标准工时分析表(MOD法)1
- 格式:pdf
- 大小:207.78 KB
- 文档页数:16
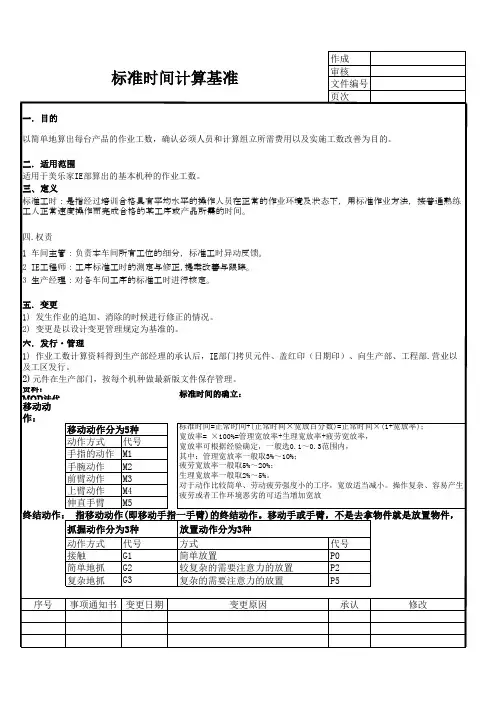
标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
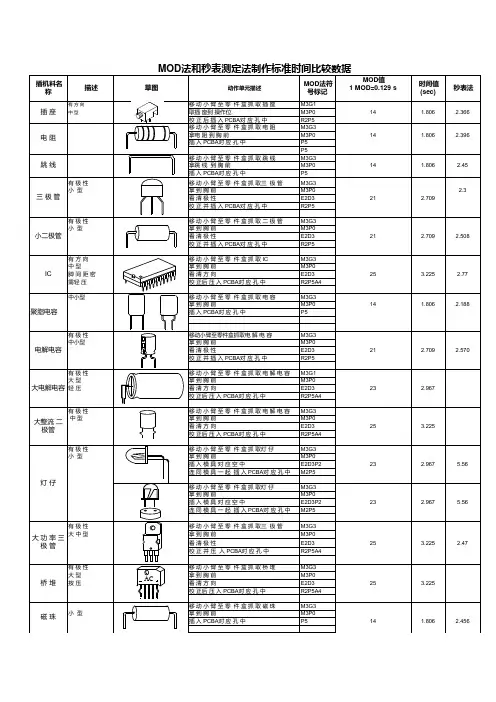
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MOD,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
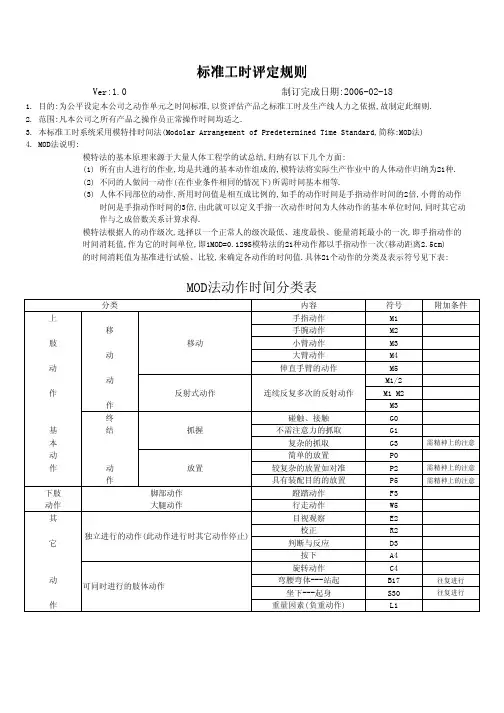
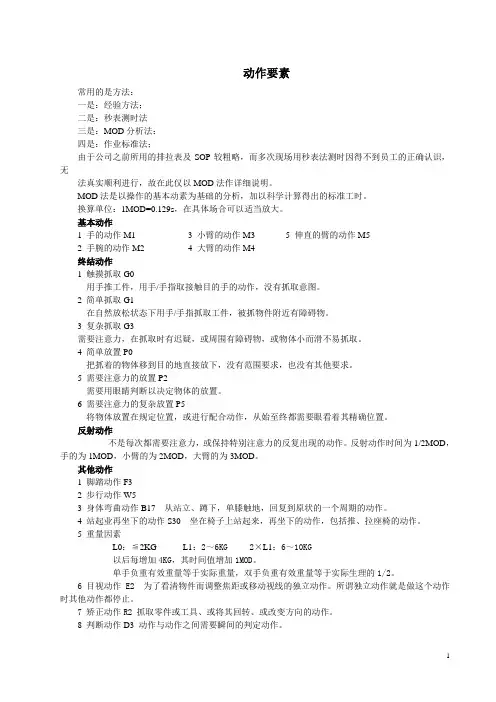
动作要素常用的是方法:一是:经验方法;二是:秒表测时法三是:MOD分析法:四是:作业标准法;由于公司之前所用的排拉表及SOP较粗略,而多次现场用秒表法测时因得不到员工的正确认识,无法真实顺利进行,故在此仅以MOD法作详细说明。
MOD法是以操作的基本动素为基础的分析,加以科学计算得出的标准工时。
换算单位:1MOD=0.129s,在具体场合可以适当放大。
基本动作1 手的动作M1 3 小臂的动作M3 5 伸直的臂的动作M52 手腕的动作M2 4 大臂的动作M4终结动作1 触摸抓取G0用手推工件,用手/手指取接触目的手的动作,没有抓取意图。
2 简单抓取G1在自然放松状态下用手/手指抓取工件,被抓物件附近有障碍物。
3 复杂抓取G3需要注意力,在抓取时有迟疑,或周围有障碍物,或物体小而滑不易抓取。
4 简单放置P0把抓着的物体移到目的地直接放下,没有范围要求,也没有其他要求。
5 需要注意力的放置P2需要用眼睛判断以决定物体的放置。
6 需要注意力的复杂放置P5将物体放置在规定位置,或进行配合动作,从始至终都需要眼看着其精确位置。
反射动作不是每次都需要注意力,或保持特别注意力的反复出现的动作。
反射动作时间为1/2MOD,手的为1MOD,小臂的为2MOD,大臂的为3MOD。
其他动作1 脚踏动作F32 步行动作W53 身体弯曲动作B17 从站立、蹲下,单膝触地,回复到原状的一个周期的动作。
4 站起业再坐下的动作S30 坐在椅子上站起来,再坐下的动作,包括推、拉座椅的动作。
5 重量因素L0:≦2KG L1:2~6KG 2×L1:6~10KG以后每增加4KG,其时间值增加1MOD。
单手负重有效重量等于实际重量,双手负重有效重量等于实际生理的1/2。
6 目视动作E2 为了看清物件而调整焦距或移动视线的独立动作。
所谓独立动作就是做这个动作时其他动作都停止。
7 矫正动作R2 抓取零件或工具、或将其回转、或改变方向的动作。

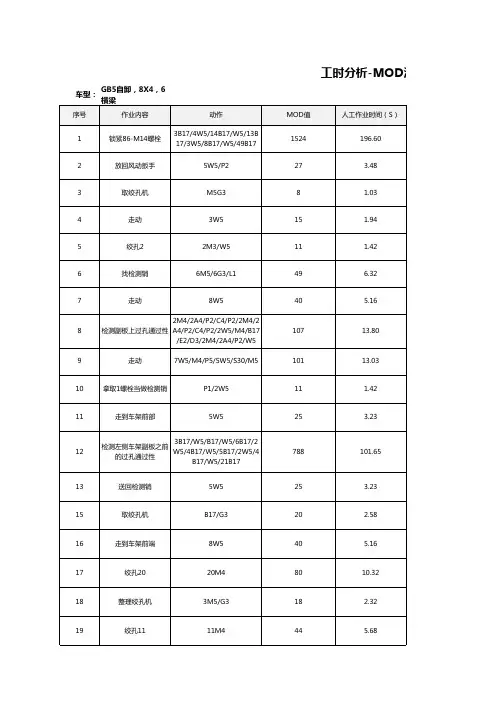


3.2 DIP T/U 段一般动作标准:No 动作描述分析式MOD 数左手:M4G1M2G1M4P0右手:H右手:M4G1M4M2P2M3左手:HM2G1M3P0右手:M3C4M2P2M3左手:HM2M1M3P0左手:M4P5+UT=2.5SECM4右手:M4P5+UT=2.5SECM4左手:M4P0G1M4P0M4G1M4右手:M2P0左手:M4P0M4右手:H 共:=3.3+2.2N SEC/EA NO 动作描述分析式MOD 数a. 