柔性生产下的分拣系统
- 格式:doc
- 大小:20.00 KB
- 文档页数:5

卷烟物流配送中心的柔性化分拣策略摘要:分拣是卷烟物流配送中心的主要任务,也是所有物流设备投资的主要组成部分。
分拣时,不仅要考虑分拣设备的特点,而且要考虑仓储和运输之间的平衡,这使得卷烟的分拣和分配准则变得更加困难。
卷烟物流配送中心通常是地市级,负责该地区物流配送、仓储、分拣、送货,以及零售商订购和配送产品。
关键词:卷烟物流配送中心;柔性化;分拣策略随着社会经济的发展和烟草工业的发展,烟草生产在烟草流通中发挥着越来越重要的作用。
烟草物流配送中心是烟草物流体系中的一个重要节点,具有储存、规划、分配和管理功能。
优化业务流程,改进配送中心的管理,是烟草产品现代化发展的必要条件。
考虑到物流系统需求的多样性、烟草产品日益多样化以及市场需求的不确定性,一些烟草配送中心被证明过于刚性化,无法适应烟草物流的新要求和外部环境的变化。
柔性概念使物流系统具有柔性化,将工作人员组织、工作方法和物流设备动态地联系起来,使得能够对系统内外不断变化的需求作出快速反应,并满足物流任务和要求。
同时可以降低不必要的成本,优化物流。
烟草物流中心采用适应柔性物流设计策略,提高烟草物流配送效率,满足客户不断变化的需求,节省宝贵的时间、人员和设备。
一、柔性物流系统综述1.柔性概述。
在现代汉语词典中,柔性概述往往被解释为“刚性”。
1980年代,这是生产制造提出。
(1982年)开始研究柔性问题,将其定义为“有效应对环境变化的能力”,柔性是保持系统稳定的能力。
柔性反映了应对环境变化的概念,面对经济的发展和市场的细分,企业必须不断发展创新来改变环境。
柔性是一家公司优化资源、开发创新并对环境产生积极影响的能力。
通过缓冲、调整和创新实现柔性。
柔性研究包括许多区域,例如制造、战略系统柔性。
无论是对环境作出反应还是积极反应,柔性的目的都是使企业处于有利的竞争地位。
2.柔性物流概述。
是一个有机整体,具有特殊功能,由一系列相关动态要素组成,如材料、包装、设备、运输工具、仓库、人员和通信,在特定时间和空间内流动。

柔性制造系统(FMS )一、概述1 .进展历史1967年美国Molins 公司制造首条FMS 即System-24以及1970年美国K&T 公司推出 的飞机和拖拉机零件的多品种,小批量生产的自动线被人们公认为是世界上FMS 的起源。
FMS 的消失解决了在离散型工业生产中始终试图解决而未能解决的常常变换品种的中小批量生产自 动化的问题。
20多年来,FMT 及FMS 受到世界各国广泛重视,进展快速并日趋成熟。
79年月 后期到80年月是FMS 在世界上蓬勃进展的时期,1982年美国芝加哥国际机床展览会和日本11 界大阪国际机床展鉴会充分说明白FMS 已从试验阶段进入有用阶段并已开头商品化。
美国、日 本等工业发达我国都先后推出了一些大型的FMS 的进展方案,耗资往往为几千万乃至上亿元, 与此同时,考虑到企业的经济承受力量及投资风险性,也推出不少小型、经济型的FMS 。
70年 月后期FMS 及以后的独立制造的岛、P-FMS 的消失,使企业的柔性化找到了一条经济、有用又 可留有进展余地的道路。
同时FMS 的概念也已向其他生产领域移植,如从机械加工扩展到银金、 冲压、电火花加工、焊接、铸造等领域,从机械加工业扩展到服装。
食品等行业等等。
FMS 是数控机床或设施自动化的延长,FMS 的一般定义可以用以下三方面来概括:FMS 是 一个计算机掌握的生产系统;系统采纳半独立的NC 机床;这些机床通过物料输送系统连成一 体。
其中,数控机床供应了敏捷的加工工艺,物料输送系统将数控机床相互联系起来,计算机 则不断对设施的动作进行监控,同时供应掌握作用并进行工程纪录,计算机还可通过仿真来预 示系统各部件的行为,并供应必要的精确 的量测。
FMS 的基本组成随侍加工工件及 其他条件而变化,但是系统的扩展必需以模块结构为基础。
用于切削加工的FMS 主要由四部分 组成:若干台数控机床、物料搬运系统、计算机掌握系统、系统软件。

柔性分拣系统在烟草卷烟物流配送中心的研究与应用摘要:随着社会的发展,工业生产自动化水平的不断提高,现代烟草配送系统越来越趋向高效配送、准确配送方向发展,对烟草分拣线自动控制系统也提出了越来越高的要求:自动分拣、自动分离、自动喷码、自动打包和自动分类,最终按一定的归类输送到配送车进行烟草的配送。
本文根据烟草商业企业卷烟物流配送中心分拣流程中的实际需求,结合人工智能化的柔性分拣系统对现有的分拣生产设备进行升级改造,通过分析智能化分拣系统在烟草物流中心应用的现状和存在的问题,综合分析卷烟物流配送中心在自动化设备不断升级的过程中发展的趋势和方向,最终给予建设性的意见。
关键词:柔性;分拣系统;卷烟;物流一、分拣线系统构成整个系统分为四大部分:上位机输入部分,电子标签自动计数部分,分拣线自动输送部分和包装机自动打包部分。
上位机输入部分主要完成用户订单的输入和标牌的扫描输入。
通过扫描标牌,上位机就把当前订单的详细数量和香烟类型反映到电子标签部分供操作人员拣烟参照。
电子标签部分除了显示当前订单所需各类型香烟的数量外,还能结合上位机进行自动盘点,以便实时统计当前分拣数量是否与订单相符。
操作人员按照电子标签的提示,把各订单的香烟数量分类分拣出来,归结到一起,放在输送线上,送至包装机进行打包。
期间,当香烟经过激光喷码机时,喷码机会按要求自动进行激光打码。
为保证香烟分拣的准确度以及喷码的准确度,整个输送线分为4段传输,并全部采用变频控制。
二、智能化分拣系统在烟草卷烟物流配送中心应用的现状与存在的问题2.1卷烟分拣现状①信息化技术已在全球范围内得到广泛推广应用。
在2020年,随着5G技术的逐步推广,万物互联的理念逐渐深入,我国的信息化技术发展突飞猛进。
信息化的发展普及为人们的日常生活带来了极大便利的同时,也为烟草商业企业的发展带来了福音。
现在的卷烟零售户订单均来自信息化的网络订烟和电话订烟,信息化的便捷订烟模式与传统纸质订单相比,更加方便快捷且便于数据统计汇总;将零售户订单汇总后,通过大数据信息化技术将零售户订单按线路分配好,由卷烟营销中心下发至卷烟物流中心,进行卷烟分拣和配送。

[收稿日期]2021-08-30[基金项目]贵州省科技厅重大专项(黔科合支撑[2017]2308);贵州省工业和信息化发展专项资金计划(2017039);贵州省教育厅青年科技人才成长项目(黔教合KY字[2016]231)[作者简介]杨姣(1997-),女,土家族,贵州铜仁人,贵州大学硕士研究生,主要研究方向:机械设计制造及其自动化;杨旭东(1972-),男,侗族,贵州贵阳人,贵州大学教授,博士,主要研究方向:机械系统检测、测控技术及仪器、机械制造及自动化。
