MSA自动计算表格
- 格式:xls
- 大小:42.50 KB
- 文档页数:2
测量系统分析(MSA)作业指导书文件编号:RL/WI010共19页编制/日期:杨清松 2018-1-18审核/日期:批准/日期:版本号: 1.00受控状态:发放代码:xxxxxx机械制造有限公司ChongQing RuiLi Machinery Co., Ltd.二○一八年二月一日生效修改控制页目录一、目的 (3)二、参考文件 (3)三、术语 (3)四、测量系统分析 (3)(一)分析的原则 (3)(二)稳定性分析 (4)(三)偏倚分析 (4)(四)线性分析 (6)(五)双性(GRR或R&R)分析 (8)(六)计数型量具的测量系统分析 (16)一、目的为公司各类简单的计量型、计数型量具的测量系统分析提供指导。
二、参考文件测量系统分析参考手册第三版三、术语1、测量系统误差模型:本作业指导书采用的误差模型为S.W.I.P.E模型,该模型指出测量系统变差来源于以下几大方面:标准(Standard)、零件(Work)、仪器(I)、人员/程序(Person/Procedure)、环境(E)2、测量系统:对测量单元进行量化或对被测的特性进行评估,所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境及假设的集合。
3、分辨力:测量装置和标准的测量解析度、刻度限制、或最小可检出的单位。
与最小可读单位研究,即通常所说的最小刻度值,但当仪器刻度较粗略时,允许将最小刻度值估读为原来的一半作为仪器的可视分辨力。
4、重复性:当测量条件已被确定和定义——在确定的零件、仪器、标准、方法、操作者、环境和假设之下,测量系统内部的变差。
5、再现性:传统上将再现性称为“评价人之间”的变差(AV)。
指的是不同评价人使用相同的仪器对同一产品上的同一特性,进行测量所得的平均值的变差。
但对于操作者不是变差的主要原因的测量过程,上述说法是不正确的。
ASTM的定义为:现现性是指测量的系统之间或条件之间的平均值变差。
它不但包括评价人的变差,同时还可能包括:量具、试验室及环境的不同,除此之外,还包括重复性。
MSA计算方法MSA (Measurement System Analysis) 是一种用于评估测量系统可靠性和误差的方法。
它可以帮助我们了解测量系统的准确性、重复性和稳定性,以确保我们获取的数据是可靠和准确的。
MSA的计算方法可以分为以下几个步骤:1.定义测量系统:首先需要明确要评估的测量系统的范围和目的。
例如,测量系统可能是一个仪器设备、一个人工操作员或一个自动化程序。
2.选择测量指标:根据测量系统的性质和目的,选择适当的测量指标。
常用的指标包括准确度、重复性、稳定性、线性度和分辨率等。
3.采集数据:收集足够的数据以支撑后续的分析。
数据采集应基于典型情况下的实际操作流程,并涵盖不同的运行条件和时间段。
5.计算测量系统误差:根据分析结果,计算测量系统的误差。
常用的误差指标包括测量系统的偏差、方差、线性度和稳定度等。
6.解释和验证结果:根据计算结果,解释测量系统的性能,并验证其是否满足要求。
如果测量系统的误差较大,则可能需要采取相应的校准措施或重新设计测量方法。
在进行MSA计算时2.样本的选择:选择代表性的样本进行测试,以保证数据的有效性和可靠性。
样本应尽可能覆盖实际应用中的所有情况。
3.重复测试:进行重复测试以评估测量系统的重复性。
重复测试应在同一实验条件下进行,以排除其他因素对测试结果的影响。
4.控制图分析:使用控制图方法监控测量系统的稳定性。
通过控制图,可以及时发现并纠正测量系统中的问题。
总结起来,MSA计算方法是一种用于评估测量系统可靠性和误差的方法。
它可以帮助我们确定测量系统的准确性、重复性和稳定性,从而保证测量数据的可靠性和准确性。
在进行MSA计算时,需要明确测量系统的范围和目的,选择适当的测量指标,采集足够的数据,并使用统计工具进行分析和计算。
同时,还需要考虑相关的规范和标准、样本选择、重复测试和控制图分析等因素。
通过对测量系统进行综合评估和优化,可以提高测量数据的可靠性和准确性,从而支持有效的决策和质量控制。
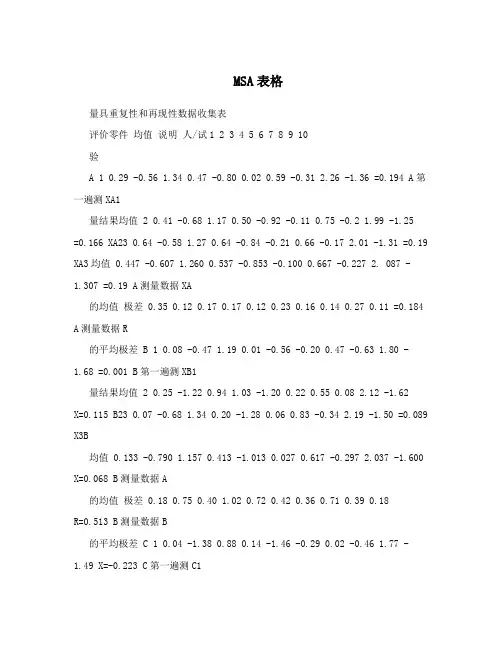
