电镀塑件模具制作及注塑要点
- 格式:ppt
- 大小:176.00 KB
- 文档页数:24
塑料件电镀工艺过程
塑料件电镀工艺过程通常包括以下几个关键步骤:
1. 清洁:去除塑料成型过程中留下的污物及指纹,可用碱剂洗净再用酸浸中和及水洗干净。
2. 除油:去除塑料件表面的油脂,确保后续处理效果。
注塑成型时使用的脱模剂会在工件表面形成油污,因此除油是重要的预处理步骤。
3. 粗化:通过化学或物理方法使塑料表面粗糙化,以增加镀层的附着力。
4. 敏化:将还原剂吸附在塑料表面,为活化步骤做准备。
5. 活化:在塑料表面形成一层催化剂金属层,为化学镀提供反应中心。
6. 化学镀:在没有外加电流的情况下,在塑料表面沉积一层薄金属层,为电镀打下基础。
7. 电镀:通过电解作用在化学镀层上继续沉积金属,以达到所需的镀层厚度。
8. 镀镍:在电镀过程中,通常会先镀一层镍,以增强镀层的耐腐蚀性和耐磨性。
9. 镀铬:最后可能会镀一层铬,以提供装饰效果和额外的防护。
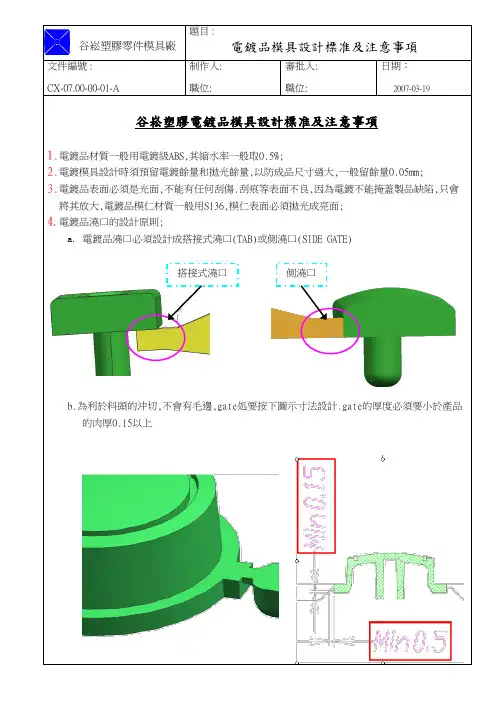
谷崧塑膠零件模具廠題目 :電鍍品模具設計標准及注意事項文件編號 :CX-07.00-00-01-A制作人:職位:審批人:職位:日期:2007-03-19 谷崧塑膠電鍍品模具設計標准及注意事項1.電鍍品材質一般用電鍍級ABS,其縮水率一般取0.5%;2.電鍍模具設計時須預留電鍍餘量和拋光餘量,以防成品尺寸過大,一般留餘量0.05mm;3.電鍍品表面必須是光面,不能有任何刮傷.刮痕等表面不良,因為電鍍不能掩蓋製品缺陷,只會將其放大,電鍍品模仁材質一般用S136,模仁表面必須拋光成亮面;4.電鍍品澆口的設計原則;a.電鍍品澆口必須設計成搭接式澆口(TAB)或側澆口(SIDE GATE)b.為利於料頭的沖切,不會有毛邊,gate処要按下圖示寸法設計.gate的厚度必須要小於產品的肉厚0.15以上搭接式澆口側澆口文件編號 :CX-07.00-00-01-A 制作人:職位:審批人:職位:日期:2007-03-19c.電鍍品的澆口不能太弱,否側不能支撐製品,電鍍時澆口處會斷裂;5.電鍍模具的結構設計:a.如果電鍍品的澆口需要用治具冲切,模具盡可能設計成三板模;b.產品和料頭表面最好不要做抓料的倒勾,要人工剪切,增加成本,也不能使用脫模劑,因為其影响電鍍膜的附著力;c.不同的電鍍,其工藝是不一樣的,所以不同工藝的製品不能共模,如全亮的產品和霧亮的產品電鍍的時間不一樣,不可以一起電鍍,所以要麽多開一套模,要麽在同一套模裏面分開成兩個獨立的部分;文件編號 :CX-07.00-00-01-A 制作人:職位:審批人:職位:日期:2007-03-196.電鍍模具的電鍍框的設計:a.電鍍框有阻鍍作用,可以防止製品局部尖角的積鍍;b.好的電鍍框設計可以防止電鍍件電鍍時變形;c.電鍍框的設計標準;谷崧塑膠零件模具廠題目 :電鍍品模具設計標准及注意事項文件編號 :CX-07.00-00-01-A 制作人:職位:審批人:職位:日期:2007-03-19d.當產品為全亮面要求時,產品到電鍍框的距離為5mm左右當產品為霧亮面要求時,產品到電鍍框的距離為8mm左右;e.