DIN 1910-1:1983 焊接 第1 部分:焊接概念焊接方法分类
- 格式:pdf
- 大小:187.62 KB
- 文档页数:4
第七章焊接第一节焊接基础一、焊接的实质焊接是指两个或两个以上的零件(同种或异种材料),通过局部加热或加压达到原子间的结合,造成永久性连接的工艺过程。
具体措施:(1)加压——用以破坏结合面上的氧化模或其它吸附层,并是接触面发生塑性变形,以扩大接触面。
在变形足够时,也可直接形成原子间结合,得到牢固接头。
(2)加热——对连接处进行局部加热,使之达到塑性或熔化状态,激励并加强原子的能量,从而通过扩散、结晶和再结晶的形成与发展,以获得牢固接头。
二、焊接方法分类一般都根据热源的性质、形成接头的状态及是否采用加压来划分。
1、熔化焊熔化焊是将焊件接头加热至熔化状态,不加压力完成焊接的方法。
它包括气焊、电弧焊、电渣焊、激光焊、电子束焊、等离子弧焊、堆焊和铝热焊等。
2、压焊压焊是通过对焊件施加压力(加热或不加热)来完成焊接的方法。
它包括爆炸焊、冷压焊、摩擦焊、扩散焊、超声波焊、高频焊和电阻焊等。
3、钎焊钎焊是采用比母材熔点低的金属材料作钎料,在加热温度高于钎料低于母材熔点的情况下,利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散实现连接焊件的方法。
它包括硬钎焊、软钎焊等。
三、焊接的特点1、节约金属材料,产品密封性好2、以小拼大,化复杂为简单3、便于制造双金属结构缺点是焊缝处的力学性能有所降低,个别焊接方法的焊接质量检验仍有困难。
四、焊接的应用1、制造金属结构2、制造金属零件或毛坯3、连接电器导线第二节熔化焊熔化焊是利用电弧产生的热量使连接处金属局部熔化而实现连接的焊接方法。
一、焊条电弧焊1、焊接电弧电弧是两带电导体之间持久而强烈的气体放电现象。
1)电弧的形成(1)焊条与工件接触短路短路时,电流密集的个别接触点被电阻热Q=I2Rt所加热,极小的气隙的电场强度很高。
结果:①少量电子逸出。
②个别接触点被加热、熔化,甚至蒸发、汽化。
③出现很多低电离电位的金属蒸汽。
(2)提起焊条保持恰当距离在热激发和强电场作用下,负极发射电子并作高速定向运动,撞击中性分子和原子使之激发或电离。
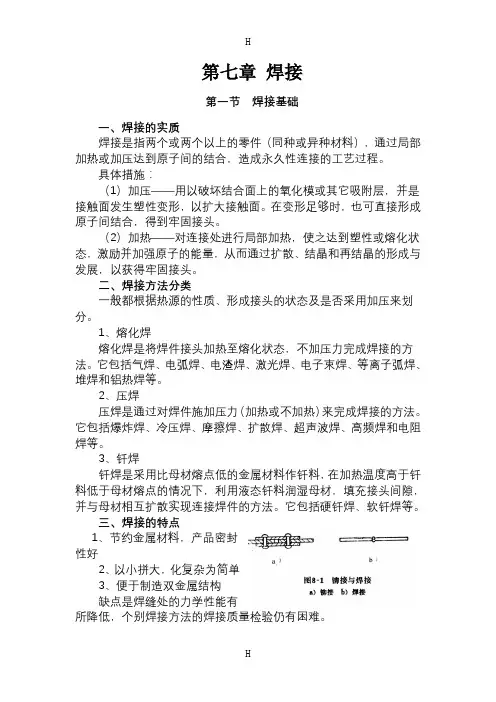
焊接第一部分:基础知识一、连接方法:铆接、螺栓连接、焊接。
1.特点及应用:2.焊接:就是通过加热或加压,或两者并用,并且使用或不用填充材料,使工件达到结合的方法。
焊接过程中会产生有毒气体、有害粉尘、弧光辐射、高频电磁场、噪声和射线等危害因素。
这些因素可导致爆炸、火灾、烫伤、急性中毒、血液疾病、电光性眼炎和皮肤病等职业病。
焊接安全技术研究的主要内容是防火、防爆、防触电以及在尘毒、磁场、辐射等条件下如何保障工人的身心健康,实现安全操作。
3.焊接方法分类:按照焊接过程中金属的状态及工艺特点,分为三种。
熔化焊:是利用局部加热的方法将连接处的金属加热至熔化状态而完成的焊接方法。
压力焊:是焊接时施加一定的压力而完成焊接的方法。
加热至塑性状态后加压(锻焊、接触焊、摩擦焊)。
不加热而直接压至塑性变形(冷压焊、爆炸焊)。
钎焊:把比被焊金属熔点低的钎料金属加热熔化至液态,然后使其渗透到被焊金属接缝的间隙中而达到结合的方法。
烙铁钎焊,火焰钎焊等。
