M80操作手册【Word版】34p
- 格式:docx
- 大小:173.47 KB
- 文档页数:22
数控龙门铣床使用说明书最大加工长度3500 mm最大加工宽度1100 mm最大加工高度800 mm制造时间:2019-10-31江苏九星机床制造有限公司龙门铣床使用说明书一.龙门铣床简介龙门铣床是具有门式框架结构和卧式长床身结构以及电路控制系统的刨铣床。
龙门铣床加工精度和生产率都比较高,适合在大批量生产中加工大型工件的平面和斜面。
龙门铣床由立柱和顶梁构成门式框架。
横梁可沿两立柱导轨作升降运动。
横梁上有1-2个带垂直主轴的铣头,可沿横梁导轨作横向运动。
两立柱上还可分别安装一个带有水平主轴的铣头,它可沿立柱导轨作升降运动。
这些铣头可同时加工几个表面。
每个铣头都具有单独的电动机(功率最大可达11千瓦)、变速机构、操纵机构和主轴部件等。
加工时,工件安装在工作台上并随之作纵向进给运动。
龙门铣镗床横梁上装有可铣可镗的铣镗头,其主轴(套筒或滑枕)能作轴向机动进给并有运动微调装置,微调速度可低至5毫米/分。
外形与龙门刨床相似,区别在于它的横梁和立柱上装的不光是刨刀刀架而是带有主轴箱的铣刀架,并且龙门铣床的纵向工作台的往复运动不是主运动,而是进给运动,而铣刀的旋转运动是主运动。
在龙门铣床上可以用多把铣刀同时加工表面,所以生产效率比较高,适用与成批和单件生产,用以加工中型和大型工件。
二、注意事项1.安装前注意事项为了确保安全的的操作本机床,安装时请注意下列事项;●不要接触变压器、电机、接线盒,以及其他有高压电接头的零件,以免被电击。
●不要用湿手接触开关●机床启动前应先检查电线电缆是否损坏,以免漏电●拖板快速移动时,注意碰撞或挂带。
1-1警告事项1.水和油能使地面变滑,为了防止发生意外,地面必须保持清洁干燥。
2.提供充分的工作空间以免危险发生。
3.熟记紧急停止按钮的位置,为在使用时才寻找。
4.切勿不经意的触摸开关。
5.操作任何开关前,必须先确认是否正确6.对机床的任何修理前必须先确认机床已经停止运转并且电源开关已经关闭。
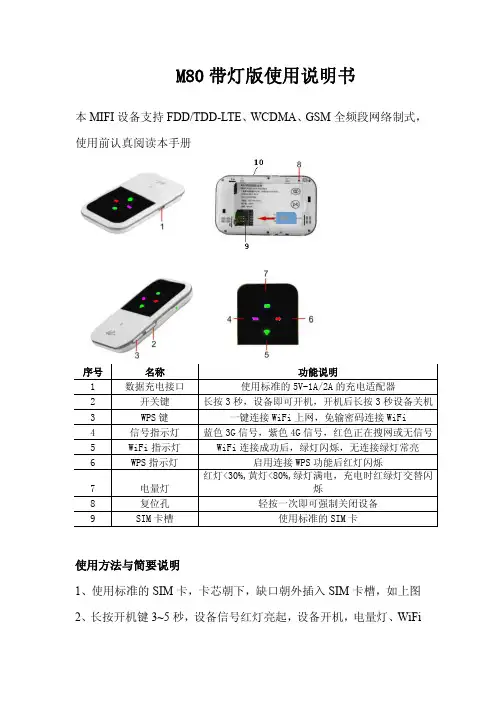
M80带灯版使用说明书本MIFI设备支持FDD/TDD-LTE、WCDMA、GSM全频段网络制式,使用前认真阅读本手册序号名称功能说明1数据充电接口使用标准的5V-1A/2A的充电适配器2开关键长按3秒,设备即可开机,开机后长按3秒设备关机3WPS键一键连接WiFi上网,免输密码连接WiFi4信号指示灯蓝色3G信号,紫色4G信号,红色正在搜网或无信号5WiFi指示灯WiFi连接成功后,绿灯闪烁,无连接绿灯常亮6WPS指示灯启用连接WPS功能后红灯闪烁7电量灯红灯<30%,黄灯<80%,绿灯满电,充电时红绿灯交替闪烁8复位孔轻按一次即可强制关闭设备9SIM卡槽使用标准的SIM卡使用方法与简要说明1、使用标准的SIM卡,卡芯朝下,缺口朝外插入SIM卡槽,如上图2、长按开机键3~5秒,设备信号红灯亮起,设备开机,电量灯、WiFi绿灯亮起,信号灯由红灯变为蓝灯或紫灯时,设备搜到网络信号即可连接本MIFI设备上网。
3、在手机、电脑等终端设备上搜索设备的WiFi名:4G MIFI-xxxx,输入密码1234567890连接即可。
4、在浏览器地址栏输入192.168.100.1:8080点确定进入后台网关登录界面,如下图5、后台管理后台网关界面——用户名、密码输入admin点登陆进入管理界面5.1、系统状态这里显示设备网络状态、基本信息、网络连接数量等5.2、家庭网络可以查看已连接的设备,控制上网设备5.3、无线无线设置:可以设置可连接设备的数量,设置后设备要重启后生效;首选网络——可以设置4G/3G/2G网络(需要设备支持,参照机身贴纸支持网络类型;SIM卡支持,由网络运营商提供,咨询当地网络提供商)无线安全设置:设置WiFi名称(SSID)、密码,点保存后生效。
无线MAC过滤:通过MAC地址控制连接网络的设备。
5.4、路由器设置网关登录密码、恢复出厂设置、关闭路由器、重启路由器等6、WPS一建上网功能打开手机或者电脑的WPS一建连接功能,以手机为例如下图,然后按动WPS键3秒,WPS指示红灯闪烁,启动设备WPS功能,自动连接WiFi上网。
ebmpapst a3g800-ao84-01使用手册1,软启动功能:当为风扇供电时,电流从零开始逐步增加,直到风扇达到最大转速和额定电流,启动的最大等于自由运行电流,风扇将在指定的时间内达到额定转速。
2,自启动功能: 起到锁定保护和限制电流的重新启动,自启动功能是保证风扇马达将自动重新启动,以防扇叶被阻塞,转子被锁住时,风扇的电流将会降低到零,风扇会在5秒后自动重新启动。
3,FG转速侦测功能: 相当于频率发生器或输出转速表,这是-个集电极开路输出连接到一个上拉电阻和兼容阅读设备的输入电源电压,这个输出提供一个方波信号 (如TTL输入电脑)最大集电极电压可能高达72伏特直流和最大集电流10MAA,阅读设备的由源以而右七M启村同的十面。
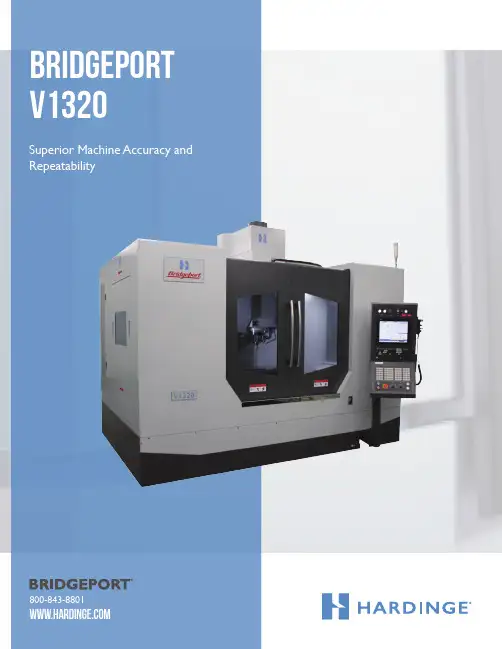
BRIDGEPORT V1320800-843-8801Superior Machine Accuracy and RepeatabilityFeatures• 15” M80 Color LCD, T ouch Screen Control with USB • Coolant Chip Flush System• 12,000 RPM Greased Direct Coupled Spindle with Chiller • CT40 Spindle (BT opt) • Dual Contact Big-Plus ® Spindle • Hand-held Manual Pulse Generator • On board (2) SD Card Slots • Fully Interlocked Machine Guarding • NAVI Mill Shop Floor Programming • Manual Chip Wash Gun • 4th Axis Pre-wiring• ECO Friendly Centralized Grease Lubrication • Three Color Stack Light• One Year Machine Warranty Parts and Labor• Three Year Control Warranty Parts and Labor• Program and Data Protect Key • Prep for 1000 PSI Through-Spindle Coolant (with rotary union) • Automatic Power Off • Retention Knobs• Bright Dual Work Lights, and a Third Adjustable• Inverter Drive ATC for Fast Recovery AIS System• OMP40-2+OMI-2T+OTS, Pre-wiring InterfaceManufactured to the highest industry standards, the Bridgeport V1320 is packed with features to meet and exceed the requirements of the demanding metal-cutting market.• 40 Position 40 Taper T ool Magazine• 12,000 RPM Air/Oil Spindle, 30 HP DDS• 15,000 RPM Air/Oil Spindle, 30 HP DDS• Absolute Linear Encoder • Ball Screw Nut Cooling • Through Spindle Coolant • 4th Rotary Axes Interface • Probe Package OMI-2T + OMP- 40-2 + OTS • ATC Auto Door• Auto Central Grease system • Cutter Air Blast • Spare M-Codes (8 Sets)• Chiller for Power Casemachine options15 Inch Mitsubishi M80 Control • 15 Inch T ouch Screen• T ouch Screen Features are Completely Intuitive• Pinch to Zoom In and Out,Scroll Through Screens, andMove Pop-up Windows onthe Screen.• Drag with a Single Finger• SD Cards• 32GB in Front of Control• 32GB on Rear of Control• USB Function• Programs can be Run fromthe USB• Sub Program Calls can beMade from Most Devices toMost Devices• Programs can be Edited and Created on Most Devices• No Performance Lag willResult from Running fromSD or USB Memory.Heavy Duty Linear Guideways,Ball Screws and Axis DrivesT o provide superior machine accuracy and repeatability the V1320 comescomplete with oversized high-class 45mm double nut ballscrews on X & Z,and (2) 40mm ball screws on Y, fixed and pre-tensioned. Large 45mm high-quality linear guideways supported by 6 trucks on the X and Z Axis.Powerful Spindle MotorsBig Plus, 40 taper, 12,000-rpm Direct Drive spindle powered a dual-woundMitsubishi spindle motor.