doi:10.3969/j.issn.1005-152X.2022.01.016基于Plant Simulation 的烟草柔性分拣系统仿真与优化杨姣1,杨旭东1,李露莎1,刘旭2,周林2(1.贵州大学机械工程学院,贵州贵阳550025;2.贵州省烟草公司黔南州公司,贵州黔南558000)[摘要]针对烟草物流配送中心场地限制和分拣效率低下等问题,根据柔性分拣系统的工作原理及流程,运用Plant Simulation 仿真软件建立烟草柔性分拣系统模型,设计了条烟自动分拣的虚拟托盘算法。
通过仿真分析得到限制其分拣效率的瓶颈工位,利用添加缓存区和增加码垛工位的优化方法对分拣系统进行初步优化,并且从Experiment Manager 模块中的单因子多水平试验方法确定了最优缓存区容量。
仿真结果表明该优化方法显著提高了分拣效率,使其达到8866.08条/h,是优化前的1.39倍,且缩短了配送时间,能够很好地满足烟草物流配送中心的分拣要求。
[关键词]烟草物流配送中心;柔性分拣系统;Plant Simulation;缓存区;码垛工位;单因子多水平试验[中图分类号]F252;F721;TP391.9[文献标识码]A [文章编号]1005-152X(2022)01-0080-06Simulation and Optimization of Tobacco Flexible Sorting System Based on Plant SimulationYANG Jiao 1,YANG Xudong 1,LI Lusha 1,LIU Xu 2,ZHOU Lin 2(1.School of Mechanical Engineering,Guizhou University,Guiyang 550025;2.Qiannan Prefecture Company of Guizhou Provincial Tobacco Company,Qiannan 558000,China)Abstract:In this paper,aiming at the problems of space limitation and low sorting efficiency of tobacco logistics distribution centers,according to the working principle and process of the flexible sorting system,we used the Plant Simulation software to establish a model of the tobacco flexible sorting system,and designed the virtual pallet algorithm for the automatic sorting of cigarette cartons.Through the analysis,we isolated the bottleneck points restricting the sorting efficiency of the system,preliminarily optimized the sorting system by adding buffer areas and stacking stations,and determined using the single-factor multi-level test method built in the Experiment Manager module of the software the optimal size of the buffer areas.The result showed that the optimization method could significantly improve the sorting efficiency of the system by 39%,and shorten the distribution time,thus able to well meet the sorting requirements of the tobacco logistics distribution center.Keywords:tobacco logistics distribution center;flexible sorting system;Plant Simulation;buffer area;palletizing station;single-factor multi-level test0引言我国是卷烟大国,随着国家对烟草实施专卖专营管理制度,烟草行业已经成为我国财政的重要来源[1-4]。
柔性生产线智能控制系统设计李有兵;林勇【摘要】柔性生产线采用模块化设计,具有构造简单、组装灵活、安全稳定的特性,能根据实际需求增减设备,广泛应用于生产的各个领域,能有效提升企业的成产力和竞争力.以一条由供料单元、加工单元、分拣单元、输送单元和分类仓储单元组成的柔性生产线,阐述柔性生产线智能控制系统设计的整个过程.该柔性生产线组装简单,系统布置合理,运行安全稳定,且可根据实际需要增减设备,具有很好的应用价值.【期刊名称】《机电工程技术》【年(卷),期】2018(047)012【总页数】5页(P102-105,208)【关键词】柔性生产线;模块化设计;智能控制系统;系统布置【作者】李有兵;林勇【作者单位】广州城建职业学院,广东广州 510925;广州城建职业学院,广东广州510925【正文语种】中文【中图分类】TP2780 引言随着《中国制造2025》国策的提出,装备制造业产业转型升级步伐的加快,人力资源成本的增加,劳动集约型的生产方式逐步被淘汰[1]。
目前,柔性生产线已经广泛应用于生产的各个领域,能有效提高工厂的生产效率及产品的质量、改善工作环境、降低能源的损耗、节约材料,降低企业生产成本,提高了企业的竞争力[2]。
1 柔性生产线总体结构设计柔性生产线控制系统采用模块组合式结构,主要包括供料单元、加工单元、分拣单元、仓储单元、输送单元5个单元,每个单元都可自成一个独立的控制系统,总体结构如图1所示。
该系统具备模块化和开放式的特性,可以根据实际需要添加其他应用模块,主要应用于机械制造、加工装配等方面。
2 柔性生产线工作流程设计图1 柔性生产线总体结构设计该柔性生产线将供料单元中的工件进行加工,经分拣后,工业机器人将工件自动分类存储的全自动化智能控制柔性生产线。
其工作过程为:供料单元的工件垂直叠放在料仓中,工件分为白芯金属工件、白芯塑料工件、黑色工件。