取插销及PCB 板左手:M4G1M2G1M4P0右手:M4G1M4P2b.刮锡渣UT=1.8SEC =UT*N 颗c.放入输送带左手:H右手:M2G1M4P2No 动作描述分析式MOD 数左手:M4G1M4C4M3右手:Hb.检查零件脚是否过长时间UT=0.4(L+W)/7.5+0.006N SEC SEC=每目检一次所需时间(S1)*移动目光检视区域次数(N)+判断每颗零件脚是否过长时间(S2)*零件总数(N)*零件过长比率(B)(因人目光一次可看75*75CM)之区域,故看完一片PC 板需看n 次, n=(PCB 宽/7.5)*(PCB 长/7.5)(Unit:CM)抽样求得S1=0.4SEC,S2=0.006SEC)L:CMW:CM左手:H右手:M4G1M44 c.剪零件脚(每颗)UT=1.3 SEC **** 1.3N SEC 左手:M4C4P2右手:H共a+b=1.4+0.14N SEC(N:零件总颗数)12 1.91)拆板后切板,放入输送带共: /2 =6.4SEC/EA 标准时间20 3.1SEC2 b.拆断余板一端22 3.4SEC1 a.取下散热板治具(2片)28 4.3SEC4d.切板(2连板)****2.5SEC3 c.拆断余板另一端SEC2)取插销后刮锡渣放入输送带标准时间1a.自输送带取基板,并翻转16 2.5SEC 5 e.放入输送带(2块) 2.2N SEC 标准时间112 1.9SEC2**** 1.4SEC2)取机板检查零件是否过长后剪过长零件脚共=5.4+3(L+N)+0.006NB+1.3N SEC(L:PCB 板长,W:PCB 板宽,N:零件总颗数,B:零件过长比率)39SEC 5d.放回输送带101.5SEC3 b.取气剪9 1.43)输送带上取基板、正检2****=3(L+N)+0.006NB∑ae∑aC ∑adNO 动作描述分析式MOD 数左手:M4G1M4右手:H 2 b.检查零件面(每颗)UT=0.14 SEC****0.14N SEC 3 c.检查锡面(每个焊点)UT=0.3 (0.3"/四个焊点)****0.3*N/4SEC 左手H右手:M3G1C4共:= 13.2+(6.47NB) SEC(N:零件总颗数,B:正检不良率)NO 动作描述分析式MOD 数左手:M4G1M4A4C4右手:M3G1C4左手:H右手: M4G1M4c.清除焊孔UT=2.3 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:C4D3M2A4C4右手:He.左手取锡丝,左手:M3G1M3P5右手取烙铁右手:M4G1M4f.补焊UT=2.47 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:M3G1M4P0M4右手:H 左手:H右手:M3G1E2D3R2A4No 动作描述分析式MOD 数左手:M3G3M3H 右手:M4G1M4P2b.锁螺丝(第一颗)左手:H (自攻螺丝)1.5+0.022L(L:自攻螺丝长度:mm)右手:M3G1P2M2P2+0.022*L (自攻螺丝)(K:机械螺丝长度:mm)左手:H (机械螺丝)1.5+0027K 右手:M3G1P2M2P2+0.027*K(机械螺丝)5标准时间6 1.4SEC 补跷件后将基板放回输送带.1 a.自输送带取基板934标准时间a.按住跷件,反过PC 板17 2.6SEC12 d.压入跷起之脚(每颗)b.