電鍍件清洗時溫度較高,應當在電鍍框上做夾持位置,可防止變形,7.電鍍件的檢測方法:a.抗阻測試;b.百格測試;c.酒精測試d.硬度測試e.耐磨測試f.鹽霧測試g.膜厚測試h.冷熱衝擊測試8.電鍍件的主要缺陷;a.光澤和平滑性不佳b.附著性差c.刮傷d.斑點e.缺鍍和脫鍍f.變色g.均一性差9.電鍍件缺陷的主要原因;a.電鍍件素材不良b.素材前處理不完善c.電鍍工程不完全d.電鍍過程水洗乾燥不良e.電鍍管理不佳。
塑料件的设计要求1、塑料的外观要求•产品表面应平整、饱满、光滑、过渡自然,不得有碰、划伤以及缩孔等缺陷。
•产品厚度应均匀一致,无翘曲变形、飞边、毛刺、缺料、水丝、流痕、熔接痕及其它影响性能的注塑缺陷。
•毛边、浇口应全部清除、修整。
•产品色泽应均匀一致,表面无明显色差。
颜色为本色的制件应与原材料颜色基本一致且均匀。
•需配颜色的制件应符合色板要求。
2、塑料件设计要点2.1、开模方向和分型线•每个塑料产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯机构和消除分型线对外观的影响。
•开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯,减少拼缝线,延长模具寿命。
2.2、脱模斜度•适当的脱模斜度可避免产品拉毛。
光滑表面的脱模斜度应大于0.5度,细皮纹表面大于1度,粗皮纹表面大于1.5度。
•适当的脱模斜度可避免产品顶伤,深腔结构产品设计时外表面斜度要求小于内表面斜度,以保证注塑时模具型芯不偏位。
2.3、产品壁厚•各种塑料均有一定的壁厚范围,一般0.5-4mm。
当壁厚超过4mm时,将引起冷却时间过长产生缩印等问题,应考虑改变产品结构。
一般摩托车的塑料厚度为3±0.2mm。
•壁厚不均会引起表面缩印,引起气孔和熔接痕。
2.4、加强筋,加强筋的合理应用,可增加产品刚性,减少变形。
应避免筋的集中,否则引起表面缩印。
•加强筋的厚度一般为壁厚的1/3-1/2。
•筋与筋之间的距离大于4倍壁厚。
•筋的高度小于3倍壁厚。
•加强筋的单面斜度应大于1.5°,以避免顶伤。
2.5、圆角•圆角一般取0.5 1.5倍壁厚。
•圆角太小可能引起产品应力集中,导致产品开裂。
•圆角太小可能引起模具型腔应力集中,导致型腔开裂•合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。
2.6、孔的设计•孔的形状应尽量简单,一般取圆形。
•孔的轴向和开模方向一致,可以避免抽芯。
注塑件电镀工艺流程嘿,朋友们!今天咱来聊聊注塑件电镀工艺流程这档子事儿。
你想想看啊,注塑件就像是个等待变身的灰姑娘,而电镀呢,就是那神奇的魔法,能让它摇身一变,变得光彩照人!首先啊,得把注塑件准备好,这就好比要上台表演的演员,得先把自己拾掇干净整洁了。
然后对注塑件进行清洗,把那些灰尘啊、油污啊啥的都洗掉,让它清清爽爽的。
这一步可重要了,要是洗不干净,后面的魔法可就施展不灵光啦!接下来,就是关键的电镀环节啦!这就好像给灰姑娘穿上了水晶鞋一样。
把注塑件放进电镀槽里,让那些金属离子附着在它上面。