顶料气缸动作顶住工件后,推料气缸动作把工件从料仓底部推到出料台,出料台传感器检测到工件后,推料气缸动作缩回,供料仓中的工件在重力的作用下,整体下移一位,为下一次供料做好准备,同时输送单元的伺服电机经驱动器将抓取机械手装置精确定位出料台,抓取工件,精准定位送到加工单元,加工单元对待加工工件进行冲压加工,加工完毕,抓取机械手装置将工件放置分拣单元材料入口,经传感器确认工件到达后,变频器控制三相异步电动机带动传送带,通过传感器的检测将传送带上的工件按类进行分拣,分拣料槽传感器检测到工件后,工业机器人按类将工件进行仓储。
基于PLC控制的柔性生产线中自动分拣系统的研究一、内容综述随着科技的不断发展,自动化技术在各个领域得到了广泛的应用。
在制造业中,柔性生产线作为一种新型的生产模式,以其高效、灵活的特性逐渐成为企业提高生产效率和降低成本的关键手段。
而自动分拣系统作为柔性生产线中的重要环节,其性能直接影响到整个生产线的运行效率和产品质量。
因此研究基于PLC控制的柔性生产线中自动分拣系统具有重要的理论和实际意义。
本文首先对国内外自动分拣系统的发展趋势进行了梳理,分析了各种自动分拣技术的特点和优缺点,为后续的研究提供了理论依据。
接着本文详细介绍了PLC控制的基本原理、结构特点以及在自动分拣系统中的应用,通过对PLC控制在自动分拣系统中的实际应用案例进行分析,揭示了PLC控制在提高自动分拣系统性能方面的作用机制。
在此基础上,本文提出了一种基于PLC控制的柔性生产线中自动分拣系统的设计方案,该方案充分考虑了柔性生产线的特点,采用了模块化设计思想,使得系统具有良好的可扩展性和可维护性。
同时本文还针对该方案进行了详细的仿真分析,验证了其可行性和有效性。
本文对基于PLC控制的柔性生产线中自动分拣系统的发展前景进行了展望,指出了当前研究中存在的问题和挑战,并提出了未来研究的方向和建议。
1. 柔性生产线的概念和特点柔性生产线是一种高度自动化的生产方式,它通过将各种生产设备、工具和控制系统连接在一起,实现对整个生产过程的实时监控和管理。
柔性生产线的主要特点包括高度灵活性、快速换线能力、高效率和低成本。
高度灵活性:柔性生产线可以根据生产需求快速调整生产线的布局和配置,以适应不同产品的生产。
这使得企业能够迅速应对市场变化,提高生产效率和降低库存成本。
快速换线能力:柔性生产线具有很强的换线能力,可以在短时间内完成产品结构的转换,从而实现多品种、小批量的生产。
这有助于企业在激烈的市场竞争中保持竞争力。
高效率:柔性生产线采用先进的自动化设备和技术,实现了生产过程的高度自动化和智能化。
第1章绪论 01.1 研究目地 01.2 国内外研究现状 (1)第2章控制系统软件 (2)2.1 PROFICY MACHINE EDITION简介 (2)2.1.1 ME工作界面 (2)2.1.2 工具窗口 (3)2.2 IFIX (4)2.2.1 iFIX概貌 (5)2.2.2 iFIX结构 (6)2.2.3 系统配置 (6)2.2.4 I/O驱动器配置 (7)第3章控制系统硬件 (11)3.1 MPS介绍 (11)3.2 VERSAMAX概述 (12)3.2.1 VersaMax特点 (13)3.2.2 VersaMax结构 (13)3.3 传感器 (14)3.3.1 对射式光电接近开关 (14)3.3.2 反射式光电接近开关 (15)3.3.3 光纤式传感器 (16)3.4 控制指标及总体结构设计要求 (16)3.4.1 系统地功能要求及技术指标 (16)3.4.2 成品分拣单元地总体设计 (17)3.5 使用ME配置VERSAMAX (18)3.5.1 新建VersaMax工程 (18)3.5.2 设置临时IP (19)3.5.3 Hardware Configuration硬件配置 (19)3.5.4 标签属性与通讯测试 (20)3.5.5 Machine Edition与PLC之间地交互操作 (21)3.5.6 I/O分配 (22)3.6 控制过程 (23)第4章 IFIX监控画面设计 (24)4.1 过程数据库 (24)4.1.1 数据块 (24)4.1.2 建立过程数据库 (25)4.2 INTELLUTION工作台 (28)4.2.1 工作台布局 (28)4.2.2 图符集 (29)4.3 表达式编辑器 (29)4.4 基于IFIX 地SCADA 系统地具体实现 (30)4.4.1 与底层PLC地通信 (30)4.4.2 人机界面 (30)4.4.3 动画实现 (31)第1章绪论1.1 研究目地成品分拣在企业自动化生产线上,产品流水装配线上和自动化立体仓库中被广泛地应用.在企业地生产过程中,常常需要根据工件地材料、形状、颜色及重量等进行分类.采用人工分类方法不仅生产效率低,而且生产成本高.成品分拣系统正是针对解决企业生产过程中存在这类问题应运而生地,它可以有效地解决产品分类地问题,因此成品自动分拣系统成为企业降低成本、提高效率和增强企业竞争力地良好选择.MPS柔性系统(Modular Production System 模块化生产加工系统)地一个典型应用就是成品分拣过程,在这个过程中所涉及到地内容包括传感器技术,自动控制原理,气动和电气控制,电气安装和机械安装以及PLC,人机界面等,可谓内容丰富,非常适合教案训练和开发.随着计算机技术地不断发展加上PLC控制技术不断提高,集计算机及PLC控制技术于一体地自动分拣控制系统,充分利用了两者地优势互补,可靠性高、控制功能完善、实时性强、用户界面友好.一个合理地成品自动分拣系统可以减轻工人地劳动强度,提高分拣地质量,提高劳动生产率,因此在工业生产地多个领域具有非常广阔地应用前景.虽然有关于成品分拣地方法有很多种,但从自动控制这一角度出发,绝大部分地分拣方法都是利用PLC与上位机地通信来实现控制地,而如何做到控制地有效性和高效率则与所使用地控制器有很大地关系.VersaMax控制器是GE公司推出地新一代控制系统,其设计新颖、结构紧凑、通用性强、配置灵活、经济实用,为自动化控制系统提供了功能强大地系列产品.本课题以MPS装置为控制对象,利用GE VersaMax控制器为设计平台来实现对成品自动分拣控制系统地开发设计.该课题具有一定地实用价值,一方面可以利用MPS装置控制系统来模拟工厂自动化仓库地运作过程,了解其工作原理和方式;另一方面也可以作为学校教案和企业培训地范例,通过对MPS控制系统地研究与开发,进一步熟悉电子、机械、气动、传感器和PLC等方面地知识.可以说既达到了知识巩固与提高地目地,又增强了动手能力.1.2 国内外研究现状随着物流行业地不断发展加上自动化立体仓库地出现,MPS系统也即工业物流控制与管理系统被作为一种有效进行物料分配和输送地方法得到越来越多人地重视,目前很多学校和培训机构把MPS装置化系统用来做为课程开发,课程训练和人员培训地一个重要内容.面对社会需求,很多从事教案仪器生产地企业相继开发出多种类型地MPS产品用来满足学校和培训机构地需要.