宝钢厚板生产工艺
- 格式:ppt
- 大小:1.16 MB
- 文档页数:32

目录第一章编制说明 .................................................................................................................................. - 2 -1.1编制依据 ............................................................................................................................................ - 2 -1.2编制原则 ............................................................................................................................................ - 2 -第二章工程概况 .................................................................................................................................. - 2 -2.1项目情况 ........................................................................................................................................... - 2 -2.2工期要求 ........................................................................................................................................... - 2 -2.3质量要求 ........................................................................................................................................... - 2 -2.4工程概述 ........................................................................................................................................... - 2 -2.5工程特点 ........................................................................................................................................... - 3 -第三章施工安排 .................................................................................................................................. - 3 -3.1总体施工顺序 ................................................................................................................................... - 3 -3.2施工任务安排 ................................................................................................................................... - 3 -3.3施工进度及发货计划 ....................................................................................................................... - 3 -第四章施工准备与资源配置计划....................................................................................................... - 4 -4.1组织准备 ........................................................................................................................................... - 4 -4.2技术准备 ........................................................................................................................................... - 4 -4.3作业人员的准备及培训 ................................................................................................................... - 4 -4.4资源准备 ........................................................................................................................................... - 4 -4.5主要施工机械设备配置 ................................................................................................................... - 5 -第五章钢结构制作施工工艺............................................................................................................... - 8 -5.1钢结构制作工艺流程 ....................................................................................................................... - 8 -5.2钢结构制作工艺 ............................................................................................................................... - 9 -第六章钢结构防腐专项施工方案..................................................................................................... - 22 -6.1 编制依据 ........................................................................................................................................ - 22 -6.2 防腐施工工艺 ................................................................................................................................ - 22 -第七章成品保护 ................................................................................................................................ - 27 -7.1 钢构件制作的成品保护 ................................................................................................................ - 27 -7.2钢结构油漆工程的成品保护.......................................................................................................... - 27 -7.3构件运输过程中的成品保护.......................................................................................................... - 27 -第一章编制说明1.1编制依据1)《宝钢湛江4200mm厚板厂房钢结构制安--专业分包合同》。
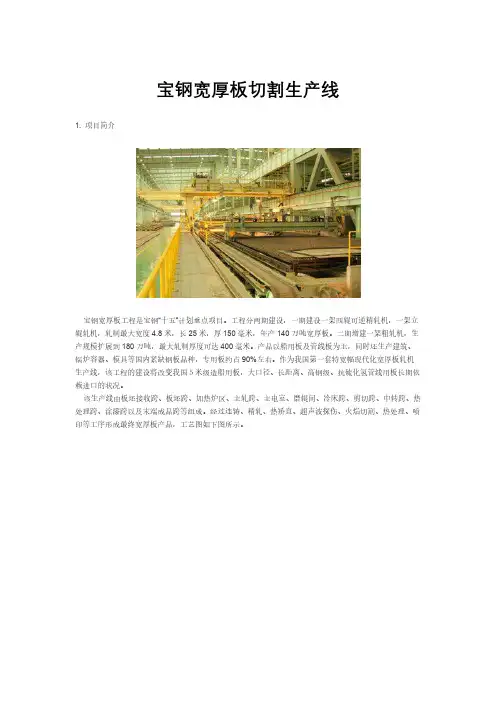
宝钢宽厚板切割生产线1. 项目简介宝钢宽厚板工程是宝钢“十五”计划重点项目。
