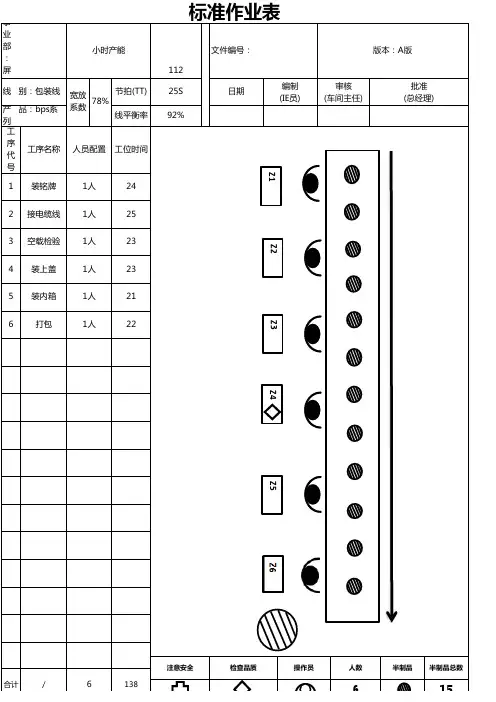
包装标准作业表
- 格式:xlsx
- 大小:32.55 KB
- 文档页数:1
1目的为了统一规范公司产品包装测试标准,保证公司产品生产出货品质,减少产品在运输过程中的损坏;特制定本文件。
2范围本公司器材产品使用纸箱包装样机包装方式验证,或者量产出货产品包装检验测试(不包含零部件包装测试)。
3定义无4内容4.1参考文件及资料GB/T4857.3-2008 《静载荷堆码试验方法》GB/T4857.4-2008 《采用压力试验机进行的抗压和堆码试验方法》GB/T4857.5-1992 《跌落试验方法》GB/T4857.11-2005 《水平冲击试验方法》GB/T4857.23-2012 《随机振动试验方法》4.2权责4.2.1 研发中心各项目部负责各产品包装资料、包装方式的制定、修改。
4.2.2 研发中心综合部负责包装测试标准文件的制定、修改。
4.2.3 质量管理中心负责产品包装测试、测试报告提供等。
4.3测试要求4.3.1 如果客户有要求,则按照客户的测试标准进行包装测试。
4.3.2 包装测试前应该先确认该产品的测试标准,然后进行相应的测试。
4.3.3 进行包装测试的机台、包装材料都必须与产品大货生产时的材质保持相同,包装方式一致。
产品量产前应该完成包装测试。
包装测试标准对应表4.4测试方法A 堆码测试A1 实物堆码测试A1.1让产品处于其正常竖立状态放置,按照下列公式计算出产品的负载重量, 用其他产品进行堆叠测试时,聚合板以上部分的重量必须平均分布。
负载重量KG=产品毛重(KG) x(最高堆码层数H-1)x2.0 (安全系数)注:H=2380/h(产品高度mm),结果四舍五入保留个位数。
A1.2产品堆叠的时间72小时。
测试72小时后,检查外箱结构是否有损坏。
产品外箱变形不超过20mm且产品没有损坏的视为合格;外箱变形超过20mm需要改善后重新进行测试。
A1.3拍照并记录实验结果,填写包装报告上堆码测试部分。
A2 堆码测试—压溃测试(确认机台符合GB/T4857.4-2008 测试标准)A2.1让产品处于其正常竖立状态,通过下面的公式算出所需的负载重量(全部采用公制单位)负载重量KG=产品的毛重KG x(最高堆码层数-1)x 3.0 (安全系数)A2.2 让包装件处于正常的平衡状态并放置在压板中间,如果产品比压板尺寸大,必须使用延伸板(见下图)。
产品包装规范1目的:为了规范公司产品包装作业的运作,保证产品能满足环境试验的要求,保护产品在运输中不受破坏,特制定本规范。
2范围:本规范适用于公司所有产品的包装作业之运作,主要是针对纸箱包装件的质量标准给予合理规范。
3引用标准4内容4.1包装准备4.1.1产品准备产品应是经检验合格可以出货的产品。
4.1.2材料准备以本规范之要求准备相应的包装材料。
4.2基本要求4.2.1为了保护产品之塑料,金属等基本面免受破坏,对产品加胶袋包装。
4.2.2为了缓冲产品在运输过程中产生的冲力,要对产品加强保护,需加衬垫或彩盒包装。
4.2.3按照客户包装要求进行包装5 包装材料 5.1 纸箱5.1.1瓦楞纸板技术要求:5.1.2纸箱设计选材标准(根据计算出的边压强度选用纸板):由外箱规格推算纸板边压强度:计算公式: E = 46*G*(n-1)/√C其中n=2.385/h(n取小数点前的整数) ,h为纸箱高度,C为箱底周长,G为纸箱毛重。
注:1. 对于有内箱(用双坑纸板)的产品,内箱可承受50%的压力,则边压强度应减少40%。
即E = (1-0.5)*46*G*(n-1)/√C = 23*G*(n-1)/√C2. 客户如有要求,以客户要求为准。