哎呀,那场面,就好像是一场华丽的变身舞会!各种金属离子在注塑件上欢快地跳动着,一点点地给它披上闪亮的外衣。
在这个过程中,可不能马虎大意哟!电流啦、时间啦、温度啦,都得控制得恰到好处。
就跟做饭似的,火候掌握不好,那饭菜可就不香了。
要是电流太大了,那镀层可能就厚得不像话啦;要是时间太短,那镀层可能就薄得可怜兮兮。
所以啊,得像个经验老到的大厨一样,精心把控每一个环节。
电镀完了之后呢,还得进行一些后续处理。
好比灰姑娘参加完舞会,也得整理整理自己的妆容和服饰呀。
对镀层进行检查,看看有没有瑕疵,有没有不均匀的地方。
要是有,那可得赶紧想办法补救。
然后呢,再给注塑件来个最后的打磨抛光,让它更加光滑亮丽。
哇塞,这时候的注塑件简直就像一颗璀璨的星星!你说这注塑件电镀工艺流程神奇不神奇?从一个普普通通的注塑件,经过这么一系列的操作,就变成了让人眼前一亮的宝贝。
这就跟咱们人一样,经过不断地学习和成长,也能变得闪闪发光呀!总之呢,注塑件电镀工艺流程虽然看似复杂,但只要我们认真对待,每一个步骤都做到位,就能让注塑件焕发出迷人的光彩。
让我们一起加油,让这些注塑件变得更加美丽动人吧!。
塑料件电镀工艺过程塑料件电镀工艺是一种常用的表面处理技术,通过在塑料表面镀上一层金属或其他材料,可以增强其外观、耐腐蚀性能和导电性能。
在塑料产品制造领域,电镀工艺被广泛应用,但也存在着一些制程技术难题和质量控制难题。
本文将对塑料件电镀工艺过程进行深入研究,探讨其工艺流程、影响因素及优化方法。
一、塑料件电镀工艺过程概述塑料件电镀工艺是在塑料表面通过电化学反应沉积一层金属或其他材料,例如镍、铬、铜等,从而在塑料表面形成一层导电性较好、耐腐蚀性能较强的镀层。
通常,塑料件电镀工艺过程包括准备工艺、表面处理、电镀、后处理等环节。
1. 准备工艺在进行塑料件电镀之前,需要对塑料进行准备处理,包括去油、除尘、清洁等。
去油工艺是为了去除塑料表面的油污,以保证镀层的附着力;除尘工艺是为了去除表面的尘埃和杂质,保证电镀质量;清洁工艺是为了去除化学物质、残留物等,保证电镀的均匀性。
2. 表面处理表面处理是塑料电镀的关键环节之一,其目的是为了提高塑料表面的附着力。
常见的表面处理方法包括化学镀、阳极氧化、喷砂、喷丸等。
化学镀是指在塑料表面形成一层化学物质,增加其粗糙度和粘合力;阳极氧化是通过电化学方法在塑料表面形成一层氧化层,提高其耐腐蚀性;喷砂、喷丸则是通过物理力量在塑料表面形成一定的粗糙度,增强其附着力。
3. 电镀电镀是塑料件电镀工艺的核心环节,通过向塑料表面施加一定的电压和电流,在金属离子的作用下,使金属在塑料表面沉积形成一层薄膜。
电镀工艺可以选择不同的金属材料,根据产品的要求选择合适的镀层。
常见的电镀方法包括镍电镀、铬电镀、铜电镀等。
4. 后处理电镀完成后,需要进行后处理工艺,包括清洗、抛光、防腐蚀处理等。
清洗工艺是为了去除电镀过程中产生的残留物,保证电镀质量;抛光工艺是为了提高镀层的光泽度和光滑度;防腐蚀处理是为了增加镀层的耐腐蚀性能。
二、塑料件电镀工艺过程中的问题与挑战尽管塑料件电镀工艺在产品制造中应用广泛,但在实际应用中还存在着一些问题和挑战,主要包括以下几个方面:1. 塑料表面粘附力不足塑料表面的粘附力直接影响到电镀质量。
