重载铁路钢轨技术的研究
- 格式:pdf
- 大小:828.63 KB
- 文档页数:4
线路/路基重载铁路嵌入式组合高锰钢辙叉强度分析研究李培刚,王平,刘学毅(西南交通大学高速铁路线路工程教育部重点实验室,成都610031)摘要:运用有限元方法,研究分析重栽铁路75ks/m钢轨12号嵌入式组合高锰钢辙叉的强度。
结果表明:在所选的3个薄弱位置钢轨件(翼轨和心轨)的竖向位移均在2hi m以内,横向位移除荷戢作用在咽喉处外均在l m m以内;钢轨件、螺栓及间隔铁的等效应力均小于其相应屈服强度,满足强度要求;建议在道岔的实际生产过程中采取一定的措施避免或减小螺栓与钢轨件或间隔铁之间的应力集中,尤其是咽喉区附近。
关键词:重栽铁路;组合辙又;强度分析中图分类号:U213.6+2文献标识码:A文章编号:1004—2954(2012)02—000l一03St udy on t he St r e ngt h of E m bedded H i gh M a nganes e St e el C om bi ne d Fr ogL i Pei gang,W ang Pi ng,L i u X ueyi(M O E K e y Labor a t ory of H i gh-speed R ai l w ay Eng i neer i ng,Sou t hw es t Ji a ot ong U ni ver s i t y,C hengdu610031)A bs t r act:B y us i ng t he f i ni t e el em ent m e t hod,t hi s pa pe r s t udi es t he s t r engt h of N o.12em bed ded hi ghm anganes e s t eel com bi ned f rog o n heavy haul r ai l w ay w i t h75kg/m r a i l.T he r es ul t show s:f or t he r ai l s(i ncl udi ng w i ng r ai l a nd poi nt r ai l)w hi ch i n t he t hr ee w eak posi t i ons,t he ver t i cal di spl a cem ent s a r ew i t hi n2m m,and t he l a t era l di spl a cem ent s a r e w i t hi n1m m exc ept t he l oad i s o n t he t hr oat.T heequi val e nt s t r e s s of r ai l s,bol t s and f i l l er bl ocks ar e l ess t han t hei r cor r es pondi ng yi el d st r ess es.So t hei rs t r engt hs m e e t t he r e qui r em ent s.I n t he act ual pr o duct i on,i t i s sug gest ed t o t ake s om e m ea s ur es t opr event or r e duc e t he s t r e ss conc ent r at i on bet w ee n r ai l s a nd bol t s o r f i l l er bl ocks and r ai l s,es peci al l y nea rt hroatr e gi on.K ey w or ds:heavy haul r ai l w ay;c om bi ned f r og;s t r engt h anal ys i s我国开始发展重载铁路已有近20年的历史…,固定型辙叉以其造价低、易更换、维修工作量小等优点,受到现场的好评,比较适应重载铁路养护维修的现状。