MSA表格量具重复性和再现性数据收集表评价零件均值说明人/试1 2 3 4 5 6 7 8 9 10验A 1 0.29 -0.56 1.34 0.47 -0.80 0.02 0.59 -0.31 2.26 -1.36 =0.194 A第一遍测XA1量结果均值 2 0.41 -0.68 1.17 0.50 -0.92 -0.11 0.75 -0.2 1.99 -1.25=0.166 XA23 0.64 -0.58 1.27 0.64 -0.84 -0.21 0.66 -0.17 2.01 -1.31 =0.19 XA3均值 0.447 -0.607 1.260 0.537 -0.853 -0.100 0.667 -0.227 2. 087 -1.307 =0.19 A测量数据XA的均值极差 0.35 0.12 0.17 0.17 0.12 0.23 0.16 0.14 0.27 0.11 =0.184 A测量数据R的平均极差 B 1 0.08 -0.47 1.19 0.01 -0.56 -0.20 0.47 -0.63 1.80 -1.68 =0.001 B第一遍测XB1量结果均值 2 0.25 -1.22 0.94 1.03 -1.20 0.22 0.55 0.08 2.12 -1.62X=0.115 B23 0.07 -0.68 1.34 0.20 -1.28 0.06 0.83 -0.34 2.19 -1.50 =0.089 X3B均值 0.133 -0.790 1.157 0.413 -1.013 0.027 0.617 -0.297 2.037 -1.600 X=0.068 B测量数据A的均值极差 0.18 0.75 0.40 1.02 0.72 0.42 0.36 0.71 0.39 0.18R=0.513 B测量数据B的平均极差 C 1 0.04 -1.38 0.88 0.14 -1.46 -0.29 0.02 -0.46 1.77 -1.49 X=-0.223 C第一遍测C1量结果均值X2 -0.11 -1.13 1.09 0.20 -1.07 -0.67 0.01 -0.56 1.45 -1.77 =-0.256 C2X3 -0.15 -0.96 0.67 0.11 -1.45 -0.49 0.21 -0.49 1.87 -2.16 =-0.284 C3X均值 -0.073 -1.157 0.880 0.150 -1.327 -0.483 0.080 -0.503 1.697 -1.807 =-0.254 C测量数据C的均值R极差 0.19 0.42 0.42 0.09 0.39 0.38 0.20 0.10 0.42 0.67 =0.328 C测量数据C的平均极差X零件 0.169 -0.851 1.099 0.367 -1.064 -0.186 0.454 -0.342 1.940 -1.571 =0.002 A.B.C测量均值数据的均值R=3.51 零件均值极P差RRRRR=[(=0.184)+(=0.513)+(=0.328)]/[评价人数3] =0.342 =0.342 总平均极差 ABCXXXX=[max=0.19],[min=-0.25] =0.44 =0.44 A.B.C均值DIFFDIFF极差R XR*UCL=(=0.342)×(D=2.58) =0.882 UCL=0.882 极差图控制4R上限 2遍试验时D=3.27, 3遍试验时D=2.58;UCL表示单个极差图的上控制界限。
测量系统分析(MSA)程序(IATF16949-2016/ISO9001-2015)1.0目的 :对所有量具、量测及试验设备实施统计分析, 藉以了解量具系统之准确度与精确度。
2.0范围 :所有控制计划(Control Plan)中包含的/或客户要求的各种量测系统均适用之。
3.0定义 :3.1MSA:量测系统分析3.2量具:是指任何用来获得测量结果的装置。
经常是用在工厂现场的装置,包括通/止规(go/nogodevice)。
3.3量测系统:是对测量单元进行量化或对被测的特性进行评估,其所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;也就是说,用来获得测量结果的整个过程。
3.4量具重复性(EV):一个评价人多次使用一件测量仪器,对同一零件的某一特性进行多次测量下的变差。
3.5量具再现性(AV):由不同的评价人使用相同的量具,测量一个零件的一个特性的测量平均值的变差。
3.6偏性:同一人使用同一量具在管制计划规划地点与在实验室量测同一产品之相同特性所得平均值与真值之间的差异。
3.7稳定性:指同一量具于不同时间量测同一零件之相同特性所得之变异。
3.8线性:指量具在预期内之偏性表现。
4.0权责:4.1量测系统测试的排定、数据分析、仪器操作人员的选择:品保部4.2测试执行:各相关单位4.3MSA操作人员的培训:品保部5.0执行方法5.1QA工程师人员依公司PCP文件建立《xx年MSA实施计划表》或客户要求,并依据计划表之排程进行对仪器做量测系统分析。
5.2取样方法:5.2.1计量型取样:从代表整个工作范围的过程中随机抽取10件样品,但所抽取的10件样品其数值必须涵盖该产品的公差带。
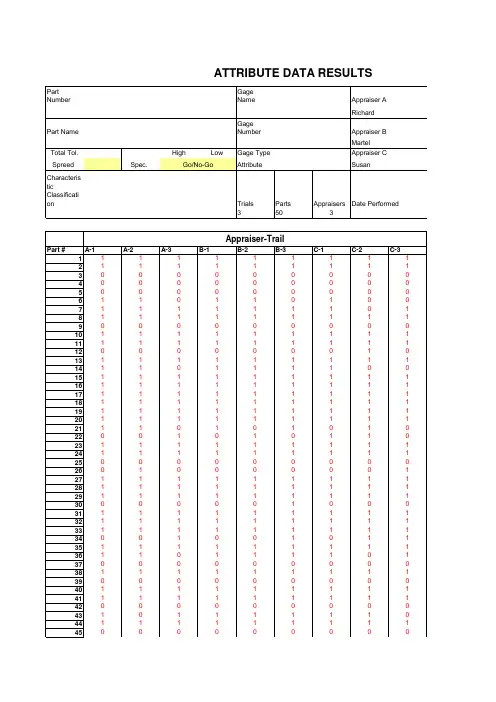
5.2.2计数型取样:取50PCS样品,其中包含临近值,不良品与合格品。
