鼠笼型电动机转子断条的检查与修狸1
- 格式:doc
- 大小:46.50 KB
- 文档页数:4
1,高压电动机鼠笼转子断条改进方法1)在鼠笼条和端环整体连接处加强机械强度,避免转子鼠笼条断后翘起扫膛,利用制作合适尺寸的钢环或无纬环氧玻璃丝带及钢线绑扎来增加转子端部鼠笼条和端环的机械强度。
对于转子直径较小,可以不扎钢线或无纬玻璃丝带,而用一个钢环,包以绝缘,置于端头,用玻璃丝带扎牢,再浸漆烘干。
2)对于鼠笼条在铁芯槽内松动的转子,必须制作比原铜条尺寸略大的铜条来打进槽孔,槽孔和铜条夹紧没松动、翘起。
3)避免电动机超载、频繁短时间开启,改善电动机运行工况,制定合适的运行方式,保证电动机的安全运行。
2,高压电动机鼠笼转子断条技改工艺1)更换断裂的转子铜条。
如果铜条断条或裂纹在槽内,首先用铣床铣去端环上对应孔洞内的焊接部位,用与槽型匹配的钢杆顶出断裂的导条,仔细吹扫铁心槽,检查槽内清洁无杂物。
再以重新定制的铜条(尺寸略大一点)打入转子槽内。
2)笼条与端环焊接,钎焊前彻底清理焊接部位,打好45°坡涂上溶剂进行施焊。
为了减少内应力和保证强度,要低温钎焊,且均匀加热,当温度达到800℃时,用45%银钎料银焊条焊接,以减少接触电阻;将银焊条触及接头处,让钎料溶化并逐渐填满间隙,焊接4~5 个接头后,转180°后再焊接另一面的接头,要交叉进行焊接,以减少焊接后的残余应力。
钎焊后,当端环冷却到180℃时,用10%的柠檬酸水溶液洗刷,并吹干。
3)防护环采用磁性钢环,工艺要标准,采用热套法装入。
厚度为2~3mm,厚度不得超过铁心外圆。
4)无纬玻璃丝带绑扎。
用厚度为 0.17mm 宽度为 25 (或 15)mm无纬环氧玻璃丝带绑扎。
将转子安放在绑扎机上,通过拉紧装置将无纬玻璃丝带拉至转子,调整好合适的拉力及转速,然后进行缠绕绑扎,绑扎厚度不得超过转子铁心外圆。
无纬玻璃丝带浸漆烘干固化后,用小榔头敲打可发出清脆的金属声为合格。
用锉刀锉平箍环。
5)转子进行动平衡校验。
5 转子改造后的效果1)逐步改进后转子断条故障情况见表。
双鼠笼电机笼条断裂的原因分析及解决方案×××(××××××发电有限责任公司×××× 044602)摘要:笼条断裂是双鼠笼式电机转子的常见故障,本文通过对××××发电厂#6炉高压电机转子检修时发现的问题及处理方法进行分析和总结。
Abstract: The Cage fracture is a two-squirrel-cage rotor common faults, this paper Douhe by Datang International Power Plant # 6 furnace repair high-pressure rotor and found the problems and treatment methods for analysis and summary。
关键词:双鼠笼,笼条断裂,分析和总结Key words: double-cage, cage of fracture, analysis and summary引言双鼠笼式电机对比单鼠笼电机改善了启动性能,近年来得到广泛应用,但是双鼠笼和单鼠笼电机的共性问题——笼条易断裂至今未得到彻底解决,作者根据××电厂的实践提出新的解决方案。
情况介绍××电厂#6炉配备4台排粉机电机,型号为JS1510_4,电压6000V,电流90.8,功率850KW,功率因数0.89,是兰州或沈阳电机厂1983年左右生产的双鼠笼异步电动机,至今已有27年左右。
在本次#6机组炉侧高压电机检修中发现,排粉机电机转子存在不同程度的鼠笼条断裂现象,最严重的断条达20根,并且断条位置都在外笼。
笼条断裂原因分析一)频繁启动。
