图形电镀边缘效应的研究
- 格式:pdf
- 大小:1.91 MB
- 文档页数:3
PCB加工过程中图形电镀“凹坑”产生原因和解决方法凹坑"是指图形电镀后在大铜面、线路、焊盘、金手指上出现的点状凹陷.在大铜面上出现的较轻微的"凹坑",用砂纸打磨平整,不影响外观、电气性能.但对线路、边接(焊)盘,尤其是金手指上的凹坑,用砂纸打磨难以整平,将影响其外观、插拔、焊接等,往往不能被客户接受.电镀"凹坑"问题不当,在全在线漫延,其损失报废是可怕的,对生产厂家来说,在生产的各工序严加把关,进行控制是至关重要的.以下是我们处理分析图形电镀最近发生"凹坑"的一些体验,供同行们参考.1.氯离子偏低.在高分散性硫酸盐光亮镀铜液中,加入活性强的氯离子,使阳极极化位提高,形成胶状的CuCl2吸附在阳极表面,抑制Cu-e→Cu+反应.如果氯离子偏低,则含磷铜电阳极在电解过程中因缺少CL-,而不能与Cu+化合形成胶体吸附在阳极表面,因而不能正常进行溶解,导致电镀铜层表面产生凹凸不平.2.光亮剂偏低.在酸性硫酸铜镀液中加入光亮剂,可电镀出平整光亮的镀铜层.光亮剂由多种成份组成,其中含有光亮剂、整平剂、润湿剂和分散剂.光亮剂是含硫的烷基或苯基磺酸盐类,对镀铜层起到光亮作用;整平剂能被吸附在阴极表面,尤其是微观凸出部位从而对电沉积起到抑制作用,使镀铜层平整.湿润剂、分散剂一般为非离子型表面活性剂,它能降低镀液的表面张力,起到湿润及对镀液相互扩散作用.3.镀液本身被油污及有机杂质污染.4.待图形电镀板不满足生产要求.例如,未电镀前覆铜板材凹凸不平,图形电镀不能把凹凸处电平整.其次,板面在图形电镀前被脏污污染或干膜显影不凈及干膜上的油污太多、粘在板上,按正常前处理难以去除污物,导致有污物在位置不能电镀上铜.5.图形电镀前处理液被污染或因浓度低,不足以去除板面的氧化、脏污.控制凹坑问题的途径针对凹坑产生的原因,结合公司设备及药水的情况,杜绝凹坑的发生,主要有以下几方面:1.按频率定期对镀铜液化验分析补加.如氯离子含量在40ppm以下图形电镀时,板面失去光泽、粗糙、凹凸不平.因氯离子含量较少,难免有误差,应根据平时做板质量的好坏及氯离子添加量多少的经验做参考.特别注意在清洗完铜球并电解预镀(拖缸),为生成新的阳极膜而消耗更多的氯离子.需把各成份调整到以下数值:硫酸铜为70g/l;硫酸100ml/l; 氯离子为70ppm;PCM光亮剂为3.0ml/l.2.按250ml/千安培.小时含量添加光亮剂,光亮剂消耗量的多少与温度、槽面的大小、打气量、碳芯过滤、电镀图形面积大小及镀铜厚度等因素有关,特别是电解预镀(扦缸)后光亮剂的补加,防止光亮剂的消耗量大于添加量,长时间导致光亮剂偏低,通过做赫尔槽片来确定光亮剂的被加量.3.当镀液中含有有机杂质及油污时,电解时板面沾到油污处不能电镀上铜,导致板面凹凸不平、粗糙,需定期采用碳芯过滤,去除镀液中的有机杂质及油污.4.控制好待图形电镀板的质量.如来料板面凹坑带到图形电镀工序,电铜不可能把凹坑整平.这时需在图形电镀前打磨平整.干膜显影不凈、板面残胶及板面脏污,按正常的图形电镀前处理,不能去除,致使某些位置不能电镀上铜,形成凹坑.5图形电镀线前处理液被污染或浓度低,难以去除板面氧化物、油污、脏污.对被污染的图形电镀前处理液应更换或对前处理各参数不在控制范围内时需进行调整,我们以除油浓度控制在200ml/l~250ml/l,粗化率在0.8um~1.0um,并且水洗充分干凈.小结从以上追踪结果可知,"凹坑"产生的根本原因是光成像图形转移工序保养不彻底造成.当然,产生"凹坑" 地原因还有很多.解决问题的途径也不一样.不管如何,作好图形电镀线点点滴滴的维护保养,控制也是至关重的.。
