 标准件名称 标准件分类码21 螺丝 螺母 21 22 23 24 25 26 27浇口套(咀嘴) 2 3 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20定位环 带钢球螺丝 顶出限位 22 23 24 25 26 27垫片 4 防松弹簧垫片冲针 5 支承柱 6 弹簧 锥度内6角螺塞垃圾钉7 顶针 8 内导柱(导套) 外导柱(导套)定位销 9 10 11 12 13 14 15 16 17 18 19 20顶料销 两用销 弹钉 ………………………引导销 检知销 等高套筒 华司 限位柱 下模圆形刀口 脱料圆形1 整套模具编码规定0 5 □□ □□□□□□-套数编码 ○ 4 5 ○ 月份编码 年份编码 ○ 3 ○ 等级编码 2 ○ 1大系列编码1.1列表说明○○2 ○3 ○4 ○5 1 代码说明 代码 06 说明 06年07年 08年代码 01 说明1月2月 3月 代码 01说明0102 0304 051级 2级 3级 4级 5级07 02 02 080303流水号05…… ………… …………9999年 12 12月 99(1)模具等级列表说明 代码 等级01 02 03 04 05 1级2级3级4级5级上盖板 无 S45C+M S45C+M S45C+M S45C+M S45C+铝合金 +M+TZ+YJ 上模座 无 S45C+M S45C+M S45C+M+TZ+JG上垫板 上夹板 S45C S45C 无 D2+H D2+H+W D2+H D2+H D2+H SKD11+H+S D2+H+W SKD11+CO+S D2+H+W SKD11+SC+S D2+H+W 背垫板 D2+H+W 脱料板无 D2+H+W SKD11+H+S SKD11+H+S D2+H+W SKD11+CO+S SKD11+CO+S D2+H+W SKD11+SC+S+PG SKD11+SC+S+PGD2+H+W 说 明下模板 S45C S45C 无 D2+H+W 下垫板D2+H+W 下模座 S45C+M+W SKD11+D2+W D2+SKD11+W SKD11+D2+W无S45C+M+WS45C+M+W+T2+JGS45C+M+W+TZ凹模入了 脱板入子 夹板入子 外导柱 无 SKH9+SKD11+S WC+SKH9+SKD11+S+PG WC+SKH9+SKD11+S+PG 无 SKD11+S SKD11+WC+S+PG SKD11+WC+SKH9+S+PG无 SKH9+SKD11+S WC+SKH9+SKD11+S+PG WC+SKD11+SKH9+S+PG无 钢珠导柱钢珠导柱 铜珠导柱 “一”字 导柱内导柱“一”字导柱 “一”字导柱钢珠导柱铜钛钨钢导柱(2)说明A 板件处理:H 热处理、深冷CO 、超冷SC 、调质T2、阳极YJ ;B 材质:WC 、SKH9、SKD11、D2、S45C ;C 加工方式:快走丝W 、慢走丝S 、光研PG 、内研磨JG 、铣床M 。
五金冲压模具设计详解!一.冲压模具分类“冲压模具依构造可分为单工程模、复合模、连续模三大类。
前两类需较多人力不符经济效益,连续模可大量生产效率高。
同样,设计一套高速精密连续冲模,也要对你所生产的产品(包含所有用冲压加工出来的产品,富士康集团主要有端子、电脑机壳以及连接器上用的小五金及目前的手机零件等等)。
设计连续冲模需注意各模组之间的间距、零件加工精度、组立精度、配合精度与干涉问题,以达到连续模自动化大量生产的目的。
二. 单元化设计之概念:“冲压模具整体构造可分成二大部分:(1).共通部分(2).依制品而变动的部分。
共通部分可加以标准化或规格化,依制品而变动的部分是难以规格化。
三. 模板之构成及规格1. 模板之构成“冲压模具之构成将依模具种类及构成及相异,有顺配置型构造与逆配置型构造二大类。
前者是最常使用的构造,後者构造主要用於引伸成形模具或配合特殊模具。
从事的主要工作包括:(1)数字化制图——将三维产品及模具模型转换为常规加工中用的二维工程图;(2)模具的数字化设计——根据产品模型与设计意图,建立相关的模具三维实体模型;(3)模具的数字化分析仿真——根据产品成形工艺条件,进行模具零件的结构分析、热分析、疲劳分析和模具的运动分析;(4)产品成形过程模拟——注塑成形、冲压成形;(5)定制适合本公司模具设计标准件及标准设计过程;(6)模具生产管理。
2. 模具之规格(1).模具尺寸与锁紧螺丝“模板之尺寸应大於工作区域,并选择标准模板尺寸。
模板锁紧螺丝之位置配置与模具种类及模板尺寸有关。
其中单工程模具最常使用锁紧螺丝配置於四边角,最标准形式工作区域可广大使用。
长形之模具及连续模具最常使用锁紧螺丝配置於四边角及中间位置。
(2).模板之厚度“模板之厚度选择与模具之构造、冲压加工种类、冲压加工加工力、冲压加工精度等有绝对关系。
依据理论计算决定模具之厚度是困难的,一般上系由经验求得,设计使用的模板厚度种类宜尽量少,配合模具高度及夹紧高度加以标准化以便利采购及库存管理。
