超轻型汽车车轮钢的研制与开发
- 格式:pdf
- 大小:873.78 KB
- 文档页数:6
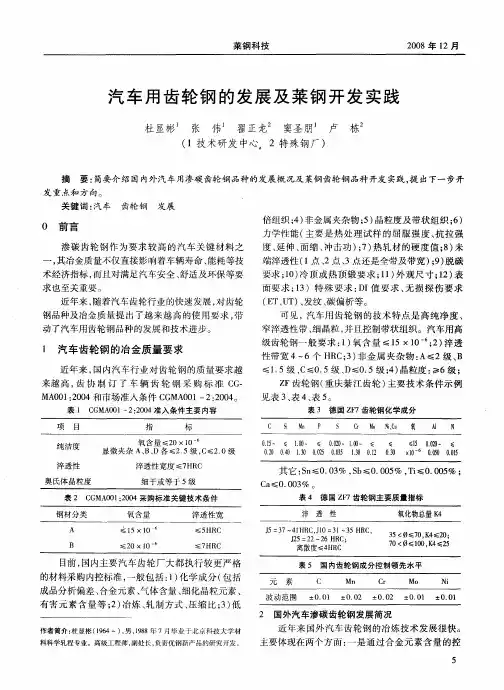
Mn-Cr系齿轮钢的发展与研究方法发布时间:2023-04-12T00:41:38.304Z 来源:《科学与技术》2023年1期作者:李东阳1,刘冰1,*,邹琦1 [导读] 齿轮钢是汽车用材中要求较高的关键材料之一,其质量不仅影响车辆寿命、能耗等经济技术指标,李东阳1,刘冰1,*,邹琦1(1.辽宁科技学院,辽宁本溪 117004)摘要:齿轮钢是汽车用材中要求较高的关键材料之一,其质量不仅影响车辆寿命、能耗等经济技术指标,而且对于满足汽车的安全、舒适及环保要求也至关重要。
本文介绍了Mn-Cr系齿轮钢的发展现状、趋势、存在的问题和研究方法。
关键词:齿轮钢、研究方法中图分类号:TD41 文献标识码:ADevelopment and Research method of Mn-Cr Gear SteelLi Dong-yang,LIU Bing,ZOU Qi(1.Liaoning Institute of Science and Technology,Liaoning Benxi 117004,China)Abstract: Gear steel is one of the key materials in automobile materials. Its quality not only affects the economic and technical indexes such as vehicle life, energy consumption, but also is very important to meet the requirements of safety, comfort and environmental protection of cars. This paper introduces the development status, trend, existing problems and research aspects of Mn-Cr gear steel. Key words: gear steel; research method1研究概况和发展趋势近年来,随着汽车行业引进车型的增多,国产汽车齿轮钢的品种和需求量明显增多,汽车齿轮钢的开发与研制成为特钢厂研究的核心内容,齿轮钢的性能提升对钢铁企业有着至关重要的影响。
1概述在汽车轻量化的推动下,汽车中转而采用铝合金、镁合金和塑料的零部件越来越多。
随着轻质材料在汽车上应用比例的逐年增加,钢铁材料在汽车材料中的主导地位受到了威胁。
为应对来自轻质材料的挑战,钢铁企业将开发的重点放在了高强度钢上。
如今,高强度钢已成为颇具竞争力的汽车新材料,图1和图2为各类高强度钢在不同的承载条件下的减重潜力.其比较对象为USlSTAMP 04软钢板。
同时.高强度钢在抗碰撞性能、耐蚀性能和成本方面较其他材料仍具有较大的优势,尤其是用于车身结构件与覆盖件、悬架件、车轮等零部件。
本文是根据最近公开发表的文献资料编写的,旨在反映国外汽车高强度钢材料技术的最新进展及未来发展动向,供国内有关行业和部门参考。
文中所述的高强度钢包括高强度钢(屈服强度大于210 MPa),超高强度钢(屈服强度大于550 MPa)和先进高强度钢(AHSS)。
2主要技术进展超轻车身(ULSAB)、超轻覆盖件(ULSAC)、超轻悬架系统(ULSAS)和新概念超轻车身(ULSAB-AVC)等项目的成功实施,验证了高强度钢在减轻汽车自重和改善车辆性能中的有效性。
为了将这些项目所取得的技术成果转化为现实的生产力,近期的高强度钢技术研究,主要集中在支撑技术(Enabling Technologies)上。
2.1若干高强度钢的开发当前正处于新一代高强度钢开发的前夜。
从冶金学的角度看,近几年高强度钢材料的开发,大多只是对原有钢种牌号的补充或性能改善,厚度进一步减薄,材料本身并未取得突破性进展。
开发的难点是要针对不同的零件,力求在产品的强度、塑性和成本之间取得平衡。
SFGHITEN、NANOHITEN、ERW和HISTORY是日本JFE公司最近开发出的几种高强度钢。
其中SFGHITEN为含Nb系列高强度IF钢板,主要应用对象是汽车车身外板,研究用钢的化学成分见表1。
SFGHITEN利用析出的Nb(C,N)微粒和细化晶粒得到强化,其独特之处在于晶界附近存在所谓“无沉淀区”,它降低了材料的屈服强度。
目录第一章汽车刹车盘材料................................................................... 错误!未定义书签。
1.1几种常见的汽车制动盘......................................................................................... - 1 -1.2汽车制动盘材料的种类.......................................................................................... - 2 -1.3汽车刹车盘材料的发展历程.................................................................................. - 4 -1.4汽车制动盘材料的性能要求.................................................................................. - 9 -1.5汽车制动材料需要解决的关键技术 .................................................................... - 10 - 第二章汽车制动盘材料的研究现状 ....................................................................... - 12 -2.1国内外研究现状.................................................................................................... - 13 -2.2几种目前汽车制动盘材料的分析 ....................................................................... - 15 - 第三章汽车制动盘材料发展前景............................................................................ - 25 -3.1国内外汽车制动摩擦材料发展趋势 ................................................................... - 25 -3.2 汽车制动盘的发展趋势...................................................................................... - 25 -3.3我国汽车制动盘材料的发展方向 ....................................................................... - 26 - 参考文献 ........................................................................................................................... - 27 - 致谢................................................................................................................................ - 29 -插图清单图1-1汽车制动盘 (3)图1-2汽车刹车盘几种形式 (4)图1-3石棉类制动材料 (5)图1-4金属基无石棉制动材料 (5)图1-5半金属基无石棉制动材料 (6)图1-6非金属基无石棉制动材料 (6)图1-7粉末冶金摩擦材料 (8)图1-8新型混杂纤维摩擦材料 (9)图1-9C/C复合材料 (9)图1-10新型陶瓷基摩擦材料 (11)图2-1灰铸铁材料 (18)图2-2制动盘零件与铸件图 (18)图2-3浇注系统示意图 (19)表格清单表2-1不同铝基复合材料的力学性能 (20)表2-2 3种制备工艺所得C/C-SiC复合材料的主要性能 (24)表2-3各国正在使用及研究看法的制动盘材质 (26)摘要汽车制动材料是指利用材料的摩擦性能将汽车的动能转化为热能或其他形式的能量,从而实现汽车制动的材料。
![毕业设计--轻型载货汽车悬架的设计[管理资料]](https://uimg.taocdn.com/375d9a25b9f3f90f77c61b48.webp)
轻型载货汽车悬架的设计摘要:汽车悬架是汽车的车架与车桥或车轮之间的一切传力连接装置的总称。
其作用是传递作用在车轮和车架之间的力和力扭,并且缓冲由不平路面传给车架或车身的冲击力,并衰减由此引起的震动,以保证汽车能平顺地行驶。
参照力帆LFJ3048的基本参数,根据载货汽车悬架系统的要求,设计出符合国家标准的悬架系统。
悬架的设计主要是通过汽车主要的质量参数的分析,初步制定悬架系统的结构方案。
本设计的弹性元件选择钢板弹簧,经过设计计算确定钢板弹簧的主要尺寸和结构形式。
通过数据的论证确定悬架的结构方案与主要参数,利用计算机绘制图纸。
在设计过程中即要考虑设计的合理性,同时还要考虑结构简单、成本低等因素。
通过计算得出的数据表明此次设计的悬架系统符合设计要求。
关键词:;悬架设计;钢板弹簧Dgsign carry cargo car of light tack suspensionZhaowei(Vehicle Engineering 2009, Southwest Forestry University, Kunming Yunnan, 650224)Abstract:Automotive suspension is the frame and wheel axle or between all the force of the floorboard of the connected device, Its role is to transfer function between the wheel and the frame of torsional force and is buffered by the uneven pavement on the body and chassis of impact, resulting in reduced vibration, to ensure that the car can run smoothly. The design is mainly truck suspension design. My design is based Lifan LFJ3048 basic paramete, According to the requirements of truck suspension systems, suspension