耐张压接尺寸
- 格式:doc
- 大小:38.50 KB
- 文档页数:1
耐张管压接注意事项提醒
一、耐张管压接质量控制要点
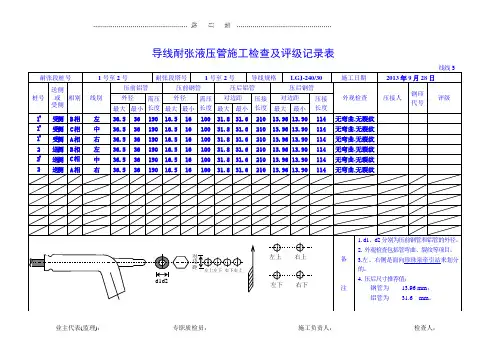
1.压后对边距尺寸满足规程要求,以确保握力;
2.压后不产生明显的弯曲变形,毛刺与飞边处理干净;
3.引流板角度满足后续安装跳线的需要;
4.钢锚凹槽正上方的铝管必须压接到位(该项十分关键),直接影响连接件的抗拉强度;
5.压接完毕后,铝管前端和末端连接处均需要喷涂红色观察漆(标准工艺要求);
6.压接完毕,压接人和旁站监理均需要在规定位置打上钢印。
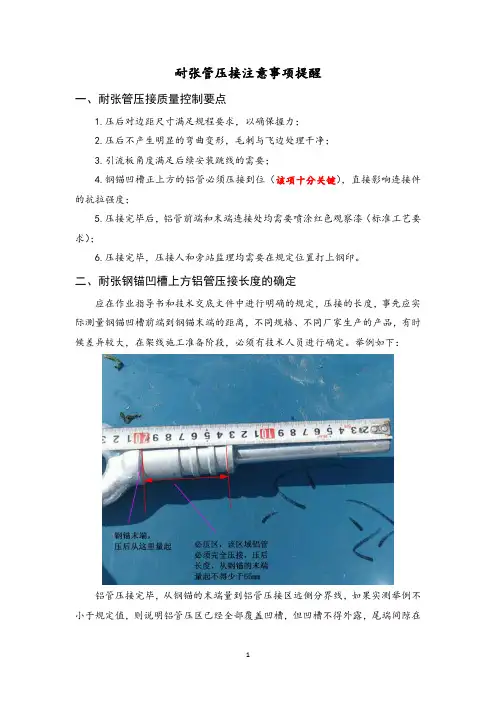
二、耐张钢锚凹槽上方铝管压接长度的确定
应在作业指导书和技术交底文件中进行明确的规定,压接的长度,事先应实际测量钢锚凹槽前端到钢锚末端的距离,不同规格、不同厂家生产的产品,有时候差异较大,在架线施工准备阶段,必须有技术人员进行确定。
举例如下:
铝管压接完毕,从钢锚的末端量到铝管压接区远侧分界线,如果实测举例不小于规定值,则说明铝管压区已经全部覆盖凹槽,但凹槽不得外露,尾端间隙在
规程上没有明确具体要求,但按照惯例,应控制在0-5mm之间,个别最大也不得超过8mm,以便顺利通过运行单位验收。
如下图所示:
三、以往工程压接质量缺陷
1.尾部铝管与钢锚间隙过大
2.钢锚凹槽外露,属于重大缺陷,必须断开重新压接。
3.耐张管压后弯曲超标。
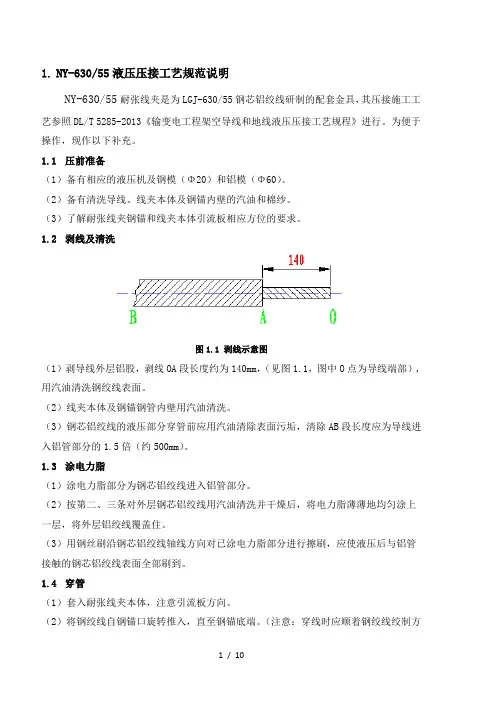
1.NY-630/55液压压接工艺规范说明NY-630/55耐张线夹是为LGJ-630/55钢芯铝绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。
为便于操作,现作以下补充。
1.1压前准备(1)备有相应的液压机及钢模(Φ20)和铝模(Φ60)。
