铝合金电化学抛光工艺
- 格式:pdf
- 大小:123.83 KB
- 文档页数:2
铝合金无磷化学抛光
铝合金是一种重要的材料,应用广泛于航空、汽车、建筑等领域。
然而,铝合金表面的磷化物会影响其粘结和耐腐蚀性能,因此,无磷化学抛光技术的发展成为了一个热点研究课题。
一、无磷化学抛光技术的原理
无磷化学抛光主要基于铝表面在适当的条件下与化学抛光液反应,生成高纯度的铝氧化物涂层,进而去除表面的磷化物。
这一技术具有环保、高效、易于操作等优点。
二、无磷化学抛光技术发展历程
1. 传统机械加工和化学抛光相结合
2. 采用有机酸和无机酸混合溶液进行铝表面除磷和抛光
3. 应用电解抛光、高温氧化和气氛炉等新技术
三、无磷化学抛光技术的应用
1. 航空领域中高要求应力的关键零部件制造
2. 汽车制造领域常常采用无磷化学抛光技术进行铝合金车身涂层处理
3. 建筑领域中,无磷化学抛光技术用于铝合金室内饰面制作
虽然无磷化学抛光技术在铝合金表面处理领域的应用十分广泛,但其工艺仍需要不断完善和提升。
随着科技的进步,我们相信无磷化学抛光技术未来将有更广泛的发展前景。
铝合金化学抛光1. 引言铝合金是一种重要的结构材料,在工业和日常生活中广泛应用。
然而,由于其表面易受氧化和腐蚀的特性,需要进行抛光以提高外观和耐腐蚀性能。
铝合金化学抛光是一种常用的表面处理方法,通过使用化学药剂去除铝合金表面的氧化层和污染物,使其恢复光洁度和亮度。
本文将介绍铝合金化学抛光的原理、工艺流程、常用药剂以及注意事项,帮助读者了解该技术并正确应用于实践中。
2. 原理铝合金化学抛光基于表面氧化还原反应原理。
在酸性或碱性环境中,与铝发生反应的药剂可以去除氧化层,并使表面恢复到金属状态。
具体来说,酸性环境下常使用硫酸、硝酸等作为药剂;碱性环境下常使用氢氧化钠、氢氧化钾等作为药剂。
这些药剂与铝发生反应后,生成的盐类可以溶解于溶液中,同时将氧化层和污染物带走。
3. 工艺流程铝合金化学抛光的工艺流程通常包括以下几个步骤:3.1 表面清洗在进行化学抛光之前,首先需要对铝合金表面进行清洗,以去除油脂、灰尘和其他污染物。
常用的清洗方法包括机械清洗、碱性清洗和酸性清洗等。
清洗后,应立即进行下一步处理,以防止再次污染。
3.2 预处理预处理是为了进一步减少氧化层的厚度,并提高抛光效果。
常见的预处理方法包括酸洗和碱洗。
酸洗使用稀硫酸或硝酸溶液,在低温下浸泡铝合金片材一段时间;碱洗使用氢氧化钠或氢氧化钾溶液,在高温下浸泡一段时间。
这些预处理方法可以去除铝合金表面的杂质,并使其更容易被药剂反应。
3.3 化学抛光在预处理完成后,将铝合金放入化学药剂中进行抛光。
根据不同的需求和药剂选择,抛光时间可在几分钟到几小时之间。
在抛光过程中,应控制温度、浓度和搅拌等条件,以确保药剂与铝合金表面充分接触并发生反应。
3.4 中和处理化学抛光后,需要对铝合金进行中和处理,以去除残留的药剂和盐类。
常见的中和方法包括用清水冲洗、酸洗或碱洗等。
中和处理后,还需要进行彻底的清洗,以确保表面干净无污染。
3.5 表面处理最后一步是对铝合金表面进行保护处理。
高档镜面抛光铝材生产技术之——化学抛光工艺铝材抛光是开发铝材多品种、多色系、光亮浅色调和多彩铝的基础。
是改变铝材色调单一现状,提高铝材表面装饰效果的关键工艺。
亦是铝材更新换代与增值的主要途径。
化学抛光具有工艺简单,抛光速度快,铝耗低。
可用于复杂工件,不用电力,投资少等特点。
因此,国外已应用了100多年。
三酸抛光可得到镜面光亮效果。
