机壳定子过盈配合计算
- 格式:xlsx
- 大小:15.59 KB
- 文档页数:6

过盈配合同轴度计算
过盈配合是机械零件配合中的一种,它是指在装配时,轴或孔
的尺寸设计成轴的最大尺寸略大于孔的最小尺寸,这样在装配时轴
可以插入孔中,但由于尺寸之间的差异,会产生一定的压力或间隙。
配合过盈的目的是为了使零件在装配时能够保持一定的紧固度或间隙,以满足特定的使用要求。
同轴度是指轴线或孔的中心轴线与另一轴线或孔的中心轴线之
间的位置关系。
在机械设计中,同轴度是一个重要的指标,它决定
了零件在装配时的定位精度和运行稳定性。
计算过盈配合的同轴度需要首先确定轴和孔的尺寸公差,然后
根据公差的大小来计算同轴度。
公差是表示零件尺寸允许偏差的范围,一般采用国际标准ISO制定的公差等级。
在实际计算中,可以采用最大材料条件和最小材料条件来计算
轴和孔的上下公差限,然后根据公差限的大小来确定同轴度的范围。
同轴度的计算可以采用数学公式或者相关的计算软件来进行。
此外,在进行过盈配合的同轴度计算时,还需要考虑材料的热
胀冷缩等因素对尺寸的影响,以确保在不同工况下零件之间的配合精度和稳定性。
总的来说,计算过盈配合的同轴度需要综合考虑轴和孔的尺寸公差、材料特性以及装配工艺等多个因素,以确保零件在装配后能够满足设计要求的同轴度精度和稳定性。
速机床电主轴过盈配合量的计算更新时间:2009-08-03 14:52:271前言高速机床是现代高速加工技术发展的需要,高速主轴单元作为高速机床的核心部件,应具有以下两个基本特征[1]:首先,应具有较高的转速。
衡量主轴速度的指标是d m.n值,高速主轴的d m.n值一般要求达到1.0×106以上,并具有较宽的恒功率调速范围、良好的升降速特性和快速准停功能。
目前,中等尺寸高速加工中心的最高主轴转速为12000~60000 r/min。
其次,高速主轴应有较大的功率。
尽管在高速切削条件下切削力会下降,切削过程会变得较轻松,但由于切削速度很高,单位时间内消耗的能量也会明显增大,因此需要有较大的功率。
目前,高速加工中心的主电机功率为10~45 kW。
传统的“主电机+皮带传动+齿轮变速”的主传动方式,由于传动链长,传动效率低,而且在高速下传动系统的转动惯量很大,使系统很难获得较高的角加(减)速度;动态和热态特性差,因此难以适应高速数控加工的要求。
目前,能较好地适应高速加工需要的主轴型式是电主轴,即采用无外壳电机直接驱动。
在我校研制的GD-Ⅱ型电主轴中,电机的转子直接装配在主轴上,电机的定子则与主轴单元的外壳配合,省去了皮带轮和齿轮箱等一整套中间传动环节,采用变频器进行主轴的无级调速,实现了主轴系统的零传动[2]。
该主轴系统由于没有中间传动链,结构紧凑、惯性小,具有较好的动态响应特性,能实现快速启动、变速、准停,并具有较好的C轴控制功能。
为了保证高速切削,主轴应具有良好的运动精度和传动能力,主轴零部件应具有良好的加工精度和表面质量,而且还应具有良好的装配精度。
为了易于达到精确的动平衡,电机转子与机床主轴之间采用了无键过盈联接,并以此形成扭矩传递能力。
过盈量的大小直接影响电主轴的性能,过盈量过大会使主轴装配困难,影响装配精度,甚至破坏配合表面;过盈量过小则会影响主轴传递扭矩的能力。