多物理场耦合研究电感线圈电镀铜苏世栋;冀林仙【摘要】采用多物理场耦合方法构建了电感线圈电镀铜模型,通过有限元分析获得了电感线圈电镀铜过程中铜离子浓度分布、线圈表面电流密度与镀层分布状况,探讨了象形阳极与阴阳极距离对镀层厚度分布的影响.数值模拟结果表明,采用象形阳极与绝缘挡板有助于提高线圈表面镀层的均匀性.当阴阳极距离较小时,采用象形阳极电镀铜,镀层极差降低为0.21μm,COV减小为0.5%.随着阴阳极距离的增加,镀层极差增大到9.5%,需要增加绝缘挡板来提高镀层均匀性.此时,镀层极差为0.14μm,标准偏差COV值为0.4%.%A model for copper electroplating on inductance coil was established based on multi-physics coupling technology. The characteristics of Cu2+ concentration distribution, current density of coil surface and thickness of copper electrodeposition were obtained by finite element analysis. The effects of pictographic anode and distance between anode and cathode on coating thickness distribution were discussed. The numerical simulation results show that it is helpful to improve the uniformity of copper electrodeposition on coil surface by adding pictographic anode and insulating baffle. When the distance between cathode and anode is small, the range of plating thickness is 0.21μm, the value of COV (Coefficient of Variance) is 0.5% under the condition of electroplating copper with pictographic anode. With the increase of the distance between the anode and cathode, coating thickness increased to 9.5%, and an insulating baffle was needed to improve the uniformity ofcoating. Then, the range of plating thickness is0.14 μm, the value of COVis 0.4%.【期刊名称】《电子元件与材料》【年(卷),期】2017(036)010【总页数】7页(P46-52)【关键词】印制电路;电感线圈;电镀铜;多物理场耦合;象形阳极;有限元分析【作者】苏世栋;冀林仙【作者单位】运城学院物理与电子工程系,山西运城 044000;运城学院物理与电子工程系,山西运城 044000【正文语种】中文【中图分类】O441.4信息、通讯、消费性电子产品制造业的快速发展,使电子产品日新月异,并朝着体积小、质量小、多功能的方向不断发展[1-2]。
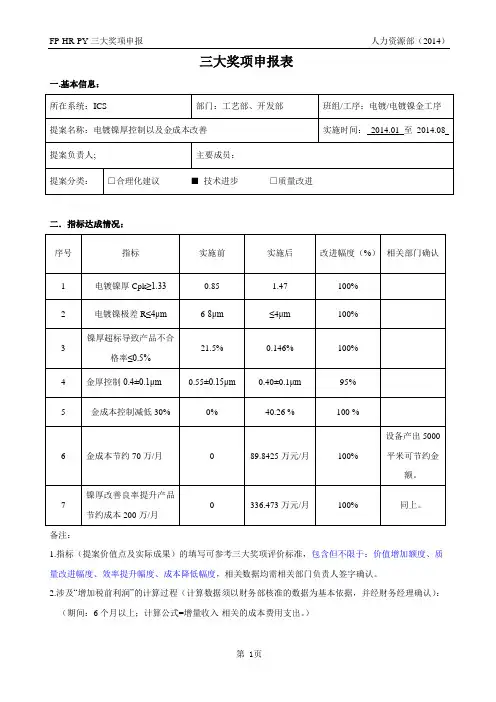
三大奖项申报表一.基本信息:二.指标达成情况:备注:1.指标(提案价值点及实际成果)的填写可参考三大奖项评价标准,包含但不限于:价值增加额度、质量改进幅度、效率提升幅度、成本降低幅度,相关数据均需相关部门负责人签字确认。
2.涉及“增加税前利润”的计算过程(计算数据须以财务部核准的数据为基本依据,并经财务经理确认):(期间:6个月以上;计算公式=增量收入-相关的成本费用支出。
)三.周边评价备注:周边评价部门为该提案实施以及应用中相关关联部门。
四.审核意见(详细内容请参阅总结报告):电镀镍厚控制以及金成本改善总结报告1.背景ICS封装基板电镀镍-金产品中,95%以上的客户对电镀镍金厚度以及手指宽度、间距提出明确的品质管控要求。
如手指宽度控制因客户工程文件要求存在一定制作难度以及前工序(蚀刻)制成能力偏差,这对电镀镍金工序的电镀镍厚控制提出更高要求。
ICS电镀镍金线设备初期电镀镍厚极差为6-8μm,这很难满足客户对电镀镍金产品的品质要求,使得前期电镀镍金产品因镍厚不合格产生大量报废,特殊产品报废率可达60%,制程能力低下。
