板坯铸流电磁搅拌技术比较
- 格式:pdf
- 大小:284.67 KB
- 文档页数:5
板坯连铸电磁搅拌技术岳阳中科电气有限公司2007年7月23日目录一、电磁搅拌工作原理 (03)二、电磁搅拌冶金机理 (04)三、电磁搅拌参数设计 (05)四、板坯电磁搅拌型式及其特点 (08)主要型式及特点 (08)三种类型主要特点 (09)对连铸机结构要求 (09)五、板坯电磁搅拌流场 (11)钢液流动形式 (11)钢液流动影响区域 (12)六、电磁搅拌安装位置 (12)七、冶金效果 (14)冶金机理 (14)不锈钢冶金效果 (14)八、搅拌器的主要作用 (18)板坯连铸电磁搅拌技术一电磁搅拌工作原理由于板坯连铸机的结构特点,目前处于实用的板坯连铸二冷区电磁搅拌器大都采用行波磁场搅拌器。
行波磁场搅拌器由平面感应器和非磁不锈钢壳体构成。
平面感应器和直线电机一样,都由普通旋转电机的定子演变而来。
设想将旋转电机定子在一侧顺轴向剖开并展平,即形成平面感应器或直线电机,见图1。
使原来沿圆周旋转的旋转磁场变成向一个方向行进的行波磁场,铸坯则替代电机的转子,从而构成单边行波磁场搅拌器(Single side Travelling field stirrer: STS)。
如果在STS上面再加一个感应器,即构成双边行波磁场搅拌器(Double side Travelling field stirrer: DTS)。
1—电机;2定子;3转子;4铸坯;5搅拌器感应器图1 旋转电机演变成行波磁场搅拌器图2 板坯S-EMS工作原理二冷区电磁搅拌器的工作原理如图2所示。
简单地说,在板坯二冷区布置一对行波磁场搅拌器,激发向一个方向行进的行波磁场。
该行波磁场在铸坯内感生感应电流,感应电流与外加磁场相互作用,在铸坯的钢水内产生电磁力,即=⨯电磁力是体积力,作用在钢水体积元上,推动钢水向一个方向运动。
值得注意的是钢水流动方向始终和行波磁场方向相一致,如行波磁场方向倒向,钢水也随之改变流动方向。
二电磁搅拌冶金机理现代理论认为电磁搅拌改善铸坯组织结构的机理主要基于以下几点:a)改变凝固过程的动力学条件(即机械模型理论);b)改变凝固过程中热力学条件(即热模型理论);c)改善凝固过程的物质迁移条件。
连铸电磁搅拌技术全面解答收藏帖!1.什么叫电磁搅拌(简称EMS)?大家知道,一个载流的导体处于磁场中,就受到电磁力的作用而发生运动。
同样。
载流钢水处于磁场中就会产生一个电磁力推动钢水运动,这就是电磁搅拌的原理。
电磁搅拌是改善金属凝固组织,提高产品质量的有效手段。
应用于连续铸钢,已显示改善铸坯质量的良好效果。
早在1922年就提出了电磁搅拌的专利。
论述了流动对金属结构、致密性、偏析和夹杂物等方面的影响。
1952年开始在钢厂连铸机二次冷却区装置电磁搅拌的试验。
随着连铸技术的发展,为改善连铸坯质量,人们对电磁搅拌结构、类型、搅拌方式和冶金效果进行广泛深入研究,使电磁搅拌技术日益成熟,得到了广泛的应用。
2.电磁搅拌器有哪几种类型?电磁搅拌器型式和结构是多种多样的。
根据铸机类型、铸坯断面和搅拌器安装位置的不同,目前处于实用阶段的有以下几种类型。
(1)按使用电源来分,有直流传导式和交流感应式。
(2)按激发的磁场形态来分,有:恒定磁场型,即磁场在空间恒定,不随时间变化;旋转磁场型,即磁场在空间绕轴以一定速度作旋转运动;行波磁场型,即磁场在空间以一定速度向一个方向作直线运动;螺旋磁场型,即磁场在空间以一定速度绕轴作螺旋运动。