启动时电流是平时的5~~7倍,此时,笼条因受到较大的感应电流而迅速升温,材质强度下降,热应力增加,再加上电磁扭矩的作用,使笼条产生较大的剪切力和离心力,频繁启动使笼条频繁受到上述力的作用,很容易达到疲劳极限,导致笼条断裂。
高压电动机转子断条的原因分析及处理摘要:高压交流鼠笼型电动机在电力生产过程中运十分广泛。
但由于原理、结构、机械、制造、工艺、材质、运行的等等一系列复杂的原因共同作用,导致了笼型电机断条事故,由断条所引发的事故占全部电机事故的35%。
分析和解决断条问题是电力生产中迫切需要解决的问题。
本文从多方面分析了笼型电机的断条原因,并针对其原因提出了解决方案,着重从工艺上进行叙述。
由于本人从事电机修造的时间不长,对这方面的研究还有待进一步探讨,希望各位专家能提出宝贵意见,以便以后能够解决更多的现场问题。
关键词:电机;笼条;故障;分析;处理1 前言异步电动机是一种将电能转变为机械能的交流电动机,又称感应电动机,高压异步电动机是指额定工作电压为3~10KV的交流电动机。
在电力生产过程中,高压电机广泛运用在汽轮机及锅炉辅机设备中,如球磨机拖动电机等。
重载启动电机,在启动过程中,由于启动时间长,启动力矩大,易造成笼条断裂,给安全生产造成影响。
2 造成笼条断裂的主要原因1)启动时转子笼条温度很高,使机械强度下降根据电机的堵转等值电路可知其基本方程式=可知,由于定、转子实际阻抗Z1、Z2均很小,因而异步电机启动时的定转子电流都将很大的,造成转子笼条导体的温度升高,根据计算,短时笼条温度可达300℃,机械强度下降,容易断裂。
异步电机启动时起动电动很大而起动转矩不大,其主要原因是起动时转子功率因数很低。
由cosφ2st=可知由于x2>>r2,故cosφ2st≈0.2左右,这表明起动电流中主要是电感性的无功电流,它使供电系统的电压大幅下降,使起动转矩下降为额定转矩的0.9倍,而由于系统电压的下降使得很启动的时间进一步延长,而加剧转子笼条的损坏断裂。
2)为了使启动转矩有所提高,改善电机的启动特性,大多数重载启动电机都采用了深槽式或双笼式结构。
内笼选用工业纯铜为原料,材质一般为T1、T2;外笼一般采用黄铜材料,其电阻较大,有助于起动特性的改善,其机械强度较高,增强抗断条能力。
电动机双鼠笼转子绕组断条原因及对策王春云 张立成(浩良河化肥厂 黑龙江省伊春市 153103) 双鼠笼转子铜笼导条发生断裂,是影响火力发电厂稳定运行的一个因素。
就笔者所知:火力发电厂驱动钢球磨煤机的电动机双鼠笼转子导条故障频繁发生,如裂纹、开焊、断裂、弯曲、断节等,特别是弯曲、断节往往撞击定子线圈,致使整台电动机损坏。
我们采用钎焊及环氧玻璃带护环方法处理,收到了满意的效果。
1 双鼠笼绕组导条断裂实例我厂有5台电站锅炉,每台炉有2台钢球磨煤机,都采用双鼠笼转子电动机拖动,大修中均发现数量不等、情况各异的断裂,严重者损坏电机,不仅影响发电厂稳定运行,还影响合成氨及尿素生产用汽。
钢球磨煤机是用JSQ 141028280k W ,6000V 电动机拖动的,导条多在伸出槽口10mm 左右处断裂,且大都为上笼导条。
断裂弯曲的导条撞伤定子线圈。
生产统计表明:钢球磨煤机所用电动机,在运行3年左右后,转子笼端环与导条焊接的根部均会有不同程度的开裂或裂纹,或者断裂弯曲撞击定子线圈,损坏电机。
同时也表明火力发电厂钢球磨煤机电动机双鼠笼转子笼最多可安全运行3年左右。
2 双鼠笼转子导条断裂原因分析211 能力匹配不合理及重载下启动火力发电厂多为带钢球磨煤机的储仓式制粉系统,2台磨煤机一台连续运行,另一台在粉仓满时停止,粉仓粉位低时再启动,2台互为备用、倒换,启动频繁。
不仅如此,交接班时还需启动试验;特别是有的电厂磨煤机能力大,就是1台也不需连续运行就满足制粉需要,这无疑增加了启动次数,有的工厂每天启动次数多达12次。