(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱。
(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求。
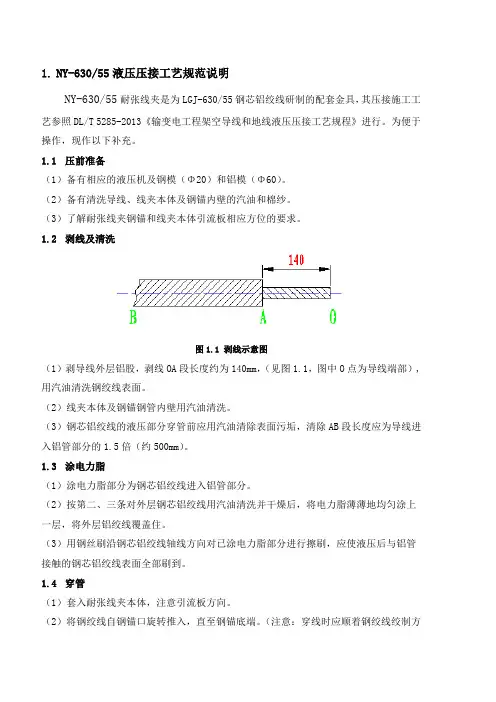
1.2剥线及清洗图1.1 剥线示意图(1)剥导线外层铝股,剥线OA段长度约为140mm,(见图1.1,图中O点为导线端部),用汽油清洗钢绞线表面。
(2)线夹本体及钢锚钢管内壁用汽油清洗。
(3)钢芯铝绞线的液压部分穿管前应用汽油清除表面污垢,清除AB段长度应为导线进入铝管部分的1.5倍(约500mm)。
1.3涂电力脂(1)涂电力脂部分为钢芯铝绞线进入铝管部分。
(2)按第二、三条对外层钢芯铝绞线用汽油清洗并干燥后,将电力脂薄薄地均匀涂上一层,将外层铝绞线覆盖住。
(3)用钢丝刷沿钢芯铝绞线轴线方向对已涂电力脂部分进行擦刷,应使液压后与铝管接触的钢芯铝绞线表面全部刷到。
1.4穿管(1)套入耐张线夹本体,注意引流板方向。
(2)将钢绞线自钢锚口旋转推入,直至钢锚底端。
(注意:穿线时应顺着钢绞线绞制方向,保持原节距)。
1.5液压操作(1)钢锚压接长度及压接顺序如下图1.2所示。
注意:压接时每后一模重叠前一模的1/3。
图1.2 钢锚压接示意图(2)耐张线夹本体铝管压接长度、方向及位置如下图1.3所示。
注意:压前应注意引流板方向;压接时每后一模重叠前一模的1/3。
图1.3 耐张线夹本体铝管压接示意图2 NY-80G(Ⅰ型)液压压接工艺规范说明NY-80G耐张线夹是为GJ-80镀锌钢绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。
为便于操作,现作以下补充。
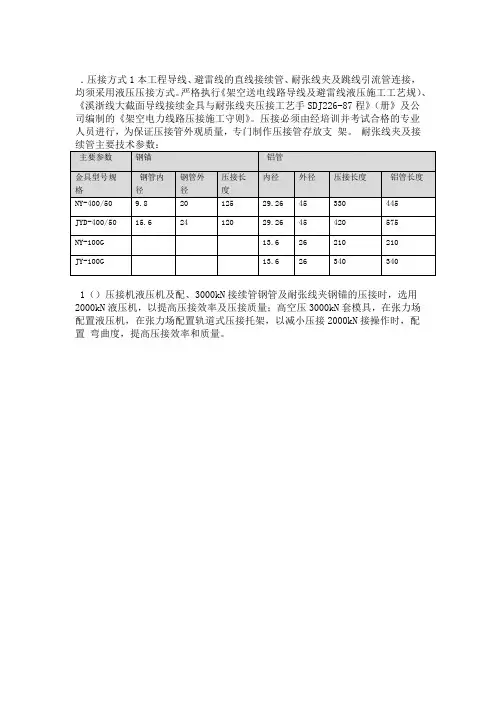
