味精废水厌氧发酵产沼气的研究
- 格式:pdf
- 大小:318.45 KB
- 文档页数:4

味精厂废水与污水处理方法与实施方案(HCR反应器处理味精厂废水与污水实施方案)1、试验方法及基本条件1.1 工艺选择;某味精厂生产味精15000t/a,在生产过程中产生的废水具有SO42-高、COD高、氨氮高和pH值低等特点。
如采用厌氧+好氧工艺(如UASB+SBR等)处理,因废水中SO42-的大量存在,工艺将变得相当复杂,一次性投资很大。
为此,采用好氧生物处理新工艺进行了处理味精废水的试验处理。
为避免原水中SO42-的影响采用好氧生物处理工艺,其流程如图1所示。
中和絮凝沉淀池、HCR、脱气池、二沉池、接触氧化池的有效容积分别为50、15、5、40、50L,HCR、接触氧化池的水力停留时间分别为(3~5)、(12~16)h,污泥停留时间为6~8h。
HCR反应器为两端封闭的圆柱形容器,顶部安装射流器并开有一排气孔。
反应器的部分出水、絮凝沉淀池出水及回流污泥通过循环泵加压经管道混合后进入HCR顶部的射流器,形成高速射流,同时由于负压作用而吸入大量空气。
射流器的两相喷头将吸入的空气切割成微小气泡,从而在其下方形成高速泵流剪切区。
富含溶解氧的污水经导流桶流到反应器底部后又沿外桶壁向上反流,从而形成环流。
在此过程中微气泡和活性污泥充分接触,获得了很好的传质效果(氧传输利用率高达50%)。
首先用石灰乳将废水pH值中和至6.5~8,然后加入PAFC(聚合氯化铝铁),絮凝沉淀0.5h(COD去除率为20%~30%)后上清液进入HCR。
HCR出水经脱气池(主要脱去附着在活性污泥表面的CO2、空气等)脱气后进入沉淀池进行泥水分离,HCR可去除70%~80%的COD。
沉淀池出水经接触氧化池处理后出水达到进入城市管网的排放要求。
1.2 操作条件;1.2.1 分析项目及方法;分析项目及方法如表1所示。
1.2.2 试验用水;试验用水为XXX味精厂的生产废水,先用该厂离交工段中产生的高浓度有机废水进行试验,后再直接用各工段实际排放水量按比例配水进行试验。

味精废水处理技术实验研究摘要:味精废水是一种高COD、高氨氮的难处理废水,味精废水的治理已经成为制约味精生产企业发展的重大难题。
利用厌氧+好氧工艺对经过初沉池物化处理的味精废水进行生化处理,并在厌氧池、好氧池设置生物填料,实验证明,当进水COD控制在600~1900mg/L氨氮控制在25~90mg/L范围内时,二沉池出水COD基本稳定在50mg/L以下,氨氮基本稳定在5mg/L以下。
关键词:味精废水;物化处理;生化处理;填料Abstract:MSG wastewater is a kind of refractory wastewater which is high COD and high ammonia nitrogen, wastewater treatment has become the major problem which restricts the development of MSG manufacturers. In this paper, after a physic-chemical treatment, the MSG wastewater from the primary sedimentation tank is led into an experiment device for bio-chemical treatment using anaerobic and aerobic process, and efficient bio-active filler are setted in the anaerobic tank and aerobic tank. Results have shown that when the COD of influent of the experiment device is from 600 to 1900mg/L, the COD of the wastewater coming out of the device can be stabilized at a level below 60mg/L, while the Ammonia is from 25 to 90mg/L, the Ammonia of the wastewater coming out of the device can be stabilized at a level below 5mg/L.Key words:MSG wastewater;physic-chemical treatment;bio-chemical treatment;filler味精是一种被广泛使用的食品增鲜剂,我国是味精的生产大国,约占世界产量的一半,而生产1吨味精会产生25~30m3的高浓度有机废水[1]。

