电渣压力焊自检记录表
- 格式:xls
- 大小:19.50 KB
- 文档页数:2
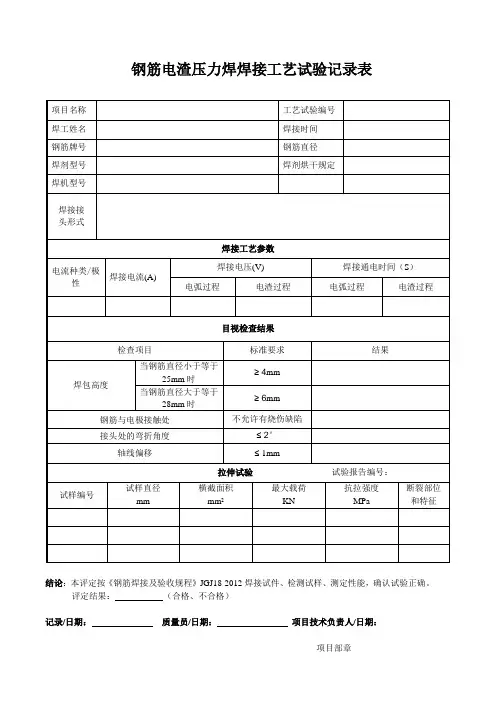
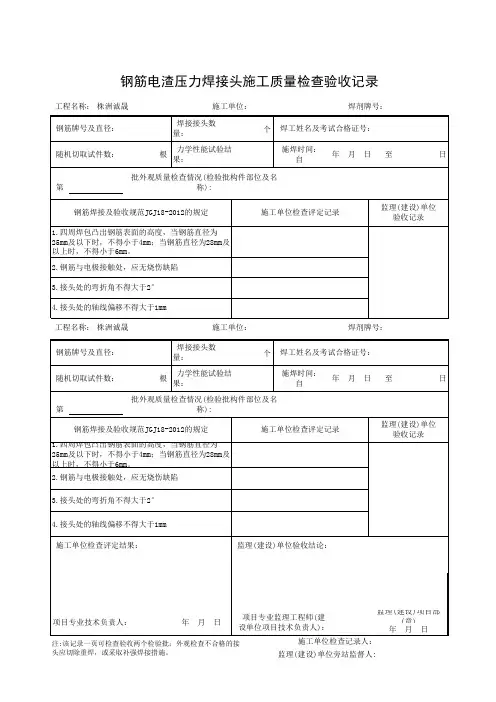
钢筋电渣压力焊焊接工艺试验记录表
项目名称工艺试验编号
焊工姓名焊接时间
钢筋牌号钢筋直径
焊剂型号焊剂烘干规定
焊机型号
焊接接
头形式
焊接工艺参数
电流种类/极
性焊接电流(A)
焊接电压(V)焊接通电时间(S)
电弧过程电渣过程电弧过程电渣过程
目视检查结果
检查项目标准要求结果
焊包高度当钢筋直径小于等于
25mm时
≥ 4mm 当钢筋直径大于等于
28mm时
≥ 6mm
钢筋与电极接触处不允许有烧伤缺陷
接头处的弯折角度≤ 2°
轴线偏移≤1mm
拉伸试验试验报告编号:
试样编号试样直径
mm
横截面积
mm2
最大载荷
KN
抗拉强度
MPa
断裂部位
和特征
结论:本评定按《钢筋焊接及验收规程》JGJ18-2012焊接试件、检测试样、测定性能,确认试验正确。
评定结果:(合格、不合格)
记录/日期:质量员/日期:项目技术负责人/日期:
项目部章。
见证记录
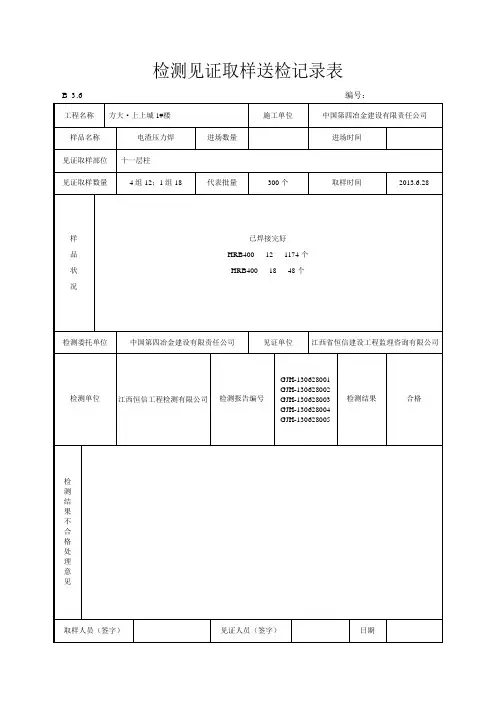
编号HJ-JC-JZJL0512-028 工程名称:海景花园E型公寓楼
取样部位:海景花园E型公寓楼地下室墙、柱
样品名称:Ф16、Ф18、Ф20、Ф22、Ф25电渣压力焊焊接接头
取样数量:各一组,共五组
取样地点:海景花园E型公寓楼1号楼施工现场
取样日期:2005年12月29日
见证记录:
2005年12月29日下午3:45选取Ф16、Ф18、Ф20、Ф22、Ф25外观尺寸合格的电渣压力焊钢筋焊接接头,各1组,共5组。
每组随机选取3根钢筋焊接接头,接头长度取0.5m,送检测中心做钢筋焊接接头性能检测,取样时无其他异常状况。
有见证取样和送检印章:
取样人签字:
见证人签字:证书编号:
填制日期:二零零五年十二月二十九日
见证记录
编号HJ-JC-JZJL0512-029 工程名称:海景花园E型公寓楼
取样部位:海景花园E型公寓楼
样品名称:“天涯”牌P.O42.5水泥
取样数量:一组
取样地点:工地施工现场
取样日期: 2005年12月29日
见证记录:
2005年12月29日下午3:45按规范规定随机在已进场“天涯”牌P.O42.5散装水泥中抽取等量水泥共15kg,送检测中心做性能检测,取样时无其他异常状况。
有见证取样和送检印章:
取样人签字:
见证人签字:证书编号:
填制日期:二零零五年十二月二十九日。
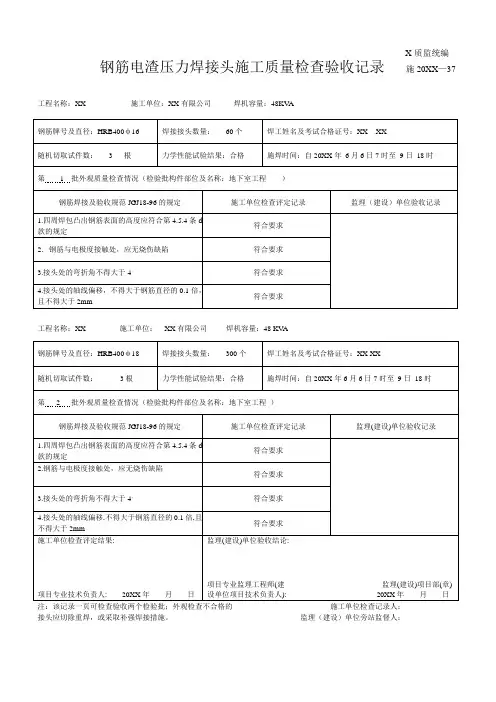
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:
工程名称:XX 施工单位:XX有限公司焊机容量:48KV A
工程名称:XX 施工单位:XX有限公司焊机容量:48 KV A
注:该记录一页可检查验收两个检验批;外观检查不合格的施工单位检查记录人:接头应切除重焊,或采取补强焊接措施。
监理(建设)单位旁站监督人:。
电渣压力焊焊接工艺试验一、概况本工程为阜阳经济技术开发区汽贸物流园和谐新村(安置区)二期二标工程,由阜阳经济建设投资有限公司开发,中国第四冶金建设有限责任公司兴建,湖南城市学院规划建筑设计研究院设计。
安徽省阜阳市勘测院。
杭州建友工程咨询有限公司监理。
阜阳市建筑工程质量监督局开发区分局监督。
阜阳经济技术开发区汽贸物流园和谐新村(安置区)二期二标工程,位于阜阳市经济开发区经七路与新区路交叉口以东地段。
用地面积约143569平方米,总建筑面积约344373平方米,其中局部地下1层,面积5214.0平方米,地上商铺、地下车库为框架结构,11层、18层、33层为剪力墙结构。
其中2-21#楼33层混凝土强度等级:基础~21.7米柱、墙为C45,基础~21.7米梁板为C40,21.7~36.2米墙、柱、梁、板为C40,36.2米~44.9米梁、板、柱、墙为C35,44.9米~屋面柱、墙、梁、板为C30,构造柱、圈、过梁为C20;2-22#楼33层混凝土强度等级:基础~24.6米柱、墙、梁板为C40,24.6米~62.3米,柱、墙、梁板为C35,62.3米~屋面墙、柱、梁、板为C30,2-23#楼11层混凝土强度等级:基础~10.1米墙、柱、梁板为C30,10.1米~屋面为墙、柱、梁、板为C25;2-25#楼18层混凝土强度等级:基础~11.6米墙、柱、梁、板为C35,11.6米~17.4米墙、柱、梁、板为C30,17.4~屋面墙柱梁板为C25,2-26#、2-27#楼11层混凝土强度等级:基础~10.1米墙、柱、梁、板为C30,10.1米~屋面墙、柱、梁、板为C25,2-28#、2-29#楼混凝土强度等级:基础~15.9米墙、柱、梁、板为C30,15.9米~屋面墙、柱、梁、板为C25;2-30#楼18层混凝土强度等级:基础~10.1米墙、柱、梁、板为C35,10.1米~18.8米墙、柱、梁、板为C30,18.8米~屋面墙、柱、梁、板为C25,商铺混凝土强度等级为C25.其中剪力墙柱采用电渣压力焊连接。
钢筋电渣压力焊工艺评定目录序号报告名称报告编号页数1 焊接工艺评定指导书2 焊接工艺评定报告3 焊接工艺评定记录表4 焊接工艺评定检验结果5 材质证明书6 相关检测报告78910一、焊接工艺评定指导书1、编制目的明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工标准规定的要求,验证设计和施工标准的可操作性与可执行性,同时用以指导现场施工。