另外还有个别班组不严格执行操作规程,停磨时不吹净磨煤机内的煤粉,从而造成再启动时带载,恶化了电动机启动工况。
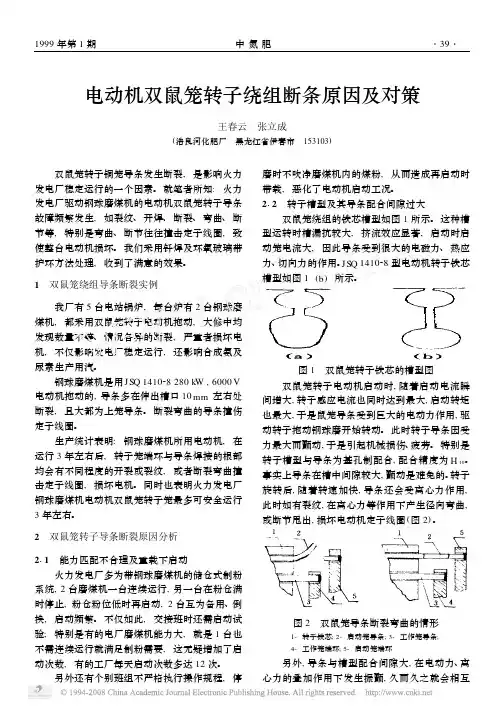
212 转子槽型及其导条配合间隙过大双鼠笼绕组的铁芯槽型如图1所示。
这种槽型运转时槽漏抗较大,挤流效应显著,启动时启动笼电流大,因此导条受到很大的电磁力、热应力、切向力的作用。
JSQ 141028型电动机转子铁芯槽型如图1(b )所示。
技术资料大型鼠笼电动机转子断条的原因分析、监(检)测及处理方法2021-04大型鼠笼电动机转子断条的原因分析、监(检)测及处理方法大中型高压异步电动机是火力发电厂,炼钢厂、石油化_橡胶厂等工矿企业生产中使用的重要电气设备, 广泛用于拖动磨`煤机、煤机空气压缩机、风机、水泵等设备运行。
随着生产的发展, 大中型高压异步电动机的数量在不断增加, 然而这类电动机在运行中出现的鼠笼转子导条断裂故障不同程度地危及到机组运行的可靠性和经济性。
如果故障初始时不及时发现并加以修复, 故障扩展很快, 甚至导致事故停机。
断条严重时还能甩出来, 从而损坏定子线圈, 会给修理带来困难。
因此, 如能在转子断条故障初期检测出来, 并及时修复处理, 可以有效地避免意外停机及恶性事故的发生。
异步电功机鼠笼转子断条问题一直是电机制造厂家及用户关心和致力解决的难题。
国内外的专家、学者都在积极寻找有效解决鼠笼转子断条问题的方法, 并为此做了大量富有成效的工作。
本文结合生产关际, 对高压异步电动机鼠笼转子断条问题进行综合分析研究。
一、鼠笼转子断条故障的现象及特征大中型高压异步电机的转子采用铜条与两边端环焊接的鼠笼结构, 具有结构简单, 坚固耐用、效率较高的特点。
但是这类电动机一般采用全压下的直接起动, 起动电流较大, 特别是拖动高转动惯量的风机和重载且负荷脉动的球磨机时, 起动电流可高达额定电流的5~7 倍, 加之机组的起动频繁, 导致鼠笼转子导条端环开焊或导条损伤断裂故障的增加。
不能正常运行, 经常会出现下列故障现象:1.电动机起动转矩降低, 起动时间延长。
断条故障点多的电动机在空载起动时也会发出时高时低的嗡嗡声, 机身出现振动, 并且定转子之间有火花产生;2.电动机满载运行时, 定子三相电流波动且不平衡, 三相电流表指针出现周期性摆动;3.负载运行的电动机转速明显下降, 转子发热厉害, 电动机温升增高, 导条断裂处有火花;4.电动机运行时的振动和噪声加剧, 严重的转子断条电动机会发出咯哒咯哒的异常噪声;5.停机抽出转子检查, 会发现转子导条在端环焊口接缝处断裂, 并且导条断裂处的铁心表面常呈蓝色的氧化痕迹。
鼠笼式电机断条怎么处理
我公司在经过了多年的修理电机经验,总结了最省钱又省事而且质量过关的修理方案。
现在有很多鼠笼式电机,在长时间运行过程中,铜排与短路环连接处出现断接的地方,以前出现这种情况,很多修理单位就会把所有的铜排全部拆掉,因为只是断了几根,很是浪费,但如果直接用焊条堆焊,只能凑合用几天,时间长了又会断裂,如何解决这个问题成了修理厂很使用单位最头痛的事。
经过长时间的摸索,终于找到了解决方法:
1.把电机转子上车床,在铜排与短路环链接处车个工字凹槽。
2.用一根直径十个左右的铜棒,放入凹槽中。
3.用25%的银焊条把铜棒跟凹槽焊接到一起。
4.转子做动平衡试验。
5.装机试验。
2020年第3期梅"科技・47・探讨§鼠笼转子断条的测定及诊断王维1冷祥洪2尹春娇1(1.梅山钢铁公司设备分公司2.梅山钢铁公司设备部南京210039)于三 步电动机来说,鼠笼故障(统计,故故的10%)。
笼裂后继续使用会使断裂笼条周边笼条的应力增大,故大,电机烧坏。
严重时,由于膛而擦伤铁芯,机报废。
因此,在故生的早期,把故障检安全生产具有重。
1鼠笼转子断条静态检测技术1.1基本原理电感测量数据与转子位置有关。
