[生产管理]]IE工作手册(XLS,多个工作表)
- 格式:xls
- 大小:1.38 MB
- 文档页数:4


ie岗位说明书一、岗位概述IE(Industrial Engineer)岗位是指对企业的生产过程进行规划、分析和优化的工作。
该岗位的主要职责是针对生产流程中的问题,研究并提供改进方案,以提高生产效率和降低成本。
IE岗位需要具备良好的数据分析能力、技术知识和团队协作能力,能够有效地协调各个生产环节,提高生产过程的效率和质量。
二、岗位职责1. 进行生产流程分析:IE岗位需要通过对生产流程的深入研究和分析,了解现有生产环节存在的问题和难点,并根据分析结果提出改进建议和方案。
2. 优化生产过程:根据数据分析和研究结果,设计和实施生产过程的优化方案,提高生产效率和降低成本,确保生产计划的顺利进行。
3. 数据收集和分析:IE岗位需要负责收集、整理和分析生产过程中的相关数据,包括产能、加工时间、员工工时等,通过数据分析找出生产过程中的瓶颈,并提出解决方案。
4. 制定标准操作程序:IE岗位需要编制和更新标准操作程序,明确生产过程中各环节的操作规范和流程,确保生产过程的规范化和标准化。
5. 协调团队工作:IE岗位需要与生产部门、质量部门、供应链部门等密切合作,协调各个环节的工作,确保生产过程的协调和顺利进行。
三、任职要求1. 学历要求:本科及以上学历,工业工程、生产管理、制造工程等相关专业。
2. 技术能力:具备扎实的数据分析能力和问题解决能力,熟练使用常见的办公软件和数据分析工具。
3. 行业知识:熟悉制造业的生产流程和工艺,并对现代生产管理方法和工业工程技术有一定了解。
4. 能力要求:良好的沟通能力和团队合作精神,具备较强的逻辑思维能力和解决问题能力。
5. 工作经验:有相关行业或工作经验者优先考虑。
四、职业发展1. 初级IE工程师:通过对生产过程的学习和分析,提出改进建议,并参与生产流程的优化和协调工作。
2. 中级IE工程师:在初级岗位的基础上,负责更复杂和重要的生产流程的改进和优化工作,并协调各个环节的工作。
3. 高级IE工程师:负责企业整体生产流程的规划和管理,参与重大项目的决策,并对团队进行管理和指导。
IE 工作手册TABLE OF CONTENTS目录第一章 IE 部服务承诺第二章 IE 部工作内容第三章技术员的职责第四章工程师、FLOOR LEADER 职责第五章积架设计小组工作职责第六章公司运作和组织结构第七章 PA、GA 拉工作流程第八章 NORMAL 拉工作流程第一章 IE 部服务承诺1.对于正常拉转 MODEL , IE 部应于 90 分钟内排好位,并保证将操作规程、工具和积架准备齐全;2.生产拉出现问题时,相关人员保证于 15 分钟内到达现场并及时处理问题;3.处理问题时,技术员需于半小时以内给出解决方案,难度较大的问题、暂时难以短时间内处理的,上报上司处理;4.跟拉人员每小时检查一次 QC & V.S 报表,对报表中反映出来的突出问题需于 30 分钟内给出改善措施;5.新 MODEL 于 PA / GA 阶段制作 Flow Chart 及计算制造成本并作出初步的 Procedure,PR 之后制作正式的 Procedure;6.每个 MODEL 在 PA、GA、PR 和 MP 阶段,都需作出相应的分析总结报告,提出与产品制造有关的问题并配合相关部门即时加以改善;7.部门内部每周举行一次例会,增进楼层之间的互相沟通,共享技术资源及经验。
8.IE 技术员每周与生产拉管理人员开一次沟通会议,每层楼每个月与各部门开一次沟通会;9.每条拉的跟拉技术员需跟拉配合生产,做到“拉在人在”。
假日期间,如生产部加班而技术员有特殊情况不能加班时须向每楼层Leader 请假以便做好调整安排;10.每一个管理员每月做一次当月的工作总结及来月的工作目标及计划。
第二章 IE 部工作内容一. IE 的定义:IE 即工业工程技术,是集生产设计、生产预测和生产结构系统评估及完善生产管理系统为一体的科学。
其工作内容是通过对生产结构系统和生产管理系统所进行的科学设计和不断改善,使人、机械、设备和材料的能力及性能得以充分发挥,使生产系统得以合理运转,以全面地提高生产效率和降低生产成本。