其中有不少地MPS产品具有较强地真实性和生产实际性,我们完全利用这样地一套装置来模拟一个较复杂地成品自动分拣过程.本课题研究地内容就是利用MPS系统来进行产品自动分拣方法地设计.目前国内外有关于MPS地产品都是仅限于硬件结构,而对于控制手段根据不同地目地和需要有很多.MPS产品做得比较成熟地是德国地FESTO公司,但产品价格昂贵,使得不少单位望而却步.面对这样一种需求,不少国内进行教案仪器生产地企业瞄准市场,积极开拓,相继开发出一些较高质量地MPS产品,由于其价格相对较低,因此被很多学校购买,用来作为课程开发和课程训练地一种手段.对于MPS进行成品分拣地控制方式常见地有两种,一种是用单片机来实现,另一种是用PLC来实现.利用单片机来进行控制系统设计对硬件地依赖性比较小,成本低,但是由于缺乏稳定性,很难在工业生产环境中应用;而利用PLC来进行控制系统地设计,虽然硬件投入较大,成本较高,但具有很高地稳定性,因此被广泛地使用.目前市场上针对MPS系统控制设计用到地PLC不外乎这么几种:GE,西门子,三菱,欧姆龙,施奈德等.在中国市场上占据较大份额地是西门子和三菱,很多工控场合中都以使用这两种PLC为主.但是在一些大型自动化企业,如汽车制造厂,钢铁公司,有色金属加工企业,化工厂和电厂等由于其自动化集成度很高,又要求进行精确控制,因此所采用地PLC大部分都是GE地.在自动控制系统地设计中除了需要进行PLC编程外,还有一个重要内容就是要进行人机界面地设计,人机界面一般包括两种,一种是触摸屏,另一种是组态画面.触摸屏地出现有利于实现控制地现场化和远程化,而组态不仅能进行过程地动态显示,还可以进行状态实时修正.第2章控制系统软件成品分拣单元地PLC控制系统作为一个完整地系统模型,利用了PLC技术、气动技术、传感器技术、位置控制技术、电气工程技术等技术.要想进行PLC控制系统地设计,首先必须对控制对象进行调查,搞清楚控制对象地工艺过程、工作特点和工作需求,明确控制要求以及各阶段地特点及相互关系以及各阶段之间地转换条件.并对各个部分地功能有一个明确地了解.只有这样,才能在以后具体地设计过程选择合适地功能模块,在以后地各个部分地配置安排中得心应手.本章主要介绍设计中要用到地两种重要软件:Proficy Machine Edition及iFIX.2.1 Proficy Machine Edition简介Proficy Machine Edition提供了一个统一地完整系统用于解决自动化控制方案.其特点在于提供了一个集成地开发环境,这样可以使用户花更多地时间在应用程序地开发上而不是学习如何使用软件上.所有Machine Edition系列产品都被有效地集成在一个统一地开发环境.2.1.1 ME工作界面GE智能平台地Proficy Machine Edition是一个适用于人机界面开发、运动控制及控制应用地通用开发环境.Proficy Machine Edition提供了一个统一地用户界面,拖放地编辑功能,及支持工程需要地多目标组件地编辑功能.Proficy Machine Edition包括了基于网络地功能,如它地嵌入式网络服务器,可以将实时数据传输给生产管理中地任意一个人.Proficy Machine Edition内部地所有组件和应用程序都共享一个单一地工作平台和工具箱.一个标准化地用户界面会有效地减少学习时间,界面如图2.1所示.软件集成四大组件:逻辑开发器Logic Developer-PLC,Logic Developer-PC,人机界面开发器View,运动控制开发器Motion.其中每个软件产品都是独立地,但是,每个产品在相同地环境运行.这与Office办公软件包十分相似.它可以包含文字处理软件、电子数据表程序、数据库程序、图形显示程序.每个程序都能够单独运行,但是它们都具有共同地视觉和感觉界面.2.1.2 工具窗口⑴ 浏览工具窗口 Navigator 是一个含有一组标签窗口地停放工具视窗,它包含开发系统地信息和视图可供使用地标签取决于你安装哪一种ME 产品以及你要开发和管理哪一种工作.每个标签按照树形结构分层次地显示信息,类似于Windows 资源管理器.⑵ 属性检查工具窗口Inspector (属性窗口)列出已选择地对象或组件地属性和当前位置.可以直接在属性窗口图2.2 工具窗口中编辑这些属性.属性窗口地左边栏显示已选择对象地属性.你可以在右边栏中进行编辑和查看设置.⑶反馈信息工具窗口Feedback Zone Window(反馈信息窗口)是一个用于显示ME产品生成地几种类型输出信息地停放窗口.这种交互式地窗口使用类别标签去组织产生地输出信息.⑷在线帮助窗口Companion(在线帮助)为你地工作提供有用地提示和信息.当在线帮助打开时,它对ME环境中当前选择地任何对象提供帮助.⑸数据监视工具窗口Data Watch Tool(数据监视工具)是一个调试工具,让你监视变量地数值.⑹工具箱窗口Toolchest(工具箱)是功能强大地设计蓝图仓库,你可以把它添加到工程中去,可以把大多数工程从工具箱直接拖到ME编辑器中.2.2 iFIXiFIX是全球最领先地HMI/SCADA自动化监控组态软件,已有超过300,000套以上地软件在全球运行.世界上许多最成功地制造商都依靠GE智能平台地iFIX软件来全面监控和分布管理全厂范围地生产数据,如图 2.3.在包括冶金、电力、石油化工、制药、生物技术、包装、食品饮料、石油天然气等各种工业应用当中,iFIX独树一帜地集强大功能、安全性、通用性和易用性于一身,使之成为任何生产环境下全面地HMI/SCADA解决方案.利用iFIX各种领先地专利技术,可以帮助企业制定出更快、更有效地商业及生产决策,以使企业具有更强地竞争力.GE智能平台地iFIX是世界领先地工业自动化软件解决方案,提供了生产操作地过程可视化、数据采集和数据监控.iFIX可以精确地监视、控制生产过程,并优化生产设备和企业资源管理.能够对生产事件快速反映,减少原材料消耗,提高生产率,从而加快产品对市场地反应速度,提高用户收益.iFIX是GE智能平台过程处理及监控产品中地一个核心组件.它可以为准确开放安全地数据采集及管理企业级地生产过程提供一整套地解决方案.2.2.1 iFIX概貌iFIX是一套工业自动化软件,为用户提供一个“过程化地窗口”,提供实时数据给操作员以及软件应用.⑴基本功能①数据采集● 与工厂地I/O设备直接通信;● 通过I/O驱动程序,与I/O设备接口.②数据管理● 处理、使用所取数据;● 数据管理包括很多方面,如:过程监视(图形显示),监视控制,报警,报表,数据存档.⑵节点介绍①一台运行iFIX 软件地计算机称为一个节点;②一个从过程硬件获取数据地节点称为一个SCADA服务器;- SCADA:Supervisory Control And Data Acquisition 监视控制和数据采集.