• 14.7/20/30 Hp (Cont./30 min/Peak).• 55/75/110 ft-lbs T orque (Cont./30 min/Peak).Quad set of 70mm angular contact bearings and a 60mm rear taperroller bearing provide superior thermal stability, significant radial and axialstiffness and high accuracy.1984 lbf tool retention for aggressive cutting applications.Best Overall WorkingCube in its class• 52 Inches in the X-Axis• 24.8 Inches in the Y-Axis• 26.7 Inches in the Z-AxisDual Y Axis Ball Screws• Driven at the Center ofGravity Effect• Improved Surface Quality• Outstanding Acceleration• Reduction of Vibration• Improved Roundness• Longer T ool LifeMill Specifications forM80 Series Controls• 3-Dimensional T ool Radius Compensation (tools vertical-direction compensation)• Absolute/Incremental Command• Alarm Guidance• Automatic Backup (setup by parameter)• Automatic Support Functions• Automatic T ool Length Measurement• Manual T ool Length Measurement• T ool Life Management 200 Sets (M80)• Workpiece Position Measurement• Axis Detachment• Circular Interpolation (center/radius designation)• Cutting Feed Override• Cylindrical Interpolation• Data Protection by User Level• Data Protection Key• Drip Feed Through RS232, USB, SD Front Side Memory Card, or Data Server SD Memory Card• Background Editing• Buffer Correction• Display/Edit 3 Programs at Once (15” & 19” screen)• Editing of All Memory Types (memory card front slot, data server, USB)• G Code Guidance• Machining Program Input Mistake Check Warning• Multi-part System Simultaneous Program Editing• Program Editing• Feed Per Minute (asynchronous feed)• Feed Per Revolution (synchronous feed)• G00 Feedrate Designation• Helical Interpolation• Inch/Metric Change Over• Inclined Axis Control/Inclined Surface MachiningCommand• Input/Output I/F• SD Card I/F• Control Unit-side SD Card I/F [up to 32GB]• Front-side SD Card I/F [up to 32GB]• Ethernet I/F (using FTP software)• Front-side USB Memory I/F [up to 32GB]• RS-232C I/F• Ladder Monitor• Machine Accuracy Compensation• Backlash Compensation• Circular Error Radius Compensation• Lost Motion Compensation• Memory-type Pitch Error Compensation• Rotation Center Error Compensation • Smooth High-gain (SHG) Control• T wo-way Pitch Error Compensation• Manual Speed Command (specify feedrate in runningprogram by handwheel)• Menu List• Operation History• Override Cancel• Parameter Guidance• Parameter Lock• Program Control/T est• 2D Graphic Check• 3D Solid Program Check• Dry Run• Machine Lock• Machining Time Computation• Miscellaneous Function Lock (MST lock)• Optional Block Skip• Single Block• Program Display Lock (9000 programs)• Program Protection Lock (9000 programs)• Program Support Functions• 3-dimensional Coordinate Conversion• 8000 Macro Variables• Automatic Corner Override• Compensation Data Input by Program• Coordinate Rotation by Program/Parameter• Corner Chamfering/Corner R• Exact Stop Check Mode• Figure Rotation• Fixed Cycles• Geometric Command• High-speed Machining Mode I (G05P1) MaximumM80A-33.7kBPM• High-speed Machining Mode II (G05P2) MaximumM80A-67.5kBPM• High-speed High-accuracy control I (G05.1Q1)Maximum M80A- 33.7kBPM• High-speed High-accuracy Control II (G05P10000)Maximum M80A-67.5kBPM• High-speed High-accuracy Control III (G05P20000)Maximum M80A-135kBPM• Interactive Cycle Insertion (icon based programming)• Linear Angle Command• Macro Interrupt• Machining Condition Selection• Mirror Image• Parameter Input by Program (G10)• Playback• Polar Coordinate Command• Programmable In-position Check• Rapid Traverse Block Overlap• Scaling• Simple Programming (NAVI mill conversationalprogramming)• Smooth Fairing• Subprogram Control (10 layers)• SSS Control• Timing Synchronization Between Part Systems• T ool/Material Shape Input by Program• T olerance Control• User Macro• Rapid Traverse Override• Remote Desktop Connection (using VNC software)• Simple