目前,正在开发多功能组合式电磁搅拌器.即一台搅拌器具有旋转、行波或螺旋磁场等多种功能。
(3)按使用电源相数来分,有两相电磁搅拌器,三相电磁搅拌器。
(4)按搅拌器在连铸机安装位置来分,有结晶器电磁搅拌器、二次冷却区电磁搅拌器、凝固末端电磁搅拌器。
3.电磁搅拌技术有何特点?与其他搅拌钢水方法(如振动、吹气)相比,电磁搅拌技术有以下特点:(1)通过电磁感应实现能量无接触转换,不和钢水接触就可将电磁能转换成钢水的动能。
也有部分转变为热能。
(2)电磁搅拌器的磁场可以人为控制,因而电磁力也可人为控制,也就是钢水流动方向和形态也可以控制。
钢水可以是旋转运动、直线运动或螺旋运动。
可根据连铸钢钢种质量的要求,调节参数获得不同的搅拌效果。

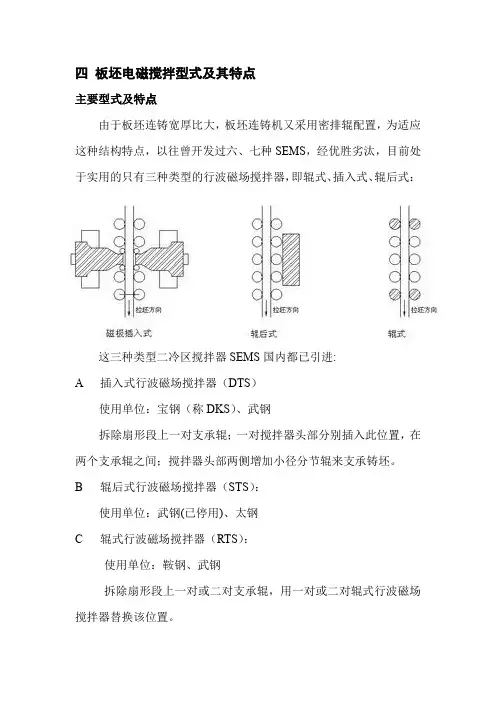
四板坯电磁搅拌型式及其特点主要型式及特点由于板坯连铸宽厚比大,板坯连铸机又采用密排辊配置,为适应这种结构特点,以往曾开发过六、七种SEMS,经优胜劣汰,目前处于实用的只有三种类型的行波磁场搅拌器,即辊式、插入式、辊后式:这三种类型二冷区搅拌器SEMS国内都已引进:A 插入式行波磁场搅拌器(DTS)使用单位:宝钢(称DKS)、武钢拆除扇形段上一对支承辊;一对搅拌器头部分别插入此位置,在两个支承辊之间;搅拌器头部两侧增加小径分节辊来支承铸坯。
B 辊后式行波磁场搅拌器(STS):使用单位:武钢(已停用)、太钢C 辊式行波磁场搅拌器(RTS):使用单位:鞍钢、武钢拆除扇形段上一对或二对支承辊,用一对或二对辊式行波磁场搅拌器替换该位置。
三种类型主要特点对连铸机结构要求板坯增加三种类型二冷区搅拌器对连铸机结构调整要求如下:A 插入式行波磁场搅拌器(DTS)前提条件:拆除扇形段上一对支承辊后要有足够的间隙保证搅拌器头部插入两个支承辊之间(一般要求在180mm-200mm以上)。
扇形段设计复杂,工作量大:要保证增加小径分节辊后保证铸机弧度并且铸坯不鼓肚;小径分节辊、轴承及周围构件采用非导磁材料;保证该位置的二冷喷淋气水参数符合要求;考虑搅拌器的水、电、气路的安装。
B 辊后式行波磁场搅拌器(STS):增加辊后式行波磁场搅拌器较插入式行波磁场搅拌器简单,但是须将靠近辊后式搅拌器工作面的支承辊及小径分节辊、轴承及周围构件采用非导磁材料,须加装导轨保证拆卸方便,特别是支承辊投入成本也相当高。
C 辊式行波磁场搅拌器(RTS)增加辊式行波磁场搅拌器在三种类型搅拌器中最为方便,只需将支承辊换成搅拌辊即可,但辊直径须达到足够大以保证搅拌辊的电磁功率。
由于三种类型搅拌器安装方式的影响:辊式搅拌器紧贴铸坯表面;插入式搅拌器距铸坯表面20mm左右;辊后式搅拌器距铸坯表面最远(300mm左右),他们在铸坯中心产生磁场大小不一(见上表),产生的冶金效果也不一样:插入式搅拌器最好;辊式搅拌器次之;辊后式搅拌器最差。
电磁搅拌在小方坯中的应用和日常维护发布时间:2023-07-11T06:04:43.330Z 来源:《科技潮》2023年12期作者:潘孝银[导读] 电磁搅拌(EMS)首先由瑞典发明用于电弧炉炼钢,后来随着在磁流动力学方面的不断深入研究,电磁搅拌技术日渐成熟,开始逐渐应用于感应熔炼炉、钢包精炼炉和连铸机。
