塑料包装课程设计说明书
- 格式:doc
- 大小:274.50 KB
- 文档页数:9

课程设计说明书课程名称:包装容器结构设计与制造课程设计设计题目:专业:包装工程班级:包工1401 学生姓名: 黄启化学号:1412020121 指导教师:湖南工业大学科技学院教务部制2016年 12 月 25 日1 引言在世界塑料产业链中,塑料用量最大的当数包装塑料,约占塑料总用量的25%-70%,以塑料工业遥遥领先的美国,日本和德国为例,用于包装的塑料分别占塑料总消费份额的27.2%、32.8%和27.2%,而我国塑料包装约占塑料消费比例的25%。
未来塑料包装材料发展前景分析如下:随着市场经济的快速发展,日用品包装、化妆品包装、食品包装、家用电器包装都提出了更高的要求。
回转一方面,随着环保的呼声日益高涨,如何在满足包装功能性前提下,尽量减少垃圾的产生量,从而呈现包装薄膜、包装容器向轻量化、薄壁化方向发展,以干法复合为主的高阻隔性薄膜,在生产过程中使用粘合剂、溶剂的排易污染环境,而发展共挤包装薄膜,其工艺设备投资省、成本低、适应性强、操作方便。
国际上共挤技术发展很快,有关资料表明,发达国家共挤包装薄膜占整个软塑包装材料的40%,而我们仅占6%,仍然以干法复合膜为主,两者比例不协调。
蔬果保鲜包装薄膜市场前景广阔我国是世界第一大果蔬生产和销售大国,然而有30%左右的水果在贮存、运输、销售过程中损失,在竞争激烈的市场条件,包装的作用显得越来越重要。
目前,聚乙烯薄膜和聚丙烯薄膜是新鲜水果蔬菜应用最广的包装材料。
塑料饮料瓶市场潜伏着诱人商机塑料包装容器应用市场广阔,其中饮料行业有着诱人的商机,汽水、果汁、蔬菜、饮料所需的塑料容器需求量与日俱增。
碳酸饮料包装中PET瓶的应用比例占57.4%,市场前景看好。
随着国内茶饮料市场异军突起,热灌装PET瓶已成为聚酯瓶增长最快的品种,年增长率超过50%.聚丙烯透明包装瓶的开发是近几年国内外塑料包装的一个热点,其中高透明PP可广泛用于注射、吹挤、吹拉、挤压、热型容器、食品、药品瓶等,其价格适宜,是PS、ABS、PET、PE瓶的竞争对手,有关广阔的市场。
1、内装物分析番茄酱是鲜番茄的酱状浓缩制品。
呈鲜红色酱体,具备番茄的特有风味,是一种富有特色的调味品,一般不直接入口。
番茄酱由成熟红番茄经破碎、打浆、去除皮和籽等粗硬物质后,经浓缩、装罐、杀菌而成。
番茄酱常用作鱼、肉等食物的烹饪佐料,是增色、添酸、助鲜、郁香的调味佳品。
番茄酱的运用,是形成港粤菜风味特色的一个重要调味内容。
番茄酱中除了番茄红素外还有维生素B 群、膳食纤维、矿物质、蛋白质及天然果胶等,和新鲜番茄相比较,番茄酱里的营养成分更容易被人体吸收;番茄的番茄红素有利尿及抑制细菌生长的功效,是优良的抗氧化剂,能清除人体内的自由基,抗癌效果是β-胡萝卜素的2倍;番茄酱味道酸甜可口,可增进食欲,番茄红素在含有脂肪的状态下更易被人体吸收。
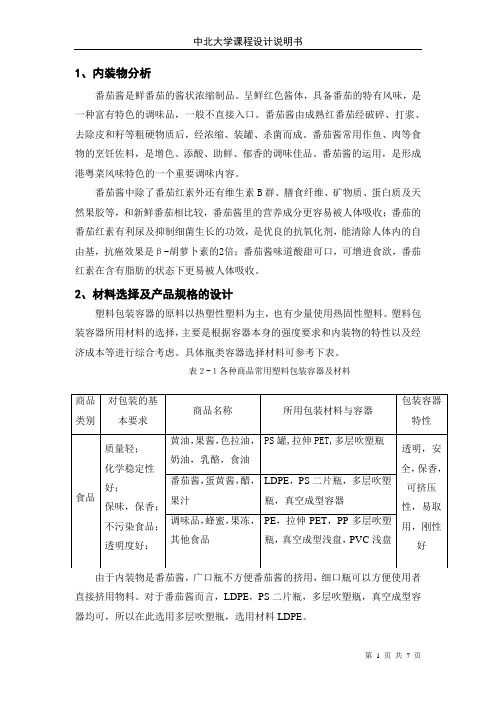
2、材料选择及产品规格的设计塑料包装容器的原料以热塑性塑料为主,也有少量使用热固性塑料。
塑料包装容器所用材料的选择,主要是根据容器本身的强度要求和内装物的特性以及经济成本等进行综合考虑。
具体瓶类容器选择材料可参考下表。
表2-1各种商品常用塑料包装容器及材料由于内装物是番茄酱,广口瓶不方便番茄酱的挤用,细口瓶可以方便使用者直接挤用物料。
对于番茄酱而言,LDPE ,PS 二片瓶,多层吹塑瓶,真空成型容器均可,所以在此选用多层吹塑瓶,选用材料LDPE 。
商品类别 对包装的基本要求商品名称 所用包装材料与容器 包装容器特性 食品 质量轻;化学稳定性好; 保味,保香; 不污染食品; 透明度好; 黄油,果酱,色拉油,奶油,乳酪,食油 PS 罐,拉伸PET,多层吹塑瓶 透明,安全,保香,可挤压性,易取用,刚性好 番茄酱,蛋黄酱,醋,果汁 LDPE ,PS 二片瓶,多层吹塑瓶,真空成型容器 调味品,蜂蜜,果冻,其他食品 PE ,拉伸PET ,PP 多层吹塑瓶,真空成型浅盘,PVC 浅盘包装容器中的人体工学主要体现于手与包装容器造型的关系。
手所触到的容器造型部位,必须考虑手幅的宽度和手的动作,设计时要考虑手部相关的测量参数。

课程设计说明书设计题目盖塞塑料模课程名称模具设计学院材料科学与工程学院专业年级高分子材料与工程2009级(1)班学生2011年12月20日1 设计参数设计参数如图1所示:图1 塑件设计基本参数塑件名称材料生产批量盖塞PS 80万件2 塑件的结构工艺性分析2.1 塑件成型特性、本次设计采用的材料聚苯乙烯(PS)。