但在抛光过程中,产生有毒气体NO、NO2与酸雾,需妥善处理,同时槽液维护有一定的难度。
二酸抛光的光亮度略低于三酸抛光,但抛光工仵表面平滑细腻,光亮均匀的效果已很佳,仅次于三酸抛光。
由于抛光过程没有有毒气体产生,酸雾亦较轻,所以更具发展前途。
为了得到稳定的、高亮度品质及减少缺陷的产生,抛光工艺必须严格控制:三酸抛光配方、二酸抛光配方。
本人已在《澳金人》第二期上介绍过,本文不再论述。
本文重点探讨槽液成份比例、比重、温度、时间之间的关系及对质量的影响。
1. H3PO4(磷酸)含量:H3PO4是抛光槽液的主体,通过粘度效应,使铝表面形成镜面效果。
其含量越高,镜面效果越明显。
因此,H3PO4含量是保持抛光亮度的关键因素。
一般生产上要求H3PO4≥65%。
配槽初期,H3PO4浓度较容易控制在65%以上,随着AL3+及杂质含量的增高,H3PO4浓度就难达到以上要求。
当AL3+含量达到上限时,H3PO4浓度会降到55%左右,影响了抛光效果。
这时可通过增加H2SO4或提高比重来维持槽液的粘度。
因此,必须通过对槽液的日常维护及槽液合理的更新做到科学化管理,才能保持化抛工艺的稳定性。
2. HNO3(硝酸)、H2SO4(硫酸)、及AL3+、CU2+含量:HNO3是直接参与反应的主要成份,其含量必须严格控制,一般为3.2~3.7%, HNO3浓度太高,不仅会产生大量黄烟,而且反应过于剧烈,难以控制,容易产生过腐蚀,起砂以及流痕等缺陷。
HNO3浓度偏低,难以达到最佳亮度。
其性能活跃,较易挥发。
槽液不生产时,尽量降低温度。
光学铝合金镜面抛光方法
光学铝合金镜面抛光是一种重要的表面处理方法,它可以提高
铝合金零件的光学性能和外观质量。
在进行光学铝合金镜面抛光时,通常会采用以下几种方法:
1. 机械抛光,机械抛光是利用机械设备和磨料对铝合金表面进
行研磨和抛光的方法。
通常使用砂纸、砂轮、研磨机等设备,通过
逐渐细化的磨料颗粒,逐步去除表面的瑕疵和粗糙度,最终达到镜
面光洁的效果。
2. 化学抛光,化学抛光是利用化学药剂对铝合金表面进行溶解
和抛光的方法。
通过在特定的化学溶液中浸泡铝合金零件,使其表
面得到溶解和再结晶,从而去除表面氧化层和微观凹凸,最终获得
光滑的镜面效果。
3. 电解抛光,电解抛光是利用电解作用对铝合金表面进行抛光
的方法。
通过在电解液中施加电流,使阳极铝合金表面发生阳极溶解,去除表面氧化皮和粗糙层,从而获得光滑的镜面效果。
4. 真空蒸镀,真空蒸镀是将铝合金零件放置在真空腔室中,通
过蒸镀方式在表面沉积金属或其他材料,形成一层薄膜覆盖在表面,提高其光学性能和外观质量。
在进行光学铝合金镜面抛光时,需要根据具体的零件材质、形
状和要求选择合适的抛光方法,并严格控制抛光过程中的参数和工艺,以确保获得高质量的镜面效果。
同时,还需要注意对抛光后的
铝合金零件进行清洁和保护,防止再次氧化和污染,从而保持其光
学性能和外观质量。

铝及铝合金化学抛光工艺(收藏)概述化学抛光经过机械抛光后的铝合金工件虽然已经获得光亮的表面,但若将机械抛光后的工件直接进行阳极氧化,所得到的只是一个平滑的表面而得不到反光系数较高的膜层,所以经机械抛光后的工件还必须进行化学抛光或电抛光,以除去工件表面在机械抛光时所形成的晶体变形层,从而获得光亮、细致的表面。
化学抛光是通过抛光溶液对工件微观凹凸表面的膜层形成及溶解速率不同而达到抛光的目的。
铝合金的化学抛光可分为酸性抛光和碱性抛光两种。