因此,必须对电机转子与机床主轴间的过盈量进行认真研究,以适应高速电主轴设计工作的需要。

过盈过余配合计算公式过盈过余配合计算公式是机械加工中非常重要的一部分,它用于计算零件的尺寸和公差,确保零件能够正确地配合在一起。
在机械加工中,过盈和过余是两个非常常见的概念。
过盈是指零件的最大尺寸大于配合零件的最小尺寸,而过余则是指零件的最小尺寸小于配合零件的最大尺寸。
通过合理地计算过盈过余,可以保证零件之间的配合精度,从而确保机械设备的正常运行。
过盈过余配合计算公式的推导。
在机械加工中,过盈过余配合计算公式是通过一系列的推导和实验得出的。
首先,我们需要了解一些基本的概念和定义。
在国际标准ISO制图规范中,过盈和过余的定义如下:1. 过盈,零件的最大尺寸减去配合零件的最小尺寸,即上偏差减去下偏差。
2. 过余,零件的最小尺寸减去配合零件的最大尺寸,即下偏差减去上偏差。
根据这些定义,可以得出过盈和过余的计算公式如下:过盈 = 零件上偏差配合零件下偏差。
过余 = 零件下偏差配合零件上偏差。
这些公式是过盈过余配合计算的基础,通过它们可以计算出零件之间的配合尺寸和公差。
但是,在实际的机械加工中,由于零件的形状、材料和工艺等因素的影响,过盈过余的计算并不总是那么简单。
因此,为了更准确地计算过盈过余,我们需要进一步考虑一些修正因素。
修正因素的考虑。
在实际的机械加工中,由于零件的形状、材料和工艺等因素的影响,过盈过余的计算并不总是那么简单。
因此,为了更准确地计算过盈过余,我们需要考虑一些修正因素。
这些修正因素包括:1. 材料的热胀冷缩系数,不同材料的热胀冷缩系数不同,这会影响零件的尺寸变化。
在计算过盈过余时,需要考虑材料的热胀冷缩系数,对零件的尺寸进行修正。
2. 表面粗糙度,零件的表面粗糙度会影响其与配合零件的配合精度。
在计算过盈过余时,需要考虑零件的表面粗糙度对配合尺寸的影响。
3. 加工误差,在机械加工过程中,由于加工设备和工艺的限制,零件的尺寸可能会存在一定的误差。
在计算过盈过余时,需要考虑这些加工误差对配合尺寸的影响。

抱紧力计算与校核一、过盈配合的基本参数过盈连接是利用零件间的配合过盈来实现连接。
这种连接结构简单,定心精度好,可承受转矩、轴向力或两者的复合载荷,承载能力高;缺点是结合面加工精度要求较高,装配不便,配合面边缘处应力集中较大。
其主要装配方法有三种:压入法、温差法、液压法。
该产品推力轴承与轴之间的过盈配合采用压入法,为纵向过盈联接。
计算基本参数及其含义如表1-1所示。
表1-1计算基本参数及其含义表二、传递载荷所需要的最小结合压力过盈联接的结合面间的结合压力,即径向压力,与该结合面所传递的载荷大小有关。
如图2-1所示。
图2-1受轴向力及转矩示意图2.1承受传递转矩T当轴与轴套传递启动转矩时,则应保证在此转矩作用下不产生周向滑移。
亦即当结合压力为时,在启动转矩的作用下,配合面间所能产生的摩擦阻力矩应大于或等于启动转矩。
结合面的摩擦阻力距为,为了保证,则有,即有,结合面最小结合压力满足2.2承受轴向力F当轴与轴套传递轴向力时,应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为时,在轴向力的作用下,配合面上所能产生的轴向摩擦阻力应大于或等于轴向力。