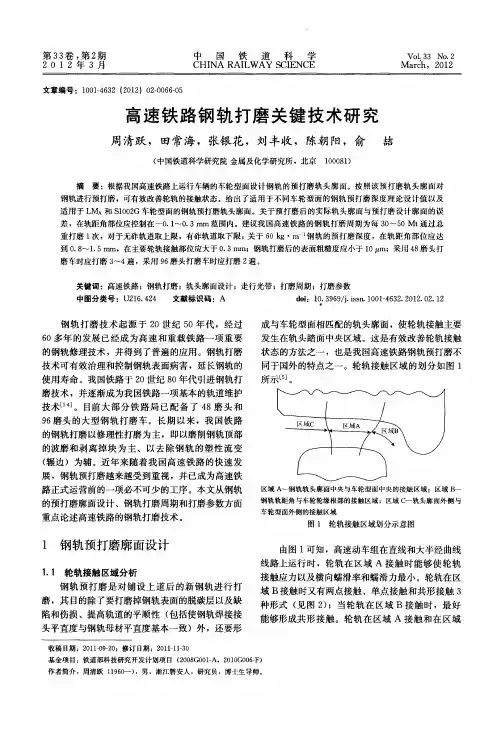
第33卷,第2期中国铁道科学2012年3月C H I N A R A I LW A Y S C I E N C EV01.33N o.2 M a r ch,2012文章编号:l O O l一4632(2012)02—0066—05高速铁路钢轨打磨关键技术研究周清跃,田常海,张银花,刘丰收,陈朝阳,俞拮(中国铁道科学研究院金属及化学研究所,北京100081)摘要:根据我国高速铁路上运行车辆的车轮型面设计钢轨的预打磨轨头廓面。
按照该预打磨轨头廓面对钢轨进行预打磨,可有效改善轮轨的接触状态。
给出了适用于不同车轮型面的钢轨预打磨深度理论设计值以及适用于LM A和S1002G车轮型面的钢轨预打磨轨头廓面。
关于预打磨后的实际轨头廓面与预打磨设计廓面的误差,在轨距角部位应控制在一o.1~0.3n'L r n范围内。
建议我国高速铁路的钢轨打磨周期为每30~50M t通过总重打磨1次,对于无砟轨道取上限,有砟轨道取下限;关于60kg m_1钢轨的预打磨深度,在轨距角部位应达到0.8~1.51T l l n,在主要轮轨接触部位应大于0.3m m;钢轨打磨后的表面粗糙度应小于10“m;采用48磨头打磨车时应打磨3~4遍,采用96磨头打磨车时应打磨2遍。
关键词:高速铁路;钢轨打磨;轨头廓面设计;走行光带;打磨周期;打磨参数中图分类号-U216.424文献标识码:A doi:10.3969/j.i ss rL1001—4632.2012.02.12■钢轨打磨技术起源于20世纪50年代,经过60多年的发展已经成为高速和重载铁路一项重要的钢轨修理技术,并得到了普遍的应用。
钢轨打磨技术可有效治理和控制钢轨表面病害,延长钢轨的使用寿命。
我国铁路于20世纪80年代引进钢轨打磨技术,并逐渐成为我国铁路一项基本的轨道维护技术[1。
4]。
目前大部分铁路局已配备了48磨头和96磨头的大型钢轨打磨车。
长期以来,我国铁路的钢轨打磨以修理性打磨为主,即以磨削钢轨顶部的波磨和剥离掉块为主、以去除钢轨的塑性流变(辗边)为辅。
朔黄重载铁路延长钢轨使用寿命技术措施
1.增加钢轨的厚度:适当增加钢轨的厚度可以提高其承载能力和抗疲
劳性能,从而延长使用寿命。
采用更厚的钢轨可以减少应力集中和疲劳断
裂的风险。
2.提高钢轨材料的质量:采用更高强度和更耐磨的钢材可以提高铁轨
的耐久性和使用寿命。
选择具有较高碳含量和合适的合金元素的钢材,可
以增加铁轨的硬度和耐磨性。
3.定期维护和检修:定期维护和检修铁轨是至关重要的,可以及时发
现和修复铁轨上的磨损、裂纹和其他缺陷。
定期进行铁轨的涂油、磨削和
翻转操作可以延长其使用寿命。
4.加强铁轨的防腐蚀措施:铁轨易受到湿度、雨水和化学物质的侵蚀,形成锈蚀和腐蚀。
采用适当的防腐涂层和材料可以有效地减少铁轨的腐蚀,延长其使用寿命。
5.控制列车速度和重量:铁轨承载列车的重量是造成疲劳断裂和损坏
的重要原因之一、限制列车的最高速度和控制列车的载重量可以减轻铁轨
的负荷,降低疲劳断裂的风险。
6.安装减震和隔音设备:适当的减震和隔音设备可以减少列车通过铁
轨时产生的冲击和振动,降低铁轨的损耗和疲劳断裂的风险。
7.积极采用先进的监测技术:利用无损检测技术、振动监测技术和红
外热成像技术等,可以及时发现铁轨上的缺陷和隐患,采取相应的维修和
保养措施,延长铁轨的使用寿命。
总之,通过增加钢轨的厚度、提高材料质量、定期维护和检修、加强防腐蚀措施、控制列车速度和重量、安装减震和隔音设备、采用先进的监测技术等一系列措施,可以有效地延长朔黄重载铁路钢轨的使用寿命,提高铁路运输的安全性和经济效益。
重载铁路钢轨大修换轨周期研究张文生(神华准格尔能源集团大准铁路公司工务段,内蒙古鄂尔多斯010300)摘要:重载铁路钢轨是保障铁路运行的重要辅助设施。