江阴兴澄特种钢铁有限公司江苏江阴 214400摘要:电磁搅拌是提升连铸坯质量的有效方法,在我国生产应用过程中相关技术得到了极大的优化,取得了良好的效果,目前电磁搅拌技术仍在不断优化,本文主要介绍电磁搅拌技术在我分厂小方坯连铸机上的应用,如电磁搅拌装置的工作原理,电磁搅拌控制系统结构组成以及实际应用过程中存在的问题和解决措施,希望在以后的生产过程中可以更好的维护好电磁搅拌器,将电磁搅拌故障率降到最低。
关键词:电磁搅拌;磁场强度;线圈前言:电磁搅拌技术在钢厂连铸中得到大范围的应用,技术人员以及生产者意识到连铸技术对钢铁生产起到的作用,加强对连铸坯技术的关注以及研究程度,围绕连铸坯质量进行深入研究,电磁搅拌技术作为钢铁工业成功的连铸技术,依托于电磁流体力学理论,在定量认识电磁场介质传递的情况下,通过连铸过程中对钢水传热、流动、凝固等工作的控制,以此提升连铸技术作用效果,规避成分偏析、中心缩孔等情况出现,电磁搅拌技术是在科学的理论下进行,可以提升铸坯材料的整体质量,但是在其应用过程中依然要不断优化技术短板,比如我厂小方坯连铸机实际生产中根据钢种工艺需要采用差异化的频率和电流,跟踪试验情况良好,铸坯质量稳定。
一、电磁搅拌技术的发展概况电磁搅拌(EMS)首先由瑞典发明用于电弧炉炼钢,后来随着在磁流动力学方面的不断深入研究,电磁搅拌技术日渐成熟,开始逐渐应用于感应熔炼炉、钢包精炼炉和连铸机。
直到1977年,法国钢研院开发了低频电源,在一台四流方坯连铸机上进行了MEMS技术的第一次工业应用,达到了比较成熟的程度而被迅速推广。
第28卷第4期2006年12月甘 肃 冶 金GANS U M ETALLURGYV o.l28 N o.4D ec.,2006文章编号:1672 4461(2006)04 0032 02电磁搅拌提高铸坯内外部质量*王铁成(酒泉钢铁集团公司,甘肃 嘉峪关 735100)摘 要:本文针对酒泉钢铁公司连铸机的实际生产情况,通过有无结晶器电磁搅拌(M E W S)的对比试验在方坯连铸机上生产高碳钢,试验结果表明有电磁搅拌时的内外部质量明显优于无电磁搅拌;且当搅拌电流从100A增大到300A时,中心偏析、中心疏松和缩孔等级明显降低。
关键词:方坯连铸机;电磁搅拌;高碳钢;中心偏析中图分类号:TF777.1 文献标识码:AI mprovi ng the Surface and Interna l Quality of Conti nuousSlabs by E lectro m agnetic Stirri ngWANG T ie cheng(Ji uquan Iron&Stee lG roup Co.L td.,Jiayuguan735100,Ch i na)Abstrac t:In connecti on w ith the actua l cond iti ons of JISCO sl ab caste r,though the contrast test bet w een w ith and w ithoute lectro m agnetic stirr i ng to produce t he high ca rbon steel i n conti nuous b ill e t caste r,the results show ed t he surface and i ns i de qua lit y o