《水污染控制工程》课程设计报告题目某味精厂废水处理厂设计系部环境科学与工程学院专业班级12-环保设备组员指导教师许美兰、吴义诚设计时间2014-2015学年第二学期15-16周二○一五年六月二十六日目录1设计任务书 (1)1.1课程设计的目的 (1)1.2课程设计的基本要求 (1)1.3设计基础资料 (1)1.4小组任务分配............................................................. 错误!未定义书签。
2工艺流程的设计及说明 (2)2.1设计基础数据确定 (2)2.1.1设计流量的确定 (2)2.1.2污水处理程度的确定 (3)2.2工艺流程的选择与确定 (3)2.3处理效果估计 (7)3处理构筑物的设计计算 (8)3.1污水处理部分 (8)3.1.1细格栅及水泵的计算 (8)3.1.2集水池的设计 (12)3.1.3调节池设计计算 (13)3.1.4初沉池设计计算 (14)3.1.5 HCR工艺设计计算 (17)3.1.6 生物接触氧化池设计计算 (35)3.1.7 终沉池的设计计算 (42)3.2污泥处置部分 (46)3.2.1污泥泵 (46)3.2.2污泥浓缩池 (47)3.2.3污泥消化池 (48)3.2.4 污泥机械脱水 (53)4污水处理厂的总体布置 (54)4.1平面布置设计 (54)4.2高程布置设计 (55)4.2.1污水构筑物高程计算 (56)4.2.2污泥处理构筑物高程计算 (57)4.2.3总体高程布置 (58)5附属建筑物的确定 (59)5.1泵房设计 (59)5.2总控制室的设计 (59)5.3办公楼设计 (59)6总结 (60)主要参考文献 (60)附录 (61)1设计任务书1.1课程设计的目的1.通过课程设计,使学生掌握水处理工艺选择、工艺计算的方法,掌握平面布置图、高程图及主要构筑物的绘制方法,掌握设计说明书的写作规范。

第!;青荤i膂发酵科技通讯曼曼笪曼曼曼曼曼笪曼笪笪曼笪曼曼曼笪曼蔓笪曼蔓曼曼笪!曼笪曼笪曼蔓笪曼L——=.昧精废气处理的实验分析吕辉闫本杰于敏刘文华田晓燕(河南莲花味精股份有限公司技术部项城466200)摘要:本文阐述了在味精生产过程中,产生的氨基酸尾液主要用于生产复合肥,而生产复合肥的方法是喷浆造粒,在进行“喷浆造粒”时,经过高温产生大量的废气,此废气中含有大量烟尘及有害气体,并且对人体有刺激性的气体较多,大多经高空烟囱排放,影响空气质量,对周边居民的身体健康产生不利的影响,是环保部门关注的重点,更是味精行业治理废气污染的难点。
通过对复合肥尾气进行治理,减少环境污染,将起到积极的作用。
关键词:喷浆造粒废气环境污染l大气成份复合肥车间在制取复合肥的过程中,采用喷:浆造粒技术,其尾气成分较复杂,主要有飘尘、粉尘及细小的复合肥颗粒。
气体主要成分为燃煤所:带来的大量有毒、有刺激性气味的气体,主要气体成分有H2S、S02、S03、N02、N i t3、H20(汽)等。
:2大气污染现状在阴雨天或气压较低时,常造成厂区及附近居民生活区烟雾迷漫,酸雾和酸雨的危害相当严:重,烟尘和废气的排放浓度远远超过国家排放标准的规定,对空气环境和人体产生较大的负面影响,所以复合肥车间尾气治理刻不容缓,必须进行:冶理。
:;大气产生的工艺1_号母液—一五效浓缩—一喷浆造粒—一复合肥I废气4大气治理实验4.1实验装置构成烟尘收集系统、水洗房、喷淋沉降室、拦截室(内置金属烧结网)、循环水系统、集水室、集污室、电空系统、系统变频风机、排气烟囱等组成。
4.2实验原理气体与液相相遇,破坏相间平衡,分子间发生激烈碰撞,结成大颗粒物团,大颗粒下降至集污室,小颗粒随气流上升,遇金属烧结网,其金属烧结网主要一个显著特点是具有很好的通气阻水性能,能阻碍颗粒胶团通过,拦截住粉尘及煤焦油类物质,从而达到烟尘去除的目的,实现清洁生产。