全面分析重载铁路铁轨大修换轨周期,并提出具体的建议和对策。
关键词:重载铁路;钢轨;大修换轨;周期中图分类号:U213.4+2文献标识码:B DOI:10.16621/ki.issn1001-0599.2019.02D.160引言近年来,随着社会经济和科学技术的不断发展,我国铁路事业取得了迅速发展和长足进步,重载铁路技术水平也不断提升,例如目前大秦铁路年运量超过4亿吨、神华铁路也成功开行万吨列车、神朔线年运量预计突破2亿吨、朔黄线年运量突破3亿吨。
但是,随着铁路运量的大幅提升和行车密度的不断加大,利用列车运行间隔时间进行轨道养护维修十分困难,线路修理和运输矛盾比较突出,这样直接影响了重载铁路钢轨换轨周期,从而影响铁路运输事业。
因此,必须采取科学的方式进行分析,不断提升重载铁路钢轨大修换轨质量,加强重载铁路钢轨大修换轨周期研究,从而更好地推动铁路运输事业持续长远发展。
1大准铁路线路修理周期基本情况介绍大准铁路工务段线路维修坚持“预防为主,防治结合,修养并重”的原则,积极探索“检修分开”,大力弘扬“零误差、零缺陷”的维修理念,通过对设备养护的精检细修,不断强化设备基础,提高维修水平,积极推行“状态修”,依此提高设备质量,探索重载运输维修管理模式,确保线路设备质量的均衡稳定,为铁路运输提供安全优质、平稳可靠的行车基础。
线路综合维修执行全项目作业法,状态修根据轨检车、轨检仪检测数据确定,原则上,每年重车线75kg/m钢轨跨区间无缝线路综合修1遍,空车线60kg/m 钢轨跨区间无缝线路达到综合修过半,其余空车线、到发线及其他站线保养修1遍;正线、到发线道岔综合维修1遍;站线及其他线道岔保养修1遍。
根据中国铁路总公司颁发的《铁路线路修理规则》有关规定,铁路线路大、中修周期主要按线路累计通过总重确定,综合维修周期,正线线路结合线路大、中修周期,根据线桥设备状况、通过总重和自然条件等实际情况规定。
qu120轨道技术参数qu120轨道技术参数是指一种铁路轨道的技术规格和性能参数。
qu120轨道是一种重载铁路线路使用的钢轨,具有较高的承载能力和耐久性。
下面将详细介绍qu120轨道的技术参数。
首先,qu120轨道的材质是优质钢材,具有较高的强度和硬度。
这种材质能够承受重载列车的压力和冲击,保证铁路线路的稳定性和安全性。
其次,qu120轨道的净重为120公斤/米。
净重是指单位长度轨道本身的重量,也是衡量铁路线路承载能力的重要指标。
qu120轨道净重较大,说明其具有较高的承载能力,适用于运输重型货物或高速列车。
再次,qu120轨道的弹性模量为206000N/mm²。
弹性模量是指材料在受力时变形程度与受力大小之间关系的物理量。
qu120轨道具有较高的弹性模量,可以有效吸收列车行驶时产生的振动和冲击力,减少对列车和乘客造成的不适。
此外,qu120轨道的抗拉强度为1200MPa。
抗拉强度是指材料在拉伸状态下能够承受的最大应力。
qu120轨道具有较高的抗拉强度,能够有效防止轨道断裂或变形,保证铁路线路的稳定性和安全性。
最后,qu120轨道的硬度为HB300-350。
硬度是指材料抵抗外界压力和磨损的能力。
qu120轨道具有适中的硬度,既能够保证铁路线路的耐磨性和耐久性,又能够减少列车行驶时产生的噪音和振动。
综上所述,qu120轨道是一种具有较高承载能力和耐久性的铁路轨道。
其材质优良、净重大、弹性模量高、抗拉强度大和硬度适中,能够满足重载铁路线路对稳定性、安全性和舒适性的要求。
qu120轨道技术参数的优越性将为铁路运输提供更加可靠和高效的支持。
关于铁路工务钢轨探伤工作的探讨铁路工务钢轨探伤工作是铁路维护保养的重要组成部分,也是保障铁路安全运行的重要环节。
钢轨是铁路上的重要构件,其质量直接关系到铁路运输的安全和稳定。
对钢轨的定期检测和探伤工作是至关重要的。
本文将围绕铁路工务钢轨探伤工作展开探讨,就其重要性、现状和未来发展进行分析和思考。