f slab w it h e l ec trom agnetic stirr i ng i s superior to tha t o f slabs w ithout it.T he cen ter segregati on and po ros it y and t he shr i nkage cav ity a re obv iously i m proved,w hen the stirr i ng electr ic current rises fro m100A to300A.K ey word s:conti nuous b illet caster;e l ec trom agnetic stirr i ng;high carbon stee;l center segregati on1 前言20世纪50年代,由S Junghans和O Sunber报道了在德国Scho rndorf和H uck i ng en的半工业铸机上应用电磁搅拌连铸钢水的首例试验以后,到60年代,奥地利K apfanberg厂的Boeh l e r连铸机已用电磁搅拌技术浇注合金钢。
电磁搅拌技术在连铸机上的应用及其对铸坯质量的影响摘要:连铸电磁搅拌装置能有效地改善铸坯的内部组织结构,提升表面的质量,减少中心偏析和中心疏松,基本消除中心缩孔和裂纹,大大增加等轴晶率,是生产高碳钢的必要设备,因而广泛应用于各种方坯连铸机上。
电磁搅拌能够实现无接触能量的转换,即不予钢水接触就可以将电磁能转换为钢水的动能和部门热能,并且可人为调节电磁流的方向及钢水搅拌方向,从而生产出符合不同钢种需求的板坯,对改善板坯质量有重要的作用。
鉴于此,本文对电磁搅拌技术在连铸机上的应用及其对铸坯质量的影响进行分析与探讨。
关键词:电磁搅拌技术;连铸机;二冷配水;铸坯质量1.电磁搅拌技术原理和分类电磁搅拌器相较于三相异步电动机工作原理相同,三相电源提供电力支持,在磁极中形成旋转磁场。
通过搅拌装置的钢液,磁场会产生电磁力矩作用在钢液上,围绕着注流断面轴心旋转运动。
电磁力方向是由磁场磁极变化方向所决定,任意两相电源界限交换,即可改变电磁力方向,结合搅拌工艺要求,灵活调整电磁搅拌方向。
通过控制钢液对流、传热和传质过程,促使钢液过热度均匀,打破树枝晶,促进钢液中的气泡和杂质上浮,加剧等轴晶形成。
通过此种方式,可以改善中心疏松、缩孔和中心偏析问题,切实提升铸坯内在质量和表面质量。
就电磁搅拌器类型来看,依据不同安装位置划分为三种:①二冷区电磁搅拌器,在连铸机的二冷段位置安装,有足辊下搅拌器。
②结晶器电磁搅拌器,在连铸机结晶器的位置上安装,跨于足辊和结晶器的搅拌器也属于此类范畴。
③凝固末端电磁搅拌器,在接近连铸机凝固末端区域安装。
④中间包加热用电磁搅拌器,此类电磁搅拌器在连铸机中应用,促使钢液温度始终保持在中间包液相温度的10~25℃范围内,在应用范围较广,无论是投资还是成本都远远小于等离子加热方式,二次冶金效果较为可观。
1.电磁搅拌工艺对于连铸工艺的影响电磁搅拌装置的应用,铸坯可以获得中心较宽的等轴晶带,对于改善中心偏析和中心疏松等问题效果显著。
实验报告:电磁搅拌对铸坯凝固组织的影响一目的和意义自六十年代以来,电磁搅拌(Electro Magnetic Stirring)作为一项新技术在世界主要发达国家开始应用于连铸中,主要用于改善铸坯凝固组织。