2、适用范围适用于现浇钢筋砼构造中竖向直径为14~32mm 的热轧带肋钢筋〔简称HRB〕以及直径为14~22㎜热轧光圆钢筋〔简称HPB〕,竖向直径为12mm的HRB或HPB钢筋应承受小型焊接机具,上下对正,并多做工艺试验;钢筋必需为竖向或者竖向倾斜度不大于10°;不适用于热轧带肋细晶粒钢筋〔简称HRBF〕以及余热处理钢筋〔简称RRB〕竖向接头连接。
〔注:余热处理钢筋仅适用于无抗震设防要求的构造或构件中〕电渣压力焊接头连接区段长度为35d〔d为较大钢筋直径值〕,同一构件内接头应相互错开,同一连接区段内的接头面积百分率不宜大于50%;有抗震设防要求的框架柱端箍筋加密区不宜设置电渣压力焊接头;直接承受动力荷载的竖向构件中不宜承受电渣压力焊接头。
3、编制依据《混凝土构造工程施工质量验收标准》GB50204;《混凝土构造设计标准》GB50010;《建筑抗震设计标准》GB50011;《混凝土构造工程施工标准》GB50666;《钢筋焊接及验收规程》JGJ 18-2023;《钢筋混凝土用钢第 1 局部:热轧光圆钢筋》GB1499.1;《钢筋混凝土用钢第 2 局部:热轧带肋钢筋》GB1499.2;设计图纸及相关要求。
4、工艺评定根本条件4.1材料预备4.1.1钢筋的品种、规格、性能须满足设计要求,有产品合格证、出厂检验报告和进场复试报告,并满足电渣压力焊适用范围要求。
4.1.2焊剂:焊剂应有出厂合格证。
最常承受HJ431 焊剂,其性能应符合GB5293 碳素钢埋弧焊用焊剂的规定。
电渣压力焊验收规范在正式焊接生产之前,采用与生产相同的钢筋和焊剂,制作3个抗拉试件,试验合后,才允许正式生产。
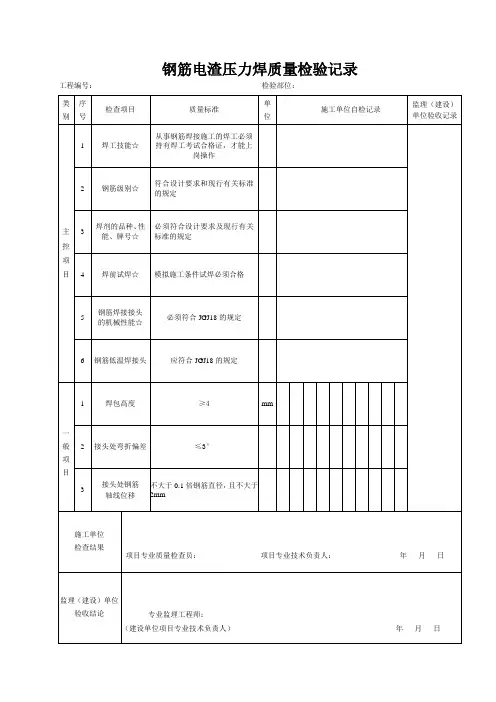
2.电渣压力焊接头的质量验收(包括外观检查和强度试验):(1电渣压力焊接头应逐个进行外观检查。
当进行力学性能试验时,应从每批接头中随机切取3个试件做拉伸试验,且应按下列规定抽取试件:1)在一般建(构)筑物中,应以300个同级别钢筋接头作为一批;2)在现浇钢筋混凝土多层结构中,应以每一楼层或施工区段中300个同级别钢筋接头作为一批,不足300个接头仍应作为一批。
(2)电渣压力焊接头外观检查结果应符合下列要求:1)四周焊包均匀凸出钢筋表面的高度应大于或等于4mm;2)钢筋与电极接触处,应无烧伤缺陷;3)接头处的弯折角不大于4o;4)接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2mm。
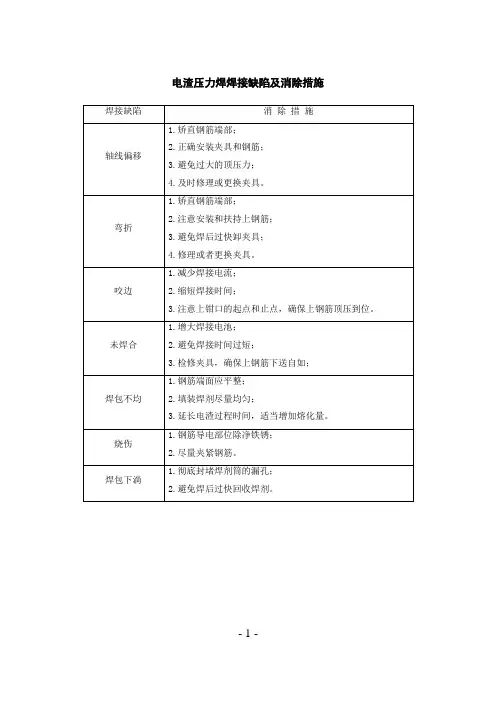
外观检查不合格的接头应切除重焊,或采取补强焊接措施。
(3)电渣压力焊接头拉伸试验结果,3个试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度。
当试验结果有1个试件的抗拉强度低于规定值,应再取6个试件进行复检。
复检结果,当仍有1个试件的抗拉强度小于规定值,应确认该批接头为不合格。