一、铁路工务钢轨探伤工作的重要性铁路是国家重要的基础设施,承担着货运和旅客运输的重要任务。
而作为铁路车辆行驶的基础支撑,钢轨的质量和安全性直接决定着铁路运输的稳定性和安全性。
如果钢轨出现裂纹、疲劳、变形等问题,很容易引发事故,对铁路运输造成严重影响。
钢轨探伤工作是保障铁路安全运行的关键一环。
钢轨在铁路运输过程中会承受巨大的压力和振动,长期使用后容易出现磨损、裂纹等问题。
如果没有及时检测和维护,这些问题可能会逐渐加剧,最终导致事故的发生。
定期进行钢轨的探伤工作,可以及时发现并处理钢轨的隐患,保证铁路的安全运行。
除了对钢轨的定期检测外,还需要针对特殊情况进行不定期的精密探伤工作,以确保铁路的安全运行。
例如在地震、洪涝、雪灾等自然灾害发生后,应当对受影响的路段进行加强检测,及时发现并处理钢轨的异常情况,避免事故的发生。
目前,我国铁路工务钢轨探伤工作取得了一定的成绩,但仍存在一些问题和不足。
在技术设备方面,我国在钢轨探伤方面已经具备了一定的技术和设备,例如磁粉探伤、超声波探伤等技术手段已经比较成熟。
但是在高速铁路、重载铁路和特殊环境下的钢轨探伤方面,还存在一定的技术瓶颈,需要进一步加强技术研究和设备更新。
在人员培训和管理方面,铁路工务部门需要进一步加强对探伤人员的培训和管理,提高其技术水平和工作质量。
钢轨探伤工作需要经验丰富的技术人员,而目前在这方面还存在一定的短缺和不足,需要加大对人才的培养和引进力度。
在管理体制和工作机制方面,铁路工务部门需要进一步完善钢轨探伤工作的管理体制和工作机制,提高工作效率和质量。
例如建立健全的探伤工作流程和标准,加强与其他部门和单位的合作,形成工作合力,提高钢轨探伤工作的整体水平。
钢铁工业中的钢轨应用分析钢铁工业是国民经济的重要支柱产业之一,而钢轨则是这个行业中不可或缺的重要组成部分。
钢轨作为铁路运输系统的基础,起着承载和引导列车运行的关键作用。
本文将对钢铁工业中的钢轨应用进行深入分析,探讨其在铁路运输中的重要性、应用技术以及未来发展趋势。
1. 钢轨在铁路运输中的重要性钢轨作为铁路运输系统的基础设施,其质量和性能直接关系到列车的运行安全和效率。
首先,钢轨的承载能力决定了列车运输的负荷能力。
合理设计和选材的钢轨能够承受高强度、大负荷的列车运行,保障铁路系统的稳定运行。
其次,钢轨的稳定性是保证列车行驶安全的关键要素。
良好的钢轨设计和材料选择能够平衡轨道的垂向和水平变形,减少列车的摇摆和偏离轨道的情况,提高行车的平稳性和安全性。
此外,钢轨的耐磨性和耐腐蚀性也是在铁路运输中不可忽视的因素。
由于列车的运行摩擦和环境的影响,钢轨容易受到磨损和腐蚀,因此选用高耐磨、抗腐蚀的材料,或在表面进行特殊处理,能够延长钢轨的使用寿命,降低维护成本。
2. 钢轨应用技术分析随着科技的进步与创新,钢轨应用技术也在不断改进和推陈出新。
以下是几个常见的钢轨应用技术:2.1 热轧钢轨技术热轧钢轨技术是目前应用最广泛且成熟的钢轨制造技术。
它通过加热、轧制和冷却的工艺,使得钢轨具有较高的强度和稳定性。
热轧钢轨还能够在制造过程中实现可控调质,提高耐磨性和韧性,增加钢轨的使用寿命。
2.2 淬火钢轨技术淬火钢轨技术是近年来的一项技术突破,其通过在热轧钢轨成型后进行快速冷却,产生细小的晶粒和均匀的组织结构,从而提高钢轨的强度和韧性。
淬火钢轨不仅可以提升承载能力,还能够减少断轨事故的发生率,提高运输安全性。
2.3 硬轨与软轨技术硬轨与软轨是钢轨技术中的两个重要概念。
硬轨指的是具有高硬度和高强度的钢轨,其承载能力较高,更适合用于高速铁路等重载运输线路。
而软轨则是相对硬轨而言,具有较低硬度和较高韧性,适用于轻载和低速运输。
3. 钢轨应用的未来发展趋势钢铁工业作为重要的基础产业,其未来发展关系到国家经济的可持续发展。