酸性化学抛光酸性化学抛光的主要原料是磷酸、硫酸、硝酸、乙酸、氟化氢铵等,但在化学抛光中仅有这些基本原料组成的配方并不能很好地满足于生产需求,还需要有目的地在抛光溶液中添加一些旨在提高其光泽度及平滑度的添加物质。
这些添加物质可分为两大类:一是无机盐;二是有机物。
1添加剂的作用在铝合金的化学抛光中添加剂起着不可估量的作用,其作用主要表现在以下四个方面:一是提高光亮度和平滑度;二是增加抛光表面的透光度;三是减慢抛光溶液对铝合金基体的腐蚀速率;四是降低抛光过程中的氮氧化物气体的产生。
2酸性化学抛光常用的方法磷酸-硫酸-硝酸法、磷酸-硝酸-乙酸、磷酸-硝酸法、磷酸-硫酸法、硝酸-氟化氢铵法等。
其中磷酸-硫酸-硝酸法是目前最为常用的抛光方法,也称为三酸抛光法。
常用三酸抛光溶液成分及操作条件见表1、表2。
表1 常用三酸抛光溶液成分及操作条件溶液成分材料名称化学式含量配方1 配方2 配方3 配方4 磷酸/(mL/L)H3PO4850 800 750 700硫酸/(mL/L)H2SO4100 100 250 200 硝酸/(mL/L)HNO350~100 100 50~100 50~100硫酸铵(NH4)2SO40~20 0~20 0~20 0~20/(g/L)硝酸铜/(g/L) Cu(NO3)2·3H2O 0.2~2 0.2~2 3~6 —硫酸镍/(g/L) NiSO4·6H2O 5~20 ———硝酸银/(mg/L) AgNO310~80 10~80 ——硼酸/(g/L) H3BO3——4~8 —操作条件温度/℃90~105 95~115 时间视要求而定搅拌工件摆动表2 常用三酸抛光溶液成分及操作条件溶液成分材料名称化学式含量配方5 配方6磷酸/(mL/L) H3PO4600 500硫酸/(mL/L) H2SO4200 400硝酸/(mL/L) HNO3200 80~120硫酸铵/(g/L) (NH4)2SO40~20 0~20硝酸铜/(g/L) Cu(NO3)2·3H2O ——硫酸镍/(g/L) NiSO4·6H2O ——硝酸银/(mg/L) AgNO3——硼酸/(g/L) H3BO3——操作条件温度/℃100~120 时间视要求而定搅拌工件摆动☆注意事项:三酸抛光对抛光质量影响较大的并不是这三种酸的含量,而在于这三中酸的配合比例。
一种铝合金的电解质等离子抛光液及抛光工艺随着现代工业的发展,铝合金已经成为了一种重要的材料,广泛应用于汽车、航空航天、建筑等领域。
然而,铝合金的表面抛光一直是一个难题,因为铝合金表面存在着氧化膜和粗糙度,传统的机械抛光方法往往效率低,成本高,而且容易损伤材料表面。
研发一种高效的铝合金抛光液和抛光工艺具有重要意义。
1. 电解质等离子抛光液的研发为了解决传统机械抛光方法的问题,研究人员开始尝试利用化学方法进行表面抛光,其中电解质等离子抛光液便应运而生。
电解质等离子抛光液是一种利用电解质溶液中的离子在电场作用下对材料表面进行抛光的方法。
在铝合金的抛光过程中,通过选择合适的电解质溶液和调节抛光参数,可以实现对铝合金表面氧化膜和粗糙度的有效去除,从而得到光洁平滑的表面。
2. 电解质等离子抛光液的成分与性能电解质等离子抛光液的成分一般包括电解质、溶剂、表面活性剂等。
电解质的选择对抛光效果有着至关重要的影响,通常选择氯化铝、氯化钠、硝酸铝等作为电解质。
溶剂的作用是稀释电解质,保持一定的抛光液浓度。
表面活性剂则可以提高抛光液的渗透性和界面活性,使得抛光效果更为均匀。
除了成分的选择外,抛光液的性能也是至关重要的。
高效的抛光液应具有良好的去氧化性、去除粗糙度的能力、稳定的电解质浓度等特点。
