合金管牌号及化学成份表
- 格式:doc
- 大小:145.00 KB
- 文档页数:6

一:牌号:X2NiCrAlTi3220
合金管化学成分中含cr比较多,耐高温,耐低温,耐腐蚀的性能。
普碳无缝管中不含合金成分或者合金成分很少,合金管在石油,航天,化工,电力,锅炉。
食品,机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤,扩)和冷拔(轧)无缝钢管。
合金管进行
退火调质改变它的机械性能。
达到所需要的加工条件。
除非的浓度很低,马氏体合金弯头在650℃以下有较高的高温强度,抗氧化性和耐水汽腐蚀的能力。
热交换器用不锈钢无缝钢管)。
但在还原酸。
等的常温输送管道中蜗杆。
稀等的输送管道中则会被严重腐蚀冷轧通常在二辊式轧机上进行轻纺其性能比一般的无缝钢管多变利用值较高等行业的用途比较广泛的原因因为合金管的机械性能多变化好调整。
合金管(alloypipe)是无缝钢管的一种。
合金管分为结构用无缝管及高压耐热合金管。
主要区别于
合金管的生产标准及其工业。

1cr5mo合金管化学成分
1Cr5Mo合金管是一种低合金钢管,其化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)和钼(Mo)。
一般来说,其化学成分如下:
碳(C)含量在0.15-0.25%之间,这有利于提高钢的硬度和强度;
硅(Si)含量在0.17-0.37%之间,有助于提高钢的强度和硬度,并改善热处理性能;
锰(Mn)含量在0.40-0.70%之间,可以提高钢的强度、韧性和
磨削性;
磷(P)含量应控制在0.035%以下,过高的磷含量会对钢的冷
脆性产生不利影响;
硫(S)含量应控制在0.035%以下,过高的硫含量会对钢的加
工性能和焊接性能产生不利影响;
铬(Cr)含量在0.80-1.10%之间,有助于提高钢的耐热性、耐蚀性和抗氧化性;
钼(Mo)含量在0.15-0.25%之间,可以提高钢的强度和硬度,改善耐热性和耐蚀性。
以上是1Cr5Mo合金管的主要化学成分,这些成分的比例和配比对钢管的性能具有重要影响,能够满足特定的使用要求和工作环境下的性能需求。
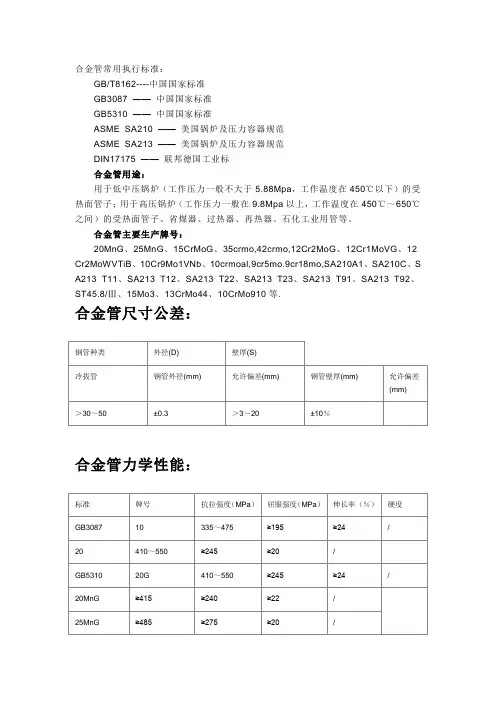
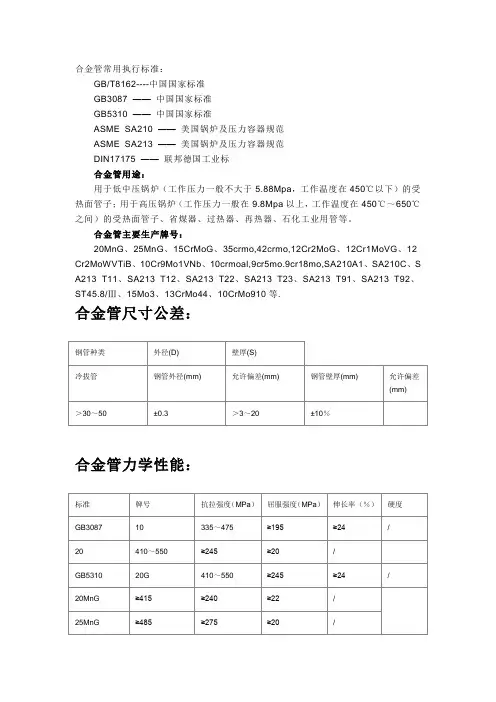
合金管常用执行标准:GB/T8162----中国国家标准GB3087 ——中国国家标准GB5310 ——中国国家标准ASME SA210 ——美国锅炉及压力容器规范ASME SA213 ——美国锅炉及压力容器规范DIN17175 ——联邦德国工业标合金管用途:用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的受热面管子;用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃~650℃之间)的受热面管子、省煤器、过热器、再热器、石化工业用管等。
合金管主要生产牌号:20MnG、25MnG、15CrMoG、35crmo,42crmo,12Cr2MoG、12Cr1MoVG、12 Cr2MoWVTiB、10Cr9Mo1VNb、10crmoal,9cr5mo.9cr18mo,SA210A1、SA210C、S A213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等.合金管尺寸公差:合金管力学性能:合金管化学成分:合金管理论计算:(外径-壁厚)*壁厚*0.02486=每米的重量。