将一周细12(18#24#36)等,,每个位别每两相()电感量3,利用Excel绘制图形。
电感波形应为三相电压的同步波形,正弦波,生畸变,则表故障。
1.2实操选鼠笼高压电机与铸铝导条鼠笼转子低压电机分别开。
1.2.1针对铜导条鼠笼转子高压电机试验选取2鼠笼高压电机进行对比,参数1。
表1铜导条鼠笼转子高压电机断条研究序号号电压/V率/kW状况1YKK450-410000355良好2Y450-86000355人为锯断2根相邻导条1.2.1.1试验操作过程1)设计一种“轴头磁吸”用于计量(底及刻度针用黑色橡胶磁片,刻5。
为,沿周360°均布)o较于传统用记号笔在轴头上刻,使用“轴磁吸式分度盘”,劳动效率及计量精大幅提升。
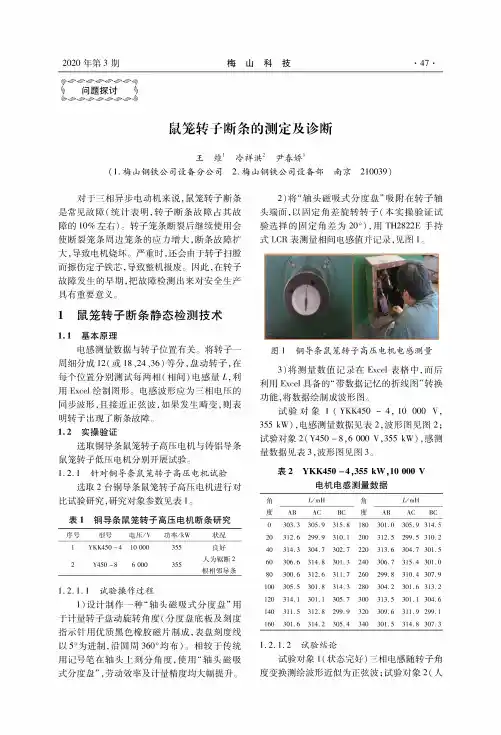
2)将“轴磁吸”吸附轴端面,差(本证试选择的差为20。
),用TH2822E手持LCR量电感,见图1°图1铜导条鼠笼转子高压电机电感测量3)将测量数ExceB,而利用Excel具备的“带数忆的图”转换能,将数据绘形图。
试验对象1(YKK450-4,10000V,355kW),电感测量数据见表2,形图见图2;2(Y450-8,6000V,355kW),感测量数3,形图图3o表2YKK450-4,355kW,10000V量数据角度3/mH角度3/mHAB AC BC AB AC BC 0303.3305.9315.8180301.0305.9314.5 20312.6299.9310.1200312.5299.5310.2 40314.3304.7302.7220313.6304.7301.5 60306.6314.8301.3240306.7315.4301.0 80300.6312.6311.7260299.8310.4307.9 100305.5301.8314.3280304.2301.6313.2 120314.1301.1305.7300313.5301.1304.6 140311.5312.8299.9320309.6311.9299.1 160301.6314.2305.4340301.5314.8307.3 1.2.1.2试验结论1(状态完好)三相电感绘波形近似为正弦波;2(人・48・梅"科技2020年第3期为断开2根笼)三电感随转子角度变换测绘波形发生较严重畸变。
鼠笼式电动机转子笼条断裂开焊故障一、笼条断裂开焊故障的特征1、笼条断裂的断口呈疲劳断口。
2、笼条断裂的发生与笼条在转子铁芯槽内的夹紧程度密切相关,在槽内松动的笼条容易发生断裂。
3、一台新电动机发生笼条断裂的起始时间与运行启动次数直接相关。
启动频繁的,笼条断裂发生的时间就早,启动次数少的笼条断裂发生的时间就晚。
笼条断裂故障多发生在电动机启动过程中。
4、笼条断裂多发生在端环(短路环)附近,且与笼条和端环的焊接工艺质量密切相关。
有的笼条开焊处检修焊补后,运行不久就开焊。
5、双笼电动机笼条开焊或断裂一般都是从外笼开始,如未能及时发现和处理,则会很快扩大到整个转子,以致损坏整台电动机。
6、高压电动机,转子笼条断裂在不解体情况下,通常不易被发现,但却常常伴随一些症状发生,比如产生一定的振动,这种振动是由于转子笼条断裂后,原来的电机定子、转子电磁拉力产生不平衡。
虽然有时通过调整动平衡能使振动得到暂时消减,但维持不了多久,出现新的断条时,振动又会加大。
此外,仔细观察断条处,可以看到微弱的放电弧光。
7、笼条开焊断裂故障多发生在磨煤机等负荷重、启动频繁的拖动电动机上。
电动机笼条截面和端环尺寸偏小的电动机笼条容易产生开焊和断裂。
据调查分析,我国JSQ158-6电动机外笼条直径为Φ8—Φ12,易开断,而国外同容量电机笼条直径约16mm,电流密度〈1A/mm2,不易开焊断裂。