这就要求研发人员在抛光液的配方设计和制备工艺上下足功夫,不断优化抛光液的性能。
3. 电解质等离子抛光工艺的优化除了抛光液的研发外,抛光工艺也是影响抛光效果的关键因素。
一套优化的抛光工艺可以最大限度发挥抛光液的抛光效果,提高抛光效率。
通常,抛光工艺的优化包括抛光参数的选择、抛光设备的优化以及抛光过程的控制等方面。
抛光参数的选择是指对抛光电流密度、温度、时间等参数进行合理调节。
较低的电流密度和温度可以减少表面的腐蚀,较长的抛光时间则有利于去除更多的氧化膜和粗糙度。
抛光设备的优化则需要选择合适的电解槽、电源等设备,并确保设备运行稳定。
抛光过程的控制则需要借助先进的自动控制技术,确保抛光过程的稳定性和一致性。
•一、对铝制品表面进行机械抛光:1、机械抛光工序为:粗磨、细磨、抛光、抛亮、喷砂、刷光或滚光等,根据制表面的粗糙程度来适当采取不同的工序。
二、化学除油:化学除油过程是借着化学反应和物理化学作用,除去制件表面的油污。
化学除油采用弱碱性溶液中进行。
化学除油液的配方和工艺条件:1、配方:氢氧化钠30-50G/L,工业洗涤剂0.5-1ML/L,水70-125G。
2、工艺条件:温度:50-60℃时间:1-2min3、除油后用清水冲洗。
4、化学除氧化膜:进行酸洗处理以中和制件表面残留的碱液,并除去其自然氧化膜,使之露出制件的铝及铝合金基体,对于含硅铝合金制作,必须用混合溶液进行酸洗,以除去其表面的暗色硅浮灰。
酸洗液的配方:浓硝液200~270ML/L温度:室温时间:1-3min除去含硅铝合金制件表面氧化膜和硅浮灰的酸洗液配方:浓硝酸3体积;浓氢氟酸1体积。
温度:室温时间:5-15min铝及铝合金制件经化学酸洗后,必须立即用流动温水和冷水清洗,以除去残酸,然后浸入水中,以备化学抛光。
5、化学抛光:化学抛光是利用铝和铝合金制作在酸性或碱性电解质溶液中的选择性自溶解作用,来整平抛光制年表面,以降低其表面粗糙度、PH的化学加工方法。
这种抛光方法具有设备简单、不用电源,不受制件外型尺寸限制,抛兴速度高和加工成本低等优点。
铝及铝合金的纯度对化学抛光的质量具有很大的影响,它的纯度愈高,抛光质量愈好,反之就愈差。
化学抛光就是采用简要的粘性液膜理论进行的。
抛光液配方和工艺条件:配方一:(重量份)浓磷酸75%;浓硫酸8.8%;浓硝酸8.8%;尿素3.1%;硫酸胺4.4%;硫酸铜0.02%。
温度:100-200℃时间:2-3min配方二:(重量份)浓磷酸85%;浓硝酸5%;冰乙酸10%。
温度:90-105℃时间:2-5min抛光液的配制方法:1、先把磷酸、硫酸和硝酸按照一定的(%)重量,逐渐依次倒入抛光槽内,小心拦匀。
2、再按配方的成分,分别用水溶解一定(%)重量的冰乙酸、尿素、硫酸胺、硫酸铜加入槽内拌匀。
铝合金电解抛光和化学抛光铝合金是一种重要的工程材料,具有轻质、高强度、导热性好等优点,广泛应用于航空航天、汽车制造、建筑结构等领域。
然而,在使用过程中,铝合金表面会出现氧化、腐蚀、磨损等问题,影响其外观和性能。
为了解决这些问题,人们开发了多种抛光方法,其中电解抛光和化学抛光是两种常用的表面处理技术。
电解抛光是利用电化学原理,通过电解液中的阳离子与铝合金表面发生氧化还原反应,去除表面的氧化膜和杂质,获得光亮平滑的表面。
电解抛光的主要工艺参数包括电解液成分、电解液浓度、电解温度、电流密度等。
一般情况下,电解液成分主要包括硫酸、硫酸铜、硫酸铬等。
在电解抛光过程中,阳极和阴极之间形成电场,使铝合金表面发生阳极溶解,同时在阴极上析出氢气。