合金管的分类:合金管(Alloy pipe)是无缝钢管的一种,其性能要比一般的无缝钢管高很多,因为这种钢管里面含Cr比较多,其耐高温、耐低温、耐腐蚀的性能是其他无缝钢管比不上的,所以合金管在石油、化工、电力、锅炉等行业的用途比较广泛。
钯合金管用于氢气与杂质的分离。
钯管纯化氢的原理是,在300—500℃下,把待纯化的氢通入钯管的一侧时,氢被吸附在钯管壁上,由于钯的4d电子层缺少两个电子,它能与氢生成不稳定的化学键(钯与氢的这种反应是可逆的),在钯的作用下,氢被电离为质子其半径为1.5×1 015m,而钯的晶格常数为3.88×10-10m(20℃时),故可通过钯管,在钯的作用下质子又与电子结合并重新形成氢分子,从钯管的另一侧逸出。

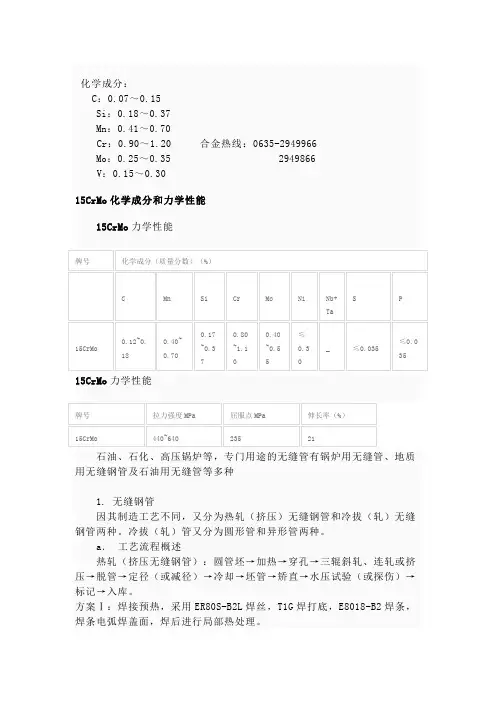
高压合金管12Cr1MoVG与15CrMoG的力学性能和化学成分差别标准牌号抗拉强度(MPa)屈服强度(MPa)伸长率(%)冲击功(J)GB 531 015CrMoG 440~640 ≥235 ≥21 ≥35 12Cr2MoG 450~600 ≥280 ≥20 ≥35 12Cr1MoVG 470~640 ≥255 ≥21 ≥35标准GB 531 0牌号化学成分(%)C Si Mn P S Cr Mo Cu Ni V Al W Nb N 15CrMoG0.12~0.180.17~0.370.40~0.70≤0.030 ≤0.0300.80~1.100.40~0.55≤0.20 ≤0.3012Cr2MoG0.08~0.15≤0.500.40~0.70≤0.030 ≤0.0302.00~2.500.90~1.20≤0.20 ≤0.3012Cr1MoVG0.08~0.150.17~0.370.40~0.70≤0.030 ≤0.0300.90~1.200.25~0.35≤0.20 ≤0.300.15~0.30焊接工艺的差别特点:钢中主要含有铬、钼等元素,这些都是显著提高钢淬硬性的元素,特别是钼的作用比铬约大50倍,它们延迟了钢在冷却过程中的转变,提高了过冷奥氏体的稳定性,从而在较高的冷却速度下可能形成马氏体组织,如果管材厚度较大且焊接不预热时,就有可能产生100%马氏体,转变出现淬硬组织,冷裂纹倾向较大。
铬钼耐热钢还具有延迟裂纹、再热裂纹倾向和回火脆性。
材料焊材预热温度层间温度消氢热处理(后热处理)热处理温度无损检测硬度检测15CrMoG GTAW、SMAW均可,或两者组合;焊条:R307焊丝:TIG-R30 70-80℃150-250℃300-450℃,恒温时间不小于2小时,后采取保温缓冷措施到670~700 ℃, 保持1-2小时后,自然冷却到300度(≤300℃/h)焊接完成24h后,进行100%射线或超声检测,合格级别不低于Ⅱ级;消应热处理24h后,进行20%超声或射线检测,Ⅱ级合格;水压试验合格24h后,进行100%渗透检测,Ⅰ级合格。
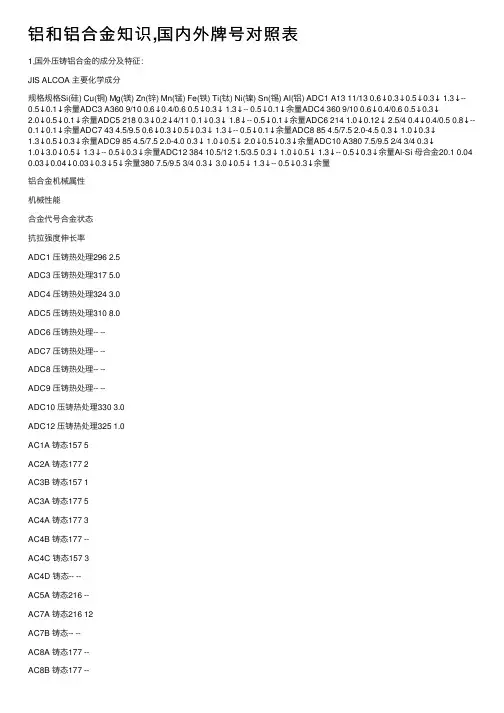