PS是一种无色、透明、有光泽、无毒无味,密度为/cm的材料。
是目前产量最大,应用最广的工程塑料。
具有良好的化学稳定性,能耐碱、硫酸、磷酸、10%~30%的盐酸、稀醋酸及其他有机酸,但不耐硝酸受及氧化剂的作用,对水、乙醇、汽油、植物油及各种盐溶液也有足够的抗腐蚀能力。
它的耐热性低,只能在不高的温度下使用,热变形温度为65℃~96℃,质地硬而脆,塑件由于内应力而开裂。
聚苯乙烯的透明性很好,透光率很高,光学性能仅次于有机玻璃。
它的着色能力优良,能染成各种鲜艳的色彩。
聚苯乙烯的成型特性[3](1)性脆易裂,易出现裂纹,因此成型塑件脱模斜度不宜过大,顶出要复力均匀;(2)热膨胀系数大,塑件中不宜有嵌件,否则会因两者热胀系数相差太大而导致开裂;(3)流动性好,应注意模具间隙,防止成型飞边,且模具设计中应采用点浇口形式;(4)应采用高料温、高模温、低注射压力成形并延长注射时间,模具温度控制在20℃~60℃;(5)流动性较好,溢边值为左右。
2.2 塑件的结构工艺性分析塑件的尺寸精度分析该塑件需标注公差的尺寸有4×Φ5属于一般精度要求,其他尺寸均为未标注公差的为自由尺寸,可按MT5查取有关尺寸公差。
如表1所列为塑件主要尺寸的公差要求。
表1 塑件主要尺寸的公差要求塑件的表面质量分析μm。
塑件的结构工艺性分析(1)从图纸上看,该塑件的外形为回转体,顶面上还均匀分布着4个一样的小圆孔,该处设计脱模容易,可直接将四个小型芯设于定模上,圆角过渡且无尖角存在,壁厚均匀,且符合最小壁厚要求;(2)由于该塑件无侧孔和内凸,所以不用考虑侧向分型抽芯装置;(3)为使塑件顺利脱模,在塑件内部处增设1°~2°的拔模斜度。
武汉工业学院《红酒销售包装》课程设计说明书包装容器课程设计说明书目录第一章.绪论1.1.红酒的特征 (3)1.2.红酒销售包装的现状 (4)1.3.红酒包装应注意的要点 (4)第二章.总体方案的设计2.1.布置方案 (5)2.2.外包装材料的选择 (7)2.3.内部缓冲材料的选择 (8)2.4.包装箱材料的选择 (11)第三章.包装设计3.1.包装形式的选择 (12)3.2.包装尺寸的计算 (16)3.3.包装结构形式的选择 (17)3.4.最终结构 (18)第四章.装潢设计4.1.图案设计思想 (19)4.2.具体设计方案 (20)第五章.运输包装设计5.1.瓦楞纸箱尺寸的计算 (22)5.2.箱面文字信息及图案 (25)5.3.结构图纸 (27)第六章. 总结 (28)第七章.参考文献 (30)第二章.总体方案的设计2.1总体布置方案2.1.1方案一:4瓶红酒排成一线立着装。
2.1.2方案二:四瓶红酒按2×2布置,立着放。
2.1.3方案三:按1×4排列,躺着放。
2.1.4方案四:按2×2排列,躺着放。
2.1.5最终方案的选择:从成本、审美观、包装销售的目的,最终选择第三方案,按1×4躺着布置的方案。
2.2外包装材料的选择常见外包装材料有:纸、塑料、玻璃、金属等2.2.1纸:纸和纸板原料来源比较丰富,价格一般较低。
纸制品具有一定的刚度和强度,也具有一定的弹性和韧性。
具有良好的印刷适应性。
重量轻,可折叠。
无毒、无味、安全、卫生,并具有良好的耐热性。
容易对原纸进行再加工。
可以回收利用,可以降低成本。
2.2.2塑料:如图2-6的塑料制品,重量轻,透明性好。
具有良好的耐腐蚀性。
防水,防潮性能好。
有适当的机械强度。
便于成型加工,价格较便宜。
2.2.3玻璃:清洗容易。
消毒时的安全系数高。
具有质地坚硬。
可加热塑形。
绝热绝缘。
太脆,易碎。
2.2.4金属:资源丰富、品种多。

本人所传说明书均为完整版!下载无须修改!直接可用!只为更好的学习交流!说明书仅供参考!需要图纸请联系QQ:360702501摘要塑料制品已在工业,农业,国防和日常生活中的方面得到广泛应用。
特别是在电子业中则为突出。
电子产品的外客大部分是塑料制品,产品性能的提高要求高素质的塑料模具和塑料性能。
成型工艺和制品的设计。
塑料制品的成型方法很多。
其主要用于是注射,挤出,压制,压铸和气压成型等和气压成型等。
而注射模,挤出约占成型总数的60%以上。
注射成型分为加料,熔融塑料,注射制件冷却和制件脱模等五个步骤。
当然如利用电气控制。
可实现半自动化或自动化作业。
塑料注射模主要用于热塑料制品的成型,已成功的用于成型热固塑性塑料制品,它是塑料制品生产中十分重要的工艺装置。
注射模的基本组成是:定模机构,动模机构,浇注系统,导向装置,顶出机构,芯机构,冷却和加热装置,排气系统。
因注射模成型的广泛适用,正是我这个设计的根本出发点。