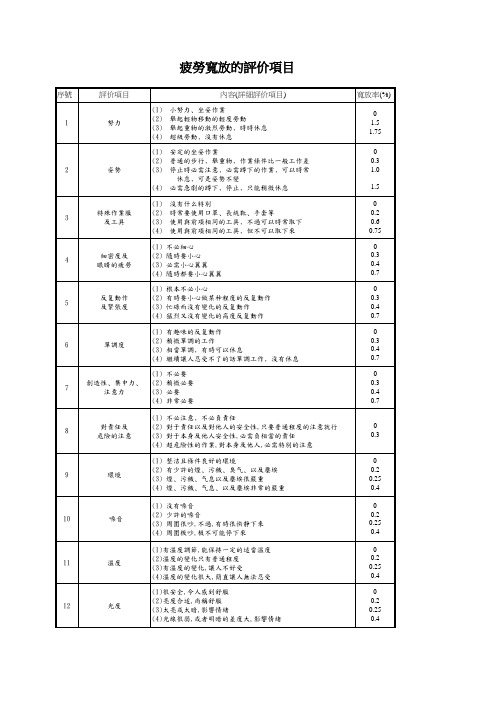
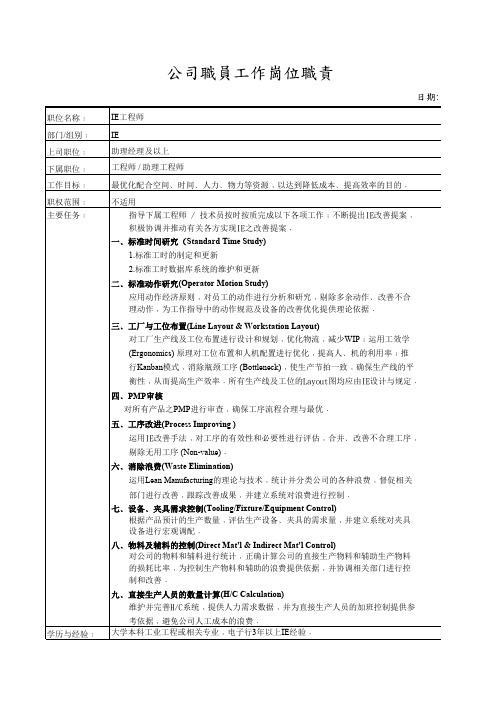

开始:*.先确定好IE的职责;*.定好IE在未来3-5年内的主要方向;*.依据职责和方向,确定好组织结构;第一步: 先建立基础数据文件*.产品数据库文件,包含产品的中英文名称,ERP代码;*.工厂通用数据库,包含各产品供应商资料,车间资料,生产线资料及其位置;*.掌握必要的优率数据,主要是来料合格率,各个产品目前的优率,各条生产线/生产车间的优率;*.向工程/研究部分索取所有产品的工序/工艺资料,并一定要获得关键工序/工艺的详细制作和品质控制方法,以作为将来工作的重点;第二步:建立标准时间数据库*.建立各个产品及其对应的工序资料库;*.建立各个工序的宽放系数表;*.开始逐个建立各个产品的标准时间表;*.定期更新标准时间,并将此项作为IE的一项长期的极其重要的日常工作来抓;第三步:建立产能数据库*.先确定本厂的产能计算公式,并取得领导认同;*.依据标准时间,建立产能资料库;*.定期更新产能资料,并每月对比产能变化,此工作可很明显看出IE工作的效果;第四步:建立生产计划*.和生产计划制定部门(一般是PMC)一起协商,规定较长周期产品的计划的固定格式;*.统计目前的人员/设备/仓库资料,并定期(每周)更新;*.结合产能和生产计划,计算出所需要的人员/设备/夹具等资源数量,此工作可直接导致IE控制相当的资源;第五步:设备管理*.定期统计设备数量/使用情况,并定期作维护(PM),维修,报废,同时设定安全库存;*.定期更新设备工时,同时依据计算出的设备产能和制定的生产计划,计算目前设备是否满足生产需要,一旦不足,立即下单采购;*.每天统计设备使用情况,计算OEE;第六步:和研发部门支持*.建立样品制作流程;*.确定实验报告格式;*.制定产品的控制计划;*.制定WI(操作指示),确定品质控制要点;*.制定品质控制/检验标准,提供检验工具及平台;第七步:工厂LAYOUT*.和物流部门协作,制定工厂车间中的原料,辅料,半成品,成品,不合格品的运输路线;*.当建立新拉,维修生产线,拆除/移动生产线时,立即更新生产分布图资料,并上报领导;*.生产线标识管理,包含在生产线前/上面挂标识牌,注明生产线号码/名称/优率/负责人/人员数量等信息;*.对全厂的生产线进行统筹安排,以尽可能地利用空间,并每月作出调整/改善计划;第八步:建立起IE评估体系,然后将以下报告每周打印出来,发送到各个部门1.标准时间报告;2.产品/工序时间宽放报告;3.标准时间趋势报告;4.产能报告;5.产能改善报告;6.生产计划报告;7.人员计划报告;8.设备产能报告;9.设备计划报告;10.仓库消耗报告;11.设备停机报告;12.设备OEE报告;13.XXX产品样品制作报告;14.XXX产品实验结果报告;15.产品控制计划报告;16.工厂LAYOUT报告;17.人员效率报告;18.优率报告;19.生产率报告;20.产品循环时间报告21.IE部各小組每月績效考核表22.WI(操作指导);23.IE每月/每周工作总结(汇总型报告,为以上所有报告的总结性报告,要求简单明了,配有图形,一般此报告只发给总监以上级别的人员.)如此以上几个方面,已足够新IE部门忙上起码2年左右了;依据我的经验时,从许许多多的报告中,精选出老板感兴趣的报告(一般是跟钱有关的,如产能报告关系到能否出货,优率报告关系到不量品,生产率报告关系到部门脸面,… 等等,均可因地制宜自己选定.)同时,还可以经常对"新闻式"的事件,如培训,报废,维修等,不定期地制作成报告,发到各个单位和领导,以体现IE的工作和价值.最重要的一点,无论有什么报告,只要不是过于敏感,统统发给各个部门的领导及相关负责人,不管他们接不接受先,等他们适应了,IE就成功了大半了,届时,IE只要维持现状就足以让部门生存,并稳步发展了.疲劳宽放的评价项目产 品 标 准 工 时CNC后加工人員配比表Date:18-Jun-02說明﹕1.以上數据按21.5hour/day. 6days/week計算.2.除油.化學清洗.激光打標記.ECP.清洗.等工序因是各款產品混合生產,故未做人員配比.3.