铝和铝合⾦知识,国内外牌号对照表1,国外压铸铝合⾦的成分及特征:JIS ALCOA 主要化学成分规格规格Si(硅) Cu(铜) Mg(镁) Zn(锌) Mn(锰) Fe(铁) Ti(钛) Ni(镍) Sn(锡) Al(铝) ADC1 A13 11/13 0.6↓0.3↓0.5↓0.3↓ 1.3↓--0.5↓0.1↓余量ADC3 A360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC4 360 9/10 0.6↓0.4/0.6 0.5↓0.3↓2.0↓0.5↓0.1↓余量ADC5 218 0.3↓0.2↓4/11 0.1↓0.3↓ 1.8↓-- 0.5↓0.1↓余量ADC6 214 1.0↓0.12↓ 2.5/4 0.4↓0.4/0.5 0.8↓--0.1↓0.1↓余量ADC7 43 4.5/9.5 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC8 85 4.5/7.5 2.0-4.5 0.3↓ 1.0↓0.3↓1.3↓0.5↓0.3↓余量ADC9 85 4.5/7.52.0-4.0 0.3↓ 1.0↓0.5↓ 2.0↓0.5↓0.3↓余量ADC10 A380 7.5/9.5 2/4 3/4 0.3↓1.0↓3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量ADC12 384 10.5/12 1.5/3.5 0.3↓ 1.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量Al-Si 母合⾦20.1 0.04 0.03↓0.04↓0.03↓0.3↓5↓余量380 7.5/9.5 3/4 0.3↓ 3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量铝合⾦机械属性机械性能合⾦代号合⾦状态抗拉强度伸长率ADC1 压铸热处理296 2.5ADC3 压铸热处理317 5.0ADC4 压铸热处理324 3.0ADC5 压铸热处理310 8.0ADC6 压铸热处理-- --ADC7 压铸热处理-- --ADC8 压铸热处理-- --ADC9 压铸热处理-- --ADC10 压铸热处理330 3.0ADC12 压铸热处理325 1.0AC1A 铸态157 5AC2A 铸态177 2AC3B 铸态157 1AC3A 铸态177 5AC4A 铸态177 3AC4B 铸态177 --AC4C 铸态157 3AC4D 铸态-- --AC5A 铸态216 --AC7A 铸态216 12AC7B 铸态-- --AC8A 铸态177 --AC8B 铸态177 --AC8C 铸态1771.2铝合⾦:1.2.1⽐重:铝合⾦⽤于压铸⼯业的主要原因是——轻。
方案Ⅱ:采用ER80S-B2L焊丝,T1G焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。
焊丝和焊条的化学成分及力学性能见表1。
表1 焊接材料的化学成分和力学性能型号 C Mn Si Cr Ni Mo S P δb/Mpa δ,%ER80S-B2L≤0.05 0.70.41.2 <0.20.5 ≤0.025 ≤0.025 ≤500 25 E8018-B2 0.070.7 0.3 1.1 0.5 ≤0.04 ≤0.03 550 19E309Mo-16≤0.12 0.5~2.5 0.9 22.0~25.0 12.0~14.0 2.0~3.0≤0.025≤0.035 550 252.2 焊前准备试件采用15CrMo钢管,规格为φ325×25,坡口型式及尺寸见图1。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后用丙酮清洗干净。