电解抛光具有操作简单、效率高、成本低等优点,可以快速获得光滑的铝合金表面。
化学抛光是通过化学药品与铝合金表面发生化学反应,去除氧化物和杂质,改善表面质量。
常用的化学抛光方法有酸洗、碱洗和浸泡等。
酸洗是使用酸性溶液,如硫酸、硝酸等,在一定的温度和时间条件下处理铝合金表面。
酸洗可以去除表面的氧化皮和污染物,使表面更加光洁。
碱洗是使用碱性溶液,如氢氧化钠、氢氧化钾等,对铝合金表面进行处理。
碱洗可以中和表面的酸性物质,去除表面的氧化皮和污染物,使表面更加光亮。
浸泡是将铝合金件浸泡在特定的溶液中,通过溶液中的化学物质与铝合金发生反应,去除表面的氧化膜和杂质。
化学抛光具有工艺参数易控制、抛光效果好等优点,可以获得高质量的铝合金表面。
电解抛光和化学抛光各有其适用的场合。
电解抛光适用于铝合金表面氧化膜较厚、表面质量要求较高的情况。
电解抛光可以快速去除氧化膜和污染物,获得光亮平滑的表面。
化学抛光适用于铝合金表面氧化膜较薄、表面质量要求一般的情况。
化学抛光可以通过调整溶液成分和处理条件,实现不同的抛光效果。
在实际应用中,根据具体的需求和要求,选择合适的抛光方法进行表面处理。
铝合金电解抛光和化学抛光是常用的表面处理技术,可以有效改善铝合金表面的质量和性能。
铝合金抛光成镜面的方法铝合金抛光成镜面的方法铝合金是一种具有轻质、强度高和耐腐蚀等特性的金属材料,在航空、汽车、电子、建筑等领域得到广泛应用。
铝合金表面处理是其重要的一环,其中抛光成镜面是比较常见的处理方法之一。
本文将介绍铝合金抛光成镜面的方法。
一、机械抛光法机械抛光法是比较传统的抛光方法,其原理为利用机械摩擦和化学反应将表面氧化层和凹坑去除,使表面光洁度提高。
抛光装置可分为手动和自动两种,手动抛光对操作人员要求较高,且抛光质量参差不齐;自动抛光则将加工程序加以标准化,提高抛光效率和质量。
机械抛光法的特点是抛光速度快,抛光后表面粗糙度低,但是操作复杂,使用成本较高。
二、化学抛光法化学抛光法是将铝合金表面发生化学反应以去除氧化层和凸起部分的抛光方法。
一般常用的化学抛光液为硝酸、盐酸等强腐蚀性液体,需要特殊的保护措施和处理流程。
相比机械抛光法,化学抛光法的操作简单、深度大,但危险性高,容易对环境和人体造成危害。
三、电解抛光法电解抛光法是将铝合金作为阳极,在电解液中进行抛光的方法,利用电解液中的离子和电解反应来去除表面氧化层和凹坑。
该方法抛光后表面光洁度高,但铝合金受电解作用也会发生一定的腐蚀,需要采用除铁、降温等措施。
电解抛光法要求设备精密,处理工艺复杂,但它能获得非常高的抛光效果和表面平整度,是现代化的高端抛光方法之一。
四、激光抛光法激光抛光是一种新兴的抛光方法,利用激光束的能量将表面材料熔化和汽化,去除氧化层和微小凹坑。
激光抛光具有抛光速度快、光洁度高、操作简单等特点,但使用成本高,需要特殊的激光设备。
激光抛光法以其高质量抛光效果而被广泛应用于航空航天、电子仪器等领域。
综上所述,铝合金抛光成镜面的方法主要有机械抛光法、化学抛光法、电解抛光法和激光抛光法。
在不同的应用情况下,需要选择最适合的抛光方法。
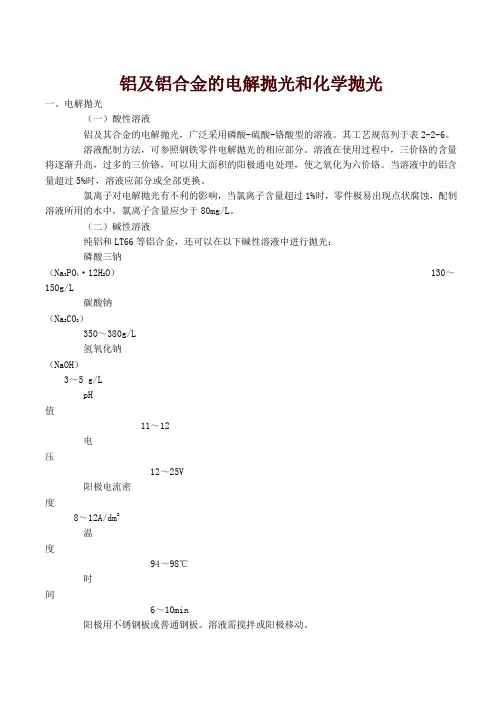
铝及铝合金的电解抛光和化学抛光一、电解抛光(一)酸性溶液铝及其合金的电解抛光,广泛采用磷酸-硫酸-铬酸型的溶液。
其工艺规范列于表2-2-6。
溶液配制方法,可参照钢铁零件电解抛光的相应部分。
溶液在使用过程中,三价铬的含量将逐渐升高,过多的三价铬,可以用大面积的阳极通电处理,使之氧化为六价铬。