取络铁9 2.6SEC/EA17 1.4SEC****2.3NBSEC3.3SECSEC **** 2.47NB SEC标准时间SECSEC7g.放回输送带上12 1.9214清洗烙铁头81.22****SEC自攻螺丝:共: =3.2+0.022L(1+N)+1.4N SEC/EA机械螺丝; 共:=3.2+0.027K(1+N)+1.4N SEC/EA111.7152.32*NSEC8h.点胶=每人点明间*N5)锁螺丝1a.取螺丝及锁固物∑a i∑ac∑ac左手: H (自攻螺丝)(1.4+0.022L)N右手:(M3P2M2P2+0.022*L)N (自攻螺丝)左手:H (机械螺丝)(1.4+0027K)N右手:(M3P2M2P2+0.027*K)N(机械螺丝)o.放散热片X手:M3G3M3P0R2P5;16 2.48SEC a.放晶体X手:M3G1M3P0R2P514 2.17SEC b.涂晶体散热膏双手:M3G3M3P0M3G1M3*2M220 3.10SEC c.放螺帽X手:M3G3M3P0R2P516 2.48SEC f.放绝缘片X手:M3G3M3P0R2P516 2.48SEC g.点红胶X手:M3M2P27 1.08SEC h.取出散热片放于輸送帶上X手:M3G1M4P08 1.24SEC i.组装好的散热片装箱X手:M3G1M4M2P212 1.86SEC j.穿晶体于散热片中X手:M3G1M3G1M2R2P517 2.63SEC l.穿螺丝于散热片中X手:M3G1M3G1M2R2P517 2.63SEC m.锁螺帽于散热片上X手:M3G1M3G1R2P5A4R2*3M2274.18SECNo 动作描述分析式MOD 数1 a.取机台X手:M3G3M28 1.24SEC 2 b.擦机身(单位面积)UT=1.1**** 1.32*SSEC 3 c.摇机身UT=1.120 3.10SEC 短胶袋(≦250mm ) UT=4.5SEC **** 5.40SEC 长胶袋(≧250mm) UT=7.0SEC ****8.40SEC 5 e.贴Label(单位面积mm)UT=0.003SEC ****0.004*SSEC 6 f.组装刀卡(V卡刀数N=a*b)UT=1.02SEC **** 1.22*NSEC 7g.插插头X手:M3G1R2M2P513 2.01SEC 8h.插端子X手:M3G1R2M2A412 1.86SEC 9i.按键盘X手:M3M2A49 1.39SEC 10j.目视机身;Label UT=8.0SEC ****9.60SEC 11k.目视线材UT=7.5SEC ****9.00SEC 12l.划记号M3M2G1M2P513 2.01SEC 13m.装机台于纸盒M3G3M3G3*3P5A4*2M2A4P538 5.88SEC 14n.成型纸盒M3G1M3M3M2A4*2M2A4P529 4.49SEC 15o.成型纸箱UT=28SEC****33.60SEC标准时间46)包装3 c.继续锁螺丝****SEC4 d.装胶袋。
标准工时之MOD法标准时间=正常时间+(正常时间×宽放百分数)=正常时间×(1+宽放率);宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率,宽放率可根据经验确定,一般选0.1~0.3范围内,其中:管理宽放率一般取3%~10%;疲劳宽放率一般取5%~20%;生理宽放率一般取2%~5%。
对于动作比较简单、劳动疲劳强度小的工序,宽放适当减小。