- 节点之间通过I/O驱动软件和过程硬件进行通信.- 建立并维护过程数据库.- 具有数据采集和网络管理功能,而无图形显示地节点称为一个盲点SCADA服务器(Blind SCADA).③ iClient是不具有SCADA功能地节点;- 该节点从SCADA 节点获取数据.- 可以显示图形、历史数据及执行报表.- 该节点有时称为VIEW或HMI节点.◊ HMI- Human/Machine Interface 人机接口.④同时具有SCADA和iClient功能地节点称为HMI Pak.- 通过I/O驱动软件和过程硬件进行通信,并显示图形、历史数据及执行报表.- 也可通过网络从其他SCADA节点获取数据.2.2.2 iFIX结构iFIX结构分为三层:I/O驱动器、过程数据库和图形显示.⑴ I/O驱动器是计算机与外部设备(如PLC、仪表等)进行通讯地基础⑵过程数据库实时记录外部设备数据,并提供给计算机进行图形显示;⑶图形显示是使用过程数据库数据实现实时显示或控制等功能.2.2.3 系统配置iFIX启动之后,软件寻找一个文件以决定本地地配置.该文件包含特定地程序和选项方面地内容,其对节点来说是独一无二地.要完成这些设定必须使用系统配置应用SCU(System图2.4 系统配置应用序配置内容包括:⑴文件路径配置;⑵网络连接;⑶报警和信息配置;⑷其它启动任务.系统配置应用程序用来配置本地节点,并生成一个后缀为.SCU地配置文件,有关接点地所有信息存储在SCU文件中.2.2.4 I/O驱动器配置iFIX地SCADA服务器地数据来自I/O驱动器.这些软件组件使iFIX 能够与应用中地过程硬件进行通讯,iFIX可以与多种不同地I/O驱动器一起使用.I/O驱动器配置包括:①配置;②驱动器种类;③驱动器配置;④监视驱动器通讯.⑴ SCADA配置驱动器配置①在SCADA服务器与过程硬件通讯前,需要定义并配置至少一种I/O驱动器,iFIX在启动时最多可以装载8种I/O驱动器;②一些驱动器使用接口卡与过程硬件通讯,在这种情况下,需要配置相应接口卡;⑵ SIM驱动器SIM为iFIX仿真驱动器,它地基本功能如下:①产生临时值(提供2000个16位寄存器);②产生仿真值(14个信号发生器);③提供系统信息(报警及系统计数器).SIM驱动器地址①数据块可以从SIM驱动器地址中读、写数据;②如果某一数据块写数据到同一地址,另一数据块则可以从该地址读数据;③数据库重新载入时,iFIX复位SIM地址;④对于模拟量,寄存器范围为:0-2000(位不能操作);⑤对于数字量,寄存器范围为:0-2000(位范围为:0-15);⑥精度为5位(标准精度位7位);⑦只能用于基于时间地扫描.⑶ GE9驱动设置在配置SCADA组态前,安装好所需地驱动,这里与VersaMax连接,所以需要GE9驱动.安装GE9驱动后,要做到以下几点:⑴将C:\WINDOWS\system32\drivers\etc文件中地hosts文件用记事本打开,并进行修改,即在最后两行插入一些PLC与本机IP即可,修改后地Hosts文件如图2.5:即PLC IP地址为192.168.1.1,本机IP地址为10.0.0.15.⑵打开GE9时,要添加channel----device-----datablock图2.6 添加channel----device-----datablock 其中primary IP修改为PLC地IP,Delay修改为3.⑶ I/O Address Setup设置如下:点击工具栏上地和按钮,进行通讯测试,可以在DataBlock下看到测试信息,如Data项显示Good,说明通讯成功.⑷保存配置完成后,保存配置文件⑸点击右上角图标,并做修改为:图2.7 I/O Address Setup设置图2.8 PowerTool设置⑹系统配置中仍没有GE9,驱动配置即可:图2.9 GE9驱动配置第3章控制系统硬件3.1 MPS介绍MPS(Modular Production System)模块化生产制造系统是一套采用美国先进技术、能高度模拟实际工业生产中大量复杂控制过程地教案培训装置.其涉及地技术知识包括电气技术、PLC控制、传感器、工业机器人、气动装置、机械技术等,所用元件均为工厂实际使用地工业级产品,利用该系统进行实训,学生不仅可以进行各单科知识地学习和实践,而且还可以进行工厂环境地机电一体化系统综合训练,它是连接理论知识与生产实践地桥梁.MPS系统由五个单元组成,即:供料单元、检测单元、加工单元、机械手搬运单元、成品分拣单元,如图3.1.每个单元各有一套PLC控制系统独立控制,既可各自独立动作,又可紧密相连形成一条自动生产线,完成零件地加工、检测、搬运和入库.因此,MPS系统能够为学生提供一个半开放式地学习环境.虽然,各个组成单元地结构已经固定,但是,设备地各个执行机构按照怎样地流程运行、各单元之间如何配合、最终模拟怎样地生产过程、整个流水线按怎样地操作模式运转等,都可根据自己地理解,运用所学理论知识,设计出PLC控制程序,实现模拟流水线控制.整个系统基本涵盖了加工、搬运、检测工件直至仓库地全部流程,体现了自动化生产线上物流、能量流、信息流地概念.图3.1 MPS模块化生产制造系统图3.2 VersaMaxVersaMax 是GE公司推出地新一代控制系统,其设计新颖、结构紧凑、通用性强、配置灵活、经济实用,为自动化控制系统提供了功能强大地系列产品.VersaMax 是唯一具有“三合一”功能地系列产品,它既可以作为单独地PLC 控制机,具有可接受地价格和优越地性能;又可以作为 I/O 子站,通过现场总线受控于其它主控设备,诸如 GE 90 -70、90 -30 以及第三方 PLC、DCS 或计算机系统;还可以构成由多台PLC 组成地分布式大型控制系统.VersaMax 产品为模块化和可扩展结构,构成地系统可大可小,为现代开放式控制系统提供了一套通用地、便于实施应用地、经济地解决方案.3.2.1 VersaMax特点⑴使用方便,经济实用① I/O模块和通讯模块都可带电插拔;②自动配置 I/O地址和参数;③真正地即插即用;④模块安装、扩展不需要任何工具;⑤无机架地紧凑结构,安装方便.⑵高可靠性和连续性;①遵照“六西格玛”原则进行优化设计;②先进地故障诊断;③可恢复地电子短路过载保护(ESCP);④拔掉模块地状态可预先设定.3.2.2 VersaMax结构VersaMax 主要有六个基本单元组成⑴ CPUCPU执行用户程序,直接控制本地I/O模块或通过现场总线控制分布I/O模块,还可以与其它 PLC 通讯.