结合面的摩擦阻力为,为了保证,则有,即有,结合面最小结合压力满足2.3承受轴向力与转矩的联合作用记联合作用所产生的合力为,则有推理同上,最终得到三、传递载荷所需要的最小过盈量3.1包容件直径比与传递载荷所需的最小直径变化量1)包容件直径比,即结合直径除以包容件外径,2)包容件传递载荷所需的最小直径变化量,即包容件内径的扩大量,其中系数满足,3.2被包容件直径比与传递载荷所需的最小直径变化量1)被包容件直径比,即被包容件内径除以结合直径,2)被包容件传递载荷所需的最小直径变化量,即被包容件外径的缩小量,其中系数满足,3.3传递载荷所需的最小有效过盈量传递载荷所需的最小有效过盈量记为δ,则3.4考虑压平量的最小过盈量考虑压平量的最小过盈量满足,对于纵向过盈连接,取四、过盈连接件所允许的最大有效过盈量4.1连接件不产生塑形变形的最大结合压力与传递力1)包容件不产生塑形变形所允许的最大结合压力塑性材料:脆性材料:其中,系数、按下式计算,2)被包容件不产生塑形变形所允许的最大结合压力塑性材料:脆性材料:其中,系数按下式计算,实心轴,此时3)连接件不产生塑形变形的最大结合压力,4)连接件不产生塑形变形的传递力4.2连接件不产生塑形变形所允许的最大有效过盈量1)包容件不产生塑形变形所允许的最大直径变化量其中系数满足,2)被包容件不产生塑形变形所允许的最大直径变化量其中系数满足,3)连接件不产生塑形变形所允许的最大有效过盈量五、过盈配合的校核计算1)最小传递力其中,2)包容件的最大应力塑性材料:脆性材料:其中,3)被包容件的最大应力其中,同上。

金属零件过盈配合计算公式一、引言。
金属零件的过盈配合是机械设计中常见的一种配合方式,通过过盈配合可以实现零件的连接和固定。
在实际工程中,需要根据零件的尺寸和要求来计算过盈配合的尺寸,以确保零件能够正常使用。
本文将介绍金属零件过盈配合的计算公式,以及计算过程中需要注意的问题。
二、过盈配合的定义。
过盈配合是指装配时,轴与孔的配合尺寸,轴的尺寸大于孔的尺寸。
在装配时,轴件和孔件之间产生一定的压力,使得轴件能够紧固在孔件中。
过盈配合通常用于要求较高的零件连接,例如需要抗震、抗扭转等特殊要求的零件。
三、过盈配合的计算公式。
1. 过盈量的计算。
过盈量是指轴的尺寸与孔的尺寸之间的差值,通常用公差等级来表示。
过盈量的计算公式如下:过盈量 = 轴的最大尺寸孔的最小尺寸。
其中,轴的最大尺寸和孔的最小尺寸可以根据设计要求和公差等级来确定。
2. 紧配量的计算。
紧配量是指轴与孔的配合尺寸,即轴的最大尺寸与孔的最小尺寸之间的差值。
紧配量的计算公式如下:紧配量 = 轴的最大尺寸孔的最小尺寸。
紧配量通常用于要求较高的精度配合,例如需要精密传动的零件。
3. 松配量的计算。
松配量是指轴与孔的配合尺寸,即轴的最小尺寸与孔的最大尺寸之间的差值。
松配量的计算公式如下:松配量 = 轴的最小尺寸孔的最大尺寸。
松配量通常用于要求较低的精度配合,例如需要便于拆卸的零件。
四、过盈配合计算的注意事项。
1. 根据实际需求确定过盈量。
在实际工程中,需要根据零件的使用要求来确定过盈量。
过大的过盈量会导致装配困难,过小的过盈量则会影响零件的使用寿命。
因此,需要根据实际需求来确定过盈量。
2. 考虑材料的热胀冷缩。
在过盈配合的计算中,需要考虑材料的热胀冷缩。