操作复杂、容易产生疲劳或者工作环境恶劣的可适当增加宽放。
正常时间一般采用模特法(MOD法)来确定;MOD法动作分析方法以及实例分析:(1)移动动作M(5个) 移动动作为手指的动作M1、手腕的动作M2、前臂动作M3、上臂动作M4及伸直手臂的动作M5。
(2)终结动作(6个) 指移动动作(即移动手指一手臂)的终结动作。
移动手或手臂,不是去拿物件就是放置物件,所以终结动作由抓握(G)和放置动作(P)两种动作组成。
1)抓握动作(G) 根据其动作的特点分为:①接触G0;②简单地抓G1;③复杂地抓G3(注)。
2)放置动作(P) 根据放置的特点又分为:①简单放置P0;②较复杂的需要注意力的放置P2(注);③复杂的需要注意力的放置P 5(注)。
(3)其它动作(11种) 其它动作共分为:1)下肢动作又分为:①足踏动作F3;②走步动作W5。
2)重量因素L1 考虑重量对时间值的影响。
3)其它动作又分为:①目视动作E2(独);②校正R2(独);③单纯地判断和反应动作D3(独);④按下动作A4(独);⑤旋转动作C4;⑥弯体动作B17(往);⑦坐下起身动作S30。
4.模特法的动作分析(1)基本动作——上肢动作1)移动动作(M) 移动动作包括5种,分别以手指、手和手臂进行作业来区分。
①手指动作M1 表示用手指的第三个关节前的部分进行的动作,每动作一次时间值为1MO D,相当于手指移动了2.5cm的距离。
②手的动作M2 用腕关节以前的部分进行的动作,当然也包括了手指的动作,每进行一次为2MOD,相当于动作距离为5cm左右。
一般工站时间参考表(MOD法)一、下料 M4G1M4G1E2M2E2M2E2M2E2M4P0理論时间:(4+1+4+1+2+2+2+2+2+2+2)*0.129=3.61''備註:下料帶有檢查的動作,目視過程已經帶有判斷,E2時間即可,只有在判斷出次品才需在給D3,現場下料時間比較大,主要是爲了調節後面生産需要,不能作爲瓶頸工程;二、放風扇 M4G1M4P0G3M4P5M2G1M3M4P0理論时间:(4+1+4+3+3+4+5+2+1+3+4)*0.129=31*0.129=3.999"三、風扇貼標簽,放風扇線材須穿孔: M4G1M4P0M3G3M3P2A4M3P5G1M3M4 理論时间:(4+1+4+3+3+3+2+4+3+5+1+3+4)*0.129=5.16" 線材無須穿孔: M4G1M4P0M3G3M3P2A4M3P2M4P0 理論时间:(4+1+4+3+3+3+2+4+3+2+4)*0.129=4.257"四、锁螺丝(使用螺丝盤) M4G1M4P0 N(G1M3P2M1A4+UT)(N-1)M3M3P0理論时间:(4+1+4+N*(1+3+2+1+4+3))*0.129+N*UT=1.161"+(1.806+UT)N備註:根據產品螺絲長短實際情況,UT時間可取值為0.2s及0.3s五、锁螺丝(已放螺丝) M4G1M4P0 N(P2M1A4+UT) (N-1)M3M3P0理論時間: ((4+1+4+7N)+3N-3)*0.129+N*UT=1.16"+1.29N+0.3N (長螺絲)六、刷导热膏、蓋脆盤 M4G1M4P2M3P0M3M2A4M2A4M3G1M3P2M2G1M3P0理論时间:(4+1+4+2+3+3+2+4+2+4+3+1+3+2+2+1+3)*0.129=5.676''刷导热膏 M4G1M4P2M3P0M3M2A4M2A4M2M3G1M3P0 (4+1+4+2+3+3+2+4+2+4+2+3+1+3)*0.129=4.902"備註:刷導熱膏以來回兩次為基準,脆盤放置難易也可適度P2升級到P5七、放铝盖、撕膜 M3G3A4M2G1M2G3A4M2M3理論时间:(3+3+4+2+1+2+3+4+2+3)*0.129=3.483''八、貼腳墊 M4P2M4N(G1M3P2A4)(N-1)M3G1M3理論时间:(4+2+4+N(1+3+2+4)+3N-3+1+3))*0.129=1.419''+1.677N備註: N為腳墊數.