「教程」五金冲压模具常用标准化结构一. 压线入子结构压线的目的:(1). 材料预变形,减少折弯时的阻力,使折弯时的尺寸更为准确。
(2). 防止折弯时产生的拉料变形。
二. 压筋入子结构压筋目的減小折弯时的回弹,使折弯尺寸更准确。
减小折弯时所产生的拉料变形。
注:滑块用于折弯成形时,滑块要做压筋。
三. 压毛边入子(1)压毛边的形式內孔压毛边﹐产品周边压毛边。
(2)压毛边入子的加工方法先线割好入子外形﹐将入子放入模板入子孔內﹐下面垫高0.22mm﹐用Φ4球刀依入子周边加工﹐尺寸見下图示意。
(料厚为0.8T)四. 预剪结构连续模带料部分在最后一站剪切或剪断成形﹐产品要求外观或手可触摸处均无毛边﹐因此要求模具在剪切的前一站进行预剪(也称为预压毛边)。
设计时﹐先要判定毛边的方向﹐确定预剪在上模还是在下模﹐其结构及具体设计尺寸如下﹕五. 连剪带折弯结构作业说明:先剪后折刀口高度为一个料厚,斜1.5度,目的是减少冲头同切口之间的接触面,以便減少摩擦。
沖头切口底部直2mm,是为了保证刀口強度,防止崩刃。
沖头折弯边高度为1.5T,这样可保证先剪断后折边。
六. 顶料销设计标准1.选用原則(1).一般选用Φ8.0的LB型顶料销。
若位置不夠时可选用Φ6.0型的顶料销。
(2).当所需顶料力很大,位置又夠时可选用Φ10.0的顶料销.(3).顶料销长度的选择,应注意参考以下原则:a. 选用标准长度,并考虑可否不需要在模板上沉孔。
b. 顶出高度<=10mm时,一般选用φ8.0的顶料销﹔顶出高度>=10.0MM时,选择其它标准规格的顶料销.c. 避免开模时弹簧顶住模板台阶处的現象。
d. 铁氟龙材质LB型顶料销适用于铝材,铜材等材质。
规格为Φ8.0*25,Φ8.0*30,Φ8.0*35,Φ8.0*402.排布規則(1)抽孔,抽凸周围对称排配顶料销,也可采用內脱料的形式脱料。
(2)折弯时如使用顶料销脱料,在凸模上折弯边每隔20-30MM 排配一个顶料销,折弯拐角处一定要排配一个顶料销,顶料销四分点距折弯边2.5MM.(3)折单边时,折弯边顶料销按上述原則排配,非折弯边视大小均勻分布2-4个顶料销。
冲压模具设计规范标准一、目的:本标准是根据公司产品结构特点及模具设计、制作实际需要,统一模具设计标准,提高冲压模具设计质量,为模具设计提供指导。
二、适用范围:公司所有冲压模具;三、具体规定:第一节模具制作流程标准工艺/项目/生产提模具开发电子流相关主管审核批准模具设计出图相关主管审核批准模具制作试模品管检验、开合格证生产验收!第二节图纸审核标准拿到设计任务时,首先应对产品图纸作一个全面的审核、确认,主要从以下几方面入手:1.图框內容确认产品名称、版次、视图投影角法、视图比例、材质、料厚(英制需转换为公制)。
2.图面注解內容确认依图面注解逐项确认3.视图正确性确认三视图画法、尺寸标注、各主要视图和各局部视图是否一致,特殊公差要求确认。
4.特殊要求確認a. 有无表面处理要求b. 不锈钢、铍銅、铝等材质产品需注意片纹方向要求。
c. 是否有压毛边,方向,范围?d. 产品的重点管控尺寸,公差等?e. 压铆钉的规格、工序等?f. 若有抽牙,须了解抽牙功用,重点尺寸(内径、外径、高度)g. 产品如果有工艺缺口处,连续模连料,接刀须客户确认回复。
h. 产品有没有标注尺寸公差的地方,能否做到?i. 一些孔和产品的外形可否圆整?j. 产品有没有外观要求,如平面度,垂直度等?k. 现有的工艺槽是否太窄?l. 产品若有半剪,则半剪要保证的尺寸是位置还是高度等?m. 产品若有凸点,则其功用,重要尺寸是什么?n. 产品的批量大小?o. 产品压沙拉的尺寸确认?p. 产品折弯展开可否依内R为零展开?q. 产品有包角若因高度原因可能会造成拉裂或起皱可否做工艺处理?经仔细审核确认后即可对产品进行展开,排工序等后序作业。
第三节展开图标准1.展开图中必須包含产品图中的所有內孔,內部成型和外部成型的展开的图元1)展开图的毛刺面必须向下.2)展开图中所有图元须串取成复线.3)冲裁尖角(除特殊情況外)均要倒圓角R=0.3或R=0.5(具体可根据产品料厚定)4)成形工位折线位置必须画出及注意虚实线。
五金沖压模具设计標准
制定
压毛边设计1 編號
版次R00日期11/5/6
一.適用范圍
五金沖模設計。
二.壓毛邊作用
在產品要求剪切邊無毛刺時,壓毛邊可以倒去沖切時所產生的毛刺。
三.壓毛邊分類及尺寸要求
壓毛邊可分為兩種方式﹕內孔壓毛邊,如圖(A);外形壓毛邊,如圖(B)。
其具體尺寸如圖(A),(B)所示;產品外形向料內一側偏移0.5mm即為入子外形。
入子高度為模板厚度加0.6mm。
入子材質用SKD11,熱處理HRC60°
注:當料厚t≦0.6時,請示上級檢討決定。
產品邊界
入子邊界
產品邊界
0.50
0.50
入子邊界
高出模板面0.6mm
高出模板面0.6mm
圖(A)圖(B)。