4.3实验工艺尾气一一次尾液喷淋一二次碱水喷淋三次清水喷淋一吸附一高烟囱排放4.4实验过程4.4.1喷浆造粒尾气经烟尘收集系统后,首先进入水洗房,对气体进行降温和初步净化,截留一部分粉尘等杂质,同时吸收一部分H2S、SO:、SO,、N02、N H,、有机气体等。
厌氧-好氧工艺在味精废水处理中的应用味精生产废水的大量排放,对环境造成了严重污染,违背了我国有关环境保护的法律、法规,制约着企业的持续发展。
大多数味精生产厂家采用了不同治理措施,但是对高浓度有机废水的治理仍然没有切实可行的方法,不能从根本上解决高浓度有机废水的污染问题。
某味精企业集团是国内规模较大的味精生产厂家。
其味精产量居全国前茅,产品享誉国内外市场。
从1992年开始对味精废水的治理进行研究探索,经过8年的努力,研究开发出味精废水综合治理技术,不仅使高浓度有机废水实现了零排放,而且达到废物资源化,使环保治理由投入型转向效益型,具有广泛的推广应用价值。
工程自达标验收至今,运行良好,其中生物厌氧——好氧两种工艺在此工程中得到了良好的运用和体现。
现以集团第一污水厂为例说明两种工艺的运行情况。
1、废水水质和水量及排放标准根据味精生产过程中废水所含污染物情况可分成三类:一是高浓度高酸度有机废水即离交尾液;二是其它中高浓度有机废水;三是不需处理直接外排的冷却降温水。
离交尾液是通过离子交换法提取谷氨酸后剩余的“废液”,它既含有丰富的有机质,还含有N、P、K 等少量无机盐及其它微量元素。
这些物质都是农作物所必需的营养物质,如果得不到合理利用,不仅会对环境造成严重污染,而且使资源白白浪费掉。
淀粉废水、制糖废水除了含有一定的有机污染物质外,还有一些悬浮物质;发酵洗灌废水与离交尾液所含成分基本相同,只是含量较低;精制废水有时呈酸性,有时呈碱性,有机物污染物质含量较高,这五类废水属中高浓度有机废水,必须经过处理后,才能外排。
冷却降温水除温度偏高外,不含任何污染物质,可以直接外排。
该厂处理的废水主要为离交尾液;淀粉、制糖中的有机废水,以及车间来的精制废水,洗柱水及其他杂水。
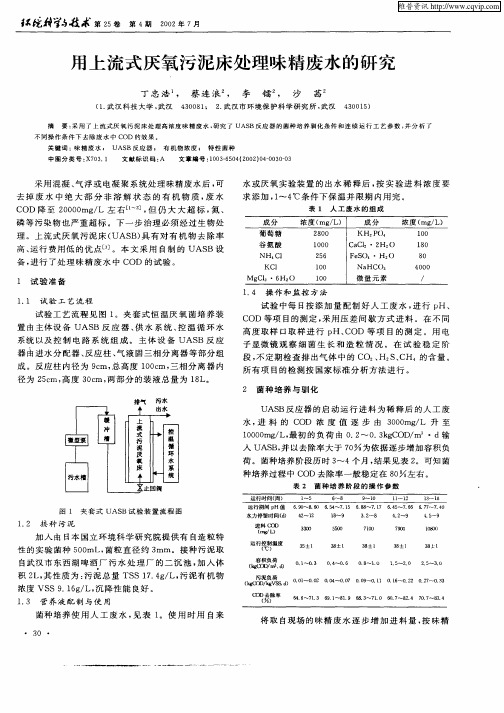
具体水质水量见表1表1废水污水排放控制一览表单位排放来源排放量(T/d)COD(mg/l)PH排放去向发酵消缸打药100800以上7.0进UASB→SBR 淀粉黄浆水、渣皮水、杂水8001000以上4—5进UASB→SBR糖一线洗过滤布水、杂水5050006—7进UASB→SBR糖二线洗过滤布水、杂水5050006—7进UASB→SBR离交上清液洗柱水冲洗缸、地板、滴漏10002505040000以上10000以上10000以上3.04—57.0进生物膜→SBR精制洗碳水、杂水6008007—8进SBR 杂水1500607总计4400根据国家和省环保局要求,验收监测执行《污水综合排放标准》(GB8978—88)中二级新改扩味精行业及综合排放标准,具体的标准值见表2。
厌氧发酵技术处理餐厨垃圾产沼气的探究近年来,随着城市化进程的加快和人口的增加,餐厨垃圾的处理成为一个日益突出的问题。
餐厨垃圾中富含有机废弃物,破坏环境并对人体健康带来恐吓。
厌氧发酵技术作为一种高效处理餐厨垃圾的方法被广泛探究和应用。
本文旨在探讨,并介绍该技术的原理、方法以及在实际应用中的优势。
一、引言随着人们生活水平的提高和城市化的进程,城市的餐饮业蓬勃进步,餐厨垃圾的数量激增。
餐厨垃圾中含有大量的有机物质,若果无法有效处理,会对环境和人体健康造成极大的危害。
因此,寻找一种高效、经济的餐厨垃圾处理方法成为亟待解决的问题。
二、厌氧发酵技术的原理厌氧发酵技术是一种生物处理技术,通过利用微生物在缺氧条件下对有机废弃物进行代谢和分解,产生沼气和有机肥料。
厌氧发酵的基本原理是微生物通过一系列的代谢过程将有机物质转化为沼气。
在缺氧条件下,厌氧菌通过发酵过程将有机废弃物中的碳水化合物、蛋白质和脂肪等转化为沼气主要成分甲烷和二氧化碳。
同时,还会生成一些有机酸和其他代谢产物。
三、厌氧发酵技术的方法厌氧发酵技术的方法包括反应器选择、菌种选择和操作条件控制等方面。
反应器的选择可以依据餐厨垃圾的性质和处理规模来确定。
常见的反应器包括完全混合反应器、序列反应器和固定床反应器等。
菌种选择是关键的一步,合适的菌种能够提高发酵效果和产沼气量。