我国铁路钢轨钢的研究及选用周清跃;张银花;陈朝阳;刘丰收【摘要】介绍我国铁路常用钢轨钢的化学成分、性能特点;研究我国高速铁路、160 km/h以下的既有铁路、重载铁路、高原铁路、城市轨道交通用钢轨的选用原则.分析和论述曲线路段钢轨的选用、不同钢种钢轨的焊接、焊接接头的硬度匹配、长定尺钢轨的选用、钢轨打磨和润滑方面注意的问题,提出高速、重载钢轨钢的研究方向.【期刊名称】《中国铁路》【年(卷),期】2011(000)011【总页数】5页(P47-51)【关键词】钢轨钢;化学成分;力学性能;高速铁路【作者】周清跃;张银花;陈朝阳;刘丰收【作者单位】中国铁道科学研究院金属及化学研究所,北京,100081;中国铁道科学研究院金属及化学研究所,北京,100081;中国铁道科学研究院金属及化学研究所,北京,100081;中国铁道科学研究院金属及化学研究所,北京,100081【正文语种】中文1 我国钢轨钢化学成分及性能特点目前,我国铁路线路上使用的钢轨钢种主要有880 MPa级的U71Mn,980 MPa 级的U75V和1 180~1 280 MPa级的重载铁路用U77MnCr、PG4等高强耐磨钢轨。
(1)U71Mn钢轨。
由鞍山钢铁集团公司研制完成,为我国至今使用时间最长的碳素钢轨。
钢中含碳量较低,采用Mn元素提高轨钢强度,有较好的韧性、塑性和焊接性。
钢中的Mn元素容易引起微观偏析,重新加热后在Mn偏析部位出现高碳马氏体组织,曾多次对U71Mn钢轨中的Mn含量进行调整。
现行的铁路热轧钢轨化学成分及力学性能见表1。
为适应不同的运输条件,在优化U71Mn钢轨化学成分的基础上,形成了高速铁路用U71MnG、钢轨热处理用U71MnC和高原铁路用低碳U71Mn钢轨。
(2)U71MnG钢轨(G代表高速铁路)。
U71MnG钢轨(2011年前称为U71Mnk)专用于高速铁路,其化学成分与欧洲高速铁路使用的UIC900A(欧洲标准为EN260或R260)相近。
朔黄重载铁路延长钢轨使用寿命技术措施钢轨是铁路运输的重要组成部分,而随着铁路运输的不断发展,钢轨的使用寿命也变得越来越重要。
钢轨的延长使用寿命,不仅可以提高铁路运输的运营效率,减少维修成本,更可以确保铁路运输的安全稳定。
朔黄重载铁路延长钢轨使用寿命的技术措施主要有以下几点:
1.强化冷却技术:钢轨加入合适的合金元素,有效改善轨道组织,提高钢轨的韧性和强度。
同时适当增加冷却水流量和压力,避免钢轨过热和变形,进一步延长钢轨的使用寿命。
2.增强防腐蚀技术:在钢轨表面添加特殊涂层,可以有效防止钢轨锈蚀和磨损,提高钢轨的耐久性和使用寿命。
同时加强钢轨的清洗和保养,定期检查和维护钢轨的状态,及时更换严重损坏的钢轨,避免安全事故的发生。
3.提高铁路建设标准:在铁路建设过程中,规范和完善设计、施工和验收标准,确保铁路设施和设备的质量和技术水平。
同时加强铁路建设的监督和检验力度,及时发现和排除铁路建设中存在的问题,提高建设质量和安全水平。
4.推广新技术:在钢轨的制造和使用过程中,不断推广新技术和新材料,以满足不同需求的使用要求,提高钢轨的耐磨性、韧性和强度,进一步延长钢轨的使用寿命。
通过上述技术措施的综合应用,可以有效延长朔黄重载铁路钢轨的使用寿命,提高铁路运输的效率和安全稳定性。
重载铁路轨道技术发展趋势及需要关注的问题 赵旭峰技术与应用载运输作为铁路货运的重要发展方向,其突出的特点是货运列车轴重及运量的增加,为适应重载铁路列车的荷载特点,确保行车安全,必须采用相配套的轨道结构。
轨道结构分为有砟轨道和无砟轨道两种基本形式,重载铁路速度相对较低,在普通地段一般采用经济性好、方便维修的有砟轨道结构,因长大隧道内铺设有砟轨道,养护维修较为困难,从方便运营的角度考虑,在下部基础条件较好的隧道地段铺设无砟轨道结构具有更大优势。
重载铁路轨道技术发展趋势及需要关注的问题赵旭峰:中国国际工程咨询公司,高级工程师,北京,100048摘 要:发展重载铁路已成为国内外铁路运输的趋势,世界各地重载铁路轨道系统都相应地进行优化以适应各自的运输特点,近期我国重载铁路相比于既有大秦铁路等线路再次进行系统性的研发和试验。