在高温环境下,材料会膨胀,而在低温环境下,材料会收缩。
因此,需要根据实际工作温度来确定过盈量。
3. 考虑装配和拆卸的便利性。
在确定过盈量时,还需要考虑装配和拆卸的便利性。
过大的过盈量会导致装配困难,而过小的过盈量则会影响零件的拆卸。
过盈配合压装压力参数制定方法目的过盈连接是生产中常使用的一种连接方式,制定过盈连接计算规范是要保证正常生产和研发过程使用正确的压力来连接料件,是装配标准化工作的重要目标之一,最终满足生产和客户的需求,为此,制定本规范。
范围本规范适用于计算金属件,及金属件与非金属件连接的过盈计算内容过盈连接是利用零件之间的过盈配合来实现连接的。
这种连接也叫干涉配合或者紧配合连接过盈连接的特点优点:结构简单,对中性好,承载能力大,在冲击载荷下能可靠地工作,对轴削弱少。
缺点:配合面的尺寸精度高,装拆困难。
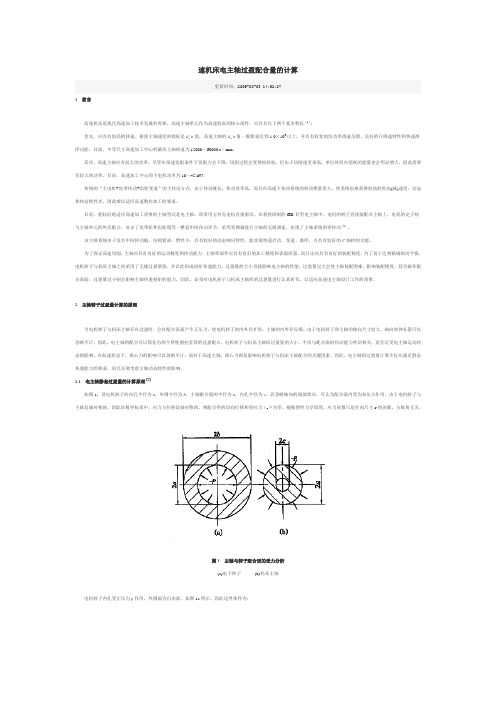
过硬连接的主要用于轴与毂的连接,轮圈与轮芯的连接以及滚动轴承与轴或者座孔的连接等过盈连接的工作原理及装配方法过盈连接的工作原理过盈连接是将外径为dB的被包容体压入内径dA的包容件中(图1.1a)。
由于配合直径间有△A +△B的过盈量,在装配后的配合面上,以便产生一定的径向压力。
当连接承受轴向力F (图1.1b)或转矩T(图1.1c)时,配合面上便产生摩擦阻力或摩擦阻力矩以抵抗和传递外载荷过盈连接的装配方法过盈连接的装配方法有压入法和温差法压入法是利用压力机将被包容件直接压入包容件中。
由于过盈量的存在,在压入的过程中,配合表面微观不平度的峰尖不可避免的受到擦伤或压平,因此降低了连接的紧固性。
在被包容件和包容件上分别制出如图1.2所示的倒锥,并对配合面适当加润滑剂,可以减轻上述擦伤。
温差法是加热包容件或者冷却被包容件,使之既便于装配,又可减少或避免损伤配合表面,而在常温下即达到牢固连接。
加热利用电加热,冷却采用液态空气(沸点-1940℃)或者固态二氧化碳(干冰,沸点-790℃)温差法可以得到较大的固持力,常用于配合直径较大的连接;冷却法常用于配合直径较小时。
由于过盈连接拆装会使配合面受到严重的损伤,当过盈量很大时,装好后再拆开就更加困难。
因此,为了保证多次拆装后仍具有良好的紧固性,可采用液压拆卸,即在配合面间注入高压油,以涨大包容件的内径,缩小被包容件的外径,从而使连接便于拆卸,并减少配合面的擦伤。
Dianqi Gongcheng yu Zidonghua♦电气工程与自动化永磁同步电机电枢与机壳过盈量的计算与应用魏志远(上海众联能创新能源科技股份有限公司,上海200135)摘要:在永磁同步电机的设计中,机壳过盈量取决于电机传递扭矩及装配经济性。
为保证电机在运行发热后仍然有可传递扭矩的过盈量,利用ANSYS系统中的热仿真模块,对电机运行过程中的不同零部件温度进行仿真,保证热膨胀不减小过盈量;并计算采用热膨胀法进行装配时是否能产生足够的装配。
关键词:永磁同步电机;机壳;过盈量;ANSYS0引言永磁同步电机有体积小度大"等优点,因而在新能源电动车中的用S同时,永磁同步电机电枢的发热量,为延长电机使用寿性能等,采用的方式进行温。