5.2.3.需要2或3个测量者随机抽取对每个产品各测量取一定数量样品.5.3计数型:5.3.1被评价的零件的选定随机抽取50个零件,把零件编号,由研究小组给出该50个零件的标准,必须含合格,不合格,模糊品,条件允许的情况下最好各占1/3。


MSA分析的选取与制作——编写:吕欣2017-11-71选取原则1.1依据:《质量控制计划》、《测量设备台账》、《生产样品检验卡或产品检查报告书》1.2方法:1.2.1选取控制计划里的关键/主要测量选项(如关键过程测量/进货测量项)1.2.2选取台账里的重要/主要测量设备(如台秤,测厚仪,检具),找到它的使用场合1.2.3确定使用的量具(控制计划上有提及的,或选取量程涵盖被测参数的量具)1.2.4确定操作人员(一般是两到三人,产品检查员/质量员/进货检验员/产品工程师均可)2制作步骤2.1制定计划2.1.1把收集来的量具和待测参数进行匹配,填入MSA分析计划里2.1.1.1电子秤-可做稳定性(适用于电子量具)或重复性再现性分析2.1.1.2可读数的量具-做重复性再现性分析2.1.1.3只能判断OK/NG的量具-做计数型分析(就是KAPPA分析)例如:通止规,比对色板2.1.2分析计划-最好是涵盖一年时间,每月按时完成,就不会有赶工存在,每年初自己编写领导签字2.2采集数据2.2.1样品:找生产过程中的产品,要有合格及不合格的都有,涵盖一段时间范围的产品2.2.2检查员2-3人,每人检测样品3次,记录下来。
(稳定性的是1件产品,一人每次测五次,在20工作日范围内,记录数值)2.2.3检查员彼此不知道结果,样品顺序也不同,只有记录者清楚。
2.3制作报告2.3.1将数据填入如下报告表,并计算2.3.1.1GRR表2.3.1.2稳定性表2.3.1.3KAPPA计数法表2.3.2GRR小于10,测量系统OK,GRR在10到30之间,考虑量具成本原因可不作改善,GRR大于30,要分析原因2.3.2.1量具稳定性不良:改进定位,改进设备2.3.2.2再现性不良:培训人员操作方法,手法一致2.3.2.3解决问题,并做到GRR合格为止2.3.3KAPPA法,填入表格后会自动计算结果,不合格原因:人员的操作不一致/设备精度不够,改善,做到合格2.3.4稳定性:看曲线图,不能出现有规律的连线(七点连续向上或者连续向下,和超出边界线的点),报告页图示很清楚。
Part Certi ficati onDESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDI NGL YPARAMETERS AREK 1Numb er of Must be either 23OK K 2Numb er of Must be either 23OK K 3Numb er of Can be any value10OKOut of UCLrA4 B2'01PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT Pa rt Part name 凸轮轴链轮Plant:Ch ar 4.3Gage number 0013474Coord by:QCDepartme Tol er 0.1000mmGage name:百分表Phone #Tol er 0.1000mmGage ECL/revisDateO PE P A R T RESULTSTR IA 12345678910AVG A 1 4.335 4.298 4.287 4.336 4.352 4.312 4.287 4.283 4.295 4.274A 1 4.3062 4.332 4.297 4.286 4.334 4.350 4.310 4.286 4.284 4.296 4.273A 2 4.30534.333 4.298 4.286 4.331 4.351 4.313 4.287 4.283 4.295 4.274A 34.305Av er 4.3333 4.2977 4.2863 4.3337 4.3510 4.3117 4.2867 4.2833 4.2953 4.2737X A 4.30527Ra ng 0.00300.00100.00100.00500.00200.00300.00100.00100.00100.0010R A0.00190B 1 4.333 4.295 4.285 4.335 4.353 4.3130 4.287 4.284 4.294 4.275B 1 4.305402 4.336 4.290 4.287 4.337 4.352 4.3120 4.285 4.285 4.293 4.276B 2 4.3053034.332 4.293 4.287 4.336 4.352 4.3140 4.286 4.285 4.295 4.275B 34.30550Av er 4.3337 4.2927 