关键词塑料;模具;AutoCAD本人所传说明书均为完整版!下载无须修改!直接可用!只为更好的学习交流!说明书仅供参考!需要图纸请联系QQ:360702501SummaryThe plastics products to have already with daily life wait the aspect to acquire the extensive application at the industry, agriculture, national defense. Especially in the electronic industry then and particularly for outstanding. Electronics product that the outer shell spare parts that exaltation is mostly plastics function that request the high quantity. Type craft with product the design.The plastics products of the type method is a lot of. Among them most of inject, die-casting to compatibly press type etc. But inject the mold, extrude, extrude roughly share type total amount of 60% above inject the type is divided in to add the material, meltdown plastics, and inject to make piece to cool off with make the piece to take off the mold to wait five steps. Certainly if make use off the electricity control. Can realize half auto or automatic homework.. Because inject the mold the type`s extensive suitable for use, exactly the basic point of departure of my this design.Key words Plastics; Mold; AutoCAD1 概述1.1 塑料模概述模具是利用其特定形状去成型具有一定形状和尺寸的制品的工具,按制品所采用的原料不同,成型方法不同,一般将模具分为塑料模具,金属冲压模具,金属压铸模具,橡胶模具,玻璃模具等。
一、课程设计的目的1.应用本课程及有关先修课程的基础知识和专业知识,了解塑料模具设计方法和步骤,培养学生的初步设计能力,为毕业设计打基础。
2.独立地解决在制定成型工艺和设计模具中的问题,会查阅技术文献和资料,全面考虑设计内容及过程,培养学生分析问题和解决问题的能力。
二、课程设计的要求在课程设计中要求学生注意培养认真负责、踏实细致的工作作风和保质保量、按时完成任务的习惯。
在设计中必须做到:1.及时了解有关资料,做好准备工作,充分发挥自己的主观能动性和创造性;2.要求计算正确,结构合理,图面整洁,图样及标注符合国家标准;3.设计计算说明书要求文字通顺,书写整洁4.按计划循序进行,其进度可参考下表:三、课程设计应完成的工作1.工艺分析:了解教师指定设计塑件的有关资料和数据。
即尺寸和尺寸公差、形位公差、表面粗糙度;塑件的生产批量;塑料品种;设备条件等。
分析塑件的形状特征、使用要求、成型性能等。
2.确定成型方案,通过计算选择成型设备,并确定模具结构方案。
3.绘制模具总装配图及部分主要零件图。
4.编写设计计算说明书,说明书页数不少于15页,用本校设计说明书专用纸书写,并装订成册。
安装外壳I塑料模具课程设计说明书摘要:这次的课程设计主要是关于安装外壳I的模具设计。
整个过程包括塑件的原料选择、外形分析、工艺分析及其主要的成型尺寸的计算;注射机的选择及校核、分型面的选择、模架的选择、模具内部结构的选择(浇注系统、冷却系统等的选择)。
通过这次的课程设计,加深了对模具与塑料的认识。