二、笼条断裂应力分析从上述笼条断裂的特征可以得出电动机笼条的开焊和断裂主要发生在电动机启动过程中,笼条所受的应力超过了笼条的机械强度。
笼条的断裂应力包括静态应力和交变应力两个分量,主要包括:1、热应力。
在启动过程中,笼条和端环将流过很大的启动电流,其值可达额定电流的5—7倍(双笼式电动机启动过程中,外笼条和外端环将流过很大的启动电流)。
由此而产生的损耗可使笼条和端环产生200—300℃的温度,从而使端环产生相当大的热变形。
端环的热变形将使笼条受到一个弯曲应力。
循环水泵电动机转子鼠笼条断裂的原因分析及预防措施摘要:本文阐述300MW火力发电厂高压6KV循环水泵电机,鼠笼条断裂原因,并提出处理方法及预防措施。
关键词:高压6KV单鼠笼;鼠笼条断裂;处理;措施1引言高压鼠笼电动机是火力发电厂重要的厂用设备之一。
2×330MW火力发电机组自2009年投产以来,2015年B级检修时发现循环水泵电机转子鼠笼条断裂(见图1),2016年循环水泵电机在运行中发现声音异常2016年5月份小修时抽转子发现鼠笼条断裂(见图2);循环水泵电机连续2年出现鼠笼条断裂现象,造成了较大的经济损失。
本文主要分析YKSL1600-12/1730-1高压异步感应电动机转子鼠笼断裂,故障发生的原因,进而提出了一些相应的预防措施。
图1 2015年循环水泵电机转子鼠笼条断裂照片图2 2016年循环水泵电机转子鼠笼条断裂照片2鼠笼式三相异步电动机的工作原理由于旋转磁场以n1转速旋转,转子导体开始时是静止的,故转子导体将切割定子旋转磁场而产生感应电动势(感应电动势的方向用右手定则判定)。
由于转子导体两端被短路环短接,在感应电动势的作用下,转子导体中将产生与感应电动势方向基本一致的感生电流。
转子的载流导体在定子磁场中受到电磁力的作用(力的方向用左手定则判定)。
电磁力对转子轴产生电磁转矩,驱动转子沿着旋转磁场方向旋转。
通过上述分析可以总结出电动机工作原理为:当电动机的三相定子绕组(各相差120度电角度),通入三相对称交流电后,将产生一个旋转磁场,该旋转磁场切割转子绕组,从而在转子绕组中产生感应电流(转子绕组是闭合通路),载流的转子导体在定子旋转磁场作用下将产生电磁力,从而在电机转轴上形成电磁转矩,驱动电动机旋转,并且电机旋转方向与旋转磁场方向相同。
3鼠笼断裂的基本特征断裂后,电动机的电磁力矩降低而造成转速下降,定子电流时大时小,因为断条破坏了结构的对称性,同时破坏了电磁的对称性,使与转子有相对运动的定子磁场,从转子的表面不同部位穿入磁通时,转子的反应不一样,因而造成定子电流时大时小。
三相交流异步鼠笼式电动机转子断条浅析摘要:三相交流异步鼠笼式电动机转子鼠笼条断条是电动机的常见故障之一,本文结合二滩水电站实际,对鼠笼式异步电动机发生转子鼠笼条断条的原因进行理论分析,探讨鼠笼条断条后的处理方法,为电动机的检修维护提供一定的理论依据。
关键词:三相交流鼠笼式异步电动机;转子鼠笼条断条;检测方法;断条处理一、绪论二滩水电站共有3台6kv高压异步鼠笼式渗漏排水泵电动机,自1998年投运以来,共有三台电动机发生故障,分别是2006年8月#1渗漏排水泵电动机转子鼠笼条断裂,使6kv母线电压波动;2009年10月#3渗漏排水泵电动机转子鼠笼条断裂,将定子绕组绝缘刮伤,造成定子绕组三相对地击穿短路,定子绕圈烧毁;2010年4月#1渗漏排水泵电动机转子鼠笼条有一根发生断裂。
本文结合二滩水电站实际,对6kv鼠笼式异步电动机转子鼠笼条断条这一典型故障进行了探讨,分析三相交流异步鼠笼式电动机转子断条的原因,检测电动机转子是否存在断条现象,为6kv电动机的检修维护提供一定的参考。
二、三相交流异步鼠笼式电动机转子断条原因分析(一)鼠笼式异步电动机转子鼠笼条受力分析鼠笼式交流电动机转子在启动和运行中,由于转差率的存在,转子的鼠笼条受到以下几种力的作用。