因此改善电镀镍厚控制,提高镀镍制程能力具有积极的意义。
在封装基板生产过程中,金厚控制范围为0.3-1.0μm,金成本在整个ICS物料消耗中占据很大的组成部分。
因此通过提高镀金均匀性、优化板边设计、控制金厚以及减少金盐带出等手段对金成本控制具有非常显著以及积极的效果。
2.目标通过优化改善电镀镍厚控制,提高产品合格率,使得电镀镍极差R≤4μm,电镀镍镍金产品因电镀镍厚超标的报废率由最高50-60%降低至0.25%。
金成本减低30%左右。
实现电镀参数导入程序化、自动化,减少人为导入的错误,提高生产效率。
3.过程实施3.1电镀镍厚控制对电镀镍厚控制过程需结合电镀镍均匀性调整、飞巴与挂具间电镀镍厚偏差以及参数优化等过程。
其镍厚控制改善思路如下:3.1.1 电镀镍均匀性改善电镀镍均匀性提升主要通过改善设备几何尺寸、设计阴极挡板、阴极排布以及阴阳极相关位置。

电镀均匀性改善研究2008-8-15 17:02:04 源自: 作者:摘要:本文针对图形电镀线电镀均匀性不佳的状况,通过一系列细致的试验分析,完成了在缸体上部增加特定尺寸的阳极挡板,以及在浮槽侧面进行大小、间距适宜的开孔等改造措施,改善了该线的电镀均匀性,使其均匀程度由改善前的20.8%,提高到改善后10.3 %。
关键词:电镀均匀性;阳极挡板;浮槽1. 前言随着PCB 不断向轻、薄、短小高密度方向发展,给很多设备和生产工艺带来了更高要求。
其中线路板图形间距越来越小,而孔铜厚要求却越来越高,给图形电镀均匀性就提出了新的挑战。
我司旧图形电镀线在加工整板细密线路(最小间距3.5mil)的板子时,板边细密线路容易夹膜,导致报废。
且发现板上有规律的铜厚分布不均匀,导致半成品切片判断孔铜失误,不能有效对半成品的铜厚作出准确判断。
故决定对此线电镀均匀性进行专门测试分析,组织进行改善。
2. 测试说明:1)整个图形电镀线的电镀窗口为52×24(Inch2),深方向为24Inch;2)采用生益FR-4 板材,尺寸:24X24Inch2,2 块此尺寸板并排放置于电镀缸中进行测试;3)测试板距溶液表面0-1Inch,悬挂于溶液中间,不加分流条,22ASF,电镀60 分钟;4)深方向是指板子从镀液表面到溶液底部的方向;水平方向是指与阴极杆平行的方向;5)测量仪器采用的是德国Fischer 公司感应式表面铜厚测试仪,测量误差<0.5um;6)测试时每2×2Inch2 取一个测量点,用电镀后的铜厚减去电镀前的铜厚进行统计分析;7)因每进行一次测试,2 块板两面共有576 个数据,限于篇幅,文中只展示每次正面测量所作出示意图。
7 次测试的数据,作为附件,另附一个文档。
3. 改善目标:1)总体COV(标准偏差与总体平均值的比值百分数)<11%(业界参考标准为<=8-12%);2)深方向镀铜厚度平均差异(深方向极差)<3um。
边缘蚀刻快,中间蚀刻慢的边缘效应
边缘蚀刻快,中间蚀刻慢的边缘效应,是一种在制造业中常见的现象。
它指的是当物体的边缘进行蚀刻时,边缘部分的蚀刻速度比中间部分的蚀刻速度要快,从而造成边缘部分比中间部分更薄的现象。
这种边缘效应在很多领域都有应用,比如微电子制造中的光刻工艺,以及纳米技术中的纳米蚀刻等。
在这些应用中,边缘效应的存在是不可避免的,因为它与物体形状、材料特性等因素有关。
边缘蚀刻快,中间蚀刻慢的边缘效应的原因可以通过分子扩散理论进行解释。
在蚀刻过程中,蚀刻剂分子从溶液中扩散到物体表面,并与物体表面发生反应。
而由于物体表面积的不均匀分布,边缘部分的表面积相对较大,因此蚀刻剂分子在边缘部分的扩散速度比中间部分要快。
为了减小边缘效应对制造过程的影响,人们采取了一些措施。
例如,在光刻工艺中,可以使用较小的曝光剂量和较短的曝光时间,以减小边缘效应的程度。
此外,还可以调整蚀刻剂的浓度和蚀刻时间,以达到更加均匀的蚀刻效果。
边缘蚀刻快,中间蚀刻慢的边缘效应是制造业中一个重要的问题,对于制造高精度和高质量的产品具有重要意义。
通过深入研究边缘效应的机理,并采取有效的措施来减小边缘效应的影响,可以提高制造过程的稳定性和可控性,从而提高产品的质量和性能。
边缘蚀刻快,中间蚀刻慢的边缘效应是制造业中常见的现象,它与物体形状、材料特性等因素有关。