收缩率% 0.4-0.7熔点℃130-160 热变形温度℃0.45MPa 90-1080.182MPa 83-103抗拉屈服强度MPa 50拉伸弹性模量MPa 1.8×103抗弯强度MPa 80冲击强度KJ/m2 缺口11无缺口261硬度HB 9.7 体积电阻系数Ω·cm 6.9×1014 ABS注射成型工艺参数工艺参数取值范围预热和干燥温度/℃80-95时间/h 3-4料筒温度/℃后部150-170 中部165-180 前部180-200成型时间/S 高压时间0-5保压时间15-30=13.4cm3冷却时间15-30成型周期40-70喷嘴温度/℃170-180注射压力/MPa 60-100螺杆转速/(r·min-1) 30-60模具温度/℃50-82、塑料零件图及说明、要求:该塑料产品名称为安装外壳I。
目录第一章塑料盒设计要求及其成型工艺分析 (1)1.1 产品基本要求 (1)1.2 塑件结构和形状的设计 (1)1.3 塑件材料性能 (1)1.4 成型方法及其工艺的选择 (2)第二章选择注射机及相关参数的校核 (4)2.1 型腔数量及排列方式选择 (4)2.2 注射机选型 (4)2.3 分型面位置的确定 (7)第三章浇注系统设计 (8)3.1 主流道的设计 (8)3.2 分流道的设计 (9)3.3 分流道的形状及其尺寸 (10)3.4 冷料穴的设计 (11)3.5 浇口的设计 (11)3.6 浇注系统凝料体积计算 (12)3.7 浇注系统各截面流过熔体的体积计算 (12)第四章模具成型零部件结构设计和计算 (15)4.1 成型零件的结构设计 (15)4.2 成型零件钢材的选用 (15)4.3 成型零件的尺寸计算 (16)第五章模架的确定和标准件的选用 (18)5.1 各模板尺寸的确定 (18)5.2 模架各尺寸的校核 (19)第六章脱模推出机构的设计和校核 (20)6.1 脱模推出机构的设计 (20)6.2 脱模力的计算 (21)6.3 脱出机构的校核 (23)第七章排气槽和冷却系统的设计 (24)7.1 排气槽的设计 (24)7.2 冷却系统的设计 (24)7.3 冷却管道的布置 (25)第8章导向与定位结构的设计 (26)参考文献 (27)结束语 (28)第一章塑料盒设计要求及其成型工艺分析1.1 产品基本要求最大几何尺寸:90×86×57使用环境:室内,-10~80℃精度要求:一般(5级)外观要求:外表黑色且光泽性好,无成型缺陷。
其他要求:具有一定的机械强度,散热性能良好,盒底面和侧面均没有透气窗孔。
根据上述要求可归纳产品设计要求塑件需具有良好的点绝缘性和一定的机械强度,且还应具有较好的流动性,可以满足成型要求。
图1-1 零件1.2 塑件结构和形状的设计根据塑件产品图纸,用CERO2.0软件进行塑料盒的三维建模。
课程设计(论文)题目:印刷生产工艺课程设计子题:德芙巧克力塑料薄膜软包装的印刷生产工艺设计专业:印刷工程指导教师:学生姓名:班级学号:印刷2013年6月30日大连工业大学2010级本科印刷生产工艺课程设计摘要本次课程设计是通过对德芙巧克力塑料薄膜软包装的分析,结合有关印刷专业课的内容及查阅可能的资料,制定出该产品印刷生产的工艺流程。
设计过程以生产工序为主线,以课本知识为主,结合查阅资料和个人思考,完成了巧克力软包装印刷生产过程中有关材料选择、凹版印刷工艺制定、薄膜的复合及切分等工艺流程的设计。
本包装结构为典型PET/AL/NY/PE复合膜,承印材料为外层的聚酯薄膜(PET),采用FR300无轴传动机组式凹版印刷机进行七色里印。
印刷完成后的PET在与真空镀铝的尼龙薄膜(NY)、聚乙烯塑料薄膜(PE)经过MDL200三层干法复合机复合后,由FSD分切机切分后复卷为小卷完成整个制作过程。
关键词:巧克力软包装;凹版印刷;镀铝复合膜;干式复合;ABSTRACTThisdesign is based on the analysis of dove chocolate plastic flexible packaging, textbook knowledge combined with the course content and look up for any information that may be, make the product printing production process. Design process in the production process as the main line, with textbook knowledge is given priority to, combined with access to information and personal thinking, completed