工程分两期建设,一期建设一架四辊可逆精轧机,一架立辊轧机,轧制最大宽度4.8米,长25米,厚150毫米,年产140万吨宽厚板。
二期增建一架粗轧机,生产规模扩展到180万吨,最大轧制厚度可达400毫米。
产品以船用板及管线板为主,同时还生产建筑、锅炉容器、模具等国内紧缺钢板品种,专用板约占90%左右。
作为我国第一套特宽幅现代化宽厚板轧机生产线,该工程的建设将改变我国5米级造船用板,大口径、长距离、高钢级、抗硫化氢管线用板长期依赖进口的状况。
该生产线由板坯接收跨、板坯跨、加热炉区、主轧跨、主电室、磨辊间、冷床跨、剪切跨、中转跨、热处理跨、涂漆跨以及末端成品跨等组成。
经过连铸、精轧、热矫直、超声波探伤、火焰切割、热处理、喷印等工序形成最终宽厚板产品,工艺图如下图所示。
宽厚板生产工艺流程图火焰切割系统作为宽厚板生产线的一个重要工序,主要用于大于50mm厚带温(最高温度350℃)钢板的定尺切割(切头、切尾、横向及纵向切割、废边切割)和取样切割,以及特殊尺寸钢板的切割,切割出来的成品可以直接满足用户订货的尺寸要求并直接在钢板上冲打产品信息。
该项目功能需求新颖、难度大,在国内首创,国外也仅有日本有类似系统。
而且相比日本的类似系统,宝钢还提出了废边切割、双工位切割等需求,此外该系统还解决了对于钢板的轮廓扫描和定位、热钢板切割过程中钢板尺寸变化的温度补偿等高难度技术问题。
该宽厚板生产线的上位监控系统除了对切割过程进行自动化监控外,还集成了大量特殊的算法和独特的功能,易控(INSPEC)软件由于具有强大的二次编程能力,可以把常规的监控功能与使用高级语言开发的软件功能模块无缝集成到一起,因此选用了易控(INSPEC)软件作为系统的开发平台。
2.系统构成该宽厚板切割系统采用分层设计,整个控制系统由L3管理系统、CCC中心计算机系统、NC控制计算机系统、底层运动控制单元等构成。
宝钢厚板生产工艺课件 (一)宝钢厚板生产工艺课件是一份完整的生产流程分析及操作技术的教材,它详细地介绍了宝钢公司生产厚板的生产过程、流程和技术要点,为有志于参与或研究该领域的人员提供了全面的知识体系和技术指导。
下面,本文就该课件内容进行分点分析,以期为读者提供更好的学习指导和理解。
一、生产现状分析宝钢厚板生产工艺课件从宏观层面,阐述了当今厚板生产的市场环境和需求状况,同时也针对国内外厚板产品的质量标准及相关技术要求进行了详细分析。
这个部分为读者有效描述宝钢厚板生产的发展背景,使读者对目标产品及要求有一个清晰的认识。
二、生产流程分析课件首先介绍了厚板生产的物资及设备需求,之后详细地介绍了宝钢厚板的生产流程,包括原材料采购、预处理、钢水调度、连铸、精炼、热轧、冷卷等。
每一个环节都详尽阐述了其所需设备、工艺特点及技术难点等,帮助读者了解宝钢厚板生产的全过程。
三、工艺技术剖析在技术剖析部分,课件着重对连铸及热轧工艺进行了分析,展示了每一道工序关键技术点和自己的生产经验,从工序控制、设备选择、产品质量等方面,深入探究了宝钢厚板生产的技术流程和关键技术,形成了一套科学的管理方法和经验,为其他生产厂家提供了有益的借鉴。
四、工艺现场实操最后,课件结合现场实操,结合丰富的案例,为学习者呈现了更直观、实际的厚板生产流程及技术要点。
在这一环节,学习者将掌握宝钢公司独特的操作技巧及团队合作精神,令学习者在学习理论的同时,还能从各个细节中深刻体会到生产实践的技巧。
总之,宝钢厚板生产工艺课件作为一份系统全面的教材,它以一种前瞻性的视角,详细阐述了宝钢公司厚板生产的全过程,帮助学习者打造一种具有广泛应用的生产理念和技术方法,让学习者在充分理解生产现状和流程的基础上,更好地实践生产操作技巧及管理方法。

宝钢湛江钢铁基地项目4200MM厚板工程23~73线主厂房钢结构施工组织设计编制:审核:审批:2014年8月28日一、工程概况宝钢广东湛江钢铁基地项目4200MM厚板工程项目位于湛江市东海岛东筒镇,本工程主体结构在正常使用和维护条件下的设计使用年限为50年,为丙类建筑,结构的安全等级为二级。
车间主体结构为单层钢结构工业厂房,厂房结构形式为单层刚架。
厂房排架柱为单阶柱,上柱采用焊接H型实腹截面;下柱采用钢管混凝土格构式(腹杆为空钢管)。
肩梁采用单腹壁,柱脚与基础采用插入式。
吊车梁采用焊接工字型实腹式吊车梁,厂房柱与屋架采用高强螺栓与焊接的组合形式。
我单位承制宝钢广东湛江钢铁基地项目4200MM厚板工程23~73线除G列37~61线钢柱系统,吊车梁系统和GJ跨37~61线屋面系统外的钢柱系统,吊车梁系统,屋面系统,墙皮系统。
重量预计1万吨,占地面积约为7.7万平方米。
其中钢管柱共制作台,钢柱最大截面为2.86米x0.86米,长21.3米,钢柱最宽达3.6米,重量约11吨。
吊车梁共制作台(其中台为新做吊车梁台为利旧吊车梁)其中重型吊车梁台,分别位于轴线;最重的吊车梁为重达吨,截面尺寸为。
屋面桁架共制作台,其中跨多少台。
最重屋架约为吨,截面尺寸为。
其余柱间撑,吊车梁辅助系统,屋面系杆,屋面围护系统,墙皮系统等重量约为吨。