试件为水平固定位置,对口间隙为4mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。
焊条按表2的规范进行烘烤。
表2 焊条烘烤规范焊条型号烘烤温度保温时间E8018-B2 300 ℃ 2hE309Mo-16 150 ℃ 1.5h2.3 焊接工艺参数按方案Ⅰ焊前需进行预热,根据Tto-Bessyo等人提出的计算预热温度公式:To=350√[C]-0.25(℃)式中,To——预热温度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,[C]x——成分碳当量;[C]p——尺寸碳当量;S——试件厚度(本文中S=25mm);[C]x=C (Mn Cr)/9 7/90Mo=0.361[C]p=0.045 则To=138℃因此预热温度选为150℃。
采用氧-乙炔焰对试件进行加温,先用测温笔粗略判断试件表面的的温度(以笔迹颜色变化快慢进行估计),最后用半导体点温计测定,测量点至少应选择三点,以保证试件整体均达到所要求的预热温度。
钛及钛合金牌号和化学成分标准
一、钛及钛合金牌号
1. 工业纯钛
工业纯钛是一种具有优异综合性能的工程材料,广泛用于化工、石油、食品、轻工等领域。
根据杂质元素含量的不同,工业纯钛分为TA1、TA2和TA3三个牌号。
2. 耐蚀钛合金
耐蚀钛合金主要用于化工、石油等领域的设备及管道,具有较强的耐腐蚀性能。
常用的耐蚀钛合金属有Ti-3Al-2.5V(TC4)和Ti-6Al-4V(TC20)等。
3. 高强度钛合金
高强度钛合金主要用于航空航天、汽车等领域的高强度结构件。
常用的高强度钛合金属有Ti-6Al-4V (TC20)、Ti-5Al-2.5Fe(TC21)等。
4. 高强度耐蚀钛合金
高强度耐蚀钛合金结合了高强度和耐腐蚀性能,主要用于海洋工程、化学工业等领域的重要结构件。
常用的高强度耐蚀钛合金属有Ti-6Al-4V ELI(TC4 ELI)等。
5. 高强度低成本钛合金
高强度低成本钛合金具有较高的强度和较低的成本,主要用于汽车、航空航天等领域的重要结构件。
常用的高强度低成本钛合金属有Ti-6Al-4V(TC20)等。
6. 非晶钛合金
非晶钛合金具有优异的力学性能和耐腐蚀性能,是非晶材料中的一种。
常用的非晶钛合金属有Ti-55531等。
二、钛及钛合金化学成分标准
1. 3620.1:钛及钛合金牌号和化学成分。
2. 3620.2:钛及钛合金棒材化学成分允许偏差。
3. 3620.3:钛及钛合金管材化学成分允许偏差。
4. 3620.4:钛及钛合金丝材化学成分允许偏差。
合金管常用执行标准:GB/T8162----中国国家标准GB3087 ——中国国家标准GB5310 ——中国国家标准ASME SA210 ——美国锅炉及压力容器规范ASME SA213 ——美国锅炉及压力容器规范DIN17175 ——联邦德国工业标合金管用途:用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的受热面管子;用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃~650℃之间)的受热面管子、省煤器、过热器、再热器、石化工业用管等。