塑料电镀模具的设计与制造要求
塑料电镀产品,对于表面要求十分严格,不能有任何的瑕疵。
因此为了确保塑料镀件表面无缺陷、无明显的定向组织结构与内应力,在设计与制造模具时应满足下面要求:模具材料不要用铍青铜合金,宜用高质量真空铸钢制造,型腔表面应沿出模方向抛光到镜面光亮,不平度小于0.2m,表面最好镀硬铬。
塑件表面如实反映模腔表面,因此电镀塑件的模腔应十分光洁,模腔表面粗糙度应比制件表面表面粗糙度高1~2级。
分型面、熔接线和型芯镶嵌线不能设计在电镀面上。
浇口应设计在制件最厚的部位。
为防止熔料充填模腔时冷却过快,浇口应尽量大(约比普通注射模大1O%),最好采用圆形截面的浇口和浇道,浇道长度宜短一些。
应留有排气孔,以免在制件表面产生气丝、气泡等疵病。
选择顶出机构时应确保制件顺利脱模。
只有保证在模具的设计制造中的这些细节,塑料电镀产品才能达到合格标准。
工程部注塑教材一.塑料的基础知识塑料一词的英文“PLASTICS”原意为可任意捏成各种种的材料或可塑材料,其含义显然是相对金属材料而言的。
塑料在工程中的定义为“以合成的或天然的高分子化合物为主要成分,可在一定条件下塑化成形,产品最后能保持形状不变的材料”。
1.塑料的分类(1)根据塑料中树脂的分子结构及热性能不同分两类①热塑性塑料属于热塑性塑料的有聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯、ABS、有机玻璃、尼龙、聚甲醛、聚碳酸酯、聚砚、聚苯醚、聚四氟乙烯、氯化聚醚等。
②热固性塑料属于热固性塑料的有酚醛塑料、氨基塑料、环氧塑料、聚邻苯二甲酸二烯丙酯、有机硅塑料、硅酮塑料等。
(2)据塑料性能及用途分四类①通用塑料这类塑料指产量大、用途广、价格低的塑料。
主要包括:聚乙烯、聚氯乙烯、聚苯乙烯、聚丙烯、酚醛塑料和氯基塑料六大品种,其产量占塑料总产量的一半以上,构成了塑料工业的主体。
②工程塑料这类塑料指在工程技术中用作结构材料的塑料。
几乎所有的热塑性塑料甚至热固性塑料都可作为工程塑料。
但实际上目前常用的工程塑料仅包括聚酰胺、聚甲醛、聚碳酸酯、ABS、聚砜、聚苯醚、聚四氟乙烯等几种。
③增强塑料在塑料中加入玻璃纤维等填料作为增强材料,以进一步改善塑料的力学性能和电性能。
(热固性增强塑料又称为玻璃钢)④特殊塑料特殊塑料指具有某些特殊性能的塑料。
这类塑料有高的耐热性或高的绝缘性及耐腐蚀性等。
如氟塑料、聚酰亚胺塑料、有机硅树脂、环氧树脂等,还包括为某些专门用途而改性制得的塑料、导磁塑料以及导热塑料等。
2.热塑性塑料的工艺性能(1)收缩件热塑性塑料成形收缩形式和收缩率计算与热固性塑料基本相同,影响收缩率的因素也大致相同。
除前述塑料品种、塑件结构、模具结构对收缩率的影响外,成形工艺条件对收缩率的影响则更为显著。
模具温度高,熔料冷却慢,则塑件密度高,收缩大。
模温分布直接影响到各部位收缩量的大小和方向性。
注射压力高,收缩可适当减小。
第1篇一、引言注塑电镀工艺是一种将注塑成型的塑料制品表面进行电镀处理的工艺。
它结合了注塑成型和电镀技术的优点,使得塑料制品表面具有良好的装饰性和耐腐蚀性。
注塑电镀工艺广泛应用于电子、汽车、家电、日用品等行业。