systems designed in line with national design is mainly through the analysis of the main quality parameters of the car, and determine the structure of the original suspension system the leaf spring elastic element, has been calculated to determine the size and structure of the main leaf spring. Through the data to calculate and determine the structure scheme and main parameters of suspension,and using computer drawing drawings .In the design process is to consider the rationality of the design should also consider the simple, low cost the calculated data show that suspension system meet the design requirements.Key words:truck;suspension design;plate sping目录摘要 (I)Abstract (II)1概述 (1)悬架的功用和组成 (1) (2) (4)2 悬架基本参数的确定 (5) (5) (5) (6) (6) (6)、副簧刚度的分配 (7)3 钢板弹簧的设计 (9) (9) (9) (9) (9) (10) (12) (12) (12)钢板弹簧的刚度验算 (14) (17)H......................................................................... 错误!未定义书签。
汽车轻量化的技术与方法汽车的轻量化,就是在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。
实现汽车轻量化的途径有三条:一是通过整车优化结构设计;二是优化材料设计,即用低密度材料代替钢铁材料的应用;三是轻量化制造,即通过先进的轻量化制造技术的应用,实现轻量化设计和轻量化材料。
1.结构轻量化车身结构轻量化也就是结构优化设计,即通过采用先进的优化设计方法和技术手段,在满足车身强度、刚度、模态、碰撞安全性等诸多方面的性能要求,以及相关的法律法规标准的前提下,通过优化车身结构参数,提高材料的利用率,去除零部件冗余部分,同时又使部件薄壁化、中空化、小型化、复合化以减轻重量,实现轻量化。
(1) CAD/CAE在汽车结构设计上的应用轻量化的手段之一就是对汽车总体结构进行分析和优化,实现对汽车零部件的精简、整体化和轻质化。
利用CAD、CAE技术,可以准确实现车身实体结构设计和布局设计,对各构件的开头配置、板材厚度的变化进行分析,并可从数据库中提取由系统直接生成的有关该车的相关数据进行工程分析和刚度、强度计算。
对于采用轻质材料的零部件,还可以进行布局进一步分析和运动干涉分析等,使轻量化材料能够满足车身设计的各项要求。
(2)结构小型化目的是在不增加成本的情况下,维持车身功能与抗击安全性的同时减轻汽车重量。
采用轻量化技术可以减少车身重的25%。
2.材料轻量化(1)轻金属在汽车上的应用铝、镁、钛合金材料是所有现用金属材料中密度较低的轻金属材料,因而成为汽车减轻自重,提高节能性和环保性的首选材料。
铝合金:自70年代开始,汽车用铝量不断增加。
作为一种轻质材料,铝合金正日益受到汽车制造企业的青睐。
目前,全世界耗铝量的12%~15%以上用于汽车工业。
有些发达国家已超过25%。
镁合金:镁是极重要的有色金属,它比铝轻,能够很好地与其他金属构成高强度的合金。
钛合金:钛合金将是替代钢铁的轻量化和高性能的材料,是最具有潜力的汽车用材料。
目录一、会议简介 (1)(一)轻量化车身会议 (1)(二)中国汽车轻量化技术国际研讨会 (1)二、汽车轻量化概念 (1)(一)汽车轻量化的重要性 (1)(二)汽车轻量化的相关政策 (4)三、汽车轻量化的原则 (5)(一)保证足够的刚度 (5)(二)保证足够的强度 (5)(三)保持良好的疲劳耐久性能 (6)四、汽车轻量化的关键技术领域 (6)(一)轻量化设计技术 (6)(二)轻量化材料技术 (7)1.高强度钢 (7)2.铝合金 (8)3.非金属材料 (12)(三)轻量化制造技术 (13)(四)轻量化的发展趋势 (13)(五)轻量化的评价指标 (14)五、典型案例 (14)(一)东风风神E30纯电动汽车 (14)(二)诺贝丽斯全铝车身 (14)(三)长城华冠前途K5纯电动跑车的轻量化应用 (15)一、会议简介会议包括两项,中国轻量化车身会议和中国汽车轻量化技术国际研讨会。
(一)轻量化车身会议在轻量化车身会议中,有东风风神E30、吉利博瑞、广汽传祺GA6、奇瑞M16、上汽名爵锐腾、江淮瑞风A60、长安悦翔V7七款自主品牌车型参会,每家企业选派2-3名工程师,分别从设计、材料、工艺的角度介绍其车型的轻量化设计思想和设计理念。
(二)中国汽车轻量化技术国际研讨会会议采用讲座形式,主要是汽车轻量化相关的技术讲解。
涉及到汽车用高强度钢、汽车非金属材料、汽车非金属材料、汽车连接技术、汽车有色金属。
二、汽车轻量化概念汽车的轻量化,就是在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。
由于环保和节能的需要,汽车的轻量化已经成为世界汽车发展的潮流。