Screenshot Capture• NC Explorer• NC Monitor2• NC Trainer2*• Software Stroke End (over travel)• Spindle Functions• Constant Surface Speed Control• Spindle Positioning (PLC dependent)• Spindle Override• Spindle Oscillation• Spindle Orient (PLC dependent)• Spindle Speed Clamp• Spiral/Conical Interpolation• Spline Interpolation (G05.1 Q2 / G61.2)• Spline Interpolation2 (G61.4)• Stroke Check Before Travel• Support for 17 Languages• Tapping• Deep-hole Tapping Cycle• High-speed Synchronous Tapping Cycle• Pecking Tapping Cycle• Dwell (time-based designation)• Program Storage 500kB [1280m] (1000 programs)Internal Memory• T ool Center Point Control (TCP)• T ool Compensation Functions• 400 Sets or Higher (dependent on CNC type)• T ool Compensation for Additional Axes(other than X and Z)• T ool Length and Radius Offset• T ool Wear Offset• T ouchscreen as Standard• User Selectable Menu Configuration (rearrange theorder of softkeys)• Vertical Axis Pull-up• Zero Return• No Need to Purchase Options to Add AxisSPECIFICATIONS V1320SpecificationsAxis TravelT able (X axis) 51.96 in. (1,320mm) Saddle (Y axis) 24.80 in. (630mm)Head (Z axis) 26.77 in. (680mm) PositioningAuto Mode (X and Y axes) 1,692 in./minAuto Mode (Z axis)1,417 in./minManual Mode (X,Y and Z axes)0-157 in./minFeedrate Range (X and Y axes)0.1-787 in./min Feedrate Range (Z axis)0.1-787 in./minAcceleration x/y/z 236/197/156 in./ s2 (.6/.5/.4 m/ s2)Minimum Increment0.00004 in.Ball Screw Diameter and Pitch (X axis) 1.77” x .630”Ball Screw Diameter and Pitch (Y axis) 1.57” x .630”Ball Screw Diameter and Pitch (Z Axis) 1.77” x .472”Axes Thrust Max (X/Y)5,649 lbsAxes Thrust Max (Z) 10,593 lbs SpindleSpindle Speed Range 12,000 RPMSpindle Motor HP Rating (1/6 H)Mitsubishi30 hp @ Base Speed of 1400 RPM Spindle T orque 12,000 RPM (1/6 H)110 ft/lbs Mitsubishi Spindle T aper CT40 or BT40T ool Holder Face & T aper 40 Spindle T aper 5.9” min – 32.6 WorktableWorking Surface55.12 X 23.6 in. (1,400 x 600mm) T able Load2,200 lbs. (1,000kg) Number of T-Slots 5T-Slot Size.708” (18 mm) ControlMitsubishi M804th Axis Preparation Standard Automatic Tool ChangerT ype of T ool Shank BT40 or CT40 T aper Magazine Capacity 30 T ools (optional 40) T ool Select by Shortest Pathand Random SelectBi-DirectionalMaximum T ool Diameter(adjacent pockets)2.95 in. (75 mm)Maximum T ool Diameter(without adjacent pockets)5.9 in. (150 mm) Maximum T ool Length 11.81 in. (300 mm) Maximum T ool Weight 15.0 lbs. (7kg) Random T ool Change Time(chip–to-chip) ISO 10791-94.6 SecondsCoolant and Chip ManagementSwarf Removal Chip Conveyor Cutter Air Blast Optional Coolant T ank Capacity114 US Gallons (450L) Wash Down Standard Wash Gun Standard AccuracyPositioning Ap .0004 in. (.10mm) Repeatability Ru .0002 in. (.005mm) Machine SizeMachine Height125 in. (3,165 mm) Machine Floor Space(chip conveyor not included)130 x 89 in.(3,300 x 2,265 mm) Mass of Machine19,400 lbs (8,800kg) Service Requirements (Mitsubishi)Electrical Supply (input)Structure Balanced 3-phase Cycles 60 Hz Power 83 FLA Voltage 208 – 230Volts Note: Other Voltages Requirean External TransformerCompressed Air (pressure flow) 87 psi/4.9 cfm Coolant T ank Capacity 114 Gallons Nozzle Coolant 34.3 gal/min @58 psi Shipping Size114 x 92 x 98 inch.(2,900x2,315x2,475mm) Shipping Weight (approx)23,760 lbs (10,800) kgT o maintain the accuracy of this machine, we recommend that the machine is sited on a flat area free from cracks and expansion joints. The composition of the floor and sub-structure should be of suitable construction to bear the weight of this machine. Any friable areas should be using accepted building construction techniques (to code).Once a suitable foundation is in place, we recommend that the machine is rigidly bolted to the floor using the bed fixing/ jacking positions to prevent movement or vibration.V1320FLOOR PLANHardinge is a leading international provider of advanced metal-cutting solutions. We provide a full spectrum of highly reliable CNC turning, milling, and grinding machines as well as technologically advanced work-holding accessories. The diverse products we offer enable us to support a variety of market applications in industries including aerospace, agricultural, automotive, construction, consumer products, defense, energy, medical, technology, transportation and more. We’ve developed a strong global presence with manufacturing operations in North America, Europe, and Asia. Hardinge applies its engineering and applications expertise to provide your company with the right machine tool solution and support every time.Hardinge Companies WorldwideAmericasPennsylvaniaHardinge Corporate 1235 Westlakes Drive Suite 410Berwyn, PA 19312New Y ork HardingeOne Hardinge Drive Elmira, NY 14903P . 