当溶液中的铝含量超过5%时,溶液应部分或全部更换。
氯离子对电解抛光有不利的影响,当氯离子含量超过1%时,零件极易出现点状腐蚀,配制溶液所用的水中,氯离子含量应少于80mg/L。
(二)碱性溶液纯铝和LT66等铝合金,还可以在以下碱性溶液中进行抛光:磷酸三钠(Na3PO4·12H2O) 130~150g/L碳酸钠(Na2CO3) 350~380g/L氢氧化钠(NaOH) 3~5 g/LpH值 11~12电压 12~25V阳极电流密度 8~12A/dm2温度 94~98℃时间 6~10min阳极用不锈钢板或普通钢板。
溶液需搅拌或阳极移动。
应该指出:(1)碱性电化学抛光溶液虽可用于抛光L1,L2,L3等纯铝和LY66铝镁合金零件,但易在抛光表面生成半透明氧化膜。
因此,必须把抛光后的零件浸入磷酸和铬酸的混合溶液(CrO310g/L,H3PO4 30mL/L)进行除膜,以降低其表面粗糙度。
(2)当抛光零件表面出现麻点、斑点、条纹或乳白色氧化膜时,可在下列(NaOH 100~150g/L,温度50~60℃,时间10~30s)碱液中溶去全部蚀点和氧化膜,以便重新抛光和回用。
(3)当抛光制件表面出现少量接触铜时,可把零件浸入下列(浓HNO32~5mL/L,CrO310~30 g/L,室温,时间30~120s)溶液中,溶解接触铜,以显出光亮表面。
二、化学抛光铝及其合金的化学抛光工艺规范见表2-2-7。
化学抛光溶液中,硝酸的浓度对抛光质量有重大的影响。
当硝酸浓度过低时,反应速度低,抛光后的表面光泽较差且往往沉积出较厚的接触铜。
铝合金抛光方法
铝合金是一种广泛使用的材料,因其轻便,耐腐蚀,强度高等特点而被广泛应用于各种领域,例如汽车、飞机、建筑、电子等行业。
然而,铝合金的表面经常会受到磨损、氧化、污染等问题。
为了提高铝合金的表面质量,必须进行抛光处理。
下面将介绍几种常用的铝合金抛光方法。
1. 机械抛光法
机械抛光是通过机器设备进行抛光处理,主要包括研磨、抛光和打磨三个步骤。
这种方法可以快速去除铝合金表面的瑕疵和氧化层,提高表面光洁度和亮度。
但是,机械抛光需要专业的设备和技术,且对材料的表面损伤较大。
2. 化学抛光法
化学抛光是通过化学药品对铝合金表面进行处理,去除氧化层和其他污染物,从而提高表面质量。
这种方法适用于复杂形状的铝合金零件,因为它可以涂抹到难以到达的区域。
但是,化学抛光的过程需要注意安全,防止化学药品对环境和人体造成伤害。
3. 电解抛光法
电解抛光是通过电解液对铝合金表面进行清洗和抛光,使其表面光滑、洁净。
这种方法可以去除铝合金表面的氧化层、污染物和其他杂质,提高表面光洁度和亮度。
但是,电解抛光需要专业设备和技术,且对环境和人体有一定的危害。
4. 手工抛光法
手工抛光是一种简单的方法,通过手工研磨和抛光,使铝合金表面变得光滑、亮度提高。
这种方法适用于小面积和不规则形状的零件,但是它需要较长时间和较高的劳动强度。
总之,抛光是提高铝合金表面质量的重要方法,不同的抛光方法适用于不同的情况,需要根据具体情况选择合适的方法。
同时,进行抛光时应注意安全,提高环保意识。
铝合金型材表面处理技术一般包括以下几种:
1. 机械抛光
机械抛光是利用机械设备和磨料对铝合金型材表面进行抛光,以消除表面划痕、氧化皮和污渍等缺陷,提高表面质量。
2. 酸洗处理
酸洗处理是利用酸性溶液对铝合金型材表面进行腐蚀,去除氧化皮和污垢等杂质,同时形成一层致密的氧化物保护膜,提高型材表面的耐腐蚀性和耐磨损性。
3. 电化学阳极氧化处理