4.切割的分类:根据加热方法的不同分三种。
火焰切割:分为氧--乙炔气切割、液化石油气切割、氢氧源切割、氧溶剂切割。
电弧切割:等离子弧切割、碳弧气割。
冷切割:激光切割、水射流切割。
200—400MPa的高压水。
二、物质分两类:1.金属2.非金属3.晶体4.非晶体晶格:金属的原子按照一定方式有规则的排列成一定空间几何形状的结晶格子。
2.钢中常见的组织:1.铁素体(F)2.渗碳体(Fe3C)3.珠光体(P)4.奥氏体(A)5.马氏体(M)E点是碳在奥氏体中的最大溶解度点,也是区分钢与铸铁的分界点,其温度为1147℃,含碳量为2.11%。
3.钢的热处理:将金属加热到一定温度,并保持一定时间,然后以一定冷却速度冷却到室温,这个过程称为热处理。
分四种:1)淬火2)回火3)正火4)退火5.金属材料的性能:物理性能、化学性能、力学性能、工艺性能。
屈服强度:当拉应力达到某一数值不再增加时而变形继续增加,这个拉应力称屈服强度。
工艺部分口试题1、有关焊接方法名称、定义与分类方面国际上标准有那些,其主要内容有那些?2、ISO4063标准的内容是什么,在那些方面有应用?3、可用于火焰切割气焊的可燃气体有那些,各有那些特点?4、氧乙炔火焰有什么特点,有几种火焰形式,应用于什么场合?5、气焊焊丝的标准是?在标准中,用那些指标反应气焊焊丝的焊接性?6、有关焊接填充材料的国际及欧洲标准有那些?各自分别是什么?7、焊接电源怎样分类?焊条电弧焊、TIG、MAG、MIG等焊接方法各用哪种电源?8、焊条电弧焊、TIG、MAG、MIG焊对焊接电源外特性有那些要求?引弧电压为多少?9、焊条药皮的作用?并对比与自保护药芯焊丝(条)的区别。
10、论述“R”“B”“A”“C”型焊条的突出特点?11、对比焊条电弧焊填充材料标准在标记方面的区别,举例说明ISO2560-A(EN499)ISO18275-A(EN757)ISO3581-A(EN1600)12、TIG焊时,正、负极方面有什么不同?直流正极性、负极性、交流焊接时分别适用那些材料?13、介绍ISO14175(EN439)的标准的主要内容。
不同种类气体符号,主要特性,及焊接不同材料时使用那些气体保护,以及对焊接熔深等的影响。
14、MAG、MIG焊中,何种条件下使用何种过渡形式?15、脉冲MAG、MIG焊优缺点?16、如何选择MAG、MIG焊的干伸长度,干伸长度过短、过长的影响?17、埋弧焊中,并列双丝、纵列双丝、带极、窄间隙埋弧焊的特点?18、ΔU、ΔI调节的基本原理,及其作用?19、热喷涂的方法有那些,各自特点?20、堆焊时常用的合金系统有那些?21、与连接焊比较堆焊有何特点?与热喷涂比较,堆焊有何特点?22、埋弧焊常用的焊接板厚,位置?23、右焊法(气焊)特点及适应性?24、DIN1910的具体内容?25、CO2有几种过渡形式?26、S355、S460、S690可选择的焊材?27、CO2、Ar保护焊对焊缝形态影响?28、电渣焊与电弧焊有何不同?29、塑料焊原理?30、塑料的分类及可焊的塑料种类?31、塑料可用的焊接方法?典型规范是什么?32、点焊时,考虑抗扭强度及分流作用,如何选择焊点数?33、哪种堆焊方法的稀释率低一些?34、何种材料可以进行火焰切割,何种切割方法可以实现熔化切割?工艺部分口试题答案1、ISO4063 焊接方法的数字标记DIN1910 焊接方法的分类、定义、名称。