the chocolate in the production of flexible packaging printing on material selection, gravure printing process, the thin film composite, segmentation process flow design, etc. The packaging structure for typical PET/AL/NY/PE composite membrane, substrates for the outer layer of the polyester film (PET), gravure printing machine adopt FR300 shaftless driving unit type for seven colors in the print. Printing the finished PET nylon with vacuum aluminum plating film (NY), polyethylene (PE) plastic film after MDL200 three layer dry composite machine composite, the FSD slitting machine segmentation rewinding for small volume after finish the whole production process.key words:flexible packaging of Chocolate; viscosity printing; Aluminized composite membrane; Dry lamination;目录第一章整体方案规划 (1)第二章印前工艺设计 (1)2.1原稿处理与分色 (1)2.1.1 图文处理 (2)2.1.2 拼版 (2)2.2制版 (2)2.2.1 制版参数确定 (2)2.2.2 制版要求 (3)2.2.3 印刷色序的确定 (3)2.2.4 打样 (4)第三章印刷过程设计 (4)3.1材料的选择 (4)3.1.1 外层膜材料的选择 (4)3.1.2 中间层材料的选择 (4)3.1.3内层材料的选择 (5)3.3.4 油墨选择 (5)3.2表面处理 (5)3.5上机印刷 (6)3.5.1 所用印刷机介绍 (6)3.5.2 装版 (7)3.5.3 压印滚筒调整 (7)3.5.4 刮墨刀的安装与调节 (8)3.5.5放卷装置调节 (8)3.5.6纸带横向规矩调偏装置调节 (8)3.5.7 开机试印 (8)3.5.8 张力设定 (8)3.5.9 印刷压力的设定 (9)3.5.10 套准调节 (9)3.5.11 干燥装置与冷却装置的设定 (9)3.5.12正式印刷中的调整 (10)3.5.13 印刷车间温、湿度的控制 (10)第四章印后加工设计 (10)4.1干式复合工艺介绍 (10)4.2所用复合机介绍 (10)4.3复合过程 (12)4.3.1 复合控制 (12)4.3.2熟化控制 (13)4.4切分复卷工艺设计 (13)参考文献: (15)第一章整体方案规划目标产品是德芙果仁巧克力43g装塑料软包装。
一、教学目标1. 知识目标:(1)了解塑料瓶的结构和特点;(2)掌握塑料瓶的包装设计原则和方法;(3)熟悉塑料瓶包装的工艺流程。
2. 能力目标:(1)培养学生创新设计能力和审美能力;(2)提高学生的动手实践能力和团队协作能力;(3)使学生具备一定的包装设计应用能力。
3. 情感目标:(1)激发学生对塑料瓶包装行业的兴趣;(2)培养学生的环保意识和责任感;(3)提高学生的审美情趣。
二、教学内容1. 塑料瓶的基本知识(1)塑料瓶的定义及分类;(2)塑料瓶的材质及特点;(3)塑料瓶的用途及发展趋势。
2. 塑料瓶包装设计原则(1)安全性原则;(2)实用性原则;(3)美观性原则;(4)环保性原则。
3. 塑料瓶包装设计方法(1)造型设计;(2)色彩设计;(3)材质设计;(4)结构设计。
4. 塑料瓶包装工艺流程(1)设计阶段;(2)样品制作;(3)试产;(4)批量生产。
三、教学过程1. 导入新课通过多媒体展示塑料瓶包装的实际应用案例,激发学生的学习兴趣。
2. 讲解知识教师讲解塑料瓶的基本知识、包装设计原则、方法和工艺流程。
3. 实践操作学生分组进行塑料瓶包装设计实践,包括造型设计、色彩设计、材质设计和结构设计。
4. 交流与评价学生展示自己的作品,教师和其他学生进行评价和交流。