.压接方式1本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规)、《溪浙线大截面导线接续金具与耐张线夹压接工艺手SDJ226-87程》(册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接1()压接机液压机及配、3000kN接续管钢管及耐张线夹钢锚的压接时,选用2000kN液压机,以提高压接效率及压接质量;高空压3000kN套模具,在张力场配置液压机,在张力场配置轨道式压接托架,以减小压接2000kN接操作时,配置弯曲度,提高压接效率和质量。
2)压接模具(-~S=0.86D-0.1应选用与液压机型号相匹配的铝模或钢模,模具对边距:0.2。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。
弯曲超差时允许用压钳或木锤调直,但不得使用铁锤直接锺击。
6.检查耐张线夹、接续管的压后尺寸,液压操作人员在指定部位打上操作者钢印,旁站监理也需打上钢印,并应做好原始记录。
7.液压管压后呈正六边形,压后对边距S=0.866×0.993D+0.2mm,式中D---管外径、S---对边距。
上表中的S(压后对边距)为最大值,三个对边距只允许一个8.钢绞线压接管口、铝管管口涂红丹防锈漆,钢管压后部位,不管最终是否裸露在外,均喷涂富锌漆。
耐张压接计算
耐张压接计算是一种用于确定耐张塔或终端杆塔上导线压接方式的重要计算方法。
一、基本原理耐张压接计算基于电气工程理论,通过分析线
路的电气特性,如线路的电压、电流、电场强度等,来确定导线的
压接方式。
该计算方法考虑了线路的弧垂、风力、温度等因素对导
线压接的影响。
二、计算步骤
1. 确定线路的电气参数,如线路长度、电压等级、导线型号等。
2. 建立数学模型,通过数学方法对线路进行模拟和分析。
3. 计算导线的弧垂,考虑风力、温度等因素的影响。
4. 根据计算结果,选择合适的压接方式,如螺栓压接、钳压机压接等。
三、注意事项
1. 计算过程中要考虑线路的实际情况,如地形、气候等。
2. 压接方式的选择要考虑到施工的难易程度、安全性能等因素。
3.