电化学阳极氧化处理是将铝合金型材置于电解质中,在外加电压的作用下,在型材表面形成一层致密的氧化膜,提高型材表面的硬度、耐磨性和耐腐蚀性。
同时还可以通过控制电解液成分和工艺参数,实现颜色调节和纹理效果的变化。
4. 粉末涂装
粉末涂装是利用静电作用将粉状涂料附着在铝合金型材表面,然后在高温条件下进行烘烤固化,形成均匀、致密、耐磨损、耐腐蚀的表面涂层。
粉末涂装除了具有一般涂装的优点外,还具有无挥发性有机物排放、节能环保等特点。
5. 电泳涂装
电泳涂装是将铝合金型材浸入带有涂料粒子离子的电解槽中,通过电泳作用使涂料粒子在型材表面沉积和固化,形成一层均匀、致密、耐用的涂层。
电泳涂装由于涂料固含量高,具有良好的附着力和耐磨损性,并且对环境友好,被广泛应用于汽车、建筑物外墙等领域。
以上就是铝合金型材表面处理技术的几种常见方式。
不同的表面处理技术适用于不同的场合和需求,使用时需要根据具体情况进行选择。
铝合金镜面加工方法
铝合金镜面加工方法:
铝合金是一种常见的金属材料,具有轻质、高强度、耐腐蚀等优点,因此在工业制造和日常生活中广泛应用。
镜面加工是将铝合金表面抛光处理,使其呈现出类似镜子的光滑效果。
以下是一些常见的铝合金镜面加工方法:
1. 机械抛光法:利用机械设备对铝合金表面进行切削和研磨处理,去除表面粗糙度和凹凸不平的部分,使其变得光滑平整。
这种方法适用于较大面积的铝合金件。
2. 化学抛光法:将铝合金件浸泡在酸性或碱性溶液中,使其表面产生化学反应,去除氧化层和污垢等杂质。
这种方法可以快速有效地清洁表面,并且适用于复杂形状的小型零件。
3. 电化学抛光法:将铝合金件作为阳极,在电解液中施加电流,使其表面发生氧化还原反应,形成均匀细致的氧化膜。
这种方法可以提高铝合金表面的耐腐蚀性和美观度。
4. 磁控溅射法:利用磁控溅射设备将金属材料喷射到铝合金表面,形成一层均匀的金属薄膜。
这种方法可以使铝合金表面呈现出高亮度的
镜面效果,并且具有很好的耐磨性和抗氧化性。
5. 激光加工法:利用激光设备对铝合金表面进行切割、打孔、雕刻等处理,使其表面光滑平整。
这种方法适用于复杂形状的小型零件,并且可以实现高精度加工。
综上所述,不同的铝合金镜面加工方法各有优缺点,选择适合自己需求的加工方式是非常重要的。
在实际应用中,还需要注意保护好铝合金表面,避免损坏或污染。
铝合金电化学抛光
铝合金的电化学抛光又称电解抛光,其原理与化学抛光相似,都是通过选择性溶解铝材表面微小凸出部分从而使铝材表面变得平整光滑。
铝材作为阳极浸入到配制好的电解溶液中,以耐腐蚀而且导电性能良好的材料作为阴极,根据电化学尖端放电原理,通电后铝材表面微小凸出部位优先溶解,与此同时溶解产物与表面的电解液形成高电阻的粘稠性液膜层,微小凸出部位膜层较薄,其电阻较小,从而继续保持优先溶解。
同时表面凹洼部位的液膜层较厚,电阻增大,凹洼部位的溶解速度相对缓慢,经过短时间电解处理后,凸出部位先被溶解整平至凹洼部位的位置,铝材表面粗糙度降低而达到平滑光亮。
在铝合金电解抛光过程中,需要注意选择合适的电解液和工艺参数,以确保抛光效果和铝材的质量。
铝材及铝制品的电解抛光处理(2) (铝的抛光处理系列文章之七)吕萍英(东北轻合金加工厂工学院 黑龙江省哈尔滨市 150060)摘要:阐述了碳酸钠磷酸钠溶液电解抛光法(布赖塔法)的溶液成分、处理工艺参数、产品的应用、产品缺陷及其产生原因等等。
该法是最老的铝材电解抛光工艺之一,至今仍在应用,特别适合处理高纯铝及用高纯铝配制的Al Mg与Al Mg Si合金。