3. 长宽比例超过2:1以及高度超过650mm的纸箱,必须用K=B纸板。
4. 针对边压强度远远超出5410N/m,且无法通过堆码试验的产品,请选用其他高强度纸板。
5.若纸箱内装物可完全用来承重,如胶辘,则选用纸板时可降低一个等级。
6. 客户规定用白色纸箱的,请用W=B材质纸板。
5.2 包装胶纸5.2.1 透明胶纸A.透明胶纸的规格为50mm±2mm,厚度为0.03mm~0.04mm。
B.透明胶纸的材料为OPP。
C.透明胶纸的初粘性应能粘住5号钢球。
5.2.2 牛皮胶纸A.牛皮胶纸的规格应用60mm±2mm,厚度为0.12mm~0.13mm。
B.牛皮胶纸的颜色为黄褐色,材料为牛皮纸。

包装作业管理程序
1.目的:
本程序规定了对产品包装的职责与基本要求,旨在防止产品质量因包装原因受
到影响。
2.适用范围:
本程序适用于产品的包装控制。
3.参照文件:
本公司《质量手册》第7章。
4.定义与缩写:
本公司《质量手册》第3章定义与缩写适用于本程序。
5.职责:
5.1研发部开发课负责按客户要求及产品运输条件制定包装标准。
5.2生产部涂装课包装组负责包装并严格执行《LFQS0706-24包装作业标准书》
并进行自主检查。
5.3质量部负责包装过程抽检。
6.实施步骤:
6.1设计课根据客户的包装要求及运输条件对产品包装进行设计,做到安全
牢
固及耐用,以保证在运输和储存中不破损,开发课再制定包装作业标准书.
6.2包装设计须经质量部验证,当客户有要求时,须经客户确认同意方可正式
使用。
6.3经过客户确认的包装设计图纸按《LFQP0401文件和资料管理程序》发放。
6.4开发课将包装标准和客户要求需贴附的标签制定在包装作业标准书上(或《QR0901-10新轮圈试做或小批量试通知单》)内发行给现场单位,于轮圈开发完毕后,DD发行BOM至WI。
6.5涂装课包装组依照《LFQS0706-24包装作业标准书》进行包装和自主检查。
6.6依照《LFQS0804-31成品轮圈检查作业标准书》,对成品进行检查,OK品入库。
6.7包装作业管理流程图见附图。
7.记录:无
8.发放:
本程序文件发放至M、QA以及相关各部门。
9.相关和支持性文件:
1.《LFQP0401文件和资料管理程序》。

确认外包装箱规格,外标贴是否与产品一致,将电子秤调整到相应的计量数如图四所示装箱时应将产品排放整齐,使其不能在箱内窜动,用电子秤检查装箱数量是否正确根据生产KD件需求计用蓝色圆珠笔划杠核顺序标准作业内容标准时间(秒)检查项检查内KD件包装检验作业指导书工位编号S-90工位名称包装使用设备电子秤1成品外标识与实物相符2如图一所示将卷收器折叠好(根据客户要求增加封口)包装规范符合KD件包3(4)质量检查3如图二所示将折叠好的卷收器放入塑料袋中2534如图三所示将成品件放入纸箱,每层间用纸垫隔开4设备工装检查6如图五所示每箱装完后用胶带封箱,然后在纸箱的侧面贴上标签,并整齐码放在托盘上,标贴整3电子秤调整至相应的检查项检查内合计15(19)不良品处理方法将不良品贴红标签确认不合格状态,存放在不良存放处标准作业顺序规范1规范2图一图二图三图四规范1规范2根据生产订单中的国包装人员及检验人员由物流部经理及质量规范3会签编制:审核批准K D 件外标贴模板K D 件包装规范规范4规范5规范3规范4规范5需求计划填写供货批次划杠核对产品信息是否一致查内容检查方法检查周期 Q-07-06作业标准时间(秒)15/19版本号2019/3/28确认物相符、码放整齐目视100%作业者班长件包装要求目视100%作业者班长三检表、批次表记录检查确认相应的计量数目视开班三检表作业者班长查内容检查方法检查周期记录检查图五。