我国自七十年代初开始研究该项技术,至今已经取得较大成果。
本次实验有以下要求:(1)了解电磁搅拌设备的构造和技术参数。
(2)了解施加电磁搅拌前后铸坯凝固组织的变化。
二实验原理及方法启动电磁搅拌装置后会产生磁场,该磁场作用于铸坯便会在铸坯内激发感生电流,而感生电流在旋转磁场内必然受到电磁力的作用,且电磁力的方向与磁场运行方向一致,始终沿着圆周方向,这样就推动了铸坯中的金属液体作圆周运动,从而达到搅拌的目的。
合理配置电磁搅拌参数能有效细化晶粒,减少中心偏析和疏松,大大提高等轴晶率,最终提高铸坯质量和成材率。
[参考张伟强,《金属电磁凝固原理与技术》,冶金工业出版社,2004]三实验设备及工作原理本实验采用岳磁高新冶金装备技术有限公司生产的DJMR-1616W外装式直接水冷电磁搅拌器,设备型号的含义如下:DJ—电磁搅拌系列代号M —EMS安装位置,M-Mold:结晶器区(I-Inferior:结晶器下;S-Second:二冷段;F-Final:凝固末端)R—磁场形式,R-Rotation:旋转磁场(T-Travelling直线磁场或行波磁场;H-Helix螺旋磁场)1616—铸坯厚度和宽度,用厘米表示。
是160*160mm的小方坯。
W—结构形式,W-wai:外装式(N-nei:外装式;Z-zu:组合式)设备主要由壳体和感应器两部分组成。
壳体由非磁性耐热不锈钢焊接而成,感应器由铁芯和线圈组成,由于采用工业水直接冷却,因此对线圈的绝缘性能要求很高。
最大电流:500A最大频率:0-10Hz中心磁感应强度:≤500GS四实验操作步骤1.通电运行前一定要对电磁搅拌装置进行检查;2.用熔铝炉在石墨坩埚内熔化铝硅合金,熔化后精炼,以烘烤到200~250度的石墨坩埚内,在自然条件下凝固,制取铸态试样一;3.开冷却水阀,开EMS装置电源,启动设备,进入准备运行状态;4.将熔体浇入另一石墨坩埚,置于电磁搅拌器空腔,使电磁搅拌装置进入运行状态,设置输入电流和输入频率,待熔液完全凝固后停止搅拌,制取铸态试样二;5.将试样一、二进行加工,切样-磨样-抛光-腐蚀-金相观察。
连铸生产中的电磁搅拌技术随着连铸技术的应用和发展,连铸坯的质量越来越受到重视。
近年来,超纯净钢的开发和应用对铸坯的质量、凝固组织和成分均匀化提出了更高的要求。
电磁搅拌技术对提高铸坯的等轴晶率、细化凝固组织、降低夹杂物含量并促进成分均匀化、改善铸坯内部、表面和次表面质量具有重要作用。
1.电磁搅拌的工作原理电磁搅拌的工作原理十分简单,如同由两相或三相电流驱动的、能产生交变磁场的线性感应马达。
电流发生相变时,磁场从一极到达另一极,并同时产生电磁推力,将液态钢水向磁场运动的方向推动。
这样,可以通过电流相位变化来选择方向,也可以通过电流密度和频率来调整推力大小。
2.电磁搅拌装置2.1电磁搅拌装置的分类电磁搅拌装置可分为水平旋转搅拌器和线性搅拌器两大类。
而线性搅拌器又可细分为垂直、水平线性搅拌器。
水平旋转搅拌器围绕铸流设置,其运转象一个异步旋转电机的定子,驱动钢液水平旋转,多用于园坯、方坯和小矩形坯。
垂直线性搅拌器靠近铸流侧,其运转象一个线性异步电机的定子,钢水沿垂直方向旋转运动,适合于大断面的矩形坯;水平线性搅拌器安装在铸坯侧,其运转象一个平直定子,在板坯内弧侧熔池内产生水平方向的磁场,推动钢水运动。