通过深入研究边缘效应的机理,并采取有效的措施来减小边缘效应的影响,可以提高制造过程的稳定性和可控性,从而提高产品的质量和性能。


电镀过程中的屏蔽效应全文共四篇示例,供读者参考第一篇示例:电镀是一种常见的表面处理工艺,通过在金属表面涂上其他金属层,以增强金属的性能、耐腐蚀性和美观度。
在电镀过程中,常常会出现屏蔽效应,即有些部分的金属很难被电镀,造成金属层的不均匀性。
今天我们就来探讨一下电镀过程中的屏蔽效应。
要了解电镀屏蔽效应的原因。
在电镀过程中,金属离子通过电解质导电,沉积到工件表面形成金属层。
由于工件表面的形状、大小和位置的不同,有些部分很难被金属离子所覆盖,造成了屏蔽效应。
有些凹陷处或细小的孔洞很难被金属覆盖,使得金属层的厚度不均匀。
在拐角处或者是曲线处,由于电场分布的原因,金属的沉积也不均匀,导致屏蔽效应的产生。
对于电镀屏蔽效应,需要有一些对策来解决。
可以通过设计工件的形状,避免出现凹陷或者细小的孔洞,使得金属离子能够较好地覆盖整个表面。
可以调整电解液的成分和温度,使得金属离子的沉积速度更加均匀,减少屏蔽效应的产生。
也可以通过使用专门的工艺设备,如遮盖剂或者电场分布器,来提高金属的沉积均匀度,减少屏蔽效应的影响。
还需要注意一些其他因素对电镀屏蔽效应的影响。
金属表面的清洁度和粗糙度会影响金属离子的沉积速度和均匀性,进而影响屏蔽效应的产生。
电镀过程中的电流密度和电场分布也会影响金属层的均匀性,需要进行合理的调节。
电解液的流速和搅拌方式也会影响金属沉积的均匀性,进而影响屏蔽效应的出现。
电镀过程中的屏蔽效应是一个常见的问题,但是可以通过合理的设计和选择工艺参数来解决。
通过对工件形状、电解液成分、工艺设备的调整和其他因素的考虑,可以减少屏蔽效应的影响,得到更加均匀和美观的金属层。
希望以上内容能够对大家有所帮助,如果有更多关于电镀屏蔽效应的问题,请继续关注我们的文章。
谢谢!第二篇示例:电镀是一种常见的表面处理过程,用于给材料表面镀上一层金属或合金以增加其硬度、耐腐蚀性和美观性。
在电镀过程中,往往会出现屏蔽效应,影响镀层的均匀性和质量。

板面电镀均匀性研究1. 前言电镀均匀性直接影响着图形转移时蚀刻的均匀程度。
3/3 线的制作已经成为一种瓶颈,如果电镀铜厚不均匀,会对蚀刻的均匀性产生很大的影响,从而造成线幼或间距过小。
印制电路板的高可靠性也对线路的质量和线路的均匀性提出了很高的要求,因此对电镀均匀性的研究显得非常重要[1]。
目前很多PCB生产厂采用传统的单点夹具,上板时板和板之间存在或大或小的间距,每块板上夹具的数量也不相同,分配到每块板上的电流大小也不尽相同,从而导致电镀铜厚的差别很大。
针对该问题,本实验从改变上板方式、夹具间链接方式等问题入手,对影响电镀均匀性的因素进行了研究,并根据实验结果对夹具进行更新设计,通过实验证明新夹具在改善电镀均匀性的合理性。
2. 实验部分本实验所用板材为双面板,板厚为1mm 左右,板面铜箔厚度为HOZ,裁成尺寸为16″×20″的样板。
2.1 上板:本实验根据板间距离分成两组,一组为板与板之间留有或大或小的空隙,另一组为板和板之间不留空隙,两块板紧靠。
在每组板中,又设计了四种不同的板间互连方式。
一种为板间不互连,作为对照;一种用铜箔包住板的上端,实现板与板间互连,夹具加在铜箔上;一种是在板下角钻孔后用铜丝将板连在一起;最后一种是将夹具用铜丝连在一起。
实验方案列于表1,各不同实验的上板方式和互连方式如图1 所示。
2.2 电镀:利用槽式垂直电镀线对上述8 组试板分别电镀,电镀参数为20ASF×48min,电镀过程中用钳表测各夹具上通过的电流。
2.3 数据采集及切片分析:每Panel 取9 个切片,切片位置如图2 所示。
每个切片X、Y 方向各读取5 个数据,这10 个数据的平均值作为该点的铜厚。
不同位置的铜厚进行板内偏差分析(X、Y 分别分析),9 个切片的平均值作为整板铜厚,整个飞靶上的板作板间偏差分析。
按纵向和横向将9 个位置的板厚分成3 组,分别统计各板板边和中心部位铜厚的差别。