合金管主要生产牌号:20MnG、25MnG、15CrMoG、35crmo,42crmo,12Cr2MoG、12Cr1MoVG、12 Cr2MoWVTiB、10Cr9Mo1VNb、10crmoal,9cr5mo.9cr18mo,SA210A1、SA210C、S A213 T11、SA213 T12、SA213 T22、SA213 T23、SA213 T91、SA213 T92、ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910等.合金管尺寸公差:合金管力学性能:合金管化学成分:合金管理论计算:(外径-壁厚)*壁厚*0.02486=每米的重量。
合金管的分类:合金管(Alloy pipe)是无缝钢管的一种,其性能要比一般的无缝钢管高很多,因为这种钢管里面含Cr比较多,其耐高温、耐低温、耐腐蚀的性能是其他无缝钢管比不上的,所以合金管在石油、化工、电力、锅炉等行业的用途比较广泛。
钯合金管用于氢气与杂质的分离。
钯管纯化氢的原理是,在300—500℃下,把待纯化的氢通入钯管的一侧时,氢被吸附在钯管壁上,由于钯的4d电子层缺少两个电子,它能与氢生成不稳定的化学键(钯与氢的这种反应是可逆的),在钯的作用下,氢被电离为质子其半径为1.5×1 015m,而钯的晶格常数为3.88×10-10m(20℃时),故可通过钯管,在钯的作用下质子又与电子结合并重新形成氢分子,从钯管的另一侧逸出。
详细了解铝镁合金管母线无缝合金管的产品是繁多的,大大小小的行业都会涉及到,铝镁合金管母线是一种主要运用在电路上的部件,使用起来要求也是比较高的,关于它我们又了解多少呢!1、管母线技术参数材料技术性能的详细描述(1)化学成分牌号化学成份(%)Si Fe Cu Mn Mg Cr Zn Re Al6063(LD31)0.2-0.6 0.35 0.10 0.10 0.45-0.9 0.10 0.10 -- 余量6063G 0.2-0.6 0.35 0.10 0.10 0.45-0.9 0.10 0.10 -- 余量LDRE 0.2-0.6 0.35 0.10 0.10 0.45-0.9 0.10 0.10 0.07-0.16 余量(2)力学性能规格型号性能指标抗拉强度(MPa)屈服强度(MPa)LDREΦ250/230 ≥206 ≥185LDREΦ229/210 ≥206 ≥185LDREΦ200/180 ≥206 ≥185LDREΦ179/159 ≥206 ≥185LDREΦ150/136 ≥206 ≥185LDREΦ135/120 ≥206 ≥185(3)电学性能序号规格牌号状态载流量(A)相对导电率(%)+70℃+80℃1 Φ250/230 LDRE 9047 8978 552 Φ200/180 LDRE 8131 7908 553 Φ150/136 LDRE 4796 4664 554 Φ100/90 LDRE 3100 2960 55技术参数表相关详细情况可参考:无缝钢管/管母规格100/90φ150/136 φ性能指标合金牌号LDRE LDRE导体密度(克/厘米3) 2.69~2.73 2.69~2.73导热系数(卡/℃厘米秒) 0.5 0.5热膨胀系数(1/℃) 100℃23.4×10-6 23.4×10-6相对导电率不小于(国际标准铜%) 53~51IACS 53~51IACS电阻温度系数(1/℃) 0.0041 0.0041载流量不小于(A) 