承制范围索引图材料使用情况为:钢管主要用于钢柱、柱间支撑及屋架腹杆,钢板主要用于上节钢柱板拼工型、屋面梁、吊车梁等,C型钢用于墙皮檩条。
质量控制重点:本工程的排架柱,屋面梁及吊车梁等主要受力构件的截面尺寸较大,吊车梁上翼缘板与腹板的连接焊缝为全熔透焊缝,下料时严格按照图纸要求进行坡口加工,以保证全熔透焊缝的质量;应严格控制高强螺栓孔的制作精度,确保安装现场的穿孔率达到100%;焊接时应采用合理的焊接方法和工艺参数以减小焊接变形和获得较高的焊接质量。
通过首件检验制度的实施,提高施工人员素质,增强质量诚信意识,积极履行工程质量和服务质量的承诺,向业主提供优质工程和优质服务。


中厚板工艺班级:学号:姓名:指导老师:中厚板工艺摘要:综述了我国中厚板生产的发展、技术进步,并对其采用先进技术的发展趋势及特点等方面进行了较详细的分析和介绍。
关键词:宽厚板轧机生产技术1我国中厚钢板生产的发展我国第一套中板轧机是1936年在鞍山钢铁公司建成的2300mm三辊劳特式轧机。
1958年鞍钢建成了2800/1700双机座钢板轧机,1966年太钢建成了2300/1700炉卷轧机。
宝钢5m宽厚板轧机生产简介:2中厚板工艺的生产工艺2.1概述宝钢5m宽厚板轧机作为我国第1套现代化特宽厚板轧机,它将满足国内对管线板、高强度船板、高强度结构钢板、压力容器板等高档次产品的需求,同时有利于带动我国厚板生产技术的发展。
宝钢宽厚板轧机主作业线设备由德国西马克—德马克(SMS-Demag)及西门子(Siemens)公司提供,热处理线由德国洛伊(LOI)公司提供,板坯库及加热炉区设备主要由国内设计、供货。
一期建设1架精轧机,设计年产量为140万t;最终规模为180万t。
一期工程2005年建成投产。
2.2 产品及原料(1)产品产品品种:管线钢板、造船钢板、结构钢板、锅炉容器钢板、耐大气腐蚀钢板及模具钢板等。
产品规格:厚度5~150mm,最大将扩至400mm;宽度900~4800mm;最大长度25m(轧制状态最大52m),最大单重24t,将扩至45t。
交货状态:产品按常规轧制、控制轧制和控轧控冷(TMCP)、热处理状态交货。
(2)原料一期工程年产140万t成品钢板,需坯料约150.54万t,其中连铸坯140万t,初轧坯10.54万t。
连铸坯由配套厚板连铸机提供2.3工艺布置宝钢宽厚板轧机一期工程主厂房由板坯接收跨、板坯跨、加热炉区、主轧跨、主电室、磨辊间、冷床跨、剪切跨、中转跨、热处理跨、涂漆跨以及成品库等部分组成。
2.4 工艺技术及装备(1)板坯库及加热炉为实施连铸板坯热送热装工艺,厚板连铸机与宽厚板轧机毗邻布置。
年产180万吨中厚板生产车间工艺设计毕业设计设计说明本设计为年产量180万吨的中厚板车间,通过对中厚板市场的调研,介绍了中厚板的发展状况,分析了中厚板的市场需求,并针对目前的技术状况,制定出了合理的产品大纲和金属平衡表。
以典型产品Q235(10mm×1700mm×6000mm、25mm×1000mm×6000mm、4010mm×1450mm×4000mm)钢板为基础,通过确定典型产品的工艺流程,确定了轧机的布置形式和车间各设备的选用,并制定出典型产品合理的压下规程,计算出轧制力能参数,如:轧制力的计算、变形抗力的计算和传动力矩的计算等。
校核轧辊强度并计算电机的容量,以选用合适的轧辊和电机。
确定车间工作制度和年工作时间,计算了轧机的年产量,根据典型产品的工艺和轧件的尺寸等,确定车间平面布置,如合理的设备间距、仓库面积等,并画出车间平面布置图。
分析车间的综合经济指标。
并采取有效的环境保护措施,如车间的绿化、废气和废渣的再回收等。
关键词:中厚板车间,产品大纲、金属平衡表、轧制力、传动力矩Design NotesThe design for the annual production of 180 million tons of plate plant, plate market research, the development of the plate, the plate market demand, and the current state of technology, to develop aa reasonable outline of the products and metal balance sheet. Typicalproduct Q235 10mm × 1700mm × 6000mm, 25mm × 1000mm × 6000mm, 4010mm × 1450mm × 4000mm steel-based, to determine the typical products of the process, to determine the the mill arrangement of workshop equipment selection, and to develop typical products and reasonable reduction procedures to calculate