印制电路信息2019NO.10图形形成Graphic f ormation碱性蚀刻线路锯齿状现象分析与改善叶土育楠宋伟涛陈斐健张辉已(博敏电子股份有限公司,广东梅州514768)摘要图形电镀板件蚀刻后线路边缘不规则凸起或凹陷,俗称"狗牙”现象,可能导致线路短路或开路,造成产品报废,特别是高频高速信号传输方面易造成信号干扰,影响信号准确性。
文章通过对图电板件线路、电镀、蚀刻等生产流程中影响因素进行分析,以解决实际生产遇到的线路狗牙问题。
关键词图形电镀;碱性蚀刻;线路狗牙中图分类号:TN41文献标识码:A文章编号:1009-0096(2019)10-0023-04Analysis and improvement of sawtooth status in alkalineetching linesYe Yunan Song Weitao Chen Feijian Zhang HuiyiAbstract Graphic electroplating plate etching after the line edge irregular bulge or sag,commonly known as"dog tooth"phenomenon,may lead to short circuit or open circuit,resulting in product scrapping,especially when the high-frequency high-speed signal transmission is easy to cause signal interference,which affects signal accuracy.In this paper,the influence factors in the production process of graph and plate wiring,electroplating and etching are analyzed to solvethe problem of line dog tooth encountered in actual production.Key words Graphic Plate;Alkaline Etching;Line Dog Teeth.0前言线路锯齿状,有时又叫"狗牙”,是指在线路板生产过程中,线路蚀刻完成后,线路的两侧边缘不平直,或凸出或凹进,成锯齿状或狗牙状PCB板按用途可大分为讯号板及电流板,现如今前者已占总量的60%左右。
电镀工艺管理——几何因素对电镀过程的影响电镀工艺管理——几何因素对电镀过程的影响(1)几何因素这里所说的几何因素,是指与电镀过程有关的各种空间要素,包括镀槽形状、阳极形状、挂具形状、阴极形状、制件在镀槽中的分布、阴阳极间的距离等,所有这些因素对电极过程都有一定影响,如果处理不当,有些因素还会给电镀的质量造成严重的危害。
①电解槽。
它是电镀过程进行的场所。
从表面来看,电解槽的大小、形状是决定电极及制品在槽内的分布的先天因素,但是,在许多场合,电解槽的大小和形状应该是根据制品的大小和形状来确定的。
目前电解槽的形状基本上是长方体为主,也就是由长宽高三个尺寸来确定一个槽体。
槽体一经确定,所有参数也就是确定的了。
②电极。
它包括阳极、作为阴极的挂具,它们的形状和大小也可以归纳为立方体,电极的几何因素还包括阳极与阴极的相对位置,还有挂具的结构和挂具上制品的分布。
阳极特别是带阳极篮的阳极和挂具,对于一个镀种或产品相对也是确定的。
③电镀产品。
它是构成阴极的一部分,对电镀来说,产品的几何形状是不确定的,是变动量最大的几何因素。
对于电解冶金和电解精炼,制品也就是阴极总是与阳极一样做成平板型。
当阴极和阳极成平行的平板状时,可以认为阴极上电流密度分布是接近理想状态的,也就是各部分的电流密度相等。
(2)几何因素影响的原理①一次电流分布。
在金属的电镀过程中,金属析出的量与所通的电流的大小是成正比的,同时还受电流效率的影响。
根据欧姆定律,影响阴极表面电流大小的因素,在电压一定时,主要是电阻。
而电解质溶液导电也符合欧姆定律,由于电镀过程涉及金属和电解质溶液两类导体,电流在进入电解质溶液前的路径是相等的,并且与电解质溶液的电阻比起来,同一电路中的金属导线上的电阻可以忽略,这样,当电流通过电解质溶液到达阴极表面时,影响电流大小因素就是电解质溶液的电阻。