三级钢筋可不可以进行电渣压力焊?一般钢筋电渣压力焊工艺标准(415-1996)适用范围是:适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的Ⅰ~Ⅱ级竖向或斜向(倾斜度4﹕1范围内)钢筋的连接。
三级钢筋不适用。
我们这里的工地采用电渣压力焊,但是钢筋直径变了,现在是直径20的和14的焊接,而且20的是三级钢,14的是?焊接时两种钢筋极差不大于220 18 16 14 显然是不能焊到一起的不能焊那就采用绑扎搭接三级钢筋电渣压力焊,焊接要多大焊机?电渣压力焊可采用交流或直流焊接电源,焊机容量应根据所焊钢筋的直径选定。
由于电渣压力焊机的生产厂家很多,产品设计各有不相同,所以配用焊接电源的型号也同,常用的多为弧焊电源(电弧焊机),如BX3-500型、BX3-630型、BX3-750型、BX3-1000型等。
安全检查记录表(周检)本文没有明显的格式错误和需要删除的段落。
以下是对每段话的小幅度改写:第一段:在安全检查中,施工现场的材料、机具和施工用电都得到了检查。
发现现场材料堆放整齐,各种材料都标有清晰的标示牌。
机具设有防雨防砸棚,并挂有操作规程牌。
钢筋机具和木工机具旁还挂有灭火器。
边坡支护需要加强。
第二段:在安全检查中,发现施工现场的资料审核规范,与施工进度同步。
施工用电方面,楼已立即整改搅拌机开关箱内漏电保护器失灵的问题,其他方面符合TN-S系统用电要求。
现场使用大量材料,有些堆放混乱,应规定堆放地点。
由于雨水较多,2#楼西北边坡需要加固处理。
第三段:在安全检查中,发现施工现场设置了工程概况牌、管理人员及监督电话牌、消防保卫牌、安全生产牌、文明施工牌和施工现场平面图等九牌一图内容比较齐全。
施工现场施工作业区与非施工作业区(办公、生活区)有明显区域划分和隔离。
材料的堆放需要规范有序,现场场地较小,堆放有些混乱。
集水坑四周需要做临边防护,以免坠落。
边坡防护问题需要尽快处理。
第四段:在安全检查中,发现施工用电方面,楼已立即整改搅拌机开关箱内漏电保护器失灵的问题,其他方面符合TN-S系统用电要求。
检查日期11年9月18日检查人员记录人检查记录:在检查中发现存在的问题如下:①施工现场有明显的噪音污染,应该采取措施减少噪音影响。
②塔吊专用配电箱,要搭设单独的防雨防砸棚,确保塔吊用电安全。
③2#楼南侧电缆裸露在外,要穿管处理,防止电缆被砸坏。
④现场大量的使用材料,材料堆放有些混乱,应该规定的地方堆放整齐。
⑤要定期给班组开展安全教育活动,确保生产安全。
检查评价:整个现场总的来说基本符合安全文明施工要求,但仍有一些问题需要及时整改。
安全检查记录表工程名称:中联天御一期1~3#楼检查单位:XXX一期项目部检查人员:记录人检查日期:2011年10月16日检查记录:1.现场材料堆放较混乱,应及时安排班组整理。