2.1.1电磁作用力由于转子在定子的旋转磁场中转动,并且旋转磁场与转子之间有转差率的存在,在鼠笼条中产生感应电流。
电磁的相互作用致使鼠笼条受到一个沿径向朝转子轴心方向的电磁力,由于磁场的不均匀性和转差率的变化,此种电磁并不是恒定的,而是随着电动机的运行状态的变动而变动。
2.1.2内应力在电动机运行时,鼠笼条内有电流流过以及鼠笼条内阻的存在,鼠笼条的电流会产生热量,使鼠笼条的温度升高。
而转子鼠笼条与转子两端的短路环是焊接而成,形成钢性联接,因此随着温度的升高,鼠笼条会产生热膨胀,势必在短路环与鼠笼条间产生结构性内应力。
2.1.3离心力转子在运转过程中,鼠笼条也必然受到旋转的离心力的作用。
鼠笼转子断条故障的判断及检修小型电机多是采用铸铝转子,大中型电机多采用铜条转子。
鼠笼转子断条及断环,总称为断笼或断条。
断条是指鼠笼中有一根或数根断裂或有严重气泡,而断环则是指端环中有一处或几处开裂。
通常鼠笼转子比较坚固结实,不易损坏,但当铸铝或铸铜鼠笼转子制造工艺粗糙、质量不良或设计不合理,频繁启动及操作不当时,急促、猛烈的正反转将造成剧烈的冲击,导致鼠笼发生断条故障。
鼠笼式电机若转子只断条一或两根,对电机运行暂无明显影响,而断条严重则影响电机正常运行。
电机鼠笼转子断条严重时,将出现下列现象。
1.电机启动转矩明显降低,停车后再次启动时,电机剧烈震动,启动困难,开启式电机会从通风道内溅出火星等。
2.电机运行时,电流表指针明显做周期性摆动,高速电机指针抖动。
3.带载时转速明显降低,转子过热,机身剧烈震动,温度增高,并有较大周期性嗡嗡声。
鼠笼转子发生断条故障时,通常采用以下方法进地检查。
1.外观检查铸铝鼠笼转子的断裂点多发生在槽轴向长度的中心附近,而铜条转子的断裂点则多发生在笼条与端环焊接处,若系双笼转子其故障点多是出在上笼部位。
此时,取出鼠笼转子,检查铁芯表面,笼条与端环交接处若有变色或过热及裂纹,即表明该处断条。
2.更换转子检查更换转子检查虽简单易行,但需更换上同型号良好转子进行试运转。
如果更换转子后,电机运行一切恢复正常,则说明原鼠笼转子存在断条故障。
3.通电检查在定子绕组中通入约为额定电压10%的低压电流,在一相中串入电流表,用手慢慢地转动转子,此时电流表的读数若不稳定,大小循环变动,即表明转子有断条故障。
4.铁粉检查鼠笼转子两端加低压大电流,调节调压器,使电压从零逐渐升高,待升流器的电流逐渐增大时,转子表面即产生磁场,随后把铁粉撒在转子上。
若铁粉一行行地沿着笼条方向整齐排列,表明转子完好无损。
如果铁粉排列杂乱无章,或铁粉撒不上去,说明转子存在断条故障。
5.整机检查在定子三相绕组中通入50~60V的低压电,以转子不能自转为准,之后用手缓慢转动转子。
鼠笼型电机转子断条故障的解决措施(1)鼠笼型转子断条故障现象及其产生的原因转子断条会使电动机启动困难,电动机运转时发出强烈的周期性电磁噪声和振动,三相电流表指针抖动,电动机带负荷能力降低,转速下降。
产生转子断条的原因有:制造质量差;电动机启动频繁;操作不当;频繁作正、反转运行等造成剧烈冲击而致使转子损坏。
(2)转子断条的检查方法转子断条的检查方法如下:①外观检查法在电动机运行时,假设转子及定子的间隙处有火花出现,那么说明转子有断条现象。
也可以通过观察电流表指针有无抖动、电动机转速和带负荷能力等加以判断,然后抽出转子,寻找断路点。
②电流检测法用三相调压器对定子绕组施加低压电源进展检查〔额定电压为380V的电动机,可施加100V左右的电压〕。
在一相中串入一只电流表,用手使转子慢慢转动,如果转子鼠笼条是完好的,那么电流表只有均匀的微弱摆动;如果转子断条,那么电漉表就会出现指针突然下降的现象。
③用探测器检查将电动机拆开,取出转子,用电磁感应法测定转子断条位置。
如果鼠笼条是完好的,那么毫伏表读数较小;如果转子断条,那么读数将变大。