the rolling force parameters, such as: rolling force calculation, the calculation of the deformation resistance and transmission torque calculation. The check rolls intensity and calculate the capacity of the motor to the appropriate choice of rolls and motor. To determine workshop work systems and working hours, calculated the annual production of the mill, according to the typical product of the process and the size of the rolling determine workshop layout, such as device spacing, warehouse area, and draw the workshop floor planAnalysis of the economic indicators of the workshop. And to take effective environmental protection measures, such as the greening of the workshop, waste gas and waste recycling and so on.Keywords: plate workshop, outline, metal balance sheets, rolling force, deformation resistance, drive torque目录设计说明 (1)1 前言 (8)1.1我国中厚板生产技术现状81.1.1中厚板轧钢生产线的工艺装备81.1.2中厚板的生产技术是产品的核心 91.2中厚板轧机生产工艺的发展趋势91.2.1中厚板轧机生产工艺方案91.2.2产品质量及交货状态101.3我国中厚板轧机的发展方向121.4国内中厚板轧机的改造131.4.1围绕提高轧机的目能力水平进行改造131.4.2围绕提高装备水平进行改造141.4.3板坯连铸比151.4.4轧机151.4.5新技术和新工艺 152 中厚板产品方案 (16)2.1编制产品大纲162.2编制金属平衡表162.2.1成材率概念162.2.2金属平衡分析172.2.3Q235钢板的化学成分182.2.4Q235钢板尺寸偏差193 中厚板的生产工艺和轧制区的设备 (21)3.1 中厚板生产工艺流程213.2 典型产品的工艺流程213.3 轧制区设备选择253.3.1 中厚板轧机型式253.3.2 中厚板轧机的布置253.3.3 轧机主机列 263.3.4工作机座的结构 263.3.5 换辊装置293.3.6 轧制区其它设备293.4 辅助设备的选择293.4.1 加热炉选择 293.4.2 剪切机选择 313.4.3热矫直机选择333.4.4 冷床设备选择343.4.5钢板修磨台架选择354 轧机力能参数的确定…………………………………………………………374.1 轧制力计算374.1.1 确定变形制度374.1.2 计算轧制力 384.2 传动力矩计算机及电机校核464.2.1 各道传动力据计算474.2.2 轧机主电机校核524.3轧辊强度校核634.3.1 粗轧机轧辊强度校核634.3.2 精轧机轧辊强度校核664.4 四辊轧机轧辊接触应力的校核 675 轧钢机产量计算 (70)5.1 轧钢机工作图表705.1.1 研究轧钢机工作图表的意义 705.1.2 轧机工作图表705.2轧钢机产量计算725.2.1轧机小时产量计算725.2.2轧钢机平均小时产量735.2.3轧钢机年产量746 车间平面布置 (75)6.1车间平面布置原则 756.2车间工艺平面布置 756.3设备间距的确定766.3.1加热炉间距离766.3.2加热炉到粗轧机距离766.3.3 粗轧机到精轧机距离766.3.4其它设备间距离的确定766.4仓库面积的确定776.4.1原料仓库面积的确定776.4.2成品仓库面积确定786.5车间其它设施面积的确定786.5.1厂方跨度布置786.5.2厂房跨度大小796.5.3柱距尺寸796.5.4吊车轨面标高797 车间技术经济指标……………………………………………………………817.1 各类材料消耗指标817.1.1金属消耗817.1.2燃料消耗827.1.3电能消耗827.1.4轧辊消耗827.1.5水的消耗827.2 综合技术经济指标838 轧钢厂的环境保护与综合利用 (85)8.1 轧钢厂的环境保护858.1.1 绿化858.1.2 各类有害物质的控制与防治 858.1.3 噪音的防治 858.1.4 水质的处理 868.2 轧钢厂的节能与综合利用868.2.1 轧钢厂的节能868.2.2 轧钢厂的综合利用86参考文献 (88)致谢………………………………………………………………………………891 前言近年来,我国中厚板轧机在品种开发、轧机改造、研究新工艺和新技术以及使用连铸坯等方面取得了较大的成绩,但据有关专家预测,7>2014年需中厚板约7000万t;目前我国现有的中厚板轧机的总生产能力为5300万t左右。