本文将详细介绍注塑电镀工艺的流程。
二、注塑电镀工艺概述注塑电镀工艺主要包括以下几个步骤:注塑成型、表面处理、电镀、后处理、检验。
下面将分别介绍这些步骤。
三、注塑成型1. 原材料选择:根据产品要求,选择合适的塑料原材料,如聚丙烯、聚乙烯、聚氯乙烯等。
2. 模具设计:根据产品形状和尺寸,设计注塑模具。
模具设计应考虑产品精度、表面质量、生产效率等因素。
3. 注塑机调试:调试注塑机参数,如温度、压力、速度等,确保产品成型质量。
4. 注塑成型:将塑料原料加热熔化,注入模具中,冷却固化后取出产品。
四、表面处理1. 去毛刺:注塑成型的产品表面可能存在毛刺、飞边等缺陷,需进行去毛刺处理。
2. 去油污:产品表面可能存在油污、灰尘等杂质,需进行去油污处理。
3. 化学粗化:通过化学方法使产品表面产生一定程度的粗糙度,提高电镀层附着力。
4. 水洗:清洗产品表面,去除残留的化学药品和杂质。
五、电镀1. 预处理:将处理好的产品放入电镀槽中,进行预处理,如除油、活化、钝化等。
2. 电镀:根据产品要求,选择合适的电镀液和工艺参数,进行电镀。
电镀液种类包括氰化物电镀液、酸性电镀液、碱性电镀液等。
3. 后处理:电镀完成后,进行后处理,如中和、清洗、干燥等。
六、后处理1. 油封:为了提高电镀层的耐腐蚀性,对电镀层进行油封处理。
2. 表面装饰:根据产品要求,对电镀层进行表面装饰,如喷漆、印刷、贴膜等。
3. 组装:将电镀后的产品与其他部件组装成成品。
七、检验1. 外观检验:检查产品表面质量,如色泽、光滑度、尺寸精度等。
2. 性能检验:检验产品性能,如电镀层附着力、耐腐蚀性、耐磨性等。
3. 功能检验:检验产品功能,如按键、开关、连接器等。
塑料电镀件的模具设计要点塑料电镀件的模具设计要点当下,塑料电镀件以低成本,低重量,设计灵活的特点,在越来越多的领域取代了金属电镀。
当然,塑料电镀也会有镀层脱落,起泡开裂,漏镀麻点等问题的出现,而引起这些问题的原因也是多方面的,包含材料的选择、结构的设计、模具的设计、注塑工艺和电镀工艺。
下面,我们就先来探讨一下塑料电镀件模具设计的一些要点。
提到模具设计,我们首要关注的就是浇口的设计,针对电镀件,设计的要点是要保证浇口不会产生过高的剪切速率和过大的剪切应力,从而提升注塑件的电镀品质。
因此最佳的浇口方案就是侧浇口进胶,而对于浇口的具体尺寸,推荐遵循如下的设计原则:L = 0.5 ~ 0.75 mmh = n tW = 澆口寬度 ( mm )gate width in mmA = 型腔表面積 ( mm2 )surface area of cavity in mm2n = 材料常數 material constant0.6 for PE, PS0.7 for POM, PC, PP0.75 for ABS0.8 for CA, PMMA, PA0.9 for PVCh = 澆口厚度( gate thick. in mm )t = 零件壁厚( wall thick. in mm )图1. 浇口尺寸设计原则除了对浇口尺寸的要求外,浇口的形状也对充填和剪切有较大的影响:使用适当的浇口形状避免喷流及改善高剪切的位置图2. 浇口形状对充填及剪切的影响除了好的浇口方案,模具的排气设计也是重要的一环,因为在塑胶充填过程中,模具中高温高压的气体不仅会阻止熔胶的正常充填,还会引起塑胶的高温降解,进而导致塑件的局部碳化(也称为烧焦,一般发生在充填末端),且电镀制程也无法遮蔽该外观不良现象,因此,良好的排气设计是非常必要的。