5. 总结与拓展教师总结本节课的重点内容,并引导学生思考塑料瓶包装的未来发展趋势。
四、教学评价1. 课堂表现:观察学生在课堂上的参与度、积极性、创新思维等。
2. 实践操作:评价学生在实践操作过程中的动手能力、团队协作能力等。
3. 作品质量:评价学生的塑料瓶包装设计作品是否符合设计原则、美观度、实用性等。
4. 反馈与改进:根据学生的反馈,不断调整和优化教学方案,提高教学质量。
五、教学资源1. 多媒体课件:包括塑料瓶包装的相关图片、案例等。
2. 实践材料:塑料瓶、颜料、剪刀、胶水等。
3. 教学参考书:有关塑料瓶包装设计、工艺流程等方面的书籍。
4. 网络资源:利用互联网查找相关资料,丰富教学内容。
天津科技大学瓷器盘快递包装设计说明书学院:包装与印刷工程学院班级:1106xx班姓名:XXX指导教师:XXX学号:XXX日期:2014年XXX110611,110612班一、设计题目作业:完成某一产品的包装设计,根据产品的特性选择材料,可以优先考虑纸包装设计。
表1 设计题目销售包装和运输包装设计。
二、设计任务1. 分析产品包装特性,完成产品包装的市场调研(可做调查问卷);2. 完成产品的系列化销售包装,设计产品的内中包装设计(同一系列中至少有两个以上包装结构);3. 完成产品的运输包装,设计一定装量的彩色瓦楞纸箱设计(选销售包装中的一种进行)。
4. 产品展示架不需要设计运输包装,但是需要完成两套产品展示架的设计。
三、设计要求构图描绘设计方案,不需要原型制作(也可使用其他材料替代做出展示效果)。
2. 瓦楞纸箱设计符合包装模数(600x400,550x366);3. 比例:(1)结构图:1:N(2)纸盒装潢图和效果图1:N(A4标准图纸)。
四、工作量1. 市场选定产品,品牌自拟(除5-7外)。
2. 设计销售包装盒,绘制结构图、装潢图和效果图(不少于两个方案);销售包装的纸盒进行打样,有最终纸盒实物。
3. 设计运输瓦楞纸箱结构图:A/C/AB(F)一页成型(选择一个方案进行设计)。
4. 瓦楞纸箱装潢设计图。
5. 设计说明书(注意顺序)(1)封面(2) 扉页(3)设计任务书(4)摘要(5)目录(6)正文(7)参考文献(8)附录图纸五、原始数据1. 商品类型市场自选,进行包装市场调研2. 重量、外形尺寸3. 销售单位:自定4. 销售包装显示信息:(1)产品名称(2)容量(3)厂名(4)厂址(5)保质期5. 运输包装显示信息:(1)产品名称、型号、数量、产品标准编号(2)纸箱外尺寸、重量、(净重、毛重)、厂址、厂名、生产日期(3)标志六、设计评价标准1. 概念的创意性(突出艺术与创意的结合,设计概念独特新颖)2. 技术的创新性(包括容器印刷工艺与技术具有创新性)3. 结构设计合理、适合批量生产制造4. 良好的销售外观(设计美观大方、适合市场需求)5. 有利于环保和可持续发展(充分考虑材料运用及回收利用)6. 适于内装物且开启方便七、设计提交1. 设计说明书(包括市场调研、被包装物特性、纸盒结构设计、装潢设计、运输包装等,电子文档和纸质文本各一份)。
摘要六神花露水是上海家化联合股份有限公司旗下的一个花露水品牌,于1990年面市。
面市当年即大受消费者的亲睐,之后一直牢牢占据着中国花露水市场,其最高市场占有率曾超过70%。
在市场竞争日益激烈、包装的销售功能比重越来越重要的国际化市场,六神花露水如何在激烈的竞争中始终占据着自己不可撼动的地位,甚至在国际上占稳脚跟,很大程度上在于如何把产品设计成既具有高性价比的内容物、又有不掉身价、符合国人心理的包装。
本次课程设计就是从以上两方面出发,设计了一款80ml 的六神花露水包装,采用和普通玻璃瓶不同的塑料容器。
关键词:花露水,结构设计,塑料容器ABSTRACTLiushen toilet water is a subsidiary of a toilet water brand of Shanghai Jiahua joint stock limited company, market in 1990. The market that year that consumer close look at, after has been firmly holds China toilet water market, the highest market share had more than 70%. In the increasingly fierce competition in the market, packaging sales function is