800-843-8801******************* Illiniois Hardinge1524 Davis Road Elgin, IL 60123P . 800.843.8801AsiaChinaHardinge Machine (Shanghai)Co. Ltd.1388 East Kangqiao Road Pudong , Shanghai 201319P . 0086 21 3810 8686TaiwanHardinge Taiwan Precision Machinery Limited 4 Tzu Chiang 3rd Road Nan T ou City 540TaiwanP . 886 49 2260 536*****************.twEuropeFranceJones & Shipman SARL 8 Allee des Ginkgos BP 112-69672Bron Cedex, France GermanyHardinge GmbH Fichtenhain A 13c 47807 KrefeldP . 49 2151 49649 10***********************SwitzerlandL. Kellenberger & Co. AG Heiligkreuzstrasse 28CH 9008 St. Gallen Switzerland P . 41 71 2429111***********************United Kingdom Jones & Shipman Hardinge Ltd.Murray Field Road Leicester LE3 1UW P . 44 116 201 3000***********************All prices and specifications are subject to change without notice.All marks indicated by ® and ™ are trademarks of their respective owners. #1435-1A © Hardinge Inc. • 07/19 • 800-843-8801•*****************•******************•********************。

MITSUBISHI机床使用說明書(通用型)系統型號M70/M80機械型號VMC/HMC面板型號刀库类型圆盘式 / 斗笠式版本號Ver.08.2目錄第一章機床使用前注意事項1.1 電氣規範第一次啟動前注意事項機床用電安全機床操作注意事項1.2 機床接地及注意事項1.3 開機/關機順序開機操作順序關機操作順序機械原點複歸2.4 緊急停止及恢復第二章操作面板2.1 機械操作面板外觀圖2.2 機械操作面板功能說明A. 電源及緊急停止區B. 模式選擇區C. 軸的移動以及速度/倍率選擇區D. 主軸控制區E. 自動操作功能區F. 周邊功能區G. 警示燈區H. 指示燈區第三章M功能代碼表第四章異警排除附錄 A ATC設定與調整A、刀臂式刀庫ATC調整1. Z軸換刀點的調整2. 主軸定位點的調整3. 刀庫分解動作說明B、斗笠式刀庫ATC調整1. Z軸換刀點的調整2. 主軸定位點的調整C、刀具表重新排列步驟附錄 B I/O列表附錄 C 掃描面板地址表第一章機床使用前注意事項1.1 電氣規範本機床目的是用於金屬切削。
例如銅、鐵、不銹鋼、鋼、鋁以及鋁合金屬。
其他金屬或用途是不允許的。
而且不適合使用在易燃物質或硬脆材質如鎂、陶瓷、木頭、玻璃和有毒物質等。
假如有任何標準問題,為了防止人員的安全和保障貴公司的權益,請和本公司聯絡。
第一次啟動前注意事項●操作前請仔細閱讀本書和數控系統的使用手冊●由於經過運輸過程中的顛簸,拆箱後請先檢查XYZ三向的運輸固定裝置是否完好,檢查主軸箱與配重錘之間的連接件是否牢固可靠。
●在機床運行之前,必須檢查XYZ三向及主軸箱和配重錘的運輸固定架和固定螺釘是否已全部拆除。
●首次啟動機床或停用較長時間後,再次啟動機床時,打開電源後,應等待15分鐘,待機床充分潤滑後,再操作機床。
●在機床首次使用前,必須將主軸打刀用增壓缸的油杯注滿液壓油,並排除缸體中的氣體,以確保打刀的可靠性及打刀力,從而避免損傷機床及人員。
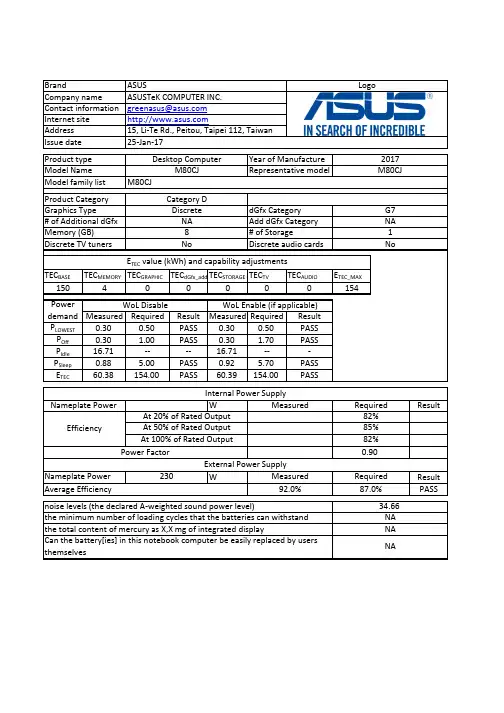
TEC BASETEC MEMORY TEC GRAPHIC TEC dGfx_add TEC STORAGE TEC TVTEC AUDIOETEC_MAX15040000154Measured Required ResultMeasured Required Result P LOWEST 0.300.50PASS 0.300.50PASS P Off 0.30 1.00PASS 0.30 1.70PASS P Idle 16.71----16.71---P Sleep 0.88 5.00PASS 0.92 5.70PASS E TEC 60.38154.00PASS60.39154.00PASSWResultW Result PASSG7NA Discrete audio cardsProduct Category M80CJCategory D M80CJ0.90Power FactorEfficiencyGraphics Type# of Additional dGfx Internal Power SupplyNameplate Power Memory (GB)Discrete TV tuners Issue date 25-Jan-172017Model Name Product type Year of Manufacture Model family list Desktop ComputerM80CJ Representative modelBrandCompany name Contact information Internet site Address LogoASUSASUSTeK COMPUTER INC.******************15, Li-Te Rd., Peitou, Taipei 112, Taiwan Discrete NA 8NoPower demand E TEC value (kWh) and capability adjustmentsAverage Efficiency 92.0%87.0%External Power SupplyAt 50% of Rated Output 85%At 100% of Rated Output 82%1NodGfx Category Add dGfx Category # of StorageWoL Disable WoL Enable (if applicable)Measured RequiredAt 20% of Rated Output 82%Can the battery[ies] in this notebook computer be easily replaced by users themselvesNANameplate Power 230Measured Required the minimum number of loading cycles that the batteries can withstand 34.66NA noise levels (the declared A-weighted sound power level)the total content of mercury as X,X mg of integrated displayNA4. The power management feature is enabled by default.The measurement methodologyECMA-383, Measuring the Energy Consumption of Personal Computing ProductsThe instrumentation, set-up and circuits used for electrical testing are accordance with ECMA-383Test voltage in V and frequency in Hz Total harmonic distortion of the electricity supply system 230V, 50Hz <21. Power management is a