而模具排气的形式主要有分型面排气及排气镶件排气:图3.分型面排气分型面通常要开排气槽使气体能够迅速有效的排除,图中黄色部分为排气槽,深0.2-0.3mm,排气槽距成型面2-3mm,蓝色为排气道。
对于塑料电镀件需注意的几点问题:1.ABS是丙烯腈(A)、乙二烯(B)和苯乙烯(S)三元共聚物。
其成分比例应控制在一定范围内,否则将影响镀层结合力,使用时最好选用镀级的ABS塑料。
如果材料为ABS+PC合金的话,PC的比例应小于30%为宜。
2.成分的影响:2.1ABS料中丁二烯的含量、应控制在18%-23%为好。
2.2水份的含量,不能高于0.1%否则压注后在零件表面会产生小气泡,电镀压气泡会更大。
2.3再生料:ABS料其成分必须一致,不允许混入其它杂质料。
对相同成分的再生料,也尽可能不用若非用不可,必须经过试验并严格控制再生料的用量〈20%,否则影响电镀或其结合力。
3.外形设计:3.1塑料零件表面应平滑,不要求镜面光泽的地方,尽可能做成梨点状或压花纹,以便于电镀可提高镀层附着力,并可掩盖小的缺陷和伤痕。
3.2不应有盲孔,如必须有时,其深度应为它的直径1/2---1/3,槽或孔之间的距离不要太近,其边缘都应倒圆。
3.3零件应有足够的强度,臂厚最好大于3mm,最薄不小于1.9mm.3.4不应有锐边、尖角和锯齿形,若必须有时,其边缘应尽量倒圆、且ABS料不可有再生料,否则影响电镀生产。
3.5尽量避免大面积平面。
必要时应把要求高的一面,尽可能使该面向下或两侧。
3.6零件上尽可能留出几个装挂位置,以便获得良好的均匀的镀层。
装挂位置设计在不影响外观的部位,并注意防止薄壁零件变形,水中位应不易弯折,否则影响该位导电不良,必要时在不影响工件组装外观下,水口位可连接在工件下边缘处尽可能粗大些。
3.7对大零件装挂位即浇口与零件距离应大于该零件厚度的1.5---3倍。
4.模具设计4.1模具内应留排气孔。
4.2分离线和熔接线最好在内部,不要在外明显部位。
4.3浇道大一些较好,最好呈圆形断面,直径一般为5---10mm,并且不易太长。
4.4浇口应设在不明显位,对较大的零件,浇口应尽量多增加些。
设计电镀件应注意的问题1。
要避免采用大面的平面。
塑膠電鍍對塑件的要求塑料上電度成功與否,不僅與電鍍工藝有關,而且與塑料零件的設計與成型工藝有密切關系.從電鍍工藝的角度出發,對塑料件有如下要求:(一)塑料件的設計(1)應遵循“獲得完好注塑成型件的技術要求”進行注塑成型,有時還要求更加嚴格,因為零件表面的缺陷經電鍍后會顯得更為明顯.(2)零件的外形應有利于獲得均勻的鍍層,如較大的平面中間要稍微突起,突起度約為0.10~0.15mm/cm;棱角應倒圓,外角的倒圓半徑為≧1mm、內角的倒圓半徑為≧0.5mm;盲孔及凹槽的底棱邊應圓滑過渡,其半徑宜>3mm;盲孔深度最好不超過孔徑的一半,否則對孔底的鍍層厚度應不作要求;V形溝槽的寬與深之比應大于3.