more and more important in the international market, Liushen toilet water how in the fierce competition has always been to occupy its own can not shake the position, even in the international community in the firm, largely depends on how to design the product has not only high cost-effective contents, and are not out status, in line with the Chinese psychology of packaging. The curriculum design is from the above two aspects, design a 80ml Liushen toilet water packaging, packaging and ordinary glass bottles with different plastic containers。
Keywords:Toilet,Structure design,Plastic containers目录第1章内装产品特性分析 (3)1.1 产品性能及包装要求分析 (3)1.2 产品包装的现状分析 (3)第2章包装塑料容器设计 (4)2.1塑料容器材料选择 (4)2.2 包装容器结构设计 (4)2.3 包装容器成型加工方法 (7)第3章市场预测 (8)第4章设计总结 (8)参考文献 (9)附录 (9)第1章内装产品特性分析1.1 产品性能及包装要求分析六神花露水,是有3%左右的的香精、75%的酒精和25%左右的蒸馏水配制而成。
其主要成分有:乙醇、水、丁基乙酰氨基丙酸乙酯、香精、薄荷醇、冰片、EDTA二钠、人工牛黄、蛇胆提取物、人工麝香、忍冬花(金银花)提取物、CI42090。
物理方面,因为六神花露水是液态产品,因而决定了产品包装需要用阻隔性好的瓶装容器对其包装;化学方面,由于六神花露水的主要成分中有酒精、香精、薄荷醇、冰片、EDTA二钠等易挥发的物质。
所用的包装材料需要具有良好的密封性、气密性、保香性和防潮防水性能。
因为花露水喷散在空气中或作用在人体皮肤表面,对其包装的材料必须要无毒;机械方面,花露水作为居家、旅行、劳防常备的物品之一,需要包装容器具有良好的强度、刚度、坑冲击强度、耐磨性和结构稳定性。
1.2 产品包装的现状分析六神花露水自面市以来,我们所见最多的是195ml、95ml玻璃瓶包装。
近几年来也出现了180ml、80ml的喷雾花露水。
但在结构设计上却始终是一个造型,在结构设计上没有什么创新。
这样虽能彰显一个产品的品牌,但这样一成不变的设计却无法带给消费者视觉上的冲击,久而久之,在众多同类产品中就无法吸引消费者的眼球,容易让消费者产生视觉疲劳,从而跳过对该品牌的关注。
在其容器体积上来说,195ml 玻璃瓶包装的六神花露水高度达到24cm,携带很不方便。
这就导致出门旅行无法将其带在身边。
对于这些问题,我对六神花露水的包装进行了设计。
(a)玻璃瓶包装(b)塑料包装第2章包装塑料容器设计2.1 塑料容器材料选择塑料包装容器材料的种类很多,主要有PE、PP、PVC、PET、NY、PC、PF、UF等。
在这些材料中:PE具有良好的韧性、防潮性和热封性,且加工成型方便,价格便宜,但PE透气率大,耐油性差,无保香性,因而不适合花露水的包装用材料;PP具有良好的透明性、光泽度、防潮性、耐热性和耐油性,机械强度大,耐撕裂、耐穿刺和耐磨性好,且无毒无嗅,但PP耐寒性差不适合在低温下使用,气密性也不高,故也不适合作花露水的包装容器材料;硬质PVC有较好的抗拉、抗弯、抗压和抗冲击能力,具有良好的气密性、保香性和防潮性,但硬质PVC耐寒性较差。
软质PVC伸长率、抗撕裂强度和耐寒性好,但由于软质PVC带有增塑剂的异味,并存在增塑剂外迁等问题,。
故PVC也不适合花露水的包装;PET具有优良的耐磨性、尺寸稳定性、强度大、透明性好、无毒、防渗透、受温度影响小、吸水率低,耐弱酸和有机溶剂。
从各方面考虑都符合花露水材料选择要求,因此选用PET作花露水塑料包装容器的材料。
2.2 包装容器结构设计六神花露水主要在夏季使用,采用全新的清新花香、淡雅时尚。
因此在包装容器的设计上应该体现清凉、淡雅、丰富、亲切之感。
为了方便随身携带,容量尺寸上不宜过大,应以80ml为宜。