由于阴极形状和制品的位置的不同,这种电阻的大小肯定是不同的,这就决定了一有电流通过阴极,其不同部位的电流值是不一样的。
纳米刻蚀工艺是微纳米技术领域的重要组成部分,其广泛应用于制造微电子、生物医学、光学、传感器等领域。
然而,刻蚀工艺中常常会出现边缘效应,这主要是由于刻蚀过程中材料去除的不均匀性所导致的。
本文将对纳米刻蚀工艺中的边缘效应进行分析,以期为相关领域的研究和实践提供参考。
首先,我们需要了解纳米刻蚀的基本原理。
刻蚀是通过物理或化学方法将材料从基底上剥离的过程,通常涉及离子注入、等离子体刻蚀、湿法腐蚀等手段。
在纳米尺度下,由于材料性质和结构的特殊性,刻蚀过程往往呈现出高度的局部性和不均匀性,导致边缘效应的产生。
边缘效应主要体现在以下几个方面:1. 边缘增宽:在刻蚀过程中,靠近边缘的材料去除速度通常会高于中心区域,导致边缘出现增宽现象。
这主要是由于边缘区域电场强度和离子注入频率的增加。
2. 形貌失真:刻蚀过程中,材料表面的几何形状会发生变化,导致边缘区域的形貌与预期不符。
这通常是由于刻蚀速率的不均匀性导致的。
3. 表面粗糙度增加:边缘区域的表面粗糙度通常高于中心区域,这主要是由于化学反应和物理损伤在边缘区域的集中。
针对这些边缘效应,我们可以采取以下措施来减小其影响:1. 优化工艺参数:通过调整离子注入剂量、反应气体浓度、刻蚀时间等参数,可以优化刻蚀过程,减小边缘增宽和形貌失真的程度。
2. 选择合适的刻蚀方法:不同的刻蚀方法对材料的适应性不同,选择适合的刻蚀方法可以减小边缘效应。
3. 引入掩膜技术:在某些情况下,可以在特定区域使用掩膜技术来控制刻蚀深度和宽度,减小表面粗糙度的差异。
总的来说,纳米刻蚀工艺中的边缘效应是不可避免的,但通过优化工艺参数、选择合适的刻蚀方法、引入掩膜技术等措施,可以减小其影响,提高产品质量和性能。
未来,随着纳米技术的不断发展,我们期待更多的研究能够深入探讨边缘效应的机理,为纳米刻蚀工艺的优化提供更多有价值的思路和方法。
电镀尖端效应
电镀尖端效应是指在电镀过程中,电流在工件表面凸角处形成浓缩,导致该区域镀层厚度比其他区域更高的现象。
这种现象主要由于电流在凸角处受到了电阻和电场的影响,使得电流线聚集在该区域,从而增加了镀层的沉积速率。
因此,电镀尖端效应不仅会导致镀层的厚度不均匀,还会使得凸角处的镀层结构和性能发生变化。
为了避免电镀尖端效应的影响,一般采用增加电流密度或调整电解液组成等方法来均匀沉积镀层。
此外,还可以通过改变工件表面形状或使用特殊的电极设计来减轻尖端效应的影响。
电镀尖端效应在工业生产和科学研究中具有重要的应用价值。
例如,在微电子和纳米技术领域,尖端效应可用于制备具有特殊形状和性能的结构,如纳米线、纳米柱和量子点等。
同时,电镀尖端效应也是研究表面电化学行为和金属腐蚀机理等问题的重要手段。
- 1 -。
1.什么叫镀液的分散能力?答:能使镀层金属在工件凹凸不平的表面上均匀沉积的能力叫镀液饿分散能力。
换句话说,分散能力是指溶液所具有的使镀件表面镀层厚度均匀分布的能力,也叫均镀能力。
2.什么叫镀液的覆盖能力?答:使零件深凹处镀上镀层的能力叫覆盖能力,或叫深镀能力,是用来说明电镀溶液使镀层在工件表面完整分布的一个概念。
3.影响分散能力和覆盖能力的主要因素有哪些?答:影响分散能力和覆盖能力的主要因素如下:(1)电镀槽的几何状态、电极的形状和大小、电极的距离、电极在槽中的装挂方式等几何因素;(2)基体金属的表面状况、开电方式、氢在基体金属上过电位的大小等;(3)阴极上的电流效率;(4)镀液的电导率;(5)阴极极化度。
4.如何提高镀液的分散能力和覆盖能力?答:采用如下措施可提高镀液的饿分散能力和覆盖能力:(1)合理装挂工件,使其处于最佳的电流分布状态下同时尽量避免折出的气体停留在工件的言孔或低洼处;(2)采用短时间的冲击电流,改善基体金属的表面状况,提高氢在基体金属上的过电位;(3)尽可能改善电极和电镀槽的几何形状,合理的调节电极之间的距离;(4)给工件加辅助极来改善电流分布;(5)改善阴极电流效率。
5.镀液中的电力线是什么?答:电镀溶液中正负离子在外电场作用下作定向移动的轨道叫电力线。
6.什么叫尖端效应?答:在工件或极板(总称电极)的边缘和尖端,往往聚集着较多的电力线。