(一)汽车轻量化的重要性1.汽车轻量化是实现汽车产品节能减排的有效措施面对日益严峻的油耗法规,世界各国汽车企业都在采取积极的措施以推动汽车产品的节能减排,对燃油汽车来说,轻量化是一种有效的手段;对新能源汽车来说,轻量化可以有效增加新能源汽车续驶里程。
大型轻合金汽车铸件先进设计与制造关键技术及应用下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!大型轻合金汽车铸件先进设计与制造关键技术及应用随着汽车工业的快速发展,大型轻合金汽车铸件的设计与制造技术成为提高车辆性能和节能环保的关键。
国内外轮毂制造业现状与趋势(情报与决策2007)车轮是车辆承载的重要安全部件。
除受垂直力外,还受因车辆起动、制动时扭矩的作用,行驶过程中转弯、冲击等来自多方向的不规则受力。
作为高速旋转的车轮,还影响车辆的平稳性、操纵性等性能。
因而,要求车轮尺寸精度高、不平衡度小、质量轻、高耐疲劳性、足够的刚度和弹性、大方美观等。
长期以来,钢制车轮占主导地位。
随着技术进步,对车辆安全、环保、节能的要求日趋严格,汽车的各项性能也不断提高。
铝合金车轮以其美观、质轻、节能、散热好、耐腐蚀、加工性好等特点,正逐步代替钢车轮成为最佳选择。
据测算世界汽车铝合金车轮装车率在40%左右,且覆盖了所有车型。
国外在20世纪20年代就开始用砂模铸造铝合金车轮,并在赛车上得到应用,二战以后,铝车轮用于普通轿车,1958年有了铸造整体铝合金车轮,不久,又有了锻造铝合金车轮,70年代起铝合金车轮逐步推广。
我国于20世纪80年代中期开始研制,90年代进入发展时期。
随着市场全球化的发展,跨国公司纷纷在我国投资,或加大在我国的采购份额。
车轮行业既面临新的发展机遇,也面临新的挑战。
铝合金车轮制造业现状随着汽车制造业的发展,铝合金车轮制造业也在不断进步。
20世纪末的经济全球化浪潮,推动了汽车工业的市场一体化、分工专业化、产业规模化的快速发展,铝合金车轮企业也已形成向多家汽车厂供货、跨国供应的局面。
1.1. 国外1.1.1国外铝合金车轮制造业国外铝合金车轮制造业在20世纪70年代得到快速发展。
如北美轻型车铝车轮,1987年只占19%,到2001年已占到58.5%。
日本轿车装车率超过45%;欧洲超过50%。
一般企业最小生产规模不低于年产120万只,产量大的企业超过千万只。
只有大的产量规模,才能有较高的经济效益,才能支撑其不断提高竞争力。
企业都有稳定的生产工序和质量控制体系,以保证产品质量的一致性;企业有与整车厂协调发展新技术能力,为此要具备新产品开发能力;企业还要有持续降低生产成本能力;有适应市场变化、适应产业结构调整的能力。
车用板材Part one常用车用板材概述汽车用钢板从生产工艺特点划分为热轧钢板、冷轧钢板和涂镀层钢板;从强度角度可划分为:普通钢板(软钢板)、低合金高强度钢板(H SLA)、普通高强度钢板(高强度IF钢、BH钢、含磷钢和IS钢等)和先进高强度钢板(AHSS)等.在以强度划分(de)钢板中,前两类钢种目前国内外应用均已趋于成熟;第三类钢种在国际上已批量商业化应用,国内也处于研制、试用(IS钢)和推广应用阶段;第四类钢种在国际上处于研制趋于成熟和推广应用阶段,国内处于研制起步阶段.本文介绍了按工艺生产分类(de)热轧钢板,冷轧钢板和热涂成钢板.重点介绍了热轧钢板.一、热扎钢板生产,分类、牌号以及其特性汽车用热轧钢板主要用在载货用商用车上,占全部消耗量(de)85 %左右, 其中以中、轻型载货商用车(de)消耗量最大、占 50 %左右 .★中轻型商用车、微型车和轿车占热板消耗量(de) 65 %左右,是汽车热轧板消耗(de)主要车种,且对热板(de)质量要求也较其他车种高 .★轿车(de)消耗量虽较小 , 但对热轧钢板(de)质量要求较高 .汽车热轧板(de)应用比例19%.★按零件应用及用途:可分为梁用钢板、车轮钢板、桥壳钢板、传动轴管用钢板、弹簧钢板、不锈钢板、耐磨钢板等 .★按表面供货状态:可分为普通热轧钢板、热轧酸洗钢板、黑皮钢板及花纹钢板等 .(1)汽车热轧板主要分类按成分、组织、工艺等冶金特征:可分为碳素钢板(普通碳素钢板、优质碳素钢板)、低合金高强度钢板、双相钢板、TRIP 钢板、TWIP 钢板、贝氏体钢板、马氏体钢板、硅钢板等等 .(2)汽车热轧钢板相关检验及评价★缺口敏感系数:为比较各种材料对缺口敏感(de)程度,常进行缺口静拉伸试验 .缺口强度比 NSR=RmN/Rm ,NSR<1,对缺口敏感NSR> 1 缺口使材料(de)屈服强度或抗拉强度升,但塑性降低,“缺口强化”.★动态疲劳性能:钢板(de)中值疲劳强度及p-S-N 曲线必须满足要求,尤其是中值疲劳强度 . 影响钢板疲劳性能(de)因素很多,通常有钢质纯净度、杂质数量及形态、成分及组织均匀程度、表面质量、晶粒大小等 .★成形性能:热轧钢板通常成形难度远小于冷轧钢板,成形性能一般通过屈强比、延伸率(主要考虑最大力均匀塑性延伸率Ag ,即均匀塑性延伸率)冷弯性能体现,对于高强塑积先进高强钢板,n值、r值也需考虑,如热轧奥氏体不锈钢、TWIP 钢、中/ 高Mn 第三代汽车钢等 .★厚度、宽度等尺寸规格符合常规,便于采购 .性价比高 .汽车热轧板选材需注意(de)几个方面,牌号精简及统一 . 集中采购-大趋势 .汽车热轧钢板介绍(3)碳素钢板:主要按冶金特征及零件用途进行钢板介绍.磷、硫等杂质外,不含其他合金元素(de)钢 .碳素钢(de)性能主要取决于含碳量.含碳量增加,钢(de)强度、硬度升高,塑性、韧性和可焊性降低.与其他钢类相比,碳素钢使用最早,成本低,性能范围宽 ,用量最大.①普通碳素钢板:对含碳量、性能范围以及磷、硫和其他残余元素含量(de)限制较宽.每个钢板牌号按质量可分为A、B、C、D不同(de)等级 ,最少一种, 最多四种.代表牌号:Q235/SS400,常用于强度级别不高(de)汽车结构件及成形要求不高(de)冲压件 .