九、檢腳墊、蓋脆盤 M4P2A4E2D3G1M3G1P2A4M3P0理論时间:(4+2+4+2+3+1+3+1+2+4+3)*0.129=3.741''十、插Pushpin M3G1M3N(G1M3E2P2A4)(N-1)M3M3P0理論时间:(3+1+3+N(1+3+2+2+4)+3N-3+3)*0.129=0.903''+1.935N備註:插多PIN時調整N數.十一、盖印章 M3M3M3M3P5A4M3P0理論时间:(3+3+3+3+5+4+3)*0.129=3.096''十二、贴贴纸 M4P5M4P0M3G0M3G1P5A4M3P0理論时间:(4+5+4+3+3+1+5+4+3)*0.129=4.128''十三、滚贴纸(滾筒) M4G1M4P0P0M2A4M2A4M3P0理論时间:(4+1+4+2+4++2+4+3)*0.129=3.096''十四、风扇测试 M4G1M4P0M2R2A4M3M1M1M3UTM3UTM2UTM2M3P0理論时间:(4+1+4+2+2+4+3+1+1+3+UT+3+UT+2+UT+2+3)*0.129=4.257''+3UT=5.157理論时间:(4+1+4+2+2+4+3+1+1+3+UT+3+UT+2+UT+2+3)*0.129=4.257''+3UT=7.257備註:普通風扇UT取值為0.3S. PW風扇UT取值1S(含啟動時間).十五、放彈簧,螺柱 M4G1M4P0G3N(M3G1E2R2M3P2M3G1M3)P2M2G0M3P0理論时间:((4+1+4+3+N(3+1+2+2+3+2+3+1+3)+2+2+3)*0.129=2.451''+2.58N備註:N表示彈簧數及螺柱數十六、壓C形扣 M4G1M4P0N(P2A4M3E2P2A4)(N-1)M3M3P0理論时间:((4+1+4+N(2+4+3+2+2+4)+3N-3+3)*0.129=1.161''+2.58N備註:N表示C形扣數十七、壓O形扣 M3N(M3E2P2)G1M4E2P2N(E2G3G1M3P0E2P2M3E2P2) (N-1)M3M3M3A4M3G1M3P0理論时间:((3+7N+1+4+2+2+20N+3N-3+3+3+4+3+1+3)*0.129=3.354''+3.87N備註:N表示O形扣數十八、貼條碼、折彩盒 M4G1M3G1M3G3M3E2P2M3M2M2M2M3P0理論时间:(4+1+3+1+3+3+3+2+2+3+2+2+2+3)*0.129=4.386十九、全检 M4G1M4 N(E2D3) (N-1)M2 M3P0理論时间:(4+1+4+5N+2N-2+3)*0.129=1.29''+0.903N全檢(需掀起脆盤及保護膜時) M4G1M4G1M2 N(E2D3)M3P2(N-1)M2G1M2M3P0理論时间:(4+1+4+1+2+5N+3+2+2N-2+2+1+3)*0.129=2.709''+0.903N備註:檢查多面調整N數,=5.16" 7" 4.902"。