鏡下刮批鋒並檢查工序實際生產受來料影響較大,故其人員配比僅供參考.4.排拉人數未包括各款產品混合生產的工序所需的人手.AME 夾具与自動化設備設計制造申請單申請部門編號﹕MSE/SS001注﹕申請部門請自行定義編號[申請部門編號]﹐以備方便查核﹒謝謝﹒IE Dept.MFG Equipment Overall PlanMonth 05( Monthly )Distribution:Prepared by :Checked by:Approved by:Date:11/26/16SAE Magnetics ( H.K ) Ltd - Dong Guan PlantMFG-IETable of ContentsEquipment overall planW/B M/C Overall Plan1 Ball Stacking M/C Overall Plan2 UV Chamber Overall Plan3 Wire UV Tunnel Overall Plan4 Wireless UV Tunnel Overall Plan5 Wire Dispenser Overall Plan6 Wireless Dispenser Overall Plan7 Wire HGA L/G M/C Overall Plan8 Wire HSA L/G M/C Overall Plan9 Wireless L/G M/C OvHR Liu10 Alignment M/C Over Wilson Chan11 Polish M/C Overall Plan12 Wireless project Muli-meter Overall Plan13 Wire project Muli-meter Overall Plan14 200X Microscope Overall Plan15 Reflow Soldering M/C Overall Plan16SAE Magnetics (H.K) Ltd - DongGuan PlantMFG-IEProject ScheduleWk12Wk13Wk14Wk15Wk16Wk17Wk18Wk19Wk20Wk21Wk22Wk23Wk24 MR Project W/B M/C Overall PlanDPT3H0/SSV360152.613722.611.411.6141412.810.49.4770DWR12C54144244666666666DRT2TC90160160160160140120120120120120110100SSV2340000000000000SSV46061026100120140140130130130130120120TMT2Q03212411601204000000000TMX2X0592.42723.1757.51804.42817.82836.481048.891270.561302.561320.961389.561299.561439.56 Weekly Working Days:6day DPX3XX135.031115.59980.44680.880.84600000000 Dayly Working Time:1260Min.DRT2TX17.43617.93618.83216.78415.7614.22412.81613.8413.8413.8412.81612.8169.696 Utilization:0.95DWR12X 6.472 5.257.224 6.916 2.816 1.904 1.904 1.712 1.712 1.408 1.408 1.408 1.408 Update:11/26/16DWR418 4.0487.2628.8327.9369.0889.85611.39211.64811.77612.03212.1612.67212.672SSV36X28.6633835.95133323029262729313131SSV46X0 2.1018202525252525252525TMT2QX78.609106.36678.10000000000TMTXXX109136.10167.41184.31183.71186.72191.95314.80310.76313.22322.12304.90364.00Project