我国中厚板轧机生产技术概述1、前言热轧中厚板生产设备包括热连轧机组、中厚板轧机和炉卷轧机等。
热连轧宽带钢轧机适合生产薄而窄的产品,常规中厚板轧机适合生产厚而宽的产品,而新兴的宽规格卷轧中厚板轧机(炉卷)能够生产前两种轧机生产比较困难的薄而宽规格的产品。
国内中厚板产量主要来源于中厚板轧机,其次是热连轧机。
随着长期生产实践与科学技术的不断进步,中厚板轧机生产工艺有两种方案:一是,传统的常规中厚板生产线,采用单张钢板轧制方式。
轧机布置型式有:三辊劳特式轧机(已淘汰);单机架四辊轧机;双机架布置,即二辊粗轧机+四辊精轧机或四辊粗轧机+四辊精轧机。
二是,卷轧中厚板生产线,即炉卷轧机,该工艺是从上世纪80年代逐步发展起来的,即可单张钢板轧制,又可采用卷轧方式生产中厚板。
我国于1936年在鞍钢建成第一套2300中板轧机(三辊劳特式)。
新中国于1958年和1 966年先后建成了鞍钢2800/1700半连续钢板轧机和武钢2800中厚板轧机、太钢2300/17 00炉卷轧机。
1978年建成了舞钢4200宽厚板轧机。
宝钢5000、沙钢5000、鞍钢5500宽厚板轧机分别于2005年、2006年、2008年建成投产。
我国常规的中厚板轧机目前可分三类,1类:4.3m和5m高水平轧机;2类:以3.5m为代表的中等水平轧机;3类:2.3、2.8m老旧轧机。
2008 年,我国中厚板轧机将达到59套,产能5553万t/a。
到2010年我国中厚板轧机产能将达到6500~7000万t/a(见表1)。
2、热轧中厚板生产工艺流程热轧中厚板生产工艺流程:a) 坯料准备工艺流程:选择坯料(种类、尺寸)—坯料清理—坯料检验—合格坯料。
b) 加热工艺流程:装炉—加热(控制加热时间、温度、速度和炉内气氛)—出炉。
c) 轧制工艺流程:除鳞—粗轧—精轧。
d) 精整工艺流程:矫直—冷却—表面检查—缺陷清理—剪切→(抛丸处理或热处理)→检验—标记—入库。
1.炼钢主要是一个氧化反应过程,炼钢过程中,通过向炉内吹入氧气以氧化金属料中的碳、硅、锰等元素。
对2.为了熔融矿石中杂质脉石,高炉生产中需要加入熔剂,常用的是碱性熔剂。
对3.热轧的变形制度仅仅是制定压下规程,制定压下规程目的是合理分配各个道次的变形量,变形量包括总的压下量和道次压下量。
错4.热轧通常有两个轧制阶段,一是粗轧阶段,以较小的变形量进行轧制,使轧件具有精确的尺寸和光洁的表面;二是精轧阶段,采用高温大压下量,以减少轧制道次提高生产率。
错5.目前,宝钢分公司烧结厂共有3台495㎡的鲁奇式带式烧结机(长90m,宽5.5m),年产烧结矿1700万吨。
对6.宝钢分公司炼钢厂具有公称容量为300吨和250吨(平均炉产钢水量300吨和250吨)的顶底复合吹转炉各3座。
对7.钢管按生产方式可分为无缝钢管和焊接钢管两类,分别采用热穿孔和钢板/带钢焊接工艺生产。
对8.连铸是连续铸钢的简称,它是通过连铸机直接把钢水连续不断地浇铸成具有一定断面形状和尺寸的钢坯。
对9.在涂镀产品的后处理中,磷化处理后形成的磷化膜具有良好的润滑性、涂装性以及一定的耐蚀性。
而钝化是采用辊涂方式生产,采用环保的无铬钝化处理液,提高产品的耐蚀性,可防止白锈的产生。
对10.矿石中的铁在高炉中几乎能全部被还原出来,在高炉的不同区间和温度时,由高价铁氧化物到低价铁氧化物到金属铁是完全一样的还原顺序。
错11.连轧管时,孔型顶部的金属由于受到轧辊外压力和芯棒内压力作用而产生轴向延伸,并向圆周横向宽展,达到减径减壁的效果。
因此成型和焊接是它的两个基本工序,而不同的成型和焊接方法构成不同的焊管生产方法。
对12.在高炉炼铁中,矿石中的铁元素以氧化物的形式存在于自然界中,在高温下利用氧化反应冶炼成铁水,铁水作为炼钢的主要原料。
错13.液压热定心机定心,其目的是改善穿孔时的咬入条件和减少毛管前端的壁厚偏差。
对14.造渣剂是炼钢的一种重要辅助原料,一般有石灰石、石灰、软硅石等。
目录概述……1..水处理变电所及电气室……1.1 水处理设施主要检测及控制项目1.2 水处理送能源中心信号……1.3 宽厚板连铸单元与水处理设施信号1.4 宽厚板轧机单元与水处理设施信号…2. 厚板连铸水处理……2.1厚板连铸水处理纯水系统……2.2厚板连铸水处理净循环系统…2.3厚板连铸水处理浊循环系统……2.4.连铸安全供水系统……3. 宽厚板轧机水处理……3.1轧机净循环水系统……3.2轧机浊循环“A”系统…3.3轧机浊循环“B”系统(ACC)…3.4轧机浊循环“C”系统(淬火系统)……4. 污泥处理系统概述宝钢宽厚板轧机及配套连铸项目是宝钢十五规划的重要的组成部分,它包括了厚板连铸工程、宽厚板轧机工程及区域公辅设施组成,宝钢宽厚板轧机及配套连铸工程建设在宝钢一炼钢区域内。