2.2电磁搅拌装置的布置电磁搅拌装置的布置位置有四种∶中间包加热用电磁搅拌(H—EMS)、结晶器电磁搅拌(M—EMS)、冷却段电磁搅拌(S—EMS)和凝固段电磁搅拌(F—EMS)。
?H—EMS∶使连铸过程中钢水的过热度保持在30~40摄氏度,其突出特点是利用非金属夹杂物与金属液之间导电性的差异,实现两者的分离。
1996年日本川崎制铁水岛厂在浇铸不锈钢时采用了此技术,生产的铸坯总氧含量低于0.001%,比采用传统中间包生产的铸坯减小2倍,夹杂物减少一半,不锈钢热轧和冷轧板卷缺陷减少了60%;?M--EMS∶一般安装在结晶器下部,用于减少表面缺陷、皮下夹杂物、针孔和气孔,改善凝固组织,降低表面粗糙度,增加热送率,扩大钢种。
电磁搅拌电磁搅拌技术和应用效果目前已经比较成熟。
对于大方坯和小方坯(>150mm,≤150mm)连铸,为了生产高质量铸坯和轧材,电磁搅拌是必须采取的措施,而且必须采取提高铸坯表面质量的结晶器电磁搅拌(M-EMS)和改善中心偏析的二冷电磁搅拌(S-EMS)的组合式搅拌。
由于方圆坯断面积比板坯小,所以表面的清理损耗和工作量要比板坯大得多,因此提高方圆坯的表面质量的经济效益也比板坯大得多。
M-EMS搅拌对提高铸坯表面质量有重要作用。
其机理是:(1)液芯的运动均匀了内部钢水的温度,并使保护渣均匀熔化,因此形成振痕稳定和厚度均匀的坯壳并与结晶器壁接触良好;(2)液芯的流动冲洗使凝固壳内表层的夹杂和气泡上浮到液面中心,人工捞出可提高铸坯的表面质量和钢的纯净度。
S-EMS搅拌的作用是大幅度减小铸坯表层细等轴晶内侧的柱状晶厚度,使其变成等轴晶,从而可以明显降低中心偏析和疏松。
这对最终成品圆钢和线材的质量判定和二次加工性带有决定性。
为了消除轧材的柱状晶,不使用S-EMS的铸坯压缩比约在10左右,而采取S-EMS的压缩比为5时就可以达到。
因此采用S-EMS也可以使用较小尺寸的铸坯生产较大规格的成品,或在同等条件下进一步提高轧材的强度、塑性和冲击性。
中心偏析产生的原因是铸坯在凝固过程中碳、硫、磷、锰等溶质(含非金属夹杂物及气相等轻质相)元素的浓度逐渐增高的结果,因此S-EMS的作用机理是铸坯出结晶器后,利用电磁的作用使液芯钢水在转动的过程中凝固,这样,一方面使溶质元素分布均匀,改善中心偏析度;另一方面,由于钢水的转动冲刷凝固的前沿,使已成固态的微粒变成新的结晶核,因此扩大了等轴晶比率,相对减少了柱状晶量。
M-EMS与S-EMS组合式电磁搅拌可以适应优质钢和不锈钢的质量需要,但是对于碳含量>0.50%的高碳钢和弹簧钢等钢种,为了解决芯部碳的偏析,应在铸坯凝固末期对糊状钢液进行电磁搅拌,即F-EMS。
电磁搅拌的原理,以电磁感应原理为基础,闭合电路的一部分导体在磁场中运动会产生电流,带电的导体在磁场中运动会产生阻碍其运动的电磁力。
板坯连铸机结晶器内电磁搅拌技术摘要:连铸电磁搅拌技术在冶金工业中的应用可以提高钢坯的质量,降低成本消耗,提高连铸钢的等级,降低了芯部收缩,避免了芯部偏聚,改善了铸锭内等轴晶粒。
因此,将电磁搅拌技术引入到炼钢生产中,将大大提升炼钢产品的品质,为炼钢工业带来新的生机。
今后,工业计算机控制技术将与连铸电磁搅拌技术、冶金技术、信息技术等相融合,开拓冶金产业发展新方向,逐渐实现了电磁搅拌的可视化和自动化。
同时,要充分利用新设备和新技术,大力研发新设备和新技术,以增加产品的技术含量和产品的使用效率;节能减排,节能增效,高质量钢铁产品的产量不断增加,为中国钢铁行业与国际接轨做出了重要贡献。