耐张压接计算的结果要经过实际运行验证,以确保其准确性。
总之,耐张压接计算是确定耐张塔或终端杆塔上导线压接方式的重要依据,需要综合考虑多种因素,以确保线路的安全稳定运行。
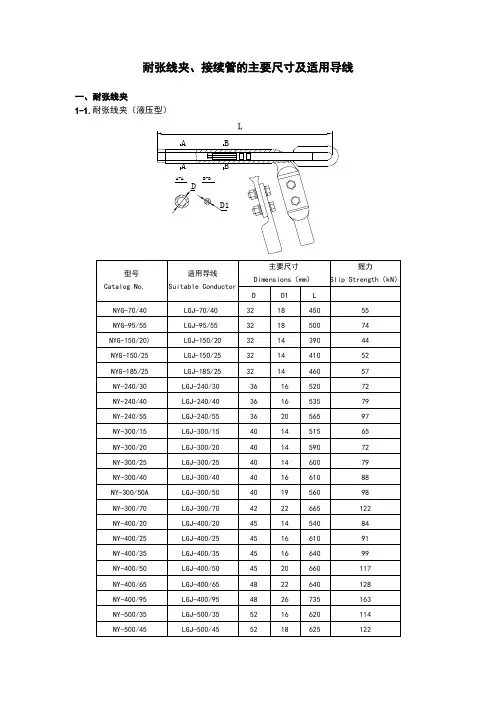
耐张线夹、接续管的主要尺寸及适用导线
一、耐张线夹
1-1.耐张线夹(液压型)
1-2.耐张线夹(液压型)
2.铝包钢绞线耐张线夹(液压型)
3.铝包钢芯铝绞线耐张线夹(液压型)
4.耐热铝合金绞线用耐张线夹
5.钢芯铝合金绞线用耐张线夹
6.耐张线夹(液压型,无螺栓型耐张线夹)
7.耐张线夹
二、接续管
1.接续管(钢绞线用、液压型)
2.接续管(铝绞线用)
3.1接续管(铝包钢绞线用、铝包钢芯铝绞线用、液压型)
3.2 接续管
4.接续管(钢芯铝绞线用、液压搭接)
5.接续管(钢芯铝合金绞线用、液压搭接)
图(1)
图(2)
6. 耐热铝合金绞线用接续管(液压型)
7.铝合金绞线接续管(液压型)。
1.NY-630/55液压压接工艺规范说明NY-630/55耐张线夹是为LGJ-630/55钢芯铝绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。
为便于操作,现作以下补充。
1.1压前准备(1)备有相应的液压机及钢模(Φ20)和铝模(Φ60)。
(2)备有清洗导线、线夹本体及钢锚内壁的汽油和棉纱。
(3)了解耐张线夹钢锚和线夹本体引流板相应方位的要求。
1.2剥线及清洗图1.1 剥线示意图(1)剥导线外层铝股,剥线OA段长度约为140mm,(见图1.1,图中O点为导线端部),用汽油清洗钢绞线表面。
(2)线夹本体及钢锚钢管内壁用汽油清洗。
(3)钢芯铝绞线的液压部分穿管前应用汽油清除表面污垢,清除AB段长度应为导线进入铝管部分的1.5倍(约500mm)。
1.3涂电力脂(1)涂电力脂部分为钢芯铝绞线进入铝管部分。
(2)按第二、三条对外层钢芯铝绞线用汽油清洗并干燥后,将电力脂薄薄地均匀涂上一层,将外层铝绞线覆盖住。
(3)用钢丝刷沿钢芯铝绞线轴线方向对已涂电力脂部分进行擦刷,应使液压后与铝管接触的钢芯铝绞线表面全部刷到。
1.4穿管(1)套入耐张线夹本体,注意引流板方向。
(2)将钢绞线自钢锚口旋转推入,直至钢锚底端。
(注意:穿线时应顺着钢绞线绞制方向,保持原节距)。
1.5液压操作(1)钢锚压接长度及压接顺序如下图1.2所示。
注意:压接时每后一模重叠前一模的1/3。
图1.2 钢锚压接示意图(2)耐张线夹本体铝管压接长度、方向及位置如下图1.3所示。
注意:压前应注意引流板方向;压接时每后一模重叠前一模的1/3。
图1.3 耐张线夹本体铝管压接示意图2 NY-80G(Ⅰ型)液压压接工艺规范说明NY-80G耐张线夹是为GJ-80镀锌钢绞线研制的配套金具,其压接施工工艺参照DL/T 5285-2013《输变电工程架空导线和地线液压压接工艺规程》进行。
为便于操作,现作以下补充。
110~ 500kV高压输电线路架空导线耐张压接管压接尺寸与机械荷载验证摘要:在110~500kV高压输电线路中,架空导线具有重要作用,输电线路项目中利用电力金具压接进行架空导线连接,为规避高压输电线路出现断线、掉线等运行事故,应进一步验证导线压接尺寸与机械荷载;在高压输电线路工程中,LGJ-240及以上型号的钢芯铝绞线和金具通常采取耐张线夹进行受力连接。
为保证高压输电线路标准化压接,要求耐张压接管握力必须超过导线、地线95%的破断力。
基于110~500kV高压输电线路建设项目中出现问题,进一步分析研究压接管尺寸、综合破断力以及机械荷载。