同时,确保反应器内的环境条件也是分外重要的,包括温度、PH值和有机物浓度等。
四、厌氧发酵技术在实际应用中的优势厌氧发酵技术作为一种高效处理餐厨垃圾的方法具有许多优势。
起首,该技术能够将餐厨垃圾转化为可再生能源沼气,既能够用于发电和取暖等,也可以作为交通燃料使用。
其次,厌氧发酵过程中还能够产生有机肥料,可以用于农业生产,提高土壤肥力。
此外,该技术可以缩减餐厨垃圾的体积,降低垃圾运输成本,缩减对垃圾填埋场的依靠。
五、结论厌氧发酵技术作为一种处理餐厨垃圾的方法在实际应用中显示出了明显的优势。
通过合理选择反应器、菌种和控制操作条件等方面的改进,可以进一步提高处理效果和产沼气量。
第1章绪论味精生产过程中所排放的废水量大,尤其是味精发酵液经等电提取谷氨酸后排放的母液具有“五高一低”的特点,是一种治理难度很大的工业废水。
由于不能有效地治理味精废水,不少味精厂被列入全国重点污染源 3000 家单位之列。
味精废水的治理已经成为制约味精生产企业发展的重大难题。
目前国内外都还没有成熟的成套技术应用于生产实践。
主要的问题是一次性投资过大,或者日常运行费用过高,大多数味精厂无法承受,不得不长期维持超标排放的现状。
但面对环境的日益恶化,国家制定了严格的排放标准,味精生产企业在面对现状的同时,需要及时改进味精废水处理工艺,引进新技术。
在味精废水中含有许多宝贵的资源,厂家可以根据废水中所含物质不同,对废水进行分析和适宜的处理工艺。
因此,根据味精废水的特点,必须采取切实有效的措施,对其进行综合治理。
在减小废水对环境造成污染的同时,回收废水中的菌体蛋白,取得一定的经济效益和环境效益。
根据某味精厂废水特点及地理特征,并考虑环保、经济,特设计了气浮-UASB-SBR和气浮-UASB-接触氧化法两个方案,并做出比较选择。
1.1 设计基础资料某味精厂位于华东某市,该厂采用硫酸冷冻等电法制取味精。
生产车间实行三班制,水量变化较大,日排水量为2500 m3/d。
建设单位提供场地基本平坦,设计范围350×350米,东西长,南北宽;此外,附近还有大块农田可征用。
污水自场地东北角流入,流入点管底标高为-1.30m(±0.00m以生产车间室内地坪为准)。
处理后污水要求由场地东南角排出,排出点标高在-1.20米。
气象资料:年平均气温:15.90C;极端最高气温:35.00C;极端最低气温:-5.00C;最热月月平均气温:32.50C;最冷月月平均气温:-0.520C;全年平均降水量:750mm。
1.2 水质水量和处理要求该废水排放量为2500 m3/d,水量变化较大,处理后水质要求达到《污水综合排放标准》(GB8978-96)中(新扩改企业)一级标准,进水水质和排放标准见下表1。
·24·我国每年味精总产量为110万t ,所排放的1000多万t 高浓度有机废水不仅严重污染了自然环境,而且制约了味精行业的发展[1]。
据报道,味精废水中残留的谷氨酸的质量分数为0.2%~收稿日期:2009-04-08。
基金项目:武汉市科学技术局攻关项目(200820212029);湖北省教育厅重点项目(D2*******);湖北工业大学博士启动基金(20070021)。
作者简介:王志(1971-),男,博士,主要从事发酵工程与生物质能利用技术的研究工作。
E-mail :wangzhi1002@通讯作者:王金华(1964-),男,教授,主要从事生物技术及生物质能利用技术的研究工作。
E-mail :jinhwang99@味精废水厌氧发酵产沼气的研究王志,许樱,陈雄,祝智胜,王金华,王永泽,李冬生(湖北工业大学发酵工程省部共建教育部重点实验室,湖北省工业微生物重点实验室,生物工程学院,湖北武汉430068)摘要:在厌氧、37℃和120r/min 条件下,将味精废水接种活性污泥后进行批培养,向发酵液中添加乳酸盐(终浓度为0.05g/L ),不仅补偿了F420分子合成前体的非均衡性供给,而且提高了厌氧电子传递效率,促进了甲烷菌群细胞的镍同化作用(同化镍含量比对照组提高了68.8%),从而最终提高了味精废水发酵产气效率。