4.2863 4.3360 4.3523 4.3130 4.2860 4.2847 4.2940 4.2753X B 4.30540Ra ng 0.00400.00500.00200.00200.00100.00200.00200.00100.00200.0010R B0.00220C 1 4.333 4.296 4.286 4.335 4.351 4.3130 4.286 4.285 4.295 4.275C 1 4.305502 4.330 4.294 4.287 4.336 4.352 4.3140 4.287 4.284 4.296 4.274C 2 4.3054034.332 4.295 4.287 4.337 4.353 4.3130 4.285 4.283 4.295 4.275C 34.30550Av er 4.3317 4.2950 4.2867 4.3360 4.3520 4.3133 4.2860 4.2840 4.2953 4.2747X C 4.30547Ra ng 0.00300.00200.00100.00200.00200.00100.00200.00200.00100.0010R C0.00170Pa rt 4.33294.29514.28644.33524.35184.31274.28624.28404.29494.2746x PART = 4.30538Pa rtR PART =0.07722R =R A + R B +R C / No0.00190+0.00220+0.00170/3R =0.00193X DIFF =[Max(X )ABC ] - 4.30547- 4.30527X DIFF =0.00020UCL R =R *D 4 =0.00193* 2.580UCL R =0.00499LCL R =R*D 3 =0.00193*0.000LCL R =0.00000OPENAMENOTE : It has been A 李峰todetermin B 王鹏Kurtosis data sets,C 叶军from the true GOOD UNTIL GAGE ECL/revision CHANGEneed moreFR OR =0.00193X DIFF =0.00020R PART =0.07722SL001Part Certi ficati on DESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDINGL Y PARAMETERS AREK1Number ofMust beeither 23OKK2Number ofMust beeither 23OKK3Number ofCan beany value10OK Out of UCLr A4 B2'01 PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENTPa rt Partname凸轮轴链轮Plant:Char 4.3Gagenumber0013474Coord by:QCDepartmeToler0.1000mm Gagename:百分表Phone #Toler0.1000mm GageECL/revis DateSL001 MePart Certi ficati onDESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDI NGL YPARAMETERS AREK 1Numb er of Must be either 23OK K 2Numb er of Must be either 23OK K 3Number of Can be any value10OKOut of UCLrA4 B2'01PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT Pa rt Part name 凸轮轴链轮Plant:Ch ar 4.3Gage number 0013474Coord by:QCDepartme Tol er 0.1000mmGage name:百分表Phone #Tol er0.1000mmGage ECL/revisDateSL001Part Certi ficati on DESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AME TER S AND COM PLET E THE FOR M ACC ORDINGL Y PARAMETERS AREK1Number ofMust beeither 23OKK2Number ofMust beeither 23OKK3Number ofCan beany value10OK Out of UCLr