process that allows displays and computers (CPU, hard drive, etc.) to enter low-power states when sitting idle.12. Users can adjust how long your computer waits before sleeping or hibernating. Please refer to the user manual or website of O.S. provider for further information.13. Lowest power state means the state with the lowest power demand found in a computer. This mode may be entered or left by either a mechanical means or via automatic means14. Idle state means a state of a computer in which the operating system and other software havecompleted loading, a user profile has been created, the computer is not in sleep mode, and activity is limited to those basic applications that the operating system starts by default9. The computer is automatically set to sleep after 30 minutes of user inactivity.2. Inactive displays with enabled power management enter low-power modes by turning off monitor output,which can save $10 to $30(USD) per monitor annually3. The low power modes of inactive computers can involve reducing power consumption or spinning down the hard disk, which can save $15 to $45(USD) per desktop computer annually.10. To wake your computer, click the mouse, press power button, or press any key on the keyboard.11. For windows system, Notebook Computers will enter into hibernation after 360 minutes5. Sleep is a power-saving state that allows a computer to quickly resume full-power operation (typically within several seconds) when users want to start working again.6. Hibernation is a power-saving state designed primarily for laptops. Of all the power-saving states in Windows, hibernation uses the least amount of power.7. Hybrid sleep is designed primarily for desktop computers. Hybrid sleep is a combination of sleep and hibernate. When hybrid sleep is turned on, putting your computer into sleep automatically puts your computer into hybrid sleep. Hybrid sleep is typically turned on by default on desktop computers.8. The display is automatically set to sleep after 10 minutes of user inactivity.。
百度文库 - 让每个人平等地提升自我前言前言本书为三菱电机CNC数控装置M70/M700V系列产品的使用教程。
该教程由三菱电机M70/M700V系列CNC产品的各类资料中提取相关章节精选而成,最大限度的涵盖了三菱电机公司最新推出的M70/M700V系列产品的使用与维护方面的相关知识。
通过对本教程的学习,可以使学员在较短的时间内了解三菱电机CNC的新产品知识。
本教程主要内容包括:M70/M700V基本操作界面介绍;机械侧设置类操作指南;加工程序类操作指南;系统维护类操作指南和机床操作面板基本构成及功能指南。
本教程的适用对象为使用三菱电机M70/M700V系列数控产品的专业技术人员以及一般生产性企业的现场技术及设备维护人员等。
希望本教程的推出,能够对您在三菱电机数控系统M70/M700V系列新产品的使用、维护方面起到一定的帮助。
本教程全篇由马积勋编写,庞德强校审。
本教材记述内容中的注意事项◇ 有关“限制事项”和“允许条件”等注意事项说明,如果本教程的内容与机床制造商的说明书有矛盾时,请以机床制造商的说明书为准。
◇ 本书没有记述的事项请参考三菱电机CNC产品的其他相关说明书资料。
◇ 本书是针对附加了全部选配功能的机床进行的说明,使用时请以机床厂家发行的规格书为准加以确认。
◇ 因NC系统的版本不同,画面、功能也有所不同,有时会存在不可通用的功能。
三菱电机自动化(中国)有限公司技术支援部——CNC2010年06月百度文库 - 让每个人平等地提升自我百度文库 - 让每个人平等地提升自我目录目录1 概要 (1)1.1 按键介绍 (1)1.1.1 键盘区 (1)1.1.2显示器操作区 (5)1.2 基本操作界面构成 (6)1.3 画面变迁图 (7)1.4 向导功能 (8)1.5 各画面菜单名称及功能一览表 (11)测试题 (13)2基本操作指南 (14)2.1 机械侧设置类 (14)2.1.1刀具补偿设置 (14)2.1.2 绝对位置设置 (18)2.1.3 刀库信息注册 (22)2.1.4 手动MSTB (25)2.1.5 工件测量 (26)2.1.5.1 孔测量 (27)2.1.5.2 宽度测量 (29)2.1.6 驱动器信息监视 (31)2.2 加工程序类 (36)2.2.1 程序搜索 (36)2.2.2 程序再搜索 (38)2.2.2.1 程序再搜索1 (39)2.2.2.2 程序再搜索2 (41)2.2.3 程序检查(2D) (44)2.2.4 程序编辑 (48)2.2.5 描图功能 (52)2.2.6 加工程序输入/输出 (54)2.3 系统维护类 (57)2.3.1 密码输入 (57)2.3.2 系统初始化设定 (58)2.3.3 所有备份和恢复 (62)2.3.4 参数设置 (64)2.3.4.1 所有参数设置 (64)2.3.4.2 用户参数设置 (66)2.3.5 输入/输出功能 (67)2.3.5.1 选择设备、目录和文件 (68)2.3.5.2 文件操作 (71)2.3.6 I/F诊断 (74)2.3.6.1 显示PLC设备数据 (77)百度文库 - 让每个人平等地提升自我目录2.3.6.2模态输出 (78)2.3.6.3单触发输出 (79)2.3.7数据采样 (80)2.3.8报警信息查看 (86)2.3.9在线PLC编辑 (89)测试题 (90)3机床操作面板功能指南 (92)3.1机床工作模式选择 (93)3.1.1自动(Memory)模式 (93)3.1.2快速进给(Rapid)模式 (94)3.1.3手轮(Handle)模式 (94)3.1.4寸动(Jog)模式 (94)3.1.5手动数据输入(MDI)模式 (95)3.1.6参考点返回(ZRN)模式 (95)3.2运转时操作开关 (96)3.2.1倍率选择 (96)3.2.1.1快速进给倍率 (96)3.2.1.2切削进给倍率 (96)3.2.1.3主轴加工倍率 (96)3.2.1.4手动进给速度 (97)3.2.2启停加工程序 (97)3.2.3进给轴选择 (97)3.2.4手轮设定 (98)3.2.4.1手轮进给轴选择 (98)3.2.4.2手轮进给倍率选择 (98)3.2.4.3手动脉冲发生器 (98)3.2.5主轴功能 (98)3.2.6冷却液开关 (99)3.2.7紧急停止按钮 (99)3.3机床状态指示灯 (100)3.3.1到达参考点 (100)3.3.2报警 (100)3.3.3 M02/M30 (100)3.4操作开关功能 (101)3.4.1单节运行 (101)3.4.2空运转 (101)3.4.3单节跳跃 (101)3.4.4选择停止 (101)3.4.5辅助功能锁定 (101)3.4.6数据编辑锁定 (102)测试题 (103)测试题参考答案 (104)4参考书目 (106)百度文库 - 让每个人平等地提升自我1.概要1.概要1.1按键介绍本章将介绍M7系列键盘及各按键的功能1.1.1键盘区画面切换、数据设定、加工程序编制等操作可通过键盘区的按键进行操作M7系列键盘主要可分为8.4’屏幕用及10.4’屏幕用两种类型<8.4’ LCD用 FCU7-KB024>(1)功能键(5)特殊键(4)数据设定区(英文、数字、记号) (3)系统切换键(5)特殊键(6)数据修正键(13)菜单列表键(12)复位键(8) Shift键(10)输入键(2)翻页键(11)方向键百度文库 - 让每个人平等地提升自我1.概要<10.4’ LCD用 FCU7-KB044>(3)上一画面显示键(系统切换)(4)数据设定区(英文、数字、记号)(9)选项卡切换键(1)功能键(5)特殊键(7)小写输入键(14)操作键(6)数据修正键(8) Shift键(10)输入键(12)复位键(2)翻页键(5)特殊键(11)方向键(13)菜单列表键百度文库 - 让每个人平等地提升自我1 .概要 键盘的主要按键及功能列表如下所示 按键种类 功能键 按键 动作 (1) 显示与“运行”相关的画面 (功能选择键) 显示与“设置”相关的画面 显示与“编辑”相关的画面 显示与“诊断”相关的画面 显示与“维护”相关的画面 (2) 翻页键 显示内容为多页时,显示上一页面的 时,表示可以向 向上翻页键 向下翻页键 内容。