Location Exist'g Capacity Total Line On hand Standard Capacity Overall RequirementLine Qty.Per Line Capacity Qty.Time Per M/C Yield Wk12Wk13Wk14Wk15Wk16Wk17Wk18Wk19Wk20Wk21Wk22Wk23Wk24 DPT3H0/SSV3603E-2#b0.5606040.37117.4290.0%9821111111110 DWR12C3E-1#a0.5808030.34818.4389.3%3133111111111 DRT2TC3E-0#ab,3E-2#a 1.5200120.3617.9690.0%6999987777776 SSV2343E-4#b0.5808040.39416.4190.0%0000000000000 SSV4603E-3#ab115015060.2522.9880.0%1125677666666 TMT2Q0D1-2#,3#,4#3170510240.33319.4190.0%171397300000000 TMX2X04D-1#,2#,3#,4#ab4150600240.2525.8690.0%23283032323341505152545156 On hand total:77Requirement Total:59605557525057656667696669Variance:181722202527201211108118 DPX3XXX3C,4C,3E-6#ab211126546 1.2 5.9499.2%232014141400000000 DRT2TX4E-5#b, 4C-3#b214148 1.95 3.1585.4%6666655555554 DWR12X4E-5#a0.514144 1.95 3.3089.6%2233111111111 DWR4184E-6#a0.53 1.3 4.7986.7%1222233333333 SSV36X3E-5#ab1606080.981 6.5990.0%5666555455555 SSV46X3E-4#a0.5252550.99 5.7078.6%0104455555555 TMT2QX4D-5#abc,6#ab380190230.937.3495.0%1115110000000000 TMTXXX4D-7#ab,6#c340120300.985 6.2085.0%18222830303131515151525059 On hand total:127Requirement Total:66747065625050697070716977Variance:61535762657777585757565850 Remark:Variance=on hand total - weekly requirement total.The above plan are based on WK07 13 week schedule.Page 12Monthly Indirect Material Cost Analysis Report公司職員工作崗位職責日期:##CNC工程部IE組織架构圖T106 Productivity Implementation Plan Terminology1. Productivity:生产率 = 月产量 / 生产员工数Background2Operator qty trend chart7Improve H/C resource utilizationIE部各小組每月績效考核表說明﹕1﹒標准分為100分﹐包括基本項80分与附加項20分﹐得分低于60分者屬不合格.2﹒產能評估与勞動紀律同時屬于工時組和改善組的評估項目(總20分).3﹒附加項的現狀改善得分實施不封頂﹐便于在總得分中充分体現出員工的工作能力及為公司所創造的价值.4. 