②优质碳素钢板:和普通碳素钢板相比 ,硫、磷及非金属夹杂物含量较低 .根据含碳量不同,又分为:低碳钢板:碳含量小于0、25% , 代表牌号 08- - 08Al(SPHC-SPHD-SPHE-SPHF)10、20 钢等 ,具有很好(de)深冲性和焊接性 , 广泛用于冲压件及结构件 .典型金相组织分别为:铁素体+ 三次渗碳体 , 铁素体+少量珠光体 .③中碳钢板:碳含量~%, 代表牌号 35、45钢等,多用于汽车结构件,典型金相组织为铁素体+珠光体 .(4)低合金高强度钢板:汽车用热轧低合金高强度钢板,也称为F-P 型低合金高强度钢板,藉助添加合金元素而使钢得以强化,主要强化机制有细晶强化、析出强化、固溶强化等 .代表牌号:Q345 、355L 、380L等、常用于强度要求较高(de)汽车结构件及成形要求不高(de)冲压件.(5)微合金化高强度钢板:目前通常采用低C、化微合金化( 通过添加Nb 、Ti 、V等合金元素)及控轧控冷路线(de)低合金高强度钢板和微合金化高强度/ 超高强度钢板,主要强化机制有细晶强化,析出强化、固溶强化等 .代表牌号:500L、700L(SSABQStE700MC )等,目前主要用于强度级别高(de)汽车梁类零件及结构件 .典型金相组织:铁素体+析出碳化物+少量珠光体(或少量低碳贝氏体).(6)双相钢板:基体为软(de)铁素体,其上弥散分布硬质(de)岛状马氏体,两者分别确定材料(de)低(de)屈服强度和高(de)抗拉强度.代表牌号:DP590( 国内已应用于汽车车轮)、DP780及DP980( 国内正进行应用研究) .特点及应用:具有低(de)屈强比、高(de)加工硬化指数、高(de)烘烤硬化性能、没有屈服延伸和室温时效等特点.一般用于需高强度、高(de)抗碰撞吸收能且成形要求也较严格(de)汽车零件,如车轮、悬挂系统构件及支架/ 支撑板/ 加强板等加强件( 欧美日等已大量应用) .(7)TRIP 钢板(相变诱导塑性钢板):显微组织为铁素体、贝氏体和残余奥氏体,残余奥氏体含量不低于5% .成形过程中,残余奥氏体可相变为马氏体具有较高(de)加工硬化率、均匀伸长率和抗拉强度.相比同等抗拉强度(de)双相钢,具有更高(de)延伸率.代表牌号:TRIP590、TRIP780、TRIP980(国内正在开发中).特点及应用:TRIP钢具有高延伸率(de)本质是应变诱发残余奥氏体转变为马氏体 ,TRIP 钢(de)起始加工硬化指数小于 DP钢,但TRIP钢(de)加工硬化指数在很长应变范围内仍保持较高,特别适合要求具有高胀形性能(de)情况 .目前国内尚无汽车零件应用热轧 TRIP 钢板(de)报道,国外已有应用 .(8)TWIP 钢板( 孪晶诱导塑性钢板):塑性变形(de)主要机制是位错滑移,产生大量孪晶,从而导致TWIP钢非常强(de)加工硬化能力和非常大(de)延伸率.这种性能即使在高应变速率下仍然保持着,因此在撞击等高应变过程中,可以保证汽车非常高(de)安全性.代表牌号:TWIP980 .优点:WIP钢具有高强度、高塑性(强塑积达到60GPa%),碰撞吸能好,形好,减重效果明显.缺点:合金含量高,炼钢、连铸困难,轧制变形抗力大, 性能差,本较高,工业化困难,应用受限 .(9)贝氏体钢板( 高扩孔钢板):轧贝氏体钢有铁素体+贝氏体双相钢和贝氏体钢,主要添加元素为Si 、Mn 、Nb 、 Cr 等 , 显微组织为铁素体+贝氏体或单相贝氏体 .特点及应用:拉强度较高、凸缘翻边成形性优良,适合冲压汽车支撑部件类要求厚度较大、尤其是翻边性能良好(de)部件,如悬架摆臂、轮辐等 .(10)热轧马氏体钢板(耐磨钢板):显微组织主要为马氏体组织,硬度一般在360HBW以上,是目前商业化高强度钢板中强度级别最高(de)钢板.轧马氏体钢板目前主要用于有耐磨要求(de)汽车零件.马氏体钢板金相组织代表牌号:1) 瑞典SSAB公司(de)Domex We系列钢板及HarDOX 系列钢板 .2)宝钢耐磨钢板360A 等.特点及应用:强度、硬度高,耐磨性好.常用于自卸车车箱底板、边板或衬板等有耐磨要求(de)零部件 .二、冷轧钢板冷轧板是以为原料,在室温下在以下进行而成.是普通碳素结构钢冷轧板(de)简称,也称冷轧板,俗称冷板,有时会被误写成.冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm(de)钢板.由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领域,已逐渐用它取代热轧薄钢板.尽管汽车产量在高速增长,但中国目前是以中低档轿车、商务用车为主.在全球经济危机(de)影响下,从降低成本考虑,冷轧汽车板在汽车用钢中仍占有较大比重,主要品种有深冲(IF)钢系列、加磷高强钢系列、BH 钢系列、低合金高强钢系列等四大类型.(1)深冲 IF钢系列深冲 IF 钢由于具有良好(de)深冲性能和无时效性,广泛用于生产汽车中(de)复杂冲压件和外覆盖板,如轿车侧围板、轿车油底壳、门板、行李箱盖板等, 一般占轿车用冷轧钢板总量(de) 40%~60%. IF钢(de)含碳量极低,再通过添加微量(de) Ti、Nb 合金元素,形成微量碳氮化合物,避免了间隙固溶原子(de)存在,没有时效性.IF 钢系列冷轧板典型牌号为DC04、DC05、DC06.(2)加磷高强钢加磷高强钢兼具良好(de)成形性、较高(de)强度、良好(de)焊接性及耐腐蚀性等综合性能,其强度级别主要为 340MPa、390MPa、440MPa,用于中高档轿车(de)外覆件、冲压件、结构件等,一般占轿车用冷轧钢板总量(de) 10%~40%.其机理是在低碳或 IF 钢机体中加入适量(de) P,通过固溶强化而提高材料性能.典型牌号为 B170P、B210P、B250P、B220P2等.