M80 NC Explorer C4操作说明书一、手动设置步骤:1、从“代码表”中查出你所需遥控的空调机对应的机型代码,并打开空调机电源。
2、连续(间断按“设置”键,直至所需代码显示在窗口上并闪烁。
注:此机型代码即为您空调机所对应的代码。
3、按确认键,机型代码将停止闪烁,设置完毕,这样本遥控器就可以遥控您所选的空调机了。
查找代码→打开空调机电源→连续按“设置”键设置→机型代码在“型号”窗口。
闪烁→按确认键确认→机型代码停止闪烁→设置完毕。
二、数字式自动搜索适用机型:1、打开空调机电源。
2、将遥控器正对着空调机接收头,循环按“设置”键,直到空调自动开启/关闭,按“确认”键。
注:此机型代码即为您空调所对应的代码。
3、设置完毕。
打开空调机电源→将遥控器对向空调机→循环按“设置”键否空调机自动开启/关是按“确认”键→自动查找代码设置完成.4、使用技巧之遥控相关操作:(1)遥控器的遥控距离是多少米?信号可到达范围是对着室内机组正面的直线距离6米以内。
(2)更换了遥控器电池后,为什么遥控器右下角"CLOCK"和"0:00"一直在闪烁?此时要设置好当前时间。
①用尖锐的东西按下"复位"按。
②用尖锐的东西按下"时钟"按钮。
③分别按,小时,分钟或设定好当前时间。
④再次按下"时钟"按钮。
(3)遥控器上左上角显示代表什么样的运转模式?代表体感自动模式。
它是根据开始运转时的室温,自动设定为制冷、制热、除湿,一旦运转模式确定后,室温虽有变化,也不会改变运转模式。
如用遥控器关机,停机2小时内再开机,则与停机前相同的模式运行。
如要改变则按运转模式按钮进行切换(4)更换遥控器电池应注意哪些事项?更换遥控器电池,应将二节7号电池同时更换,装上新电池时,请注意电池的正负极性。
不要使用充电电池,请使用碱性电池。
长期不使用遥控器时,要将电池取下。
目录华中世纪星21M数控铣床1第一章数控系统面板1 1.1数控系统面板1 1.2MDI键盘说明2 1.3菜单命令条说明2 1.4快捷键说明3 1.5机床操作键说明3第二章手动操作8 2.1返回机床参考点8 2.2手动移动机床坐标轴8 2.3手动控制主轴10 2.4MDI运行10第三章自动运行操作13 3.1进入程序运行菜单13 3.2选择运行程序13 3.3程序校验14 3.4启动自动运行143.5单段运行14第四章程序编辑154.1进入程序编辑菜单15 4.2选择编辑程序15 4.3编辑当前程序16 4.4保存程序16第五章数据设置175.1进入数据设置菜单17 5.2设置坐标系17 5.3设置刀具数据18华中世纪星21T数控车床19第一章数控系统面板19 1.1数控系统面板19 1.2MDI键盘说明20 1.3菜单命令条说明20 1.4快捷键说明21 1.5机床操作键说明21第二章手动操作26 2.1返回机床参考点26 2.2手动移动机床坐标轴26 2.3手动控制主轴28 2.4刀位选择和刀位转换282.5机床锁住29 2.6MDI运行29第三章自动运行操作313.1进入程序运行菜单31 3.2选择运行程序31 3.3程序校验32 3.4启动自动运行32 3.5单段运行32第四章程序编辑和管理334.1进入程序编辑菜单33 4.2选择编辑程序33 4.3编辑当前程序34 4.4保存程序34第五章数据设置355.1进入数据设置菜单35 5.2设置刀库数据35 5.3设置刀偏数据36 5.4设置刀补数据36 5.5设置坐标系37华中世纪星三轴立式加工中心39第一章数控系统面板39 1.1数控系统面板391.2MDI键盘说明40 1.3菜单命令条说明40 1.4快捷键说明41 1.5机床操作键说明41第二章手动操作462.1返回机床参考点46 2.2手动移动机床坐标轴46 2.3手动控制主轴48 2.4MDI运行48第三章自动运行操作513.1进入程序运行菜单51 3.2选择运行程序51 3.3程序校验52 3.4启动自动运行52 3.5单段运行52第四章程序编辑534.1进入程序编辑菜单53 4.2选择编辑程序53 4.3编辑当前程序54 4.4保存程序54第五章数据设置555.1进入数据设置菜单55 5.2设置坐标系555.3设置刀具数据56华中I型数控铣床57第一章数控系统面板57 1.1数控系统面板57 1.2MDI键盘说明58 1.3菜单命令条说明58第二章手动操作59 2.1手动参考点返回59 2.2进给操作59 2.3主轴运转操作60第三章程序编辑61 3.1新建程序61 3.2保存程序61 3.3打开程序61 3.4删除62 3.5查找62第四章数据设置63 4.1设定工件坐标系63 4.2刀具补偿值设置63第五章自动运行操作64 5.1自动运行方式64 5.2MDI运行64华中I型数控车床66第一章数控系统面板66 1.1数控系统面板66 1.2MDI键盘说明67 1.3菜单命令条说明67第二章手动操作68 2.1手动参考点返回68 2.2进给操作68 2.3主轴正反转及停止68第三章程序编辑69 3.1新建程序69 3.2保存程序69 3.3删除69 3.4查找70第四章数据设置71 4.1设定工件坐标系71 4.2刀具补偿值设置71第五章自动运行操作72 5.1自动运行方式72 5.2MDI运行72华中世纪星21M数控铣床第一章数控系统面板1.1 数控系统面板1.2 MDI键盘说明1.3 菜单命令条说明数控系统屏幕的下方就是菜单命令条。
02操作用户说明书总目录目录1 1.1 1.1.1 1.1.2 1.1.3 1.1.4 1.2 1.2.1 1.2.2 1.2.3 1.2.4 2 2.1 2.1.1 2.1.2 2.2 2.3 2.4 3 3.1 3.1.1 3.1.2 3.1.3 3.2 3.3 3.4 3.4.1 3.4.2 3.5 3.6 3.6.1 3.6.2 3.6.3 3.7 3.8 3.8.1 4 4.1 4.1.1 4.1.2 4.1.3 4.2 4.2.1 4.2.2 4.2.3 5 5.1 5.2 5.3 5.4 5.5试车和操作安全事项 (4)安全总则 (4)人身安全注意事项 (5)解锁工作区防护门,以便紧急撤离工作区 (6)机床保护注意事项 (7)刀具操作注意事项 (8)安全措施 (8)安全总措施 (8)机床专用安全措施 (9)集成安全 (9)镁加工时用油或乳化液的消防安全(可选功能) (10)操作部件 (11)主操作面板 (11)NC上的机床专用操作面板 (13)机床控制面板(MCP)的专用功能键 (14)工件装载站操作面板 (18)刀库装载站操作面板 (20)手持单元(HHU) (22)基本操作 (24)开/关机 (24)开机并准备运行 (24)停止/启动 (25)关机 (26)X、Y、Z、B和ZP轴的进给速度/快速移动键(镗杆主轴-可选) (27)打开/关闭工作区门 (27)工作区门打开和关闭时的手持单元或使能键的操作 (28)模式2—调整模式 (28)模式3—扩展调整模式 (30)交换工件 (31)刀具装卸 (32)交换主轴上的刀 (32)刀库的装载 (34)换刀机械手 (35)托盘交换 (36)操作时与SINUMERIK840D操作说明书的相异之处 (37)程序段搜索 (37)机床制造商在数控系统中开发的扩展操作区域的说明 (39)参数(刀具管理) (39)刀具目录、刀具柜、刀具表 (39)刀具监测(使用次数、刀具寿命) (41)“刀具管理”子菜单(链式刀库) (43)“Heckert(海科特)”操作区域 (56)服务功能 (57)机床功能 (61)刀库 (77)选择功能 (87)工作区抽尘 (87)预热程序 (87)彩色信号灯 (87)液压装夹系统 (88)传感测头 (91)5.5.1 5.5.2 67在主轴上安装传感测头 (92)使用传感测头 (92)故障排除 (94)数据备份 (95)1.试车和操作时的安全在加工中心的试车期间,对用户来说,因为机床移动部件首次运动,所以会遇到危险。