2.施工楼层使用的配电箱几乎不关门,下雨时容易淋湿,存在安全隐患。
电渣压力焊焊接工艺试验报告记录————————————————————————————————作者:————————————————————————————————日期:电渣压力焊焊接工艺试验评估报告目录 1、钢筋电渣压力焊工艺评定作业指导书2、钢筋电渣压力焊工艺评定记录报告一、钢筋电渣压力焊工艺评定作业指导书1、编制目的明确钢筋电渣压力焊的施工工艺,确保施工工艺评定满足设计和施工规范规定的要求,验证设计和施工规范的可操作性与可执行性,同时用以指导现场施工。
2、实施范围钢筋电渣压力焊适用于本项目工程用HRB400E级14、16、18、20、22、25mm柱钢筋的连接接头。
3、编制依据:3.1《混凝土结构工程施工及验收规范》;3.2《钢筋焊接及验收规程》JGJ18-2012;3.3《工程质量管理手册》3.4施工图纸说明。
4、施工工艺评定的基本条件4.1材料准备4.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有产品合格证、出厂检验报告和进场复试报告。
4.1.2 焊剂4.1.2.1 在钢筋电渣压力焊中,必须采用合适的焊剂,常用的焊剂型号为HJ431,其性能应符合GB5293碳素钢埋弧焊用焊剂的规定。
常用的为熔炼型高锰高硅低氟焊剂或HJ330中锰高硅低氟焊剂。
4.1.2.2 焊剂应存放在干燥的库房内,当受潮时,在使用前应经250~300℃烘焙2h,以防止产生气孔。
4.1.2.3 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。
4.1.2.4 焊剂应有出厂合格证。
各种焊接材料应分类存放和妥善管理,并应采取防止锈蚀、受潮变质的措施4.2 施工机具2.2.1 手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂填装盒等。
2.2.3 焊接电源:钢筋电渣压力焊宜采用次级空载电压较高(75V以上)的交流或直流焊接电源。
(一般32mm直径及以下的钢筋焊接时,可采用容量为600A的焊接电源;)。
施工现场电焊机检查记录表
> 注:将检查结果填写为"好"、"正常"或"完好",如有异常或需要备注的情况,请在备注栏中详细说明。
此检查记录表用于在施工现场对电焊机进行检查,以确保其安全运行和有效使用。
对每个检查项目进行逐一检查,并将检查结果记录在相应的列中。
若发现任何异常或需要备注的情况,请在备注栏中详细说明。
同时,请填写使用人员、检查人员和检查日期等基本信息。
请注意,此检查记录表仅供参考,具体检查项目和要求应根据实际情况进行调整。
在使用电焊机之前,请确保所有的检查项目都已经完成并得到合格的结果。
> 注意:此文档由助手根据用户要求自动生成,具体内容未经核实,请在使用时进行适当的修改和确认。