④用铁粉检查在转子两端环上通入低压大电流,将铁粉撒在转子外表。
由于电流通过鼠笼条产生磁场,将吸引铁粉。
如发现某一根鼠笼条周围铁粉很少,那么该处即为断条。
(3)处理方法根据断条的不同情况,采取不同的修理方法。
①如果是铜条,并且断条发生在端部〔槽内局部不易断裂〕,可在断裂处打成坡口,用银焊焊接。
焊接前应用水浇湿的耐火石棉等物将铁芯保护好,以免高温烧伤铁芯。
②如果是铸铝转子,且断条较多不能使用,可将铝条熔化后再重新铸铝或换为紫铜条。
熔铝前先车掉两端的铝端环,用夹具将铁芯夹紧。
熔铝的方法可以用工业烧碱〔氢氧化钠〕来腐蚀铝条,将转子浸入浓度为10% - 30%的碱液中,然后将碱液加热到80—100℃。
直至铝条熔化为止〔一般需经7~8 h〕,然后取出转子用水冲洗,并立即投入到浓度为0.25%的工业用冰醋酸溶液中煮沸,以中和剩余碱液,再放入开水中煮沸1~2 h,取出后用水冲洗再烘干。
电动机转子断条的检查修理方法 - 电动机对于铸铝转子的鼠笼型异步电动机,转子最常见的故障是断条。
转子断条会使电动机起动困难,电动机运转时发出猛烈的周期性电磁噪声和震惊,三相电流表指针抖动,电动机带负荷力量降低,转速下降。
转子断条的检查方法如下: (1)外观检查。
把转子从电动机中拆出,认真观看。
如发觉铁芯某处过热变色,即为断条部位。
假如没有发觉变色现象,可认真观看笼条上有无微小的断裂痕迹。
有时这样检查仍发觉不了断裂处,则断条可能发生在转子槽内,可用断条侦察器检查。
(2)用断条侦察器检查。
如图所示,把断条侦察器跨在一根笼条上,再把一段钢锯条放在笼条上面。
假如笼条是完好的,断条侦察器会在笼条中感应出电流,并使钢锯片发生震惊;假如锯片不震惊,则说明断路侦察器所跨的这根笼条已断裂。
然后再查找断裂点。
假如用肉眼不能发觉裂痕,可将断条侦察器和钢锯片放在原处,将一根导线的一端贴在端环上,另一端贴着笼条往前移动。
当移到某一点时,若钢锯条发生震惊,则说明断裂点已被导线短路,此处即为断裂点。
图用断条侦察器检查铸铝转子的断条 (3)用铁粉检查。
在转子两端环上通入低压大电流(以能吸铁粉即可),将铁粉撒在转子表面。
电流通过笼条产生磁力线,磁力线将吸引铁粉。
如发觉某一根笼条四周的铁粉很少,则该处即为断条。
转子断条的修理方法如下: (1)在断裂处钻孔,并用丝锥铰上螺纹,拧上与笼条相同材质(铝)的螺钉,把断裂处连接上。
(2)有条件时应重新铸铝。
可用煤炉等将转子加热到700℃左右使铝条熔化,并清除槽内及铁芯内的残铝,再重新铸铝。
没有铸铝条件时,也可用铜条代替铝条。
(3)用铜条代替铝条。
代替的铜条截面积应占槽面积的70%左右(不要把槽塞满,否则会消灭起动转矩小,而电流增大等状况),两端用短路环焊牢。
转子焊接好后要做静平衡试验。
对于转速高的电动机,还要做动平衡试验。
鼠笼型电动机转子断条的检查与修狸
2010-04-22 11:55:08|分类:默认分类|标签:|字号大中小订阅
鼠笼型电动机转子断条的故障,一般厂矿和农村社队的用户都能遇到,从事修理电机的单位更是屡见不鲜。
对那些空载不能起动,或空载能起动但发出时高时低的嗡嗡声,机身振动,尤其加上负载后转速明显下降,甚至停转的电机,经过初步检查,确定定子绕组没有毛病的,就应对转子的笼条进行检查。
作为修理单位,对那些绕组过热甚至烧毁的电机,凡未检查出烧毁原因的,都应对转子进行必要的检查,特别对农村中广泛使用的一些老杂牌和非专业厂生产的电机,更应认真检查。
检查的方法有许多种,十几年来,各种方法我们先后都使用过,现将自己感到比较简便的几种方法简介如下:
1、观察法将转子抽出,仔细观察转子笼条及转子端环与笼条的交接处,如发现有过热、变色的迹象,就是断条的地方。