这种现象叫尖端效应或叫边缘效应。
7.尖端效应对电镀有何影响?答:当工艺规范控制不严时,尖端效应往往会使产品的尖端或边缘产生镀层加厚、毛刺,或者烧焦等现象。
因此,我们应当尽量清除或控制尖端效应的影响,以保证产品质量。
8.如何减少或消除尖端效应,在实际操作时要根据不同的情况采取不同的措施;控制电流密度;调节镀液成分;添加合适的添加剂;改变镀液的PH值;给工件加辅助极;调节阴阳极间距离;改变阳极和电镀槽的几何形状;改变工件的悬挂方式和位置等。
9.什么叫冲击电流?答:在电镀开始时,用比正常电流密度大2~3倍的电流密度对工件进行短时间的冲击电镀所使用的电流叫冲击电流。
115
PCB Information
MA Y 2019 NO.3
图形电镀边缘效应的研究
文/广州兴森快捷电路科技有限公司 廉泽阳 陈蓓 李艳国
图形电镀生产中常存在铜厚、镍厚不均匀等问题,因整板高、低电流区差异造成板面与金属化孔壁镀层厚度差较大,部分孤立图形铜厚偏厚,给后续加工带来undercut、线宽公差过大等问题[1-4]。
目前,对于图镀镀层厚度不均所产生原因分析与机理研究尚少,本文依据静电场原理,对电镀边缘效应产生的过程和影响因素进行研究,针对不同图形电荷分布提出不同模型。
全板电镀的电力线分布类似于电容器静电场分布,中间电力线趋于均匀平行,边缘电力线趋于密集。
而图形电镀电力线分布则是根据图形分布情况重新分布,如图1、图2所示。
图形电镀电荷分布与电流密度、孤立距离和阴阳极距离有关。
根据每个因素影响的不同,建立如图3、4、5所示模型:
【摘 要】本文以理论分析为基础,依据静电场原理,对电镀边缘效应产生的过程和影响因素进行了研究。
根据不同图形的分布,建立了不同图形电荷分布模型。
研究发现,边缘效应的宽度与阴阳极距离有关,且符合X/d=0.5(X为阴阳极距离,d为边缘效应宽度);边缘效应的高度与电流密度有关,电流密度越大,边缘效应高度越大。
【关键词】图形电镀;边缘效应;阴阳极距离;静电场原理;电力线
第一作者简介:廉泽阳,男,硕士研究生,广州兴森快捷电路科技有限公司技术中心研发工程师。
0引言
1 图形电镀边缘效应模型建立
图1 全板电镀电力线分布情况
图2 图形电镀电力线分布
1.1 电流密度的影响
随着电流增大,阴极表面e -逐步增多,e -与e -之间产生相互排斥的库仑力(F=kQq/r 2),使得边缘e -居多,而阴阳极之间的e -与e +的吸引力使之趋于平衡,最终电力线分布表现为边缘密集(如图3)。
可见,边
缘效应的大小与电流密度有关。
2019年5月第3期
116
由图8可以看出,随着孤立线和大铜面距离的变化,孤立线的的铜厚依次增加。
当距离达到60mm 时,孤
图8 不同电流密度和不同距离条件下,孤立线与大
铜面铜厚比值趋势
2.1 电流密度对边缘效应的影响
分别采用电流密度为5、7、13ASF 对整板进行电镀,采用面铜测试仪对板面铜厚进行测量,剔除基铜值,整理结果如图6所示。
(边缘效应极限值=边缘铜厚/平均铜厚,边缘效应极限值即边缘效应高度)。
不同电流密度的边缘效应极限值满足:y= 0.03533x+1.13683(y:边缘效应极限值=边缘铜厚/平均铜厚,x:电流密度/ASF)。
实验结果表明,电流密1.3 阴阳极距离的影响
利用施瓦兹—克利斯多菲变换,可得出平行板电容器的静电场中的电势,进而得出边缘处的电荷分布、电场分布和电势分布。
当阴阳距离较小时,部分吸引力可抵消表面排斥力以达到平衡,当阴阳极距离增大,吸引力减小,排斥力增大,边缘电荷分布增多,边缘效应增大(如图5所示)。
进而可得X/d=0.5(X:边缘效应宽度 d:阴阳极距离)。
2模型验证与结果
图3 电荷分布情况
图4 图形电镀边缘效应产生过程
图5 不同阴阳极距离条件下电荷分布情况
图6 不同电流密度条件下边缘效应
图7不同电流密度边缘效应极限值
1.2 孤立距离影响
当图形与图形之间距离较近时,图形内表面e -相互排斥,同时,图形与图形边缘e -因近距离而产生排斥力,使得接近图形边缘的电子数少于图形另一边缘电子数。
随着距离再增大,达到各自孤立状态,图形与图形之间电荷不受排斥力影响,图形左右边缘电子数相等且平衡(如图4所示
)。