在总结国内外重载铁路发展现状的基础上,结合运营实践,对新型轨道结构、钢轨和道岔等重载轨道技术发展趋势进行分析,并提出重载铁路轨道结构需要关注的问题和新技术,为我国重载铁路的发展做好技术储备。
关键词:重载铁路;轨道结构;发展趋势中图分类号:U296 文献标识码:A 文章编号:1001-683X(2014)11-0067-03重重载铁路轨道技术发展趋势及需要关注的问题 赵旭峰1 我国重载铁路轨道技术发展我国重载铁路运输近年来发展较快,以大秦铁路、朔黄铁路等为代表,轴重25 t,牵引质量达2万t。
目前正在建设的山西中南部铁路通道及蒙西至华中地区铁路煤运通道将成为我国重要的重载运输铁路,两条线路均按大轴重煤运通道进行规划设计,轨道按重型轨道设计,重车方向预留特重型轨道结构条件。
1.1 大秦铁路轨道结构大秦铁路采用75 kg/m钢轨,路基和桥梁采用Ⅲ型混凝土枕,隧道内为宽轨枕,弹条Ⅱ型扣件,双层道砟,道岔采用混凝土岔枕。
近年来,道岔区开始试用合金钢材质,提高道岔寿命,部分小半径地段设置钢轨涂油器和加强设备。
国地域宽阔,大宗货物的运输需要发展重载铁路。
为满足我国铁路发展25~35 t大轴重运输的需要,近年来,在重载铁路轮轨关系,钢轨新材质、新工艺等方面进行了持续不断的研究,并取得一些阶段性成果。
钢轨是重载技术的重要组成部分。
结合大秦重载铁路,针对钢轨的主要伤损类型即钢轨的侧磨和剥离掉块、疲劳核伤及焊接接头的伤损,提出钢轨伤损的预防对策,并加以重载铁路钢轨技术的研究周清跃:中国铁道科学研究院金属及化学研究所,研究员,北京,100081张银花:中国铁道科学研究院金属及化学研究所,研究员,北京,100081陈朝阳:中国铁道科学研究院金属及化学研究所,副研究员,北京,100081刘丰收:中国铁道科学研究院金属及化学研究所,助理研究员,北京,100081俞 喆:中国铁道科学研究院,硕士研究生,北京,100081摘 要:为满足重载铁路发展的需要,对钢轨和道岔用轨进行持续不断的研究,并取得一些阶段性成果:采用钢轨预打磨和设计新的轨头廓形,使轮轨在轨头踏面中心区域接触,或形成共形接触,可有效降低轮轨接触应力;高强耐磨新钢种钢轨和道岔用轨的研制和应用、钢轨焊接技术的优化、打磨技术的科学应用,可显著提高钢轨和道岔用轨的耐磨、抗疲劳性能,大幅提高钢轨的使用寿命、延长换轨大修周期。
关键词:重载铁路;轮轨接触关系;高强耐磨;钢轨焊接;钢轨打磨;钢轨大修周期实施。
这些措施可归纳为改善轮轨接触关系以降低外力、研制高强耐磨抗疲劳钢轨以提高内部抗力,为钢轨的使用寿命由9亿t延长至15亿t以上指明了方向[1]。
1 改善重载铁路轮轨接触关系1.1 轮轨接触关系研究针对新轮新轨形面匹配不良的情况,提出优化轮轨形面,使轮轨接触发生在轨头踏面中心区域或形成共形接触,避免形成两点接触或轨距角单点接触,以降低轮轨接触应力。
在重载铁路上应同时提高轮轨的硬度以满足重载高载荷工况的需要。
在曲线上钢轨磨耗严重,应以提高钢轨硬度为首选;在直线上应以提高钢轨耐疲劳性能为主。
为此提出了研制高强耐磨钢轨(强度等级大于1 300 MPa,轨面硬度大于370 HB)在曲线上使用,研制适当硬度钢轨在直线上铺设(轨面硬度大于300 HB)的技术思路。
我1.2 新廓面钢轨的研发为改善重载铁路轮轨接触关系,2007年开展美标68 kg/m钢轨的上道铺设试验。
结合京包线大修施工,经轨头廓形优化后的68 kg/m热轧和在线热处理钢轨在京包线2个区间铺设上道,其中半径小于等于1 200 m的曲线铺设68 kg/m热处理钢轨,直线和半径大于1 200 m的曲线铺设热轧钢轨,至今已使用3年多,总体寿命提高1倍以上。
试验表明:60 kg/m U75V钢轨在使用初期就出现严重的剥离掉块,而68 kg/m钢轨则没有(见图1),原因主要是68 kg/m钢轨与我国货车车轮(LM型面)具有更好的轮轨接触关系;68 kg/m钢轨在轨距角部位容易形成共形接触(见图2),75 kg/m钢轨与货车车轮在曲线上股贴靠时,在轨距角部位形成单点接触(见图3)。