操作说明书MK84系列数控全自动轧辊磨床汇峰(昆山华辰机器制造有限公司)2005年9月18日目录概述.....................................................- 4 -第一部分:汇峰加工.......................................- 4 -机床操纵面板.........................................- 4 -1.手动磨削(汇峰加工屏幕1)..........................- 10 -1.1 砂轮、工件、及拖板的起/停...................- 10 -1.2 纸带过滤器走纸控制..........................- 10 -1.3 砂轮、工件、拖板及磨架的速度设定............- 10 -1.4头架启动装置的控制...........................- 11 -1.5 返回参考点..................................- 11 -2.伺服轴调整(点动和电子手轮进给)及辅助功能.........- 11 -2.1测量臂手动操作 (汇峰加工屏幕2)..............- 12 -2.2 托瓦归零....................................- 12 -2.3 轧辊手动测量................................- 13 -3.程序步骤及工序取舍(汇峰加工屏幕3)................- 14 -3.1 程序步骤选择................................- 14 -3.2 磨削加工工序取舍及测量和探伤的选择..........- 14 -4.自动磨削及自动测量(汇峰加工屏幕4)................- 17 -4.1 准备........................................- 17 -4.2 启动自动循环................................- 17 -4.3 暂停自动循环................................- 18 -4.4 终止自动循环................................- 18 -4.5 提前结束自动循环............................- 18 -4.6 磨削行程的增减..............................- 19 -4.7 跳过当前磨削工序............................- 19 -4.8 进给倍率和进给停止..........................- 19 -4.9 主轴倍率(砂轮和头架)........................- 19 -4.10 砂轮直径和轧辊磨除量在线测量...............- 20 -4.11 手动补偿(干预).............................- 20 -4.12 磨削中断(只对无测量系统的磨床有效).......- 20 -4.13 观察曲线(汇峰加工屏幕7)....................- 21 -4.14 实时测量...................................- 21 -4.15 实时轧辊探伤(测量).......................- 22 -5.工艺优化(汇峰加工屏幕5)..........................- 23 -5.1 选择工序....................................- 23 -5.2 修改工艺参数................................- 23 -5.3 生效........................................- 23 -6.砂轮修整功能(汇峰加工屏幕6)......................- 24 -6.1 准备........................................- 24 -6.2 设定砂轮自动修整参数........................- 25 -6.3 砂轮自动修整................................- 25 -7.校对基准直径(汇峰加工屏幕6)......................- 26 -7.1 准备........................................- 26 -7.2 执行........................................- 26 -第二部分:汇峰编程......................................- 28 -1.轧辊编程(汇峰编程屏幕1)..........................- 28 -1.1 轧辊编程....................................- 28 -1.2 保存轧辊(存盘)..............................- 29 -1.3 打开轧辊程序(文件)..........................- 29 -1.4 删除轧辊程序................................- 29 -1.5 装载(传送)轧辊程序..........................- 29 -2.机床基本参数(汇峰编程屏幕2)......................- 30 -2.1 输入口令....................................- 30 -2.2 修改基本参数................................- 30 -2.4 传送参数--->NC..............................- 31 -2.5 设定时间....................................- 31 -3.轧辊记录(汇峰编程屏幕3)..........................- 32 -3.1 查找计录(并打开)............................- 32 -3.2 打开计录....................................- 32 -3.3 观察曲线和数据..............................- 32 -3.4 打印轧辊记录................................- 33 -3.5 打印轧辊数据表..............................- 33 -3.6 删除轧辊记录................................- 34 -3.7 将轧辊记录保存到软盘........................- 34 -3.8显示轧辊磨削日报.............................- 34 -3.8显示轧辊磨削月报.............................- 34 -4.标准曲线编程(汇峰编程屏幕4)......................- 35 -4.1 标准曲线文件操作............................- 35 -4.2 正弦曲线编程................................- 36 -4.3 CVC曲线编程.................................- 36 -4.4 锥度编程....................................- 36 -4.5 显示曲线图形................................- 37 -5.任意曲线编程(汇峰编程屏幕5)......................- 38 -5.1 任意曲线文件操作............................- 38 -5.2 标准曲线转化为任意曲线......................- 38 -5.3 逐点输入曲线点数据..........................- 38 -5.4 修改任意曲线数据............................- 39 -5.5 清除曲线数据................................- 39 -5.6 显示曲线图形................................- 39 -6.工艺编程(汇峰编程屏幕6)..........................- 41 -6.1 工序选择....................................- 41 -6.2 工艺文件操作................................- 41 -6.3 输入工艺数据................................- 41 -第三部分:报警说明......................................- 43 -1.总体说明:.......................................- 43 -2.严重故障报警说明.................................- 43 -3.一般故障报警说明:...............................- 48 -概述HF998轧辊磨床数控系统的人机界面主要包括2个程序,即汇峰编程;汇峰加工。
目录GSK980T数控车床1第一章数控系统面板1 1.1数控系统面板1 1.2机床操作面板3第二章手动操作6 2.1手动返回机床参考点6 2.2手动返回程序起点6 2.3手动连续进给6 2.4快速进给7 2.5单步进给8 2.6手动换刀8 2.7主轴运转操作8 2.8主轴倍率修调9 2.9MDI运行9第三章程序编辑12 3.1进入程序编辑状态123.2建立新程序12 3.3打开已有的程序14 3.4编辑程序15第四章数据设置164.1设置刀补数据16 4.2设置G5016第五章自动运行操作195.1启动自动运转19 5.2停止自动运转19 5.3单段运行20GSK980T数控车床第一章数控系统面板1.1数控系统面板按键功能按键功能复位键,用于解除报警、复位。
地址/数字键。
输入键,用于输入补偿量、MDI 方式下的程序段指令。
从RS232接口输出文件启动。
在VNUC 中无用。
存盘键,用于保存新程序。
转换键。
在VNUC 中无用。
插入键,用于程序建立和编辑过程中的数据插入。
修改键,用于程序建立和编辑过程中的数据修改。
删除键,用于程序建立和编辑过程中的数据删除。