80ml规格的花露水既能满足消费者对量的需求,体型上又显得小巧,可放置于各种包内而又不会占用太大空间,在外观上走向香水包装线路。
其整体设计如图2-1所示。
(a)主视图(b)左视图(c)顶视图图2-1下面分别对塑料容器各个部分进行设计:容器壁厚:壁厚是关乎容器结构强度与成型的关键因素,壁厚应保持基本一致,当结构上不能一致时,相差不能太悬殊;转角处应尽量采用圆角过渡,相邻两个不同壁厚的差异不能大于3:1,否则该部位融合不良。
综合包装容器需具有良好的强度、刚度、韧性,在这里取容器壁厚为2mm。
瓶口:为了让壁厚保持一致性,瓶口厚度取值也为2mm,瓶口螺纹采用圆形截面连续式螺纹,选择螺纹公称直径为13mm。
图2-2,表2-1为螺纹的一些相关数据:图2-2表2-1 瓶口螺纹公差尺寸瓶颈与瓶肩:塑料瓶的瓶颈与瓶肩是承受瓶体垂直负荷强度的关键部位,必须能经得住来自几个不同方面的垂直载荷。
合理的瓶肩倾斜角可使瓶口所受垂直负荷部分的分担到直立的瓶子上。
在瓶身与瓶肩结合部分,我采用5mm半径的圆弧过渡降低该处的应力。
瓶身:瓶身设计上采用女子“瓜子脸”形状,符合当下人们的审美取向。
整个结构能掌握在一个手掌中,中间偏上部分稍大,在人机工程学上符合手掌抓握时的纹理走向便于人们的抓握。
如图2-3。
图2-3 图2-4瓶底:由于在容器底部夹缝区的壁厚较大,造成整个容器底部后薄不一致,使其收缩也不均匀,导致容器底部发生翘曲现象,使容器立不稳,因此,容器底部设计成内凹陷型,这样可以使容器具有较高的耐冲击性能。
如图2-4.瓶盖:传统花露水,如玻璃瓶包装的花露水,瓶盖大多是封闭的螺旋盖。
这让消费者使用很不方便。
在这里我把六神花露水的瓶盖设计成喷雾型盖,这样既解决了消费者在使用方面的不便问题,也控制了花露水一次性使用的用量,做到以较小的用量满足消费者的需要,这也是消费者乐意看到和所需求的。
瓶盖如图2-5。
(a) (b) (c)图2-5 喷雾盖本次所设计的花露水规格为80ml,花露水容器容积应大于80ml。
在此我设计瓶体高为60mm,外形长为40mm,宽为26mm。
瓶口高为10mm,半径为6mm;喷雾盖高为30mm。
整个花露水外形尺寸为:高90mm,长40mm,宽26mm。
瓶身尺寸如图2-6,喷雾盖尺寸如图2-7,整体尺寸如图2-8。
图2-6 瓶身尺寸图2-7 喷雾盖尺寸图2-8 整体尺寸2.3 包装容器成型加工方法各种类型的塑料容器/件均是通过适宜的成型工艺和方法制得的。
塑料包装容器有许多种成型方法,用不同的方法制得的制品的性能和适用范围有所不同。
常用的塑料容器成型方法见表2-2.表2-2 塑料成型方法、缺点及其包装制品类别成型方法制品特性制品缺点1 注射成型尺寸精度高瓶盖、广口瓶投资大、末模具结构复杂2 模压成型壁厚、开口容器盘、盆、碟、小型托盘尺寸精度低、不易成型复杂的制品3 挤出成型尺寸精度低管状制品4中空吹塑成型挤出吹塑外形不规则小口瓶类、带把手的壶制品有飞边,需要休整注射吹塑外形不规则化妆品、药剂大口瓶适合大批量和尺寸精度高的制品生产拉伸吹塑形状简单的薄壁容器薄壁饮料瓶壁厚小5 真空成型开口薄壁容器泡罩、贴体包装、一次性口杯尺寸精度低,成型深度有限6 旋转成型大型、奇特外形大型容器不适合大批量生产、尺寸精度差7 发泡成型保温性保温箱、盒、缓冲衬垫机械强度低花露水包装容器成型精度要求较高,特别是喷雾盖的成型。
制品表面要光滑、整洁,不能有飞边,成型后不需要对制品进行修整,需求量大,机械性能要好等。
经过对以上成型工艺综合分析,注射吹塑成型在各方面的符合花露水容器成型要求。
因此,花露水成型工艺选择注射吹塑成型。
第3章市场预测六神花露水作为一个知名上市公司的品牌,使的它比其他同类型的产品多了许多机会。
首先,六神花露水是最早出现的花露水品牌,为其后来的发展积累了名气与市场。
再次,六神花露水有优良的制作团队,让消费者对其信赖。
但是,自从进入2000年以后,个性主张、时尚潮流和细分需求满足逐渐成为花露水类别取胜的新“航标”,而六神花露水长期经营的“全家共享”、“传统中医理论”和“关注夏季”等核心资产,此刻与之已有一定差距。
而“去痱止痒、提神醒脑”的诉求也成了花露水普遍的功能,不再“一招鲜”了。
2002年后六神也逐渐减弱了在花露水上的投入和发展,间接也给了国内部分竞争品牌蚕食市场的机会。
一直到2004年,六神花露水的份额已经降至近50%,而且由于缺乏新品上市,传统产品在产品形态、产品功效上缺乏差异性;品牌形象则由于花露水和现代生活越来越远,在公众曝光的机率减少而显得略有老态。