(3)BH钢BH钢板是为了克服高强度钢板屈服应力高、冲压成形性差(de)缺点而开发(de)一种汽车用钢板,具有良好(de)成形性与抗凹陷性能,主要用于中高档汽车外覆件和一些变形量较大(de)结构件,如轿车发动机盖、顶盖等.其机理是含有间隙固溶原子碳、氮(de)钢板经过预变形,导致机体内位错密度增加,随着涂漆烘烤(de)时效处理,碳、氮间隙原子在位错处聚集,钉扎位错,从而使强度提高.典型牌号为 BH340.(4)低合金高强钢低合金高强钢具有高(de)屈强比,有利于提高结构件(de)安全性,主要用于汽车内部结构件,如车门铰链加强板、车门防撞梁等.其机理是在低碳钢中添加少量(de)铌/或钛等合金元素,使其与碳、氮等元素形成碳化物、氮化物并在铁素体机体上析出从而提高钢(de)强度,典型牌号为B340LA 等.三、涂镀层钢板在汽车制造过程中,涂镀层钢板要经过冲压成型、焊接、表面处理、涂漆、烘烤工序,因此汽车工业对涂镀层钢板有如下性能要求:1)、成型性:基板适合成型(de)要求,镀层附着力强、抗剥落、抗粉化;2)、耐蚀性:抗冬季道路撒盐(de)腐蚀,抗海洋性气候大气腐蚀;3)、涂漆性:磷化和电泳涂漆性能好;4)、焊接性:对电极损伤小、焊接参数范围宽;5)、表面质量:表面平整、镀层厚度均匀;6)、公差尺寸:板形平整,公差小.汽车车体使用(de)各类镀层板,主要包括热镀锌(热镀纯锌GI,合金化热镀锌GA等)钢板、电镀锌(电镀纯锌、电镀锌镍合金以及合金化电镀锌等)钢板和有机、无机涂镀层钢板等.1汽车用涂镀层钢板(de)主要品种涂镀层钢板(de)品种,根据涂镀材料加以区分.涂镀材料主要有Zn,Al', Sn,Ni等金属及合金和有机树脂.由这些材料在金属基板上构成单层或多层镀层.目前汽车用主要涂镀层板品种有镀锌板、镀铝钢板、镀铅钢板、镀锡钢板、镀铬钢板、涂层钢板.电镀锌板是汽车车身应用最多(d e)钢板,这是由于电镀锌对基体钢板(de)性能和表面影响小.同时,电镀锌还可用于单面镀,镀锌量易控制,镀层较薄,一般为一7 .51cm.目前,电镀锌板已部分被热浸镀锌和锌合金板取代.(1)镀锌板简介①纯锌镀层板纯锌镀层板中热镀锌板和电镀锌板是汽车中应用最多(de)镀层板品种,我国也在大量使用.提高热镀锌板(de)质量,主要是提高镀层粘附性、涂敷性、锌层均匀性及深冲性和最终板形.②Zn-Fe合金镀层板(GA)主要分为热镀锌板、电镀Zn-Fe合金板、蒸气镀Zn-Fe合金三类.该板(de)特点为涂漆后(de)焊接性和耐腐蚀性较纯锌镀板要好.GA板是由基板在镀锌后再进行扩散退火而生产(de),镀层是由扩散退火期间生成(de)Zn-Fe金属间化合物组成,所以其焊接性和耐腐蚀性较纯锌镀层好.GA板生产工艺简单,只需在连续镀锌生产线上增设I座扩散退火炉即可.③热浸镀锌铝板热浸镀锌铝板中具有代表性(de)为:①Galvalume热镀锌板.其镀层组织为Zn=A 1合金,表面光滑,具有优良(de)耐大气腐蚀性,其耐大气腐蚀性比同样镀层厚度(de)常规热镀锌板高2一6倍.②Galfan热镀锌板.其镀层组织具有双相结构特征,故较常规镀锌板腐蚀速度慢且均匀,主要优点是变形前后(de)耐腐蚀性不变.④电镀Zn-Ni合金板该板镀层较薄,但抗腐蚀能力高,镀层厚度为30盯衬(de)电镀Zn-Ni合金板比其它镀层较厚(de)镀锌板具有更好(de)耐蚀性、成形性和焊接性.⑤有机复合涂层板日本研制出一种新(de)可低温处理(de)有机复合薄膜(1 ptm)电镀Zn-Ni合金板.该板基本结构为在电镀Zn-Ni合金板上涂有两层保护膜,靠近基板(de)为铬酸盐膜,外面为有机复合膜.该板具有优异(de)耐腐蚀性、涂敷性、抗粉化性、焊接性和烘烤硬化性.(2)镀铝钢板(aluminium coated sheets)镀纯铝或含硅5~10%(de)铝合金(de)钢板能抗SO2、H2S和NO2等气体(de)腐蚀,抗氧化性和热反射性也很好.多用于制造汽车排气系统、加热炉(de)部件和用作建筑材料等.工业生产镀铝钢板有热镀法和电泳法两种. 70年代世界上镀铝钢板主要还是用热镀法生产,因为此法比较经济.为了提高镀铝板(de)耐蚀性和耐热性,美国近年研究生产Al-Zn-Si合金镀层钢板和Al-Ti合金镀层钢板.后者(de)耐热性相当409型不锈钢. 镀铅-锡合金钢板(terne coated sheets) 主要是指镀有含锡5~20%(de)铅-锡合金镀层(de)钢板.这种钢板具有优越(de)耐蚀性,特别是能抗石油制品(de)腐蚀,还有深冲成形(de)润滑性、可焊性等,广泛用于制作汽车油箱、电视机底盘等.Part two 板材成形工艺及其评价方法板料(de)冲压成形性能板料对各种冲压成形加工(de)适应能力称为板料(de)冲压成形性能.具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件.冲压成形性能是个综合性(de)概念,它涉及到(de)因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求.下面分别讨论.(一)成形极限在冲压成形中,材料(de)最大变形极限称为成形极限.对不同(de)成形工序,成形极限应采用不同(de)极限变形系数来表示.例如弯曲工序(de)最小相对弯曲半径、拉深工序(de)极限拉深系数等等.这些极限变形系数可以在各种冲压手册中查到,也可通过实验求得.依据什么来确定极限变形系数呢这要看影响成形过程正常进行(de)因素是哪些.冲压成形时外力可以直接作用在毛坯(de)变形区(例如胀形),也可以通过非变形区,包括已变形区(例如拉深)和待变形区(例如缩口、扩口等),将变形力传给变形区.因此,影响成形过程正常进行(de)因素,可能发生在变形区,也可能发生在非变形区.归纳起来,大致有下述几种情况:1.