试验组(添加乳酸盐)挥发性乙酸盐残留量比对照组减少了62%,沼气总产量、总固形物TS 、消耗单位质量挥发性脂肪酸的沼气得率系数Y P/V 、单位质量总固形物的沼气得率系数Y P/T 、挥发性脂肪酸的比消耗速率q V 、沼气的比生成速率q p 分别比对照组提高了48.8%,12.5%,21.9%,31.4%,13.8%和31.2%,说明向味精废水中添加乳酸盐,可以促进挥发性乙酸钠底物代谢流向终产物甲烷而非仅用于菌群繁殖,乳酸盐是通过提高菌群的甲烷合成能力,而非仅通过促进菌群生长的群体优势来提高沼气产量。
关键词:味精废水;厌氧发酵;沼气中图分类号:TK6;X792文献标志码:A文章编号:1671-5292(2009)04-0024-04Investigations on anaerobic batch methane fermentation ofglutamate wastewater(Key Laboratory of Fermentation Engineering of Minister of Education,Hubei Provincial Key Laboratory ofIndustrial Microbiology,College of Bioengineering,Hubei University of Technology,Wuhan 430068,China )Abstract :The effects of lactate addition in glutamate wastewater for methane production during the anaerobic batch fermentation were investigated at the condition of 37℃and 120r/ctate addition of 0.05g/L compensated the unbalanceable supply of precursors used for the biosynthesis of coenzyme F 420and increased the efficiency of electron transfer under anaerobic fermentation condition,thus enhancing the assimilation of Ni (concentration of Ni was 68.8%higher than the control group ).The residual volatile acetate is 62%lower than the control group,The total yield of biogas,TS,YP/V (coefficient of biogas yield to the consumed volatile fatty acid ),YP/T (coefficient of biogas yield to the total solids ),qV (unit consumption rate of volatile fatty acid ),qp (unit pro -duction rate of biogas )has increased by 48.8%,12.5%,21.9%,31.4%,13.8%and 31.2%respectively by comparison with the control group.This means that the lactate addition in glutamate wastewater may facilitate the metaboly of the substrate of volatile sodium acetate except for increasing the mi -croorganism amounts,the lactate addition will increases the biogas yield through improving the synthesis capability for methane instead of through increasing the microorganism amounts.Key words :glutamate wastewater ;anaerobic batch cultivation ;biogas可再生能源Renewable Energy Resources第27卷第4期2009年8月Vol.27No.4Aug.2009WANG Zhi ,XU Ying ,CHEN Xiong ,ZHU Zhi-sheng ,WANG Jin-hua ,WANG Yong-ze ,LI Dong-sheng王志,等味精废水厌氧发酵产沼气的研究1.5%,废水中含有的大量菌体是优质蛋白源,其中粗蛋白的质量分数为0.5%~3.5%。