70℃80℃42693772 30632485b不小于(N/mm2)(MPa) 206 206σ抗拉强度0.2不小于(N/mm2) (MPa) 170 170σ屈服强度不小于(%) 5~6 5~6δ延伸率弹性模量(N/mm2) (MPa) 6.9×104 6.9×104bσ焊接性能200℃>130 MPa 200℃>130 MPa外径允许偏差(mm) -0.7 -0.7壁厚允许偏差(mm) +0.5 +0.5每段供货长度不小于(m) 8 8导体表面要求阳离子氧化处理阳离子氧化处理3.2、工艺要求:(1) 管口应平整, 且与轴线垂直;(2) 管母线长度偏差为正误差: +15mm,两端切斜度不得超过1°;(3) 管母线壁偏差: 0~+0.5mm, 衬管的外径为负偏差;(4) 管母线弯曲度: m/L<2.0mm;(5) 管母内径与其配套的衬管的外径间距小于0.5mm并能保证安装需要;(6) 母线表面应光洁平整, 不应有裂纹、折皱、毛刺、油污、小孔、夹杂物及变形和扭曲现象;表面不允许有横向裂痕;深度不超过2mm的碰伤、划伤的缺陷。
JIS(Japanese Industrial Standard)标准是由日本工业标准调查会(Japanese Industrial Standard Committee 缩写JISC)制定的。
JIS标准各类钢铁产品标准由标准代号、字母类号、数字类号、序号、制定(或修订)年份组成见下表。
JIS标准中钢铁产品牌号字母代号见下表。
所有标准的无缝钢管种管化学成分和力学性能20号钢管化学成分|10号钢管化学成分|35号钢管化学成分|45号钢管化学成分|合金钢管化学成分表20号钢管化学成份:碳 C :0.17~0.24"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.035磷 P :≤0.035铬 Cr:≤0.25镍 Ni:≤0.25铜 Cu:≤0.2510#钢管化学成份:碳 C :0.07~0.14"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.04磷 P :≤0.35铬 Cr:≤0.15镍 Ni:≤0.25铜 Cu:≤0.2535#钢管化学成份:35#钢管:平均含碳量为0.32~0.40%,平均含硅量为0.17-0.37%,平均含锰量为0.50-0.80%,平均含硫量≤0.04%,平均含磷量≤0.25%,平均含铬量≤0.25%,平均含镍量≤0.25 ,含铜量≤0.25%左右.高压合金管化学成分标准牌号化学成分(%)C Si Mn P S Cr Mo Cu Ni V Al W Ti Nb NGB3087 10 0.07~0.130.17~0.370.38~0.65≤0.030≤0.0300.3~0.65/≤0.25≤0.30 / /20 0.17~0.230.17~0.370.38~0.65≤0.030≤0.0300.3~0.65/ ≤0.25≤0.30/ /GB5310 20G 0.17~0.240.17~0.370.35~0.65≤0.030≤0.030≤0.25 ≤0.15≤0.20≤0.25≤0.0820MnG0.17~0.24 0.17~0.37 0.70~1.00 ≤0.030 ≤0.030 ≤0.25 ≤0.15 ≤0.20 ≤0.25 ≤0.0825MnG0.18~0.24 0.17~0.37 0.80~1.10 ≤0.030 ≤0.030 ≤0.25 ≤0.15 ≤0.20 ≤0.25 ≤0.0815CrMo0.12~0.18 0.17~0.37 0.40~0.70 ≤0.030 ≤0.030 0.80~1.10 0.40~0.55 ≤0.20≤0.3012Cr2MoG0.08~0.15 ≤0.50 0.40~0.70 ≤0.030 ≤0.030 2.00~2.50 0.90~1.20 ≤0.20≤0.3012Cr1MoV0.08~0.150.17~0.37 0.40~0.70 ≤0.030 ≤0.030 0.90~1.20 0.25~0.35 ≤0.20≤0.30 0.15~0.3012Cr2MoWVTiB0.08~0.150.45~0.75 0.45~0.65 ≤0.030 ≤0.030 1.60~2.10 0.50~0.65 ≤0.20≤0.30 0.28~0.420.30~0.55 0.08~0.15B 0.002~0.00810Cr9Mo1VNb0.08~0.120.20~0.50 0.30~0.60 ≤0.020 ≤0.010 8.00~9.50 0.85~1.05 ≤0.20≤0.40 0.18~0.25 ≤0.0150.06~0.10 0.03~0.07ASME SA210 SA210A-1 0.13~0.19 ≥0.10.45~0.65 ≤0.030 ≤0.030SA210C0.18~0.24 ≥0.10.80~1.10 ≤0.030 ≤0.030ASME SA213SA213 T11 0.05~0.15 0.50~1.00.30~0.60 ≤0.030 ≤0.030 1.00~1.50 0.50~1.00SA213 T120.05~0.15 ≤0.500.30~0.61 ≤0.030 ≤0.030 0.80~1.25 0.44~0.65 SA213 T220.05~0.15 ≤0.500.30~0.60 ≤0.030 ≤0.010 1.90~2.60 0.87~1.13SA213 T230.04~0.10 ≤0.500.10~0.60 ≤0.030 ≤0.030 1.90~2.60 0.05~0.30≤0.030 1.45~1.75B 0.0005~0.006 0.02~0.08≤0.040SA213 T910.08~0.12 0.20~0.50 0.30~0.60 ≤0.020 ≤0.010 8.00~9.50 0.85~1.05≤0.40 0.18~0.25 ≤0.0150.06~0.100.03~0.07SA213 T920.07~0.13 ≤0.500.30~0.60 ≤0.020 ≤0.010 8.50~9.50 0.30~0.60≤0.40 0.15~0.25 ≤0.015 1.50~2.00 B 0.001~0.006 0.04~0.09 0.03~0.07DIN 17175ST45.8/Ⅲ ≤0.210.10~0.35 0.40~1.20 ≤0.040 ≤0.04015Mo30.12~0.20 0.10~0.35 0.40~0.80 ≤0.035 ≤0.0350.25~0.3513CrMo44 0.10~0.18 0.10~0.35 0.40~0.70 ≤0.035 ≤0.035 0.70~1.10 0.45~0.6510CrMo9100.08~≤0.50 0.30~≤≤2.00~0.90~≤0.30 ≤≤0.15 0.70 0.025 0.020 2.50 1.10 0.30 0.015。