分号键,用于程序建立和编辑过程中的生成分号,并换行。
翻页键光标移动键,用于使光标上移或下移一个字。
位置键,用于使显示屏显示现在位置。
共有四页:相对、绝对、总和、位置/程序,通过翻页键转换。
程序键,用于显示程序和对其进行编辑。
共有三页:程序、MDI/模、目录/存储量,通过翻页键转换。
刀补键,用于显示和设定刀具偏置值,共两页,通过翻页键转换。
报警键,用于显示报警信息。
在VNUC 中无用。
设置键,用于设置显示及加工轨迹图形。
在VNUC中无用。
参数键,用于显示和设定参数。
在VNUC 中无用。
诊断键,用于显示诊断信息和软件盘机床面板。
在VNUC中无用。
1.2机床操作面板按键功能按键功能编辑方式键自动方式键录入方式键机械回零键单步/手轮方式键手动方式键单程序段机床锁住辅助功能锁住空运行程序回零键单步/手轮移动量手轮轴选择坐标轴移动键主轴倍率快速进给倍率进给速度倍率/手动连续进给速度主轴正转键主轴停止键主轴反转键冷却液开关,在VNUC中无用。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==加工中心操作指导书篇一:加工中心操作规程加工中心安全操作规程操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。
操作者必须经过培训、考试或考核合格后,持证上岗。
1. 开机前,要检查加工中心后面的中央自动润滑系统油箱中的润滑油是否充裕,发现不足,应及时补充。
2. 打开压缩空气开关,打开加工中心电气柜后面的电器总开关。
3. 按下加工中心控制面板上的“ON”按钮,启动数控系统,等自检完毕后,按下各开始键。
4. 检查电机,主轴和其他部件,确保没有不正常的噪音,振动,发热现象。
5. 按机床润滑图规定提供适量的润滑油,确保润滑系统工作正常。
6. 确定工作台面洁净后将加工件放在工作台上找正,并固定。
7. 用对刀棒对工件进行零位确定,将零位数值输入系统内进行确认。
8. 检查所用刀具应安装牢固,并在运行范围内无障碍。
9. 根据工件确定数控系统操作方式,输入程序,先在微机上进行模拟加工无误后,再进行加工。
10. 加工,检测完工件符合要求后,再卸下工件。
11. 要在主轴停止状态下调整冷却液的喷嘴。
12. 当机床出现报警应立即停机,查明报警原因,排除故障。
13. 机床运转时不得将身体靠近机床运动部件,加工过程中不要打开机床门不许用湿手或带手套操作机床面板按钮。
14. 应按机床使用说明书要求进行常规和定期的检查,调整和维修。
15. 加工完停机后,应将机床个部件返回初始位置。
16. 工作完停机后清理切屑,擦净门,盖,窗,工作台面,清洁工作区域。
检查冷却液,液压油,润滑油应洁净,否则应及时更换,并清洗过滤器及油箱。
切断CNC电源开关,再切断主电源开关。
编制:曾炜德批准:201X年5月3日篇二:加工中心作业指导书篇三:数控加工中心操作指导书《数控加工中心操作》指导书学生姓名:______________________________所在系:________________________________年级:__________________________________专业:__________________________________指导教师:______________________________实训管理制度一、实训时间:周(138课时)。
三菱M70操作说明一、机床密码输入步骤1、接通机床电源,按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【维护】菜单键,进入下图的维护画面。
3、按【密码输入】软件,则提示要输入密码,此时在光标处输入“MPARA”并按键盘上【INPUT】键后,即完成了密码输入。
二、参数的搜索与修改1、按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【参数】软件,进入下图所示的参数设置画面3、接上图,选择【参数编号】软键,搜索要修改的参数,并按键盘上的【INPUT】键。
参照下图(以参数8001号为例)三、加工程序的缓存区修改步骤功能简介:自动运转(内存、存储卡)运行时,可以停止程序段,对下一指令进行修正和变更。
另外在不发生错误时,可以不进行NC复位,直接对发生错误的程序段进行修改,然后继续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【MONITOR】键,并经由过程菜单扩展键找到以下列图所示的画面2、如上图所示,按【PRG点窜】软件,进入缓存区修正界面,以下列图:3、将光标挪动到要点窜的程序段,履行响应的修正,点窜完成后按【INPUT】键即可。
4、确认程序修改无误后,则可以继续执行以下程序。
四、程序搜索操作步骤功能简介:利用程序搜索功能可以调用内存、串行设备和存储卡中的加工程序。
1、在运转画面中按【搜索】软件键,进入以下搜索画面2、如上所示,选择要执行搜索的装置(存储器、串口或存储卡)。
下面以存储器搜索为例,按存储器软件,呈现存储器内的程序,将光标挪动要执行的文件名上,按【INPUT】键,即完成对该程序的搜索。
五、程序再搜索操作功用简介:程序再搜索功用是因刀具破损等原因暂时中断加工程序时,搜索到希望继续执行的加工程序段,从该程序段开始继续加工的功能。
1、在运转画面(按【MONITOR】后出现的画面),通过菜单翻页键找到如下所示画面。
2、如上图所示按【在搜索软件】,执行在搜索功能,如下图3、通过文件设定找到需要执行在搜索功能的程序,按键盘上的【INPUT】键后,即找到了上次结束前的程序段。
MINERVA-80控制盘要先按入密码方可使用。
密码根据便用人员的职责、工作范围分多个级别:二个级对用户开启,多个级对设计人员开放,用户使用等级可分为用户操作人员、
经理,后者有较高的使用等级。
每个等级可预设多个密码。
进入系统后,MINERVA-80提示一个主菜单,用户可以根据菜单提供选择要检查的项目,然后按‘YES’键进入子后的之菜单逐层的寻找,键入自己的选择项,直至查到所需的材
料。
由于使用菜单方式,用户自己键入数据不多主要是选择‘是’ ‘否’。
为了快速寻找某个功
能,可以用‘FAST ACCESS’键,在键入一个4位码便可以直接进入了一个功能项。
11.2.1 正常状态
盘启动后显示
上电过程结束后,如正常情况,没有任何事故发生的话,只显示
时间、日期。
11.2.2 事件显示按照发生时间顺序成优先权顺序
事件的优先权顺序如下:
1)第一个全面报警或示警告
2)所有其它的全面报警或示警
3)从上次复位开始后,第一个故障
4)所有以上次复位开始的故障
5)第一个预警告
6)以上次复位后,所有其它的警告
当事件发生后,事件自动记录在事件记录表内。
事件记录表分
二种形式:
1)尚未接收的事件,按上述的事件显示次序显示,等待接收。
2)已接收的事件,按事件发生时间先后顺序显示。
控制盘的内存最多可以存贮550个事件,当内存用满后,优先
权低的事件先失去,新发生事件则以新代旧方式更新内存。
11.2.3 报警时操作
11.2.3.1 报警时系统有以下响声
* 内部蜂鸣器发出连续声音
* 红色‘火警’亮了
* 报警区域的区灯闪动
在主菜单中选择查看记录子菜单即快速码为0010时菜单显示如下﹕
11.3.3.2.2 先显示最早发生的事件
当选择这个子菜单时,事件记录内容将按事件发生的时间顺序以逐个显示。
事件显示按
下列模式﹕
系统重启
0 号逻辑区
12:00:19 28 Jan
SUP LBO S2
注意﹕显示屏底行显示事件的系统绝对地址,按‘下翻’可查后面的记录,‘上翻’,可查前面的记录,"事件记录到记录开始或记录结束时,显示如下﹕
记录底部!
且内部峰鸣器将响二声,按‘退出’可以退出该功能。
11.3.3.2.3 先显示最新发生的事件
当选择这个子菜单时,事件记录内容将按逐事件发生时间顺序从新向旧逐个显示。
事
件显示模式如前。
按键操作用11.3.3.2.2所述。
11.3.3.2.4 先显示最高优先权事件
当选择这个子菜单时,事件记录将按下列优先权次序显示﹕
﹒火警(疏散)
﹒火警(警报)
﹒故障(系统)
﹒故障(地址码)
﹒故障(清除)
﹒警告
﹒复位/清音
﹒打印机输出脱线
事件显示及按选择操作如11.3.3.2.2段所述,按‘退出’可以退出该功能。
11.3.3.3 查看系统状态菜单
11.3.3.3.1 菜单选择
在主菜单中选择查看系统状态时,显示屏时显示如下:
本段中分区故障和分区隔离显示是最重要的,其余的部分起辅助完善作用。
11.3.3.3.2 查看分区报警状态
当选择快速码为0101的子菜单时可以查看80每个分区的有无火警状态。
第一个模式如下:
区域报警状态.
1-80100 0000
9-16 0000 1000
按'下翻'将可查下16个分区,如用'下翻'&'上翻'可查看分区状态
区域报警状态.
17-240000 0100
25-32 0000 0000
'0'表示该区无火警,'1'表示该区有火警,例
A 3
11.3.3.7 恢复菜单
11.3.3.7.1 菜单选择
在菜单中选择该功能,将可以恢复被隔离的设备(即可以产生报警响应)。
11.3.3.7.2 恢复分区(只含探测器)
当选择该功能,以前被隔离的某区内探测器可以被恢复,程序如下:
a) 以上菜单选择‘恢复分区’ ﹐显示如下﹕
区域号:
(是=全部)
b) 输入所需分区号,再按‘确认/进入’,控制盘显示﹕
成功
恢复
如果再没有被隔离点或分区时,隔离灯灭﹐内部蜂鸣器不再响。
如果有被隔离设备,可
继续作恢复。
注意:1)输入一个不存在分区号,将显示如下:
找不到该点
2)如恢复一个已被恢复的设备时,将显示如下:
3)如果打印机联机时,将打印被恢复的设备详情。
点已恢复一区02:24:22 01 Jan
该点已被恢复。