度越大,电流越大,阴极表面电荷越多,阴极边缘集中电荷越多,边缘效应越大。
同时,边缘效应宽度(距
板边距离)为固定值10cm,如图7所示。
2.2 孤立距离的界定
为统一面铜厚度,分别采用不同电流密度进行电镀。
采用金相显微镜对镀层厚度进行测量,结果统计如图8所示。
117
PCB Information
MA
Y 2019 NO.3本文依据静电场原理,对图形电镀边缘效应产生的过程和影响因素进行研究。
研究结果表明,图形电镀边缘效应跟图形间距离、电流密度和阴阳极距离有关。
边缘效应的宽度由阴阳极距离决定,符合X/d=0.5(X:边缘效应宽度,d:阴阳极距离);边缘效应
立线铜厚和大铜面铜厚的比值趋于平缓。
这是由于随着距离的增加,图形表面排斥力大于图形与图形边缘电荷排斥力,使得边缘铜厚越厚,当达到一定孤立距离时,图形与图形边缘电荷不发生排斥力作用,图形表面电荷达到平衡,铜厚不再增加。
因此,可界定出,不同电流密度条件下,图形完全孤立的极限距离约为60mm。
2.3 阴阳极距离对边缘效应的影响
采用电镀参数为7ASF *150min 对不同阴阳极距离条件下的整板进行电镀,采用面铜测试仪对板面铜厚进行测量,剔除基铜值,整理结果如图9、10所示。
本实验结果也符合X/d=0.5(X:边缘效应宽度,d:阴阳极距离)。
因此,缩短阴阳极距离,可减小边缘效应宽度,从而有效提高图形电镀均匀性。
图9 两极26cm距离下,边缘效应宽度和边缘效应高度趋势图
图10 两极20cm
距离下,边缘效应宽度和边缘效应高度趋势图
3 总结
的高度随电流密度的增加而增大,随距离的增加而增大。
参考文献
[1] 钟姚, 吴寿军, 汪海燕. 图形电镀均匀性改善研究[J]. 印制电路资讯, 2015(6):105-107.
[2] 李学明. 图形电镀铜层厚度的均匀性-辅助电极的位置在图形的周边缘[J]. 电子电路与贴装, 2005(3):4-10.
[3] 陈世金. 基于电镀均匀性改善的一些创新与改进[J]. 印制电路信息, 2016, 24(3):38-41.
[4] 田玲, 王卫文, 李志东. 不同间距精细线路图镀铜厚差异的探究[J]. 印制电路信息, 2009(S1):51-54.
[5] 谷长寿, 张颖, 曹力生. 平行板电容器边缘效应的研究[J]. 辽宁工业大学学报:自然科学版, 1994(3):80-82.
[6] Wan B Y, Zhang X S, Feng Q. Edge-effect in capacitance of non-parallel plate capacitor[J]. College Physics, 2012.
[7] 龙非池, 王慧. 基于Schwarz-Christoffel 变换的平板电容器电场电荷分布仿真[J]. 物理与工程, 2007, 17(06):25-27.
[8] Gilbarg D. A Generalization of the Schwarz-Christoffel Transformation[J]. Proceedings of the National Academy of Sciences, 1949, 35(35):609-12.
[9] Okubo T, Kodera T, Kondo K. Patterned copper plating layer thickness made uniform by placement of auxiliary grid electrode about ball grid arrays[J]. Chemical Engineering Communications, 2006, 193(193):1503-1513.
[10] 董久超, 王磊, 汤俊,等. 电镀层均匀性的Ansys 模拟与优化[J]. 新技术新工艺, 2008(11):114-117.
[11] 刘思远, 刘俊杰, 敖涛,等. 电流密度因子及其分布规律[J]. 应用基础与工程科学学报, 2004, 12(02):121-126.
[12] 刘太权. 电镀层均匀性的数值模拟及验证[J]. 电镀与环保, 2010, 30(02):11-13.
[13] 罗伟飞. 有关电镀均匀性问题[J]. 印制电路信息, 2012(10).。