A4 B2'01 PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENTPa rt Partname凸轮轴链轮Plant:Char 4.3Gagenumber0013474Coord by:QCDepartmeToler0.1000mm Gagename:百分表Phone #Toler0.1000mm GageECL/revis DateSL001Part Certi ficati onDESTRUCT IVE TESTPLE ASE SPE CIFY THE FOLL OWI NG PAR AMETER S AND COM PLET E THE FOR M ACC ORDI NGL YPARAMETERS AREK 1Numb er of Must be either 23OK K 2Numb er of Must be either 23OK K 3Numb er of Can be any value10OKOut of UCLrA4 B2'01PSW''01PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT Pa rt Part name 凸轮轴链轮Plant:Ch ar 4.3Gage number 0013474Coord by:QCDepartme Tol er 0.1000mmGage name:百分表Phone #Tol er0.1000mmGage ECL/revisDateSL001。
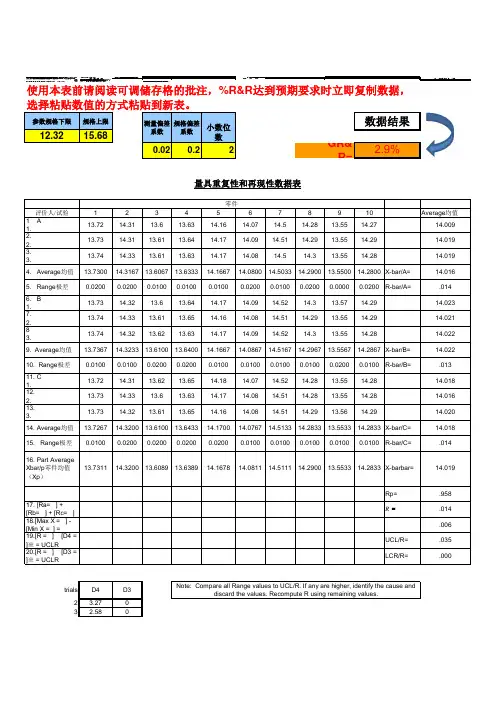
MSA测量系统分析表格模板第五版(⾃动计算)K1Number of Trials Must be either 2 or 33OKK2Number of Operators Must be either 2 or 33OKK3Number of Parts Can be any value between 2 and 10 10OKOut of UCLr A4 B2'01 PSW'01 PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT SL001Part number Part name凸轮轴链轮Plant:Characteristic: 4.3Gage number0013474Coord by:QC DepartmentTolerance:0.1000mm Gage name:百分表Phone #Tolerance (Tol)0.1000mm Gage ECL/revision DateOPERATOR P A R T RESULTSTRIAL #12345678910AVGA1 4.335 4.298 4.287 4.336 4.352 4.312 4.287 4.283 4.295 4.274A1 4.3062 4.332 4.297 4.286 4.334 4.350 4.310 4.286 4.284 4.296 4.273A2 4.3053 4.333 4.298 4.286 4.331 4.351 4.313 4.287 4.283 4.295 4.274A3 4.305 Average 4.3333 4.2977 4.2863 4.3337 4.35104.3117 4.2867 4.2833 4.2953 4.2737X A 4.30527Range0.00300.00100.00100.00500.00200.00300.00100.00100.00100.0010R A0.00190 B1 4.333 4.295 4.285 4.335 4.353 4.3130 4.287 4.284 4.294 4.275B1 4.305402 4.336 4.290 4.287 4.337 4.352 4.3120 4.285 4.285 4.293 4.276B2 4.305303 4.332 4.293 4.287 4.336 4.352 4.3140 4.286 4.285 4.295 4.275B3 4.30550 Average 4.3337 4.2927 4.2863 4.3360 4.35234.3130 4.2860 4.2847 4.2940 4.2753X B 4.30540Range0.00400.00500.00200.00200.00100.00200.00200.00100.00200.0010R B0.00220 C1 4.333 4.296 4.286 4.335 4.351 4.3130 4.286 4.285 4.295 4.275C1 4.305502 4.330 4.294 4.287 4.336 4.352 4.3140 4.287 