68 kg/m钢轨的铺设使用为我国新廓面钢轨的研制提供了试验验证。
在此基础上优化设计了新的75 kg/m钢轨(75 N),其与我国LM车轮的匹配情况见图4[2,3]。
2 高强耐磨新钢种钢轨的研发2.1 U77MnCr钢轨2006—2007年,中国铁道科学研究院(简称铁科院)与鞍山钢铁集团公司(简称鞍钢)合作,先后成功研制出60 kg/m 和75 kg/m U77MnCr钢轨,采用铬合金强化钢轨,钢中含铬0.25%~0.40%。
U77MnCr热轧钢轨抗拉强度大于980 MPa,断后伸长率大于10%。
经热处理后,抗拉强度大于1 280 MPa,断后伸长率大于12%,钢轨顶面硬度为39~43 HRC,钢轨的焊接性能良好。
60 kg/m和75 kg/m U77MnCr钢轨先后在陇海线和大秦线上道铺设使用,结果表明,在曲线上铺设的热处理钢轨的耐磨性能明显优于U75V热处理钢轨,控制使用寿命的主要因素仍为上股钢轨的侧磨而不是剥离掉块。
75 kg/m U77MnCr在大秦线R 800 m的曲线上使用,通过总重达到12亿t;且钢轨出现核伤等几率较低,尤其是钢轨焊接接头的重伤率较低,在直线上使用,寿命达到15亿t以上[4,5]。
2.2 PG4钢轨2005年和2007年,攀钢集团有限公司(简称攀钢)先后研制成功了60 kg/m和75 kg/m PG4钢轨,采用铬、钒等合金元素强化钢轨,钢中含铬0.30%~0.50%,含钒0.04%~0.12%。
热轧钢轨的硬度大于320 HB;抗拉强度大于1 100 MPa,断后伸长率大于8%。
热处理后抗拉强度大于1 280 MPa,断后伸长率大于10%,钢轨顶面硬度为40.5~43 HRC;闪光焊接头性能指标均达到标准规图1 68 kg/m(左)和60 kg/m(右)钢轨使用情况图2 美标68 kg/m钢轨与我国货车 LM车轮的匹配示意图图3 我国75 kg/m钢轨与货车LM车轮匹配图4 新设计的75 kg/m 钢轨(75 N)与我国货车LM车轮的匹配情况R 14.29R 254R 31.75注:钢轨为原始75 kg/m轨;车轮为LM车轮R 8R16R 50R 200注:新75轨(R 50)+LM车轮单位:mm单位:mm定的要求。
60 kg/m、75 kg/m PG4热处理钢轨在小半经曲线铺设使用,其耐磨性能明显优于U75V热处理钢轨。
75 kg/m PG4热处理钢轨在大秦线R800 m的曲线上使用,通过总重达到12亿t;在直线上使用,达到15亿t以上。
2009年后,大秦重载铁路大修换轨全部采用PG4钢轨,在直线上铺设未热处理钢轨,在半径小于1 200 m的曲线上下股铺设在线热处理钢轨,使用情况良好[5]。
2.3 过共析钢轨过共析钢轨由于钢中含碳量高,耐磨性能得到进一步的提高,为国外轴重30 t以上重载铁路近年来普遍使用的钢轨,其耐磨性能比共析珠光体钢轨提高25%以上。
为满足重载铁路发展的需要,借鉴国外经验,铁科院与攀钢合作对过共析钢轨进行了多年的研究。
通过对化学成分配方的优化、实验室试验,2010—2011年,在国内首次轧制生产出含碳量达到0.95%的过共析钢轨。
与日本、美国等研制的过共析钢轨对比,其硬度、强度、塑性基本相当:经在线热处理后,轨面硬度大于390 HB,抗拉强度1 300 MPa,伸长率大于8%;出现的游离渗碳体数量明显小于美国使用的过共析钢轨(游离渗碳体是一种比较脆的组织,在过共析轨钢中越少越好)。
2.4 贝氏体钢轨贝氏体钢轨钢强度高、韧塑性好,其中冲击韧性是珠光体钢轨钢的3~5倍。
铁科院对贝氏体钢轨进行了多年的研究。
2002年与鞍钢合作,在国内首次成功试制出空冷贝氏体钢轨,并完成了贝氏体钢轨闪光焊接、铝热焊接等试验研究。