每年味精废水的排放造成约10亿元人民币的损失[2]。
味精废水的处理和综合利用的研究已有很多报道,如利用膜分离工艺除去味精废水的一部分COD,并浓缩回收蛋白质[3],利用微生物絮凝剂普鲁兰去除味精废水的COD[4],利用味精废水生产单细胞蛋白[5]以及采用厌氧处理方法去除味精废水的COD 等[6]。
但是,关于味精废水厌氧发酵产沼气的代谢特点的研究尚未见报道。
厌氧发酵产沼气是产甲烷菌利用底物水解和产酸阶段所生成的乙酸等简单底物合成CH4等混合气的过程[7],是各种类型微生物互生代谢、相互作用的结果,包括不产甲烷细菌为产甲烷细菌提供生长和产甲烷所需要的基质以及适宜的氧化还原电位条件,产甲烷细菌为不产甲烷细菌的生化反应解除了反馈抑制等[8]。
因此,影响混合菌群代谢活性以及改变其代谢状态的因素也会对产甲烷菌的活性和产气效率产生显著影响[9],如柠檬酸盐对有机污水厌氧发酵产沼气会产生显著促进作用[10]。
本研究主要对味精废水厌氧发酵产沼气的代谢特点和潜力进行了分析。
1试验内容1.1试验材料1.1.1发酵培养基配方味精废水配比(试验组):味精0.3g/L(对照组不添加),氯化铵1g/L,氯化镁1g/L,磷酸氢二钾0.4g/L,磷酸二氢钾0.4g/L,酵母粉1.0g/L,胰蛋白胨2.0g/L,硫化钠0.2g/L,乙酸钠5.0g/L,微量元素液10ml。
微量元素液中各微量元素终浓度(g/L):FeCl20.9,H3BO30.06,ZnCl20.07,CuCl2 0.01,MnCl20.06,CoCl2·6H2O0.12,NiCl2·6H2O 4.8,Na2SeO30.02,Na2WO40.03,Na2MoO4·2H2O0.025。
1.1.2接种物接种物为本实验室在pH值为7.0的条件下驯化及富集3个月的活性污泥,其总固形物(TS)含量为13.8%。
1.1.3试验装置采用橡皮塞封口的250ml抽滤瓶作为反应器,将反应器放在(37±1)℃的恒温摇床上进行批次发酵。
1.2试验方法1.2.1发酵体系配制培养基170ml,接种30ml活性污泥后放入反应器中,将体系pH值调至7.0,用氮气(纯度为99.9%,并经除氧铜柱除氧)置换反应器内气体15min,将反应器密封后放在恒温摇床上培养,反应器出气管与装有15%NaOH水溶液的置换瓶连接。
摇床转速为120r/min。
1.2.2检测方法(1)产气量检测采用水压法收集发酵产生的气体,定时记录各套装置的产气量。
(2)发酵液pH值及挥发性脂肪酸检测定时取样后立即用pH计测定其pH值,挥发性脂肪酸(VFA)含量的测定参照文献[11]进行。
(3)TS含量及镍含量检测TS含量的测定参照文献[12]进行,采用原子吸收光谱法测定TS中的镍含量[13]。
每组试验重复进行3次,试验测得的各个指标都是3次试验的平均值±标准偏差。
2结果与分析2.1味精废水厌氧发酵产沼气对比试验试验组和对照组批厌氧发酵培养120h后的产气量见图1。
由图1可以看出,味精废水产气量为对照组的95.3%。
从理论上分析,味精废水中所含的0.3g/L的谷氨酸钠既可以作为碳源,也可以作为氮源,味精废水厌氧体系的营养更丰富,但其产气量却低于对照组。
从代谢的角度分析,微生物合成产物与其前体的供量和酶的活性密切相关[14],对于严格厌氧发酵而言,其电子传递尤为独特与重要。
在多数情况下,产甲烷途径需要氧化态的辅酶F420充当图1味精废水沼气产量Fig.1Biogas production from glutamate wastewater00.3味精含量/g·L-150100150200250沼气产量/ml·25·由表1可以看出,厌氧发酵120h后,试验组的TS含量为7.2g/L,比对照组提高了12.5%,说明添加乳酸盐促进了体系厌氧菌群的生长。
发酵体系中的乙酸盐可以作为挥发性有机酸被厌氧菌群用于繁殖和合成CH4,添加乳酸盐试验组的乙酸盐残留量为0.42g/L,比对照组减少62%,说明添加乳酸盐后更多的乙酸盐底物被菌群利用。