生產現場改善的改善效果可參照相關技術報告﹐並根据內部的評分細則予以評分Cuda180 HH人力需求預計表備注:以上計算依据為:出貨量:10K/week﹐工作時間﹕6day/week﹔20Hrs/day﹔生產效率80%﹒CNC Post-processing Manpower Requirement (1615k)Remark: 1. the yield is 95% for Mechanical De-Burring , 95% for De-Burring Under Microscope, 80% for FQC, 90% for Pin Assy . (Be offered from CNCPP. )2. Work time: 20 hrs/day × 6 dsys/week1279.21498.20 1317.124.08369097 1354.11371.61392.61432.61487.61487.6148314721465.21468.21498.21488.21491.41511.81437.525&7. Weekly Down Time SummaryII). By Causes Down Time (hour):效率 (%):#N/A全天日班夜班#N/A5099#N/A#N/A2979#N/A#N/A2120#N/A機號機器型號產品夾具個數標準時產理論產出實際產出效率 (%)總不良數理論產出實際產出平均時產效率(%)理論產出實際產出平均時產效率(%)08:00 to09:009:00 to10:010:00 to11:011:0to11:411:45to12:412:45 to14:014:00 to15:015:00 to16:016:00 to17:017:00 to18:018:00 to19:019:0to20:020:00 to21:0日班不良數合計21:00 to22:022:00 to23:023:00 to24:024:00 to01:001:00to02:0002:00 to03:003:00 to04:004:00 to05:005:00 to06:006:00to07:0007:00 to08:0夜班不良數合計影響效率的主要原因品質問題Downtime停机時間(Min)停机時間(Hr)理論開机時間實際開机時間Uptime Capacity Quality OEEH51Q TC-312N 14T VL40-44+40059311038529.6020818.912832212832443224323236368113850002832284282832280208開會,停气,頭孔孔超大,扣膠位輪廓度超大295315 5.252418.7578.1%0.0%98.1%0.0% J01Q TC-312N 14T VL402+2#N/A#N/A677#N/A9#N/A37028.5#N/A#N/A30727.91#N/A28282922303530223028302830237013303030283028303028307307開會,停气0300.502423.5097.9%#N/A98.7%#N/A J02Q TC-312N 14T VL402+2#N/A#N/A661#N/A5#N/A35227.1#N/A#N/A30928.09#N/A26282822263428222826282828435220302830283027302828301309開會,停气0300.502423.5097.9%#N/A99.2%#N/A J03Q TC-312N 14T VL40-44+4#N/A#N/A689#N/A16#N/A37128.5#N/A#N/A31828.91#N/A28283622323232202832282528937124323232322816263232327318開會,停气,頭孔通規止3575 1.252422.7594.8%#N/A97.7%#N/A J04Q TC-312N 14T VL40-44+4#N/A#N/A743#N/A4#N/A38929.9#N/A#N/A35432.18#N/A24323125313931213131323130238924323433313434333134342354開會,停气0350.582423.4297.6%#N/A99.5%#N/A