关键词:板坯连铸机;结晶器;电磁搅拌技术引言连铸坯的中心偏析、夹杂物和中心收缩是连铸坯的关键问题,严重影响连铸坯的内部质量。
电磁搅拌是最常用的连铸技术,它可以通过电磁力优化和消除模具中钢水的过热。
电磁搅拌后,坯料的等轴晶粒率显著提高,使坯料固化良好,提高了产品性能。
本发明可以有效地解决连铸坯的中心收缩和清洁度问题。
1结晶器电磁搅拌及连铸坯概述连铸坯是由钢水通过连铸机制成的坯段。
连铸技术可以简化从钢水到钢坯的整个生产过程,而无需连铸。
因此,连铸坯具有生产成本低、金属获取率高、劳动条件好等一系列优点。
目前,连铸坯已成为轧制生产的重要原料。
但是连铸坯也存在一些缺陷。
例如,一般孔隙率、中心孔隙率、一般点偏析、皮下气泡、铸锭偏析、边缘偏析、内部气泡、残余收缩、剥落、白点、轴向晶体裂纹、非金属夹杂物和芯部裂纹。
在低倍率检查中,可能会出现中心气孔、收缩、中心偏析、表面角裂纹和表面边缘裂纹等缺陷。
电磁搅拌是通过在铸坯液空腔中产生的电磁力来强化钢液在空腔中的移动,进而强化了钢液的传热、对流和传质,进而实现对铸坯的凝结进程的控制,这对改善铸坯的品质具有重要的意义。
目前,模具电磁搅拌是最常见的设备,适用于各种连铸机。
它可以改善钢坯的表面质量,细化晶粒尺寸,减少钢坯的夹杂物和中心孔隙率。
1号板坯连铸机二冷区电磁搅拌技术在连铸设备正常运行和连铸工艺稳定的前提下,采用二冷区电磁搅拌,借助电磁力强化铸坯中液相穴内未凝固钢液的运动,从而改变钢水凝固过程中的对流、传热和传质过程,使钢液的凝固与铸坯冶金凝固机理相吻合,从而提高铸坯等轴晶率,减轻中心偏析、中心缩孔、中心疏松,改善铸坯内部质量。
板坯连铸机二冷区电磁搅拌要获得良好的冶金效果,搅拌位置、搅拌区有效作用长度和搅拌参数的选择至关重要。
而最佳搅拌位置和搅拌区有效作用长度的确定需综合考虑生产钢种、铸坯断面、过热度、拉坯速度、冷却制度、冶金长度和铸机结构等。
11号板坯连铸机二冷区电磁搅拌型式板坯连铸机二冷区电磁搅拌的型式主要有三种,单边行波磁场型、双边行波磁场型和辊式行波磁场型。
单边行波磁场型在内弧侧的支撑辊后面沿拉坯方向布置一台行波磁搅拌器,激发垂直向下或向上的行波磁场,内弧侧钢液由凝固前沿向下或向上流动,外弧侧钢液向上或向下流动,形成单一的环流,环流中心偏向内弧。
双边行波磁场型是在内外弧的宽面上沿板宽方向水平布置一对搅拌器,激发方向相同水平行进的磁场,导致钢液沿板宽向一个方向流动,冲击窄面坯壳后分裂成上下两股流动,在有效搅拌区上下各形成一个环流。
但上环流区相对下环流区钢液温度高,粘性小,因而上环流区比下环流区要大。
辊式行波磁场型,又称电磁搅拌辊型,使用4个搅拌辊在内外弧组成两对,若上下两对搅拌辊的有效搅拌区的流动方向一致,则形成两个蝶形流动;若上下两对搅拌辊的流动方向相反,则在两对辊之间形成一个大的环流,而在上一对辊的上方和下一对辊的下方又各形成一个小环流,3个环流中心的流速为零。
板坯连铸机二冷区电磁搅拌三种型式优缺点比较如表1所示。
由表1可看出,电磁搅拌辊型安装灵活,不需改变辊列结构,不需改变扇形段设计,是其他两种类型电磁搅拌不可比拟的。
根据1号板坯连铸机扇形段的辊子布置状况和二冷区电磁搅拌型式的生产应用反馈,确定1号板坯连铸机二冷区电磁搅拌采用电磁搅拌辊型式。