2、换同型号转子一试若怀疑转子断条时,将它抽出,用同型号转子换上,试运转一会,如果带负荷运行时转速、声音都正常,就说明换下的转子有断条的地方。
3、用三相低电压电源试将三相对称的30~40V的交流电源,串上电流表通入三相定子绕组,如图1。
通入的电压高低,以电流表的读数不超过电机的额定电流为准,然后用手慢慢转动转子的轴,如果转子笼条是完好的,三相电流表上指示的电流数基本上稳定不变,若转子笼条有断裂的,电流表有突然下降的情形,随转子慢慢转动,会引起三相电流大小循环的变动。
2、3两法仅能判断出笼条是否有断裂现象,而不能找到断条的确回位置,这对只需要找出毛病,不能修理的单位是可以使用的。
既能断定出转子是否有断裂,又能指示出断裂的确切位置
的方法有:
4、用铁粉检查利用转子笼条通入电流(或转子内有感应电流生成)时,笼在条周围能形成磁场的原理,在转子通电(或有感应电流)的同时,向转子上撒铁粉(用打磨粉器的砂轮下面的粉沫最好)。
从转子上铁粉的分布情况,便可以看出转子笼是否断裂,若铁粉都很整齐的一行一行的顺笼排列,说明笼条是完好的。
若笼条断了,铁粉撒不上(不吸铁粉)。
具体又有以下几种方法:
(1)用调压器和变压器检查。
如图2,调整调压器,使变压器二次电流逐渐增大,再向转子上撒铁粉,到铁粉能排列整齐为止。
(2)只用调压器检查。
若有现成的调压器,其大小在1KVA以上,将其外罩去掉,调压器的输出部分间置不用,用20㎜2的软线在调压器的铁蕊上穿绕2——3匝,做为二次,引出线上转子。
当输入部分通入220V交流电时,二次可感应出足够的电流供测试用。
如果无完好的调压器,可找一台2~3KVA的废调压器(或变压器)铁蕊,用1.20左右的漆包线在其上面绕320匝(不需排到很平整)做为一次,二次仍用20㎜2左右的软线绕2~3匝即可。
(3)利用电焊机检查。
若现场无专用设备可使用,有电焊机的单位,可直接用它的一次做电源,拿去外罩,在其铁蕊上穿绕1~2匝软线做为二次,若现场无软线可用,可用焊把线绕上1——2匝做为二次(必要时,可把活动铁蕊退出后
再绕二次)。
(4)用短线路侦察器检查。
若有现成的侦察器,将它放在转子上,通电后向离侦察器不远的笼条上撒铁粉,沿转子圆周移动侦察器,边移动达撤铁粉,不吸铁粉处便是断条处。
5、用短路侦察器和电流表检查如图3。
在侦察器的回路中串上电流表,若转子笼条无故障,侦察器沿转子表面圆周移动,使它的开口处逐一地跨在转子的每一个槽口上,此时电流表应指示正常值,若发现电流突然下降,则说明该处笼条有断裂现象。
6、用短路侦察器和锯条检查将侦察器放于转子上,接通电源,用锯条靠近侦察器所测槽口上,凡能吸住(或使锯条剧烈振动的)说明笼条未断,否则就是断了。
此法十分简便,也很准确。
转子笼条断裂数达整个转子槽数的七分之一左右时,该电机就不能正常工作。
要修复它难度较大,若断裂一两根,可局部修理。
1、若是转子端环断裂,可直接用气焊焊好,若是笼条断裂,找到断裂点,根据笼条的粗细,选用适当的钻头在断裂处钻上孔,然后攻丝,旋入罗杆,用挫挫平。
2、用加长钻头将断条槽钻穿,换上钢(铝)条用氟弧焊(或气焊)将铜(铝)条牢牢地焊在端环上。
此法需用加长钻头,而且转子槽多斜列,钻孔时应注意,不然易将钻头弄断。
若断条较多,需更换转子。
若无转子可换,可全换笼条,方法如下(换铸铝转子
笼条的方法):
将转子铁蕊放炉内烧至700oC左右,使铝条全部熔完为止;或将转子放入浓度为30%的工业烧碱溶液中,然后加温80——100℃,小转子一小时左右,大转子时间稍长一些,就可把铝条部腐蚀下来,用清水洗干净。
再用比转子槽长50——60㎜的铜条(铜条的截面等于槽截面积的80%就可以了)打入转子槽内,将两端伸出部分打弯焊成端环车平即可。
用烧碱腐蚀转子时,注意不要把硅钢片腐蚀坏了;用炉烧转子,需将转子轴压出,要使铁蕊受热均匀,避免将局部硅钢片烧化了。