J05Q TC-312N 14T VL40-44+4#N/A#N/A722#N/A58#N/A42632.8#N/A#N/A29626.91#N/A2432362436443227363236363164262435003330353636313652296開會,停電,頭孔通規止4575 1.252422.7594.8%#N/A92.0%#N/A J06Q TC-312N 14T VL402+2#N/A#N/A294#N/A0#N/A29422.6#N/A#N/A00#N/A24283022303628222830160002940000000000000開會,停气,大面推表超小,待維修15082013.672410.3343.1%#N/A100.0%#N/A J07Q TC-312N 14T VL40-44+4#N/A#N/A720#N/A0#N/A39230.2#N/A#N/A32829.82#N/A28163224324032243236323232039228321632323228323232320328開會,頭孔通規止,停气,0.034超小45100 1.672422.3393.1%#N/A100.0%#N/A J08X FZ 12W Alpine返工1+00000000.0000000144024.00240.000.0%0.0%0.0%0.0%日班效率 (%):#N/A夜班效率 (%):#N/Apage 3 Terminology(专用术语)1). TC-Target CapacityTC = (Schedule Time)*(Target Rate)*(Target Yield)*(Process Line Quantity ) Schedule Time = 21 Hours/Day * 7 Days/Week = 147 Hours/WeekTarget Rate = 1/(Bottle Neck STD)*(Bottle Neck Qty.)TY-Target Yield : Test'g Target Yield is from PE , Others are from Prod .Line Balance :LB=Line min cap./Line average cap, target>=85% .产能报表:Ave.44Line balance:86%H/C qty(per shift):43Update Time :November 26, 2016。
IE工程师工作手册V 1.0 一、前言美国工业工程师学会(AIIE)1955年正式提出、后经修订对工业工程的定义如下:“工业工程是对人员、物料、设备、能源、和信息所组成的集成系统,进行设计、改善和设置的一门学科。
它综合运用数学、物理学和社会科学方面的专门知识和技术,以及工程分析和设计的原理与方法,对该系统所取得的成果进行确定、预测和评价。
”从IE的定义我们可以看到,IE的范畴不仅包括了自然科学和工程技术,而且还包括了社会科学及经济管理知识,是综合性的应用知识体系,它的首要任务是进行生产系统的设计,它的功能除了规划、设计外还包括评价和创新。
IE作为一门管理技术,其核心思想是降低成本、提高质量和生产率;同时注重人的因素、面向微观的管理和着手系统优化都是它的重要特征。
IE是一门综合性的应用学科,涉及非常广泛,传统IE(基础IE)的应用范围,包括方法研究、作业测定、工厂布置、物料搬运等技术,重点在作业改善、现场管理和生产系统的优化。
实际上这正是我们目前在做的一些基础工作。
现代IE吸收了很多新的学科和知识,包括运筹学(Operations Research)、系统工程(System Engineering)及计算机、自动化和管理科学等现代科学技术而形成的IE学科体系,内容更加广泛,应用范围也扩大到研究生产和经营管理系统整体优化,提高综合效益(包括提高生产率、质量、降低成本、保证交货期、安全、改善售后服务等)。
作为一名IE工程师除了敬业和敏锐外,还应该具备的意识如:成本和效率意识;问题和改革意识;工作简化和标准化意识;以人为中心的意识;全局和整体意识。
二、IE工程师岗位职责第一章生产效率体系提高效率是IE工作的核心,IE工程师最早常被称为效率工程师。