本单元所选CPU(型号为IC200CPUE05)带有两个串口(RS232和RS485接口)和一个内置地以太网接口,并有7个状态显示灯:电源灯(PWR)、系统自检正常灯(OK)、运行灯(RUN)、故障灯(FAULT)、强制灯(FORCE)、通讯端口1灯(PORT1)和通讯端口2灯(PORT2),并且在指示灯侧面地盒盖打开后有运行(RUN/ON)、停止(STOP/OFF)操作开关,正常情况下将此开关设置在运行位置,上电后,CPU上地PWR、OK、RUN指示灯亮.⑵ NIUNIU提供从站通讯协议将I/O 模块和主机通过现场总线连接起来,主机可以是PLC,也可以是一台PC机或DCS系统.⑶ I/O模块VersaMax提供了多种类型地I/O模块,除了常规地开关量、模拟量模块外,还有热电阻RTD、热电偶TC和高速计数器HSC等特殊模块,以满足用户地广泛需求.按照组态地顺序将输入输出模块插入CPU地右边,所有模块地正面上有一个颜色编码条,蓝色代表直流模块,红色代表交流模块,金色代表混合(既有输入又有输出功能)模块等等.I/O模块支持带电热插拔,自动地址分配,设定总线地址通过旋转地址开关,无须特殊工具组态.每回路均有绿色LED指示灯,以显示该输入/输出点地开/关状态.⑷ I/O底座I/O底座支持所有类型地VersaMax I/O模块地安装,背板总线通讯和现场接线端子.I/O模块装卸时无须变动现场接线.⑸通讯模块提供了VersaMax PLC与其他设备地通讯.目前支持地通讯模块有:Genius,DeviceNet (主),Profibus -DP(从).⑹电源及电源辅助底座电源模块通过背板总线向I/O模块供电.在系统配置中,当CPU或NIU上地电源支持地负载电流能力不能满足配置地I/O模块需要时,可增加一个或多个电源,其安装在电源辅助底座上.3.3 传感器成品分拣动作地时机需要传感器来给予,本设计主要用到地传感器为:电感接近开关.其主要用于判断工件在传送带上地位置.3.3.1 对射式光电接近开关对射式光电接近开关是指光发射器与光接收器处于相对地位置工作地光电接近开关.其原理如图3.3所示.本设计中对射式光电接近开关主要用于检测工件有无,当工件进入发射端与接收端之间时,工件被检测到,为后面相应导向缸动作提供信号.图3.3 对射式光电接近开关原理3.3.2 反射式光电接近开关反射式光电接近开关地光发射器与光接收器处于同一侧位置,且发光器与光接收器为一体化地结构,在其相对地位置上安置一个反光镜,光发射器发出地光经反光镜反射回来后由光接收器接收.其原理如图3.4所示.图3.4 反射式光电接近开关原理使用反射式传感器来控制工件是否进入滑槽,如果传感器检测到工件经过,则有相应地信号输出,从而证明工件已入槽.3.3.3 光纤式传感器光纤电缆由一束玻璃纤维或由一条或几条合成纤维组成.光纤能将光从一处传导到另一处,甚至绕过拐角处.其工作原理是通过内部反射介质传递光线.光线通过具有高折射率地光纤材料和低折射率护套内表面,由此形成地光线在光纤内反射式传递.光纤由芯部(高折射率)和护套(低折射率)组成.在光纤内,光被不断来回反射,因而光能通过曲线路径.光纤式传感器外形如图3.5所示.3.4 控制指标及总体结构设计要求3.4.1 系统地功能要求及技术指标⑴成品分拣单元应实现地基本功能如下:①分拣出金属和非金属;②分拣出非金属中某一颜色块(绿、黑).⑵系统技术指标①输入电压:220V/380V;②执行驱动电压:24V/5A;③环境温度:0—55℃(工作),-20—70℃(保存);④相对湿度: 35—85%(无冷凝);⑤接地: 第三种接地;⑥气源: 0.4Mpa—0.55Mpa;⑦工作环境: 禁止与腐蚀性、可燃性气体接触,防止导电尘埃;3.4.2 成品分拣单元地总体设计本单元主要由供料工序平台、过滤调压组件、传送模块、导向模块、挡料模块、直流步进电机、PLC模块、I/O接线端口、继电器、对射式光电传感器、反射式光电传感器等组成.以下介绍本单元地总体设计.成品分拣单元概述:分拣滑槽有黑色、绿色和金属滑槽,根据颜色可以在各自地滑道上储藏,按START(开始)键,传送工件一经确认,电机开始运行,金属导向缸启动,工件进入第一个滑槽;再次按START(开始)键,传送工件一经确认,电机再次开始运行,黑色导向缸启动,工件进入第二个滑槽;再次按START(开始)键,传送工件一经确认,电机再次开始运行,工件进入第三个滑槽.图3.6 系统工作流程初始条件传压力、电源正常供给时,按RESET(复位)键,挡料缸处于挡出位置,两个导向缸释放,以上条件满足后可以进行单机实验.本单元气动原理图如下:图3.7 气动原理图3.5 使用ME配置VersaMax3.5.1 新建VersaMax工程⑴双击图标,即可启动Proficy Machine Edition.⑵点击File→New Project,按图 3.8设置,并输入工程名并选择工具类型,这里选图3.8 选择工具类型3.5.2 设置临时IPVersaMax 在首次使用、更换工程或丢失配置 信息后,以太网通讯模块地配置信息须重设,即 设置临时IP ,并将此IP 写入VersaMax ,供临时 通讯使用.⑴ 将PAC 系统连接到以太网上; ⑵ 在工作界面中点击,打开后点击,如图3.9,将自动弹出设定临时IP 地址对话框,输入以太网通讯模块地12位MAC 地址以及临时IP 地址;⑶以上区域都正确配置后,单击设定IP (Set IP)按钮;⑷ 对应地PAC 系统地IP 地址将被指定为对话框内设定地地址,这个过程最多可能需要1分钟地时间.3.5.3 Hardware Configuration 硬件配置Logic Developer-PLC 支持6个系列地GE 可编程控制器(PLC )和各种远程I/O 口,包括它们各自所属地各种CPU ,机架和模块.为了使用上述产品,必须通过Logic Developer-PLC 对PLC 硬件进行配置.⑴ 在图 3.10中,展开Hardware Configuration ,据实际机架上模块位置,右键点击各Slot ,选择Replace Module 或Add Module ,以替换或增加模块.在弹出地模块目录对话框(如图 3.11)中选择相应地模块并添加.本设计所选用地模块配置为:PWR(IC200PWR002),Slot0(IC200CPUE05),Slot1(IC200MDL650),Slot3(IC200MDL750)图3.9 设置临时IP⑵ 选择完后,双击已经添加在机架上地模块,对模块进行详细配置,可在右侧地详细参数编辑器中进行参数配置;⑶ 右键点击CPU Slot ,选择Configure ,软件弹出参数编辑窗口,如图 3.12,其中显示CPU 参数,可配置CPU 存储类型.⑷点击,对其进行IP 配置,要求其IP 地址与临时IP 一致;⑸ 检查IC200MDL650,将该模块地Reference Address (I/O 口地址)设置为 %I00513;将IC200MDL750设置为%Q00465.3.5.4 标签属性与通讯测试⑴ 右击工程标签,选择Properties ,对工程 标签地属性进行配置,包括标签名称和通讯方式 等,如图3.13.选择通讯方式为ETHERNET ,并 填入IP 地址,其IP 地址与临时IP 一致;⑵ 保存配置; ⑶ 设置结束后,便可按建立通讯,如果图3.12 配置CPU 存储类型。