研制的贝氏体钢轨抗拉强度达到1 300 MPa,伸长率达到15%左右,断面收缩率达到50%左右,室温冲击功达到100 J左右,全断面硬度达到38~43 HRC。
从2003年开始,铁科院与鞍钢合作研制生产的贝氏体钢轨先后在沈山线下行、成渝线及石太线上行上道试铺。
使用结果表明,贝氏体钢轨的抗接触疲劳伤损性能、耐磨性能明显优于珠光体钢轨[6]。
3 高强耐磨道岔钢轨的研发3.1 贝氏体钢辙叉由于贝氏体钢轨具有优良的强韧性配合和抗剥离及耐磨的综合性能,十分适合用作道岔用材料。
2005年,铁科院与鞍钢及齐齐哈尔铁路工务机械厂合作,制造生产贝氏体钢翼轨锻焊辙叉,通过总重达4亿t以上,比以往铺设的高锰钢辙叉使用寿命高2倍以上。
自2007年以来,贝氏体钢翼轨锻焊辙叉在哈尔滨铁路局各主要干线铺设使用,质量稳定,使用寿命高,得到工务段的一致好评。
3.2 贝氏体钢尖轨根据道岔尖轨的结构特点、使用工况以及贝氏体钢的特性,2008年铁科院与鞍钢合作,开展60AT贝氏体钢轨的研制;与齐齐哈尔工务机械厂合作,进行60AT贝氏体钢尖轨的研制。
2008年12月,完成铁道部运输局组织的上道审查,试制的60 kg/m 和75 kg/m道岔用贝氏体钢尖轨共9组,分别在北同蒲和大秦重车线上道试铺。
试验结果表明,贝氏体钢尖轨轨头平均抗拉强度为1 307 MPa,屈服强度为1 127 MPa,伸长率为15.0%,断面收缩率为55.2%,冲击值为100.8 J/cm2,硬度为38.7~43.5 HRC,全断面组织性能均匀一致,强韧性配合非常好,明显优于珠光体钢尖轨。
铺设使用结果表明,部分贝氏体钢尖轨的使用寿命比原来铺设的珠光体钢尖轨提高3倍。
由于质量稳定,使用寿命长,贝氏体钢尖轨在大秦重载铁路得到推广应用。
3.3 深层热处理道岔钢轨针对目前我国铁路道岔尖轨采用热轧非对称断面钢轨,先铣削加工后进行全长热处理存在的全长硬化层质量均匀性差、变形大的问题,铁科院与攀钢合作,研发了道岔用非对称断面深层在线热处理钢轨。
钢轨轨面硬度大于360 HB,硬化层深度大于30 mm,道岔厂可直接用于制作道岔用尖轨,可大幅提高其使用性能。
目前已完成4个钢种(U71Mn,U75V,350LHT和PG4)3种断面(50AT,60AT,60D40)深层热处理钢轨的研制,60AT和60D40深层热处理钢轨已分别于2010年10月和2011年3月通过铁道部组织的上道审查,目前已用于道岔制造中,正在进行使用考核。
4 钢轨焊接技术研究焊接接头是重载铁路轨道的薄弱环节,占钢轨重伤的比例很大。
在研究焊接接头伤损原因和机理的基础上,重点对焊接及其焊后热处理工艺进行优化研究。
针对在使用中焊接接头普遍出现轨面低塌的情况,提出焊接接头顶面平直度高于标准0.3~0.5 mm/m、轨面硬度适当高于母材的技术措施并予以实施,取得良好的效果。
对比焊接接头轨面硬度与母材的比值,热处理钢轨控制在0.95~1.05,热轧钢轨控制在1.0~1.1,通过调整焊后热处理喷风压力予以实施。
5 钢轨打磨技术研究基于大秦重载铁路钢轨的伤损特点,重点对钢轨打磨廓面、打磨周期等进行研究。
钢轨打磨廓面应适应LM货车车轮的打磨廓面,打磨后,直线区段轮轨接触在轨顶踏面中心部位(即光带居中),轮轨接触面宽度20~30 mm;曲线区段尽量形成轮轨的共形接触,避免在轨距角单点接触或在轨头顶面和侧面两点接触,以减少钢轨受力。
由于大秦重载铁路运输繁忙,大修天窗时间少,无法进行预防性打磨,因此,可采用在有限的时间里优先重点打磨曲线和钢轨轨距角的措施,新轨铺设后的钢轨预打磨应在上道后半年内完成,打磨周期可暂按通过总重60~100 Mt考虑。
6 钢轨大修周期研究目前世界各国铁路钢轨的大修周期主要由以下3种方式确定:(1)通过总重确定。
如法国、日本高速铁路大修换轨周期为通过总重5亿t;我国铁路也是按通过总重来确定换轨大修周期,规定60 kg/m无缝线路钢轨为通过总重7亿t,75 kg/m无缝线路钢轨为通过总重9亿t。