槽液中的氯离子应严加控制,含氯较多时,处理的材料会产生点腐蚀。
全面地阐述了其他碱性溶液电解抛光法。
关键词:碳酸钠碳酸钠溶液电解抛光法 布赖塔法 高纯铝 反射率 高纯铝基合金 点腐蚀3 工业电解抛光处理工艺目前,工业上应用的电解抛光方法很多,但主要的工艺是:高氯酸醋酸法(P.A.杰克奎特法,JaCguet);硫酸磷酸法(巴特尔法,Battele);浓磷酸法(中山孝廉法Ⅰ);振动电解法(中山孝廉法Ⅱ);硼氟酸法(阿扎克法,Alzak);碳酸钠磷酸钠法(布赖塔法,Brytal);硫酸溶液法;碱性溶液法即田岛法;等等。
1933年,R.B.梅森(Mason)提出在硼酸、氟酸溶液中电解抛光铝。
1934年,阿扎克法问世。
日本的中山于1935年发表了磷酸溶液电解抛光工艺(中山法Ⅰ),尔后又提出振动电解抛光法(中山法Ⅱ)。
中国的科技工作者薛宽宏、洪九德等研究开发出了铝及铝合金的一些无铬电解抛光工艺〔22〕。
3.1 碳酸钠磷酸钠溶液抛光法碳酸钠磷酸钠溶液电解抛光法(Brytal)是一种最先提出的电解抛光工艺,于1936年在英国问世,是至今唯一的仍在工业生产中保持应用的碱性电解液抛光法,“Brytal”是英国铝业公司(British Aluminium Company)对此法的注册商标名称,保持至今。
此法特别适合于抛光高纯铝(99199%),在许多国家得到了应用,但自1955年以后,由于采用9918%Al制的Al Mg 合金可在磷酸溶液中获得良好的化学抛光,以及不锈钢槽在抛光生产方面的推广应用,其应用范围在缩小。
电解抛光的原理及特点1.引言1.1 概述电解抛光是一种利用电化学原理对金属表面进行加工和改善的技术方法。
通过在电解液中将阳极与阴极相连,通过电流的作用下,在金属表面产生一系列的电化学反应,使其得到想要的表面形态和质量。
电解抛光是一种广泛应用于金属加工和表面处理领域的方法,可以用于处理各种类型的金属材料,如铝合金、不锈钢、铜、铁等。
相比于传统的机械抛光方法,电解抛光具有更高的加工效率和更好的表面质量。
在电解抛光的过程中,通过选择合适的电解液和控制电流密度,可以实现对金属表面的去除和平整化。
电解抛光可以去除表面的氧化层、尖锐的毛刺和疵点,同时还能够改善表面的光洁度和平整度。
通过电解抛光,可以实现金属表面的高度光洁化,提高金属制品的外观质量和触感。
此外,电解抛光还可以去除金属表面的微观缺陷,通过平整化表面,提高金属制品的耐腐蚀性和机械性能。
总而言之,电解抛光是一种利用电化学原理进行金属表面处理的技术方法,具有高效性和表面质量优良的特点。
通过合理选择电解液和控制电流密度,可以实现金属表面的去除和平整化,进而改善金属制品的外观质量和耐腐蚀性能。
1.2 文章结构文章结构:本文将围绕电解抛光的原理及特点展开讨论。
首先,在引言中概述了电解抛光的概念和定义,并介绍了本文的目的。
接下来,正文部分将分为两个主要章节。
第二章将详细介绍电解抛光的原理。
在2.1小节中,将对电解抛光的基本概念和定义进行阐述,包括对电解抛光的定义的解释以及其在表面处理领域的应用。
在2.1.2小节中,将详细解释电解抛光的工作原理,涉及到电解液的组成、电解过程中的化学反应以及电解抛光对材料表面的影响机制等内容。
第三章将介绍电解抛光的特点。
在2.2小节中,将探讨电解抛光的高效性,包括通过电解抛光可以获得快速而均匀的表面处理效果、对复杂形状的工件具有良好的加工能力等方面。
在2.2.2小节中,将强调电解抛光对材料表面质量的优良性,包括提高表面光洁度、降低表面粗糙度等方面。