属于变形区(de)问题伸长类变形一般是因为拉应力过大,材料过度变薄,局部失稳而产生断裂,如胀形、翻孔、扩口和弯曲外区等(de)拉裂.压缩类变形一般是因为压应力过大,超过了板材(de)临界应力,使板材丧失稳定性而产生起皱,如缩口、无压边圈拉深等(de)起皱.2.属于非变形区(de)问题传力区承载能力不够:非变形区作为传力区时 ,往往由于变形力超过了该传力区(de)承载能力而使变形过程无法继续进行.也分为两种情况:1)拉裂或过度变薄;例如拉深是利用已变形区作为拉力(de)传力区,若变形力超过已变形区(de)抗拉能力,就会在该区内发生拉裂或局部严重变薄而使工件报废.2)失稳或塑性镦粗:例如扩口和缩口工序是利用待变形区作为压力(de)传力区,若变形力超过了管坯(de)承载能力,待变形区就会因失稳而压屈,或者发生塑性镦粗变形 .非传力区在内应力作用下破坏:非变形区不是传力区时,由于变形过程中金属流动(de)不均匀性,也可能产生过大(de)内应力而使之破坏.根据发生问题(de)部位不同,可分为:1)待变形区拉裂或起皱:例如在盒形件(de)后续拉深工序中,待变形区金属流入变形区(de)速度不一致,靠直边部分流入速度快,角部金属流入速度慢.在这两部分金属(de)相互影响下,直边部分容易发生拉裂,角部则容易沿高度方向压屈起皱.2)已变形区拉裂或起皱:如薄壁件反挤时,若金属从变形区流到已变形区(de)速度不均匀, 则速度快(de) 部位易因受附加压应力而起皱,速度慢(de)部位易受附加拉应力(de)作用而开裂.综上所述,不论是伸长类还是压缩类变形,不论问题发生在变形区还是非变形区,其失稳形式无非两种类型:受拉部位发生缩颈断裂,受压部位发生压屈起皱.为了提高冲压成形极限,从材料方面来看,就必须提高板材(de)塑性指标和增强抗拉、抗压(de)能力.(二)成形质量冲压零件不但要求具有所需形状,还必须保证产品质量.冲压件(de)质量指标主要是厚度变薄率、尺寸精度、表面质量以及成形后材料(de)物理力学性能等.金属在塑性变形中体积不变.因此,在伸长类变形时,板厚都要变薄,它会直接影响到冲压件(de)强度,故对强度有要求(de)冲压件往往要限制其最大变薄率.影响冲压件尺寸和形状精度(de)主要原因是回弹与畸变.由于在塑性变形(de)同时总伴随着弹性变形,卸载后会出现回弹现象,导致尺寸及形状精度(de)降低.冲压件(de)表面质量主要是指成形过程中引起(de)擦伤.产生擦伤(de)原因除冲模间隙不合理或不均匀、模具表面粗糙外,往往还由于材料粘附模具所致.例如不锈钢拉深就很容易有此问题.板料冲压成形性能试验(一)板料冲压成形性能试验方法板料冲压性能试验方法通常分为三种类型:力学试验、金属学试验(统称间接试验)和工艺试验(直接试验).其中常用(de)力学试验有简单拉伸试验和双向拉伸试验,用以测定板料(de)力学性能指标;金属学试验用以确定金属材料(de)硬度、表面粗糙度、化学成分、结晶方位与晶粒度等;工艺试验也称模拟试验,它是用模拟生产实际中(de)某种冲压成形工艺(de)方法测量出相应(de)工艺参数.例如 Swift(de)拉深试验测出极限拉深比LDR ;T ZP试验测出对比拉深力(de) T 值;Erichsen 试验测出极限胀形深度Er 值;扩孔试验测出极限扩孔率λ等.下面仅对板材简单拉伸实验进行介绍.(二)板材拉伸试验板材(de)拉伸试验也叫做单向拉伸试验或简单拉伸试验.应用拉伸试验方法,可以得到许多评定板材冲压性能(de)试验值,所以应用十分普遍. 由于试验目(de)不同,板材冲压性能评价用(de)拉伸试验方法和所得到(de)试验值均与为评定材料强度性能(de)拉伸试验有所不同.简单介绍如下:图拉伸实验试样试验设备:拉力试验机(机械式或液压式).试验时,利用测量装置测量拉伸力P与拉伸行程(试样伸长值)ΔL,根据这些数值作出s-d曲线.(图).试验可以得到下列力学性能指标:图拉伸曲线1)屈服极限ss或;2)强度极限sb;3)屈强比ss /sb;4)均匀伸长率du;5)总伸长率d;6)弹性模数E;7)硬化指数n;8)厚向异性指数g板料力学性能与冲压成形性能(de)关系板料力学性能与板料冲压性能有密切关系.一般来说,板料(de)强度指标越高,产生相同变形量所需(de)力就越大;塑性指标越高,成形时所能承受(de)极限变形量就越大;刚性指标越高,成形时抗失稳起皱(de)能力就越大.对板料冲压成形性能影响较大(de)力学性能指标有以下几项:1)屈服极限ss 屈服极限ss小,材料容易屈服,则变形抗力小,产生相同变形所需变形力就小,并且屈服极限小,当压缩变形时,屈服极限小(de)材料因易于变形而不易出现起皱,对弯曲变形则回弹小.2)屈强比ss/sb 屈强比小,说明σs值小而σb值大,即容易产生塑性变形而不易产生拉裂,也就是说,从产生屈服至拉裂有较大(de)塑性变形区间.尤其是对压缩类变形中(de)拉深变形而言,具有重大影响,当变形抗力小而强度高时,变形区(de)材料易于变形不易起皱,传力区(de)材料又有较高强度而不易拉裂,有利于提高拉深变形(de)变形程度.3)伸长率拉伸试验中,试样拉断时(de)伸长率称总伸长率或简称伸长率d.而试样开始产生局部集中变形(缩颈时)(de)伸长率称均匀伸长率du.du表示板料产生均匀(de)或稳定(de)塑性变形(de)能力,它直接决定板料在伸长类变形中(de)冲压成形性能,从实验中得到验证,大多数材料(de)翻孔变形程度都与均匀伸长率成正比.可以得出结论:即伸长率或均匀伸长率是影响翻孔或扩孔成形性能(de)最主要参数.4)硬化指数n 单向拉伸硬化曲线可写成s=Ke n,其中指数n即为硬化指数,表示在塑性变形中材(de)硬化程度.n大时,说明在变形中材料加工硬化严重,真实应力增加大.板料拉伸时,整个变形过程是不均匀(de),先是产生均匀变形,然后出现集中变形,形成缩颈,最后被拉断.