4.284 4.296 4.274C2 4.305403 4.332 4.295 4.287 4.337 4.353 4.3130 4.285 4.283 4.295 4.275C3 4.30550 Average 4.3317 4.2950 4.2867 4.3360 4.35204.3133 4.2860 4.2840 4.2953 4.2747X C 4.30547Range0.00300.00200.00100.00200.00200.00100.00200.00200.00100.0010R C0.00170 Part Avg 4.3329 4.2951 4.2864 4.3352 4.3518 4.3127 4.2862 4.2840 4.2949 4.2746x PART = 4.30538 Part Range R PART =0.07722 R =R A+ R B + R C / No of operators =0.00190+0.00220+0.00170/3R =0.00193 X DIFF=[Max (X)ABC] - [Min (X)ABC] = 4.30547- 4.30527X DIFF =0.00020 UCL R=R*D4 =0.00193* 2.580UCL R =0.00499 LCL R=R*D3 =0.00193*0.000LCL R =0.00000 OPERATOR NAME NOTE: It has been statistically proven that the Tolerance Method is better A李峰to determine measurement equipment reliability. Even with negativeB王鹏Kurtosis data sets, the recorded measurements will be less than 1% away C叶军from the true value if GR&R is below 30%. Contact Quality Group if you GOOD UNTIL GAGE ECL/revision CHANGE need more information.FROM DATA SHEET:R =0.00193X DIFF =0.00020R PART =0.07722Measurement Unit Analysis Based on the TOLERANCE Method Repeatibility - Equipment Variation (EV)EV =R * K1% EV = 100[EV/Tol]EV =0.00590Trials K1% EV = 5.903 3.05Reproducibility - Appraiser Variation (AV)AV= [ ( X DIFF * K2)2 - (EV2 / nr)](n parts, r trials)% AV = 100[AV/Tol]AV=0.00000Oper K2% AV =0.003 2.70Repeatibility & Reproducibility (R & R)% R&R = 100[R&R/Tol]R&R= (EV2 + AV2)% R&R = 5.90R&R=0.00590Part Variation (PV)PV=R PART * K3Parts K3% PV = 100[PV/Tol]PV=0.1251010 1.62% PV =125.10Total Variation (TV) 1.62TV= (R&R2 + PV2)#REF!GAGE IS REJECTEDTV=0.12524RANGES OUT OF UCLrK 1Number of Trials Must be either 2 or 33OK K 2Number of Operators Must be either 2 or 3 3OK K 3Number of PartsCan be any value between 2 and 1010OKOut of UCLrA4 B2'01 PSW '01 PSW'!A6'01 PSW'!A21'01 PSW'!A54'01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENTPart number Part name凸轮轴链轮Plant:Characteristic: 4.3Gage number 0013474Coord by:QC Department Tolerance:0.1000mmGage name:百分表Phone #Tolerance (Tol)0.1000mmGage ECL/revisionDateSL001。