基于此,本篇文章对110~500kV高压输电线路架空导线耐张压接管压接尺寸与机械荷载验证进行研究,以供参考。
关键词:110~500kV;高压输电线路;架空导线耐张压;接管压接尺寸;机械荷载验证引言随着国民经济的发展,能源需求也在增加,电网建设也大幅度增加。
输入电流通道的布线和验收技术是管道工程不可或缺的组成部分,其中包括印刷机械和连接器、电线接口和通路、低压工艺、印刷质量检测等的详细信息,这些都是管道与钣金件之间液压连接的明确要求。
但是,由于近年来国家电网中经常出现供电质量不足的情况,有必要优化电线线路的质量,因为电线需要施加压力。
1工程常见压接缺陷(1)飞行杆和尖顶杆。
飞边是从上下模具的两半撞击时由钢管或铝管制成的不规则壁。
2)电气组成不符合要求。
铝管复盖区域的电线外部导线上的电气聚合物在铝管压力下未按要求应用。
处理指令指定铝的涂装延伸到铝管的印刷样式。
本《电工金通用技术要求》文件规定,金的导电接触面涂上电热油脂,压缩金属应提供导电薄膜以防止氧化和填充金属内孔。
3)后面板外铝合金(铝合金)接头松散的股票是外纤维松动、内线链不能精确包裹的压桥。
2耐张压接管压接质量不到位事件分析近年来,国家电网内部供电质量不足引起的事件不断发生。
2016年500KV线路电压降时发生了拆除事件。

中华人民共和国国家标准耐张线夹(压缩型) UDC 621.315.6GB 2320.2—85代替GB 2321—80Strain clamp (compression type)国家标准局1985-01-23发布1985-12-01实施1适用范围本标准适用于架空电力线路上以压缩方法接续钢绞线的耐张线夹。
2型式尺寸2.1耐张线夹为NY型。
2.2耐张线夹主要尺寸应符合下图及下表的规定:注:适用钢绞线为GB 1200—75《镀锌钢绞线》,单丝抗拉强度不低于1225N/mm2(1225MPa)。
表中型号中字母及数字意义为:N——耐张;Y——压缩;数字——适用钢绞线标称截面。
附加字母表示绞线类型。
3技术要求3.1耐张线夹一般技术条件应符合GB2314—85《电力金具通用技术条件》的规定。
3.2材质a.钢管按GB699—65《优质碳素结构钢钢号和一般技术条件》,采用10号优质碳素结构钢无缝钢管或抗拉强度不低于372.5N/mm2(372.5MPa)的钢,布氏硬度不大于HB133;b.拉环按GB700—79《普通碳素结构钢技术条件》,采用抗拉强度不低于372.5N/mm2(372.5MPa)钢制造;3.3钢管内壁应无锌层。
3.4钢管内孔中心偏移不超过±0.25mm。
3.5耐张线夹的握力不小于以下数值:NY-35G型45kN;NY-50G型60kN;NY-70G型88kN;NY-100G型123kN;NY-120G型143kN;NY-135G型164kN。
4验收规则及试验方法耐张线夹的验收及试验按GB2317—85《电力金具验收规则、试验方法、标志与包装》进行。
5标志与包装耐张线夹的标志与包装按GB 2317—85规定进行。
___________________附加说明:本标准由中华人民共和国水利电力部提出。
本标准由水利电力部南京电力金具设计研究所起草。
本标准主要起草人董吉谔、周铭泽、易健行、骆忆祖、余天衢、薄通。