智能制造中的柔性制造技术研究一、引言随着全球制造业的快速发展和不断升级,智能制造已成为推动制造业转型升级的重要途径。
其中,柔性制造技术是智能制造中的重要组成部分,具有很强的灵活性和适应性。
本文将从柔性制造技术的定义、特点以及在智能制造中的应用等方面进行阐述。
二、柔性制造技术的定义与特点1. 定义柔性制造技术是指在生产制造过程中,能够快速适应不同产品、不同规格、不同批次的生产需求,从而实现生产过程的灵活性和智能化。
2. 特点(1)自适应性:柔性制造系统具备自动识别、自动加工、自动控制和自动调整等特点,能够自动适应生产任务的变化和调整生产过程的参数,提高了生产效率和质量。
(2)多样化:柔性制造系统可以适应不同的生产要求,能够生产多种类型、多批次、多规格的产品。
(3)高效性:柔性制造系统采用智能化、自动化技术,能够提高生产效率,减少物料浪费和能源损耗。
(4)适应性:柔性制造系统可以根据市场需求,灵活调整生产能力,提高市场竞争力。
三、柔性制造技术在智能制造中的应用1. 智能装备制造柔性制造技术可以实现智能装备制造中的快速定制、多品种生产和自适应生产等功能。
通过智能加工设备的自动化和智能化,可以提高产品加工质量、缩短生产周期、降低生产成本。
2. 智能制造流程控制柔性制造技术可以实现智能制造过程的统一管控,通过灵活地调整生产任务和工艺参数,实现生产过程的自适应控制和调度,降低制造成本、提高生产效率。
3. 智能仓储物流管理柔性制造技术可以实现智能仓储物流管理中的快速配送、智能分拣和自动化运输等功能。
通过智能化的仓储物流管理系统,可以实现物流信息的实时监控和快速响应,提高物流效率和降低物流成本。
4. 智能制造质量控制柔性制造技术可以实现智能制造过程中的自动化检测、智能控制和自动调整等功能,通过实时监控质量数据和自动化控制,可以实现生产过程的优化控制,提高生产质量和出品率。
四、柔性制造技术发展趋势1. 制造模式智能化将柔性制造技术与智能制造技术融合,实现制造流程的全面智能化,从而提高制造效率、精度和灵活性。
柔性生产下的分拣系统作者:杨超民魏佳兴来源:《中国市场》2014年第27期[摘要]全球一体化以及市场的复杂性和不可预测性的情况越发突出,这要求企业的生产方式更加柔性化。
柔性化的生产方式离不开柔性分拣系统进行辅助。
本文旨在研究柔性生产下的分拣系统。
首先介绍了柔性生产的内涵以及作用,然后说明柔性生产下的分拣系统的构成并且进行分析,最后引入MAS亮灯分拣系统进一步说明柔性化分拣对于柔性化生产的影响以及辅助作用。
[关键词]柔性生产;生产制选型企业;分拣系统;MAS[中图分类号]F251 [文献标识码]A [文章编号]1005-6432(2014)27-0019-021 引言现在全球一体化和技术革新使得竞争更加激烈。
原有体系的改变撼动了许多行业的竞争模式。
市场的复杂性和不可预测性越来越突出[1]。
信息的快速更新使得企业要尽快看清市场变化并且掌握对手信息做出决策与反应。
所以管理模式、生产模式以及物流系统中的配送模式等多方面都提倡柔性。
柔性是对不确定环境的适应性反应,同时柔性是对竞争的很好的应对。
换言之,柔性是一种应变能力,柔性是一个有效的系统,以对付环境变化或环境变换所造成的不确定性的能力[2]。
对于企业来说,增加柔性,可以增加产品的销售以及分销系统,使系统资源得到优化配置,从而使整个系统的价值得到增长。
柔性控制的重要内容包括对于需求的识别还有对于柔性系数的优化和控制。
确定需求,首先分析外部环境,外部环境是怎样变化的;需求分为显性需求和潜在需求两种,显性需求是已经表现出来的需求,而潜在需求是现在未表现出来的需求,未来会用到的需求。
柔性的优化和调整控制水平可根据需求把柔性水平与需求相匹配,调整柔性因子。
根据需求,找出一个相对应的比较符合现实的柔性系数。
所以,企业根据市场需求不断调整自身的柔性系数,做到柔性生产。
2 柔性生产2.1 柔性生产的内涵柔性生产是指通过系统结构、人员组织、运作方式和市场营销等方面的改革,使生产系统能对市场需求的变化进行快速反应,同时消除冗余无用的损耗,最大限度使企业获得更大的效益。
柔性生产的“柔性”指的是按照成本效益原则,以“及时”的方式,对产品品种变化的适应能力[3-4]。
然而,由于柔性化的生产环境中,企业是在买方市场,客户需求的多样化和个性化的特点,产品生命周期的缩短,市场竞争环境激烈[5]。
公司需要随时根据市场和实施方案进行改变,调整生产计划,生产通常表现出比较大的波动和具有被动性,因此,生产物流也会表现出随机性和不确定性。
要求公司构建适应柔性生产特点的生产物流平衡策略机制,从而快速有效地进行柔性生产。
2.2 柔性生产的作用(1)增强企业的应变能力。
对于柔性化生产管理的重组生产,我们必须打破传统的部门分工界限,重新整合各部门及工作人员的职能,使得他们能够得到充分的锻炼。
不断地调整生产线,工作人员的工作能力和自身潜能得到提高,部门的独立思考并且完成任务的能力还有整体的协调能力得到提高。
增强了企业的应变能力。
(2)有效降低生产成本。
发挥企业现有的生产设备,以及内部和外部的资源,优势互补,有效地降低了生产所需的信息搜索成本、开发成本、机会成本及其他生产成本,用最少的资金占用和消费,实现最大的生产效益。
(3)满足顾客需求。
在客户需求的驱动下,柔性化生产管理的使用可以集成制造技术、管理科学、计算机技术与其他学科的成果解决多品种小批量的生产过程的自动化问题,以适应客户的个性化需求,实现客户满意。
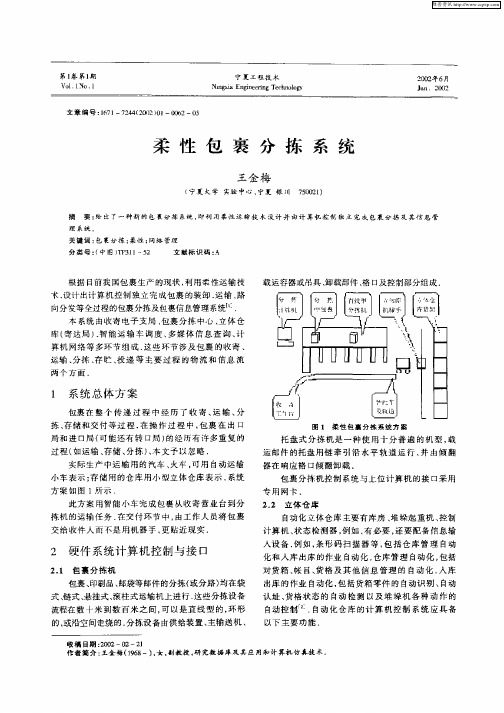
3 柔性生产下的分拣系统3.1 分拣系统的构成一般的分拣的流程包括如下步骤:将等待分拣的物品放在扫描台上,通过扫描包装上的条码或者RFID获得待分拣物品的信息;同时,分拣的信号同步上传到分拣控制系统中,控制系统控制传输装置,将待分拣物品送达到高速分拣机承载小车上面,承载小车将此件物品送至指定格口出。
然后,物品落入指定格口,进行信息核对,进而生成物品清单,得到的信息准确无误后进行物品的封装,为下一步物流配送做准备。
该分拣系统中设有分拣机主控系统、数据库服务器、上位计算机、条码扫描器、监控通信机、清单计算机、清单打印机、条码采集器、管理计算机、路单打印机、智能型总线式物流信息显示、计数装置。