惠阳厂生产效率体系尚在建设阶段,目前IE在效率方面的工作包括两个步骤:一是主导建立一套适合需求的生产效率体系;二是推动、支持生产效率体系运作。
第一节建立生产效率体系生产效率体系是指为实现生产效率管理的组织结构、职责、过程、资源。
IE工作执掌一. 新机种导入BOM的对比与修改工程图面的协助确认新机种生产流程的制定工时初定及其不断完善新机种物料的辨识与确认生产协助阶段制程缺陷的反馈新旧机种的功能外观的差异状况新机种对生产线的特殊要求--------------设备的准备---------------工夹具的准备--------------操作人员的准备人力的确定与考虑新机种的成本考虑新机种相关资料的建文件,以备查核二. 工时制定制程改善1.工时制定依据合理完整的动作分析(MTM)工时资料产量制程工时平衡排定工时宽放标准的制定(宽放率的合理制定)2.工时分析动作时间分析MTM资料其它工时数据3.制程改善制程平衡,产量提升工时平衡,动作简化产量匹配治具化瓶颈改善增加设备,提高自动化4.制程改善的效果评价三. 作业动作分析工法改善1.作业动作分析MTM工时的分析料件的摆放分析人员操作的姿势分析动作经济性原则(21点)专一体人机工程(动作分析中作业者的选择)动作分析的细微化2.工法改善工时考虑:工时冗余工时瓶颈作业性考虑:作业时间作业难易程度工治具的使用状况成本考虑:原有成本改善成本改善后效益四. 人力评估改善生产线LAYOUT操作员作业难易度作业量及安全性考虑成本考虑生产绩效考虑标准产量考虑以制程分析为依据的生产流程改善以出货需求量和标准时间为标准考虑产能(最大标准产量)考虑人力改善成本评估五. 成本评估改善1.成本评估生产成本评估质量成本评估环境成本评估能源成本评估材料成本评估生产设备成本评估测试治具成本评估生产线人力成本评估生产线所用消耗品成本评估版权成本评估其它成本评估2.成本改善直接人力工时的减少管理费用的减少减少材料的损耗提高机器设备的稼动率减少不良品的数量产能提升六. 物流规划生产线物料类型大小种类生产物料贵重区分生产物料在生产过程中的移动路线生产物料备存生产物料消耗统计生产物料的空间大小环境状况工厂平面LAYOUT 物料区与生产线位置摆放路径最近原则路径畅通原则以制程为依据物流产能分析物料区规划:产量需求周转周期七.厂区LAYOUT考虑产能,从而确定生产线空间考虑所需物料区的大小位置考虑WIP区大小和位置考虑维修区的大小和位置OQA检验区的大小和位置物流顺畅与最近原则厂区大小,面积,高度,防火等环境状况生产类型(系统加工线前加工线)生产类型的匹配办公区规划通道规划线内和线外人力的排布设备排布LAYOUT成本考虑新增区域设备维护八.生产设备需求规划生产设备工具需求统计日常设备工具耗损统计生产设备工具明细表(已有未有在购)生产设备改善方案的提出与实施生产设备的申请采购和及时补缺对新产品依据MPI所规定数量,下单并负责追踪对所需生产设备的功能和价格进行统计生产线的扩充设备增加成本考虑设备增加效益考虑产能与设备匹配规划设备报废处理九.质量改善制程改善物料质量改善工法改善设备改善工治具改善作业意识提高作业技能提高防呆导入MN的发行与控制十一.机种数据的建立资料归档相关的零件图,爆炸图和线路图基本数据检验-BOM的核对控制数据的建立工时数据的建立资料的发行及其维护十二.BOM的维护提高生产效率,填写BOM,修改BOM根据生产需求对BOM进行维护物料的维护与修订:料号维护和阶层维护物料的非正常消耗引起BOM维护十三.生产效率的提升消除瓶颈,平衡生产线制作工治具,保证生产速度和质量消除多余和重复之动作(简化,合并,删除,重组) 创造良好的工作环境减少不良产品的产生物料物流的改善管理技能的提升现状的产能分析,核算,目标制定十四.工治具的制作提高生产效率,保证改善作业质量制造设计的可行性成本考虑使用效果评价简单工治具的设计制作工治具对操作者的影响十五.日常作业SOP的书写与修正作业的动作是否与SOP一致确认计算生产绩效协助生产线解决问题测量每一机种时间,并制定出详细的MTM表格首台机签核返工作业流程指导书生产各部分的协调当日工作进度生产质量报告和不良反馈工程改善案执行指导练习生正确的作业方法。