永磁同步电机电机壳采用过盈配”电机的不同扭矩”电机壳的过盈量应该在不同电枢在使用过程中然发热,于电机壳的不同,在同温度上•件产生不同的膨胀”是针对这一特性,对电机壳过盈量进行计算仿真。
#永磁同步电机机壳过盈量计算永磁同步电机的1”定功率为100kW,额定扭矩为600Nm,最大转速为4000r/min,传递扭矩为1200Nm,电枢直径为300mm,电度为190mm为,机壳为ZL101A,电扌组材质为/12范围为0(+0.475,-0.795),最大不对齐量为0.795mm。
根据图2计算曲线可知,为80N250定转子不对齐量/m------计算值/N图$电机定子、转子不对齐产生轴向力曲线考虑轴向力及传递载荷的最小压强公式如下:mn(1)对于传递的扭矩,小,故在本次计算中不考虑轴向力,使用以下公式计算小压强:3式中,#为传递扭矩(N・mm);$为结合直径(mm); %为结合长度(mm)屮为被连接件摩擦副的摩擦因数,处取0.1。
按照已知条件#=1200Nm,$=300mm,%=190mm,,!=0.1 (查《机械设计手册》得到)。
代入以上公式计算得:!m in=2X1200X10000.1X3.14X300X300X190!0.44MPa2)计算1—机壳;2—电枢绕组;3—定子铁芯;4—转子。
精密零件过盈配合计算公式在机械设计中,精密零件的过盈配合是非常重要的一环。
过盈配合是指在两个零件的配合过程中,一个零件的尺寸略大于另一个零件的尺寸,这样在装配时可以通过压入或插入的方式使两个零件紧密配合在一起。
精密零件的过盈配合需要精确计算,以确保零件的装配和使用性能。
精密零件的过盈配合计算公式包括以下几个方面:1. 过盈量的计算公式。
过盈量是指两个零件配合时,一个零件的尺寸大于另一个零件的尺寸的量。
过盈量的计算公式为:δ = (D d) / 2。
其中,δ为过盈量,D为外径,d为内径。
过盈量的计算是过盈配合计算的基础,通过计算过盈量可以确定零件的尺寸设计。
2. 壁厚的计算公式。
壁厚是指零件壁的厚度,壁厚的计算公式为:t = (D d) / 2。
其中,t为壁厚,D为外径,d为内径。
壁厚的计算是为了确保零件在装配时能够承受一定的载荷和压力,同时保证零件的强度和刚度。
3. 最大过盈量的计算公式。
最大过盈量是指在允许的公差范围内,两个零件配合时允许的最大过盈量。
最大过盈量的计算公式为:δmax = δ + IT。
其中,δmax为最大过盈量,δ为过盈量,IT为公差。
最大过盈量的计算是为了确保零件在装配时能够顺利配合,同时考虑到公差的影响。
4. 最小过盈量的计算公式。
最小过盈量是指在允许的公差范围内,两个零件配合时允许的最小过盈量。
最小过盈量的计算公式为:δmin = δ IT。
其中,δmin为最小过盈量,δ为过盈量,IT为公差。
最小过盈量的计算是为了确保零件在装配时能够紧密配合,同时考虑到公差的影响。
5. 过盈配合公差的计算公式。
过盈配合公差是指在配合过程中允许的公差范围,过盈配合公差的计算公式为:IT = (ITmax + ITmin) / 2。
其中,IT为过盈配合公差,ITmax为最大公差,ITmin为最小公差。
过盈配合公差的计算是为了确保零件在装配时能够顺利配合,同时考虑到公差的影响。
通过以上几个方面的计算公式,可以对精密零件的过盈配合进行精确计算,确保零件在装配和使用过程中能够达到设计要求。