厚板连铸工程主要建设一台两流坯连铸机,年生产能力为230万吨,钢水自一炼钢3*300T转炉车间经二次精炼后供应。
生产的连铸坯主要供给宽厚板轧机,部分供给2050mm热带钢轧机。
在宽厚板轧机一期工程阶段供连铸坯140.364万T,供给2050mm热带钢轧机54万T,外供35.636万T。
在宽厚板轧机二期工程阶段向宽厚板轧机供连铸坯185.96万T,向2050mm热带钢轧机供44.04万T。
该工程主要立足于国内设计.制造和建设,仅采用点菜方式引进少量的关键技术与设备。
厚板连铸工程一次建成230万T规模,计划于2004年底建成投产。
宽厚板轧机工程是宝钢宽厚板轧机及配套连铸项目的核心部分,由宽厚板厂及其辅助设施两大部分组成。
宽厚板厂主要由板加区(板坯库和加热炉)、轧机区、冷床区、精整区、特厚板处理设备、热处理线、涂漆线、磨辊间、成品库、主电室和电气室等部分组成;辅助设施包括:集中加油站、检验室、铁皮旋流池、ACC水处理站、淬火水处理站、空压站和办公楼。
该工程的主作业线设备是从德国公司引进。
宽厚板轧机工程将分两期建设,一期建设一架精轧机,生产规模为140万吨/年;二期增建一架粗轧机,生产规模扩展到180万吨/年。
宝钢工艺技术宝钢工艺技术宝钢作为我国钢铁行业的龙头企业,一直以来致力于技术创新和工艺改进,以提高钢铁生产效率和产品质量,保持行业领先地位。
宝钢工艺技术是宝钢在生产过程中所运用的一套先进的工艺和技术。
宝钢工艺技术是以宝钢自主研发的先进设备和技术为基础的,通过不断优化和改进,不断提高生产效率和产品质量。
这些工艺技术主要包括原料预处理、炼钢工艺、轧制工艺和热处理技术等。
首先,宝钢在原料预处理上采用了先进的技术和设备,通过对原料的分选、预处理和研磨等工序,能够最大限度地提高原料的利用率和质量。
同时,宝钢还注重对原料的烧结和混合工艺进行优化,以减少能耗和环境污染。
其次,宝钢在炼钢工艺上不断进行创新和改进。
宝钢引进了国内外先进的炼钢设备和技术,如高炉煤气发电技术、湿法除尘技术等,以降低能耗和减少排放。
宝钢还在钢液调温和精炼方面进行了大量研究和改进,以提高钢的质量和成分均匀度。
再次,宝钢在轧制工艺上也做出了很多努力。
宝钢引进了国际上先进的轧制设备和技术,如热连轧技术和带有自动控制系统的轧机等,以实现钢板的高速连续轧制和精度控制。
宝钢还注重对轧制过程中的温度和速度进行控制和调整,以确保产品的尺寸和表面质量。
最后,宝钢在热处理技术方面也进行了一系列研究和改进。
宝钢采用了先进的炉膛设计和恒温控制系统,以保证产品在热处理过程中的均匀加热和冷却,从而提高产品的强度和耐磨性。
总之,宝钢工艺技术的不断创新和改进,使得宝钢能够生产出高质量的钢铁产品,满足市场的需求。
宝钢不仅在我国钢铁行业中占据重要地位,也在国际市场上享有良好的声誉。
未来,宝钢还将继续加大对工艺技术的研究和改进力度,以适应市场需求的变化,保持自身竞争力的同时,为我国经济的发展做出贡献。
3.中厚板生产工艺流程3.1制订生产工艺流程的依据合理的生产工艺流程应该是在保证完成设计任务书中规定的质量和产量的前提下,具有最低的消耗、最少的设备、最小的厂面积、最低的产品成本,并且有利于产品质量的不断提高和将来的发展,具有较好的劳动条件和最好的经济效果。
制订生产工艺流程主要依据有以下几点:(1)依据生产方案的要求。
由于产品的产量、品种、规格及质量的不同,所采用的生产方案就不同,那么主要工序就有很大的差别。
因此,生产方案是编制生产工艺流程的依据。
(2)根据产品的质量要求。
为了满足产品技术条件要求,就要有相应的工序给以保证。
因此,满足产品标准的要求是设计生产工艺流程的基础。
(3)根据车间生产率的要求。
由于车间的生产规模不同,所要求的工艺过程的复杂程度也不同。
在生产同一产品的情况下,生产规模越大的车间,其工艺过程也越复杂。
因此,设计时生产率的要求是设计工艺过程的出发点。
3.2中厚板生产工艺流程的制订中厚板生产的一般工艺流程为:原料检查、原料清理、加热、除鳞、轧制、矫直、冷却、表面检查修磨、精整等工序。
本设计工艺流程如下图3-1。
图3-1生产工艺流程图3.2 中厚板生产工艺流程简述3.2.1坯料3.2.1.1坯料的选择用于生产中厚钢板的原料有扁钢锭、初轧板坯、锻压坯、压铸坯和连铸板坯几种。
本设计选用连铸坯。
原料尺寸的原则是:(1)原料的厚度尺寸在保证钢板压缩比的前提下应尽可能小。
(2)原料的宽度尺寸应尽量大,使横轧操作容易。
(3)原料的长度应尽可能接近原料的最大允许长度。
3.2.1.2 铸坯的材质中厚钢板的钢种有:碳素结构钢、优质碳素结构钢、碳素工具钢、低合金钢、弹簧钢、高速工具钢及其他各种合金钢。
不同材质的钢板的材质要求参照其相关标准来规定。
本设计采用低碳钢、低合金钢。
3.2.1.3 铸坯检查与清理(1)铸坯常见缺陷连铸板坯常见的缺陷有:表面纵裂纹、表面横裂纹、星状裂纹、皮下气泡和夹杂、鼓肚、内部裂纹、中心偏析和中心疏松、非金属夹杂等。