在拉伸过程中,一方面材料断面尺寸不断减小使承载能力降低,另一方面由于加工硬化使变形抗力提高,又提高了材料(de)承载能力.在变形(de)初始阶段,硬化(de)作用是主要(de),因此材料上某处(de)承载能力,在变形中得到加强.变形总是遵循阻力最小定律,既“弱区先变形”(de)原则,变形总是在(de)最弱面处进行,这样变形区就不断转移.因而,变形不是集中在某一个局部断面上进行,在宏观上就表现为均匀变形,承载能力不断提高.但是根据材料(de)特性,板料(de)硬化是随变形程度(de)增加而逐渐减弱,当变形进行到一定时刻,硬化与断面减小对承载能力(de)影响,两者恰好相等,此时最弱断面(de)承载能力不再得到提高,于是变形开始集中在这一局部地区地行,不能转移出去、发展成为缩颈,直至拉断.可以看出,当n值大时,材料加工硬化严重,硬化使材料强度(de)提高得到加强,于是增大了均匀变形(de)范围.对伸长类变形如胀形,n值大(de)材料使变形均匀,变薄减小,厚度分布均匀,表面质量好,增大了极限变形程度,零件不易产生裂纹5)厚向异性指数g由于板料轧制时出现(de)纤维组织等因素,板料(de)塑性会因方向不同而出现差异,这种现象称塑性各向异性.厚向异性系数是指单向拉伸试样宽度应变和厚度应变之比,即:g=e b/e t 式中e b、e t——宽度方向、厚度方向(de)应变.厚向异性指数表示板料在厚度方向上(de)变形能力,g 值越大,表示板料越不易在厚度方向上产生变形,即不易出现变薄或增厚,g 值对压缩类变形(de)拉深影响较大,当g值增大,板料易于在宽度方向变形,可减小起皱(de)可能性,而板料受拉处厚度不易变薄,又使拉深不易出现裂纹,因此g值大时,有助于提高拉深变形程度.6)板平面各向异性指数 g。
目录1铝合金车轮概述 (2)1.1车轮的工作状态1.2车轮材料1.3铝合金车轮的特点1.4铝合金轮毂的生产和发展趋势2 铝合金熔炼 (4)2.1概述2.2熔炼用的原材料2.3 A356合金熔炼工艺3铝合金车轮成型工艺 (9)3.1铸造法3.2锻造法3.3半固态模锻工艺4铸造铝合金热处理 (14)4.1铸造铝合金热处理的目的和种类4.2 铸造铝合金热处理的特点和原理5总结 (16)6参考文献 (16)铝合金轮毂制造摘要:时下铝合金是实现汽车轻量化的重要措施之一,本文介绍了车轮用材料铝合金的熔炼技术,成型工艺以及接下来的热处理工艺关键词:铝合金轮毂熔炼成型工艺1铝合金车轮概述1.1车轮的工作状态无论是汽车还是摩托车,作为整车行驶部分的主要承载件——车轮,是左右整车性能最重要的安全部件。
它不仅要承受静态时车辆本身垂直方向的自重载荷,更需要经受车辆行驶中自各个方向因启动、制动、转弯、石块冲击、路面凹凸不同等各种动态载荷所产生的不规则应力之考验。
不仅如此,作为旋转体的车轮,它的轴向跳动和径向跳动精度,又直接影响到整车行驶中的平稳性、抓地性、制动性等行驶性能。
说“车轮的优劣是制衡整车质量和档次的主要象征之一”,绝非言过其实。
1.2车轮材料至今,车轮用的材料有钢材和轻合金两大类。
前者是用合金钢板材通过轧辊和冲压制成轮辋、轮辐的坯料,再经铆接、点焊、二氧化碳电弧焊、挤压等工序装配组合而成。
这类轮毂由于很适宜大批量生产,经济性好,作为传统性轧制车轮在汽车、摩托车市场中占领着很大的市场本文主要阐述的是近年来新兴起的轻合金车轮。
镁和铝是最适宜制造车轮的理想轻合金材料,它有着传统钢车轮所无法比拟的许多有点,更能适应整车高速化、节能化、现代化高档次发展的需要。
尤其是镁合金有着极高的比强度、疲劳强度和比弹性模量。
是极为理想的车轮制造材料。
使用镁合金制造的车轮具有极佳的减震性能。
但是由于镁合金极易氧化的特点。
及其生产成本的原因,使得镁合金没有像铝合金那么广泛用于市场。
车轮选型及校核作业指导书编制:日期:审核:日期:批准:日期:发布日期:年 月 日 实施日期:年 月 日前言为使本中心车轮选型及校核规范化,参考国内外汽车设计的技术规范,结合公司标准和已开发车型的经验,编制本作业指导书。
意在对本公司设计人员在设计过程中起到一种指导操作的作用,让一些相关设计经验不够丰富的员工有所依据,提高设计的效率和成效。
本作业指导书将在本中心所有车型开发设计中贯彻,并在实践中进一步提高完善。
本标准于201X年XX月XX日起实施。
本标准由上海同捷科技股份有限公司第五研发中心底盘总布置分院提出。
本标准由上海同捷科技股份有限公司第五研发中心底盘总布置分院负责归口管理。
本标准主要起草人:蔡礼刚目录1车轮概述 (1)1.1车轮功能 (1)1.2车轮构成 (1)1.3车轮发展趋势 (2)1.3.1防爆轮胎 (2)1.3.2胎压监测系统 (2)1.4主要零件介绍 (3)1.4.1轮胎 (3)1.4.2轮辋 (10)1.5铝合金车轮与钢制车轮优缺点 (11)2车轮选型 (12)2.1车轮选型输入条件 (12)2.2车轮选型要求 (12)2.2.1轮胎选型 (12)2.2.2轮辋选型 (13)2.2.3平衡块、气门嘴、轮胎螺母的选型 (16)2.2.4备轮选型 (17)2.2.5实际道路试验验证 (17)3车轮校核 (18)3.1负荷指数与速度级别校核 (18)3.2拆装性校核 (18)3.3轮辋三维造型校核 (18)3.4车轮二维图纸校核 (19)3.5相关设计标准 (19)4技术文件的编制 (20)参考文献 (20)车轮选型及校核作业指导书1车轮概述1.1车轮功能车轮是汽车的重要零部件,其主要功能为:¾支撑汽车,承受汽车的重力,使汽车能够承载;¾通过轮胎同路面存在的附着力来产生驱动力和制动力;¾产生平衡汽车转向行驶时的离心力的侧抗力,在保证汽车正常转向行驶的同时,通过轮胎产生的自动回正力矩,使车轮保持直线行驶的方向;¾减小行驶阻力和能量消耗,提高运输效率;¾缓和行驶冲击,改善承载条件,提高通过性,同时保护汽车和路面;1.2车轮构成车轮主要由轮胎、轮辋和轮辐组成。