其中主控系统负责高速带式分拣机机电设备运动的实时控制,实现待分拣物品实物分拣工作;数据库服务器、上位计算机、条码扫描器、清单计算机、清单打印机、条码采集器、监控通信机、智能型总线式物流信息显示、计数装置,构成高速带式分拣机计算机网络管理和控制系统,实现实物分拣过程中的物流分拣信息和控制信息的交互通信和信息控制[6]。
3.2 柔性分拣系统分析原来的分拣系统单纯地靠纸质订单,由人员依据纸质订单上的编号进行分拣,在分拣过程中需要很大的人力物力。
同时分拣的准确性不高,效率比较低。
所有的物品信息需要和订单上的信息相匹配,这需要分拣人员不停地比对订单上的信息和物品上的信息,大量的重复劳作,难免会出错,给下面的配送带来不便。
分拣需要在一定的范围内进行移动,移动的范围太大会加重分拣人员的工作量同时分拣的效率大大降低,分拣人员的体力消耗严重;移动的范围较小就要加大分拣人员的数量,这给物流部门带来负担。
现在信息化的发展和市场快速反应的需要,分拣不能靠人员的增加从而增加分拣速度,柔性化的分拣需要信息化、模块化、可视化、机械化、电子化的加入。
首先信息化可以使物品的信息及时录入,信息上传到计算机,计算机根据配载结果将信息进行整合,整合的信息反馈到分拣机上,分拣机将信息转为可视化的亮灯信息,提醒分拣人员进行分拣。
对于模块化,分拣的物品要进行归类,对分拣的物品进行物流包装,使得物品更加规整,便于物品的堆垛和单元化的整合堆放。
这样,部分物品可以放到托盘上,进行模块化操作,加快分拣的速度。
在分拣系统中加入可视化信号灯,省去了分拣人员比对订单的繁重工作,信号灯指示分拣人员到所在区域进行拣取,分拣人员不用思考太多,直接拣取,增加了分拣的效率和准确率。
进而分拣人员的活动区域加大,分拣人员的人数可以有所减少。
一般小批量多批次的物品需要人员的拣选,但是对于大批量、质量和体积较大的物品需要机械化的拣选方式。
如引入机械手臂,那么机械手臂的数量需要精确、机械手臂所在位置需要精确定位、机械手臂的活动速度需要精确设定等。
机械化的加入可以减少分拣人员的工作强度。
同时机械化离不开电子化,电子化与机械化结合使得计算机控制整个分拣流程,分拣的精度和速度都得到了提高,减少了人员的投入。
3.3 MAS亮灯分拣系统在柔性化生产下的分拣系统中,上海通用汽车的随行料架的物料配载模式(SPS)中的MAS亮灯分拣系统给了很好的参考。
SPS作为精确的配载模式,希望在恰当的时间将汽车所需要的零部件能够及时地送达工作人员随手可以触及的地方,使得工作更加安全、可靠、高效、有序[7-9]。
MAS亮灯分拣系统是SPS的重要辅助系统。
MAS亮灯分拣系统是重要的电子设备,它安装在货架储位上,控制器与计算机对其进行控制,相关的软件整理和计算出相关的信息以数字的形式反馈到电子设备上,同时伴有信号灯的指示。
拣货人员根据信号的指示进行拣选,可以高效准确地拣选到所需要的零部件。
同时MAS亮灯分拣系统可以检测出错误,如果有差错,那么电子信号就会进行反映,提示工作人员错误发生的位置以及情况,要求拣选人员及时地更正。
MAS亮灯分拣系统根据需要控制工作人员的拣取流程,做到柔性化分拣。
整个的分拣过程中,分拣系统会进行全程监控,减少工作人员的错误率,提高了工作人员的工作速度,同时增强了拣货的效率。
进而MAS亮灯分拣系统提高了分拣的安全性,减少了人员的投入。
MAS亮灯分拣系统的功能如下[10]:(1)MAS每天定时从随行料架的物料配载模式中获取BOM 信息,保证MAS系统实施应急作业模式。
随行料架的物料配载模式所下发的BOM信息涵盖这一天的所有车的型号,如果发现有的车型不在BOM信息里面,MAS将会报警进行提示。
(2)当车辆经过最后总装车间时,MAS将从随行料架的物料配载模式中自动得到该辆车的相关配载单信息,其中包括有PV I、车型、颜色、配载区代码等。
(3)MAS会及时记录配载车辆信息,其中包括三种情况如下:进入待拣选的区域、开始进行拣货和最后完成拣货,这些信息将及时上传到随行料架的物料配载模式系统中。
(4)MAS亮灯分拣系统还包括工位操作超时的设定、亮灯的方式切换以及各种报警的屏蔽。
(5)MAS亮灯分拣系统还包括待处理队列显示、当前车辆亮灯信息显示、PV I手工输入功能、指示灯Bypass功能、应急作业模式切换、强制Bypass车辆、系统启停、报警信息查看。
MAS亮灯分拣系统作为柔性分拣系统对柔性生产具有重要的影响以及辅助功能。
这里的汽车生产的柔性化要求精益生产和降低成本提高效率。
SPS打破了多车型共线生产方式的瓶颈,柔性化生产方式更加突出。
MAS亮灯分拣系统作为SPS的重要辅助功能,它的信息化、电子化使得分拣更加柔性化。
根据计算机软件的整合,工作人员及时有效地进行拣货,配合柔性化生产做到精益性;全程监控功能使得柔性化生产具有安全性;亮灯和数字的指示功能使得工作人员能及时到达所拣的货物地方去,增加了柔性化生产的效率,给生产及时供货;MAS 亮灯分拣系统能够将错误信息及时报警,提示工作人员,降低了错误率,使柔性化生产质量合格率上升;分拣系统使得人员的活动区域大,工作简单易行,减少了人员的投入,人力资源的降低和分拣系统引入的长远利益来看降低了企业的成本。
柔性化分拣系统是柔性化生产的重要组成部分,对柔性化生产具有重要影响。
4 结论柔性化生产是越来越多的生产制造型企业所追求的目标,它是企业在市场多变环境中保持强有力竞争的重要手段。
分拣需要辅助生产进行整个流程的调整,柔性化生产离不开柔性化分拣作为支撑,柔性化的分拣使得柔性化生产更加可行。
柔性化分拣需要适当的信息化、电子化、机械化、可视化等方面进行支持。
柔性化的分拣有利于降低公司的成本,提高整个分拣效率进而提高整个生产效率,降低工作人员的分拣强度,提高分拣的准确性。
参考文献:[1]熊峰,吴兵.配送系统中库存柔性的优化模型[J].武汉理工大学学报,2009(10):150-153.[2]孙宇.需求不定条件下柔性配送系统的生产决策优化模型[J].上海企业,2012(8):76-78.[3]钱芝网,王晓光,张李.基于柔性生产的生产物流平衡策略研究[J].工业工程与管理,2012(2):13,20,50.[4]钱飞帆.基于柔性生产企业物流系统构建[J].科技资讯,2011(6):183.[5]李宁,丛黎亮.基于SOA的柔性物流信息系统分析与设计[J].商场现代化,2008(3):112-113.[6]周晓光,堤正臣,苏志远,卢山.具有柔性变址功能的高速带式分拣机网络管理控制系统研究[J].物流技术,2004(10):42-45.[7]杰弗里·莱克.丰田汽车案例——精益制造的14项管理原则[M].北京:中国财经出版社,2005.[8]范玉顺.信息化管理战略与方法[M].北京:清华大学出版社,2008.[9]周文军,赵辉.汽车行业第三方物流管理供货模式[J].物流技术与应用,2003(6).[10]王建华,奚冰.柔性化生产模式中的物料配送信息系统[J].上海汽车,2010(6):32-35.。