1.压接方式本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规程》( SDJ226-87 )、《溪浙线大截面导线接续金具与耐张线夹压接工艺手册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接续管主要技术参数:主要参数钢锚铝管金具型号规钢管内径钢管外压接长内径外径压接长度铝管长度格径度NY-400/509.82012529.2645330445 JYD-400/5015.62412029.2645420575 NY-100G13.626210210 JY-100G13.626340340( 1)压接机接续管钢管及耐张线夹钢锚的压接时,选用 2000kN、 3000kN 液压机及配套模具,在张力场配置 3000kN 液压机,以提高压接效率及压接质量;高空压接操作时,配置 2000kN 液压机,在张力场配置轨道式压接托架,以减小压接弯曲度,提高压接效率和质量。
( 2)压接模具应选用与液压机型号相匹配的铝模或钢模,模具对边距:S=0.86D-0.1 ~-0.2 。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:压接管压前尺寸允许偏差 (GB2314-1997)(单位: mm )要求外径 D内径 d类别基本尺寸极限偏差基本尺寸极限偏差D≤ 14± 0.2d≤ 9±0.15钢管14< D≤ 22- 0.2~ +0.3//22< D≤ 34- 0.2~ +0.49<d≤ 16±0.2D≤ 32± 0.4d≤ 22-0.3铝管32< D≤ 500.622< d≤ 36-0.4 50< D≤ 80136< d≤ 55-0.5要求外径 D内径 d3.测量方法(用游标卡尺):直线管外径检测 3 个断面点,内径检测两端共 2 个断面点,每个断面点互成90°检测 2 个值。
1.压接方式本工程导线、避雷线的直线接续管、耐张线夹及跳线引流管连接,均须采用液压压接方式。
严格执行《架空送电线路导线及避雷线液压施工工艺规程》(SDJ226-87)、《溪浙线大截面导线接续金具与耐张线夹压接工艺手册》及公司编制的《架空电力线路压接施工守则》。
压接必须由经培训并考试合格的专业人员进行,为保证压接管外观质量,专门制作压接管存放支架。
耐张线夹及接续管主要技术参数:(1)压接机接续管钢管及耐张线夹钢锚的压接时,选用2000kN、3000kN液压机及配套模具,在张力场配置3000kN液压机,以提高压接效率及压接质量;高空压接操作时,配置2000kN液压机,在张力场配置轨道式压接托架,以减小压接弯曲度,提高压接效率和质量。
(2)压接模具应选用与液压机型号相匹配的铝模或钢模,模具对边距:S=0.86D-0.1~-0.2主要参数钢锚铝管金具型号规格钢管内径钢管外径压接长度内径外径压接长度铝管长度NY-400/50 9.8 20 125 29.26 45 330 445 JYD-400/50 15.6 24 120 29.26 45 420 575 NY-100G 13.6 26 210 210 JY-100G 13.6 26 340 340。
2.压接前认真检查耐张线夹、接续管质量,压前各种管外形尺寸及其偏差应符合下列规定:压接管压前尺寸允许偏差(GB2314-1997) (单位:mm)3. 测量方法(用游标卡尺):直线管外径检测3个断面点,内径检测两端共2个断面点,每个断面点互成90°检测2个值。
所以外径取6个值的平均值,内径取4个值的平均值。
对耐张管外径检测2个断面点,内径检测一端1个断面点,同样以平均数判断。
作好记录并判断是否合格。
4.在进行导线、地线压接施工前,压接人员应事先熟悉本工程使用的液压机最大出力值。
进行压接作业时,应按照液压机操作说明的有关规定执行,以免损坏压接机。
5.压接后压接管不应有裂纹或明显的弯曲,弯曲度不应大于2%。