(3)零件應有適當的壁厚,若太薄則易變形而影響鍍層的附著力;若太厚則注塑成型時易產生收縮痕跡.一般在2.3~3.0mm,最薄不宜<1.9mm,最厚不宜>3.8mm.(4)最好不要有金屬鑲嵌件,因為金屬與塑料的膨脹系數相差大,溫度的變化易引起裂紋而使溶液滲入.若不能避免時,盡量選用膨脹系數較大的鋁制作.鑲嵌件周圍的塑料應有足夠的厚度,並將鑲嵌件的表面加工出溝槽或進行滾花.(5)應考慮電鍍裝挂的位置,因為裝挂接觸點會在鍍后留下痕跡,所以應安排在不影響外觀的部位.此外因裝挂時卡緊力較大,應防止薄壁零件的變形.在不妨礙裝飾外觀的情況下,還可以保留澆口作為裝挂位置,電鍍后再將澆口除去.(二)對成型工藝的要求以常用的ABS塑料為例,介紹對注塑成型工藝的要求.這些原則對其它塑料也適用.(1)原材料應在80~90。
C下烘幹4h,(有人建議,在110~120。
C烘烤30分鐘以上)否則殘留的水分將會在成型零件表面產生氣泡.流線紋而影響外觀.(2)不要使用膠模劑(特別是硅油類脫模劑),否則會對鍍層的附著力產生很不利的影響.若脫模實在困難,也只能使用滑石粉或肥皂水作脫模劑.(3)應采用較高的注塑溫度(255~275。
塑料电镀模具开发要求电镀塑料件的要求比喷涂件对外观和应力的要求严的多 ,这就决定在模具设计时必须考虑外观的要求(光洁度/粗糙度Ra w 0.1 m 钢材的选择,火山口的设计,倒R 角等)和应力的要求 产生应力的主要原因 :1 .产品结构本身很复杂 ;2 .模具结构设计不合理 ;3.成型工艺参数不合理 (电镀件注塑四大有害理论现象 :内应力 ,表面取向应力 ,降解和偏析 ,下次讲注塑时具体讲 ;) 4.原料选择不当或不纯或加水口料 .产品图纸尺寸要求是否完整明确 ,版本号是否最新 ,一定要得到客户签字盖章认可的图纸 才可用未标注公差的尺寸的公差 ,并得到客户确认 ,测量基准等要弄明白 (卡扣 卡钩 ) 装配图纸尺寸要求 ,产品尺寸与装配件之间是否留有满足电镀所需的尺寸要求 客户要求产品所用塑胶的料号材质 ABS727/757 PC+ABS MC1300 GE 料或客户指 定的其它料 ,同时弄清每种材料的特性 ,伸缩比工艺柱 (水口 )设计位置 ,形状, 在开模前必须的到客户的签字认可标准 外观要求 功能要求 是内饰件还是外饰件等一模具结构及零部件设计 1 材料的选用选用原则 :优良的耐腐蚀性 ,优良的抛旋光性 , 优良的耐磨性 , 优良的机械加工性 , 淬火时优良的热稳定性开模前首先必须收集和了解的客户资料信息1. 2. 3. 4. 5. 6. a) b) 型腔材料一般为S136,热处理到HR5±2°。
c) 型芯材料及与型腔接触的运动件采用S136或稍差一点的材料加工到 HRC4±8 2°。
d) 镶件应选用比模具材料同种或更好的材料。
含铬镍的钢要经处理。
e) 尽可能用标准件, 只有在特别要求或项目同意的情况下才可进行更改。
2模具结构及零部件设计 ( 电镀要特别注意流道 ,浇注通道,注射口,排气,水口位等设计 )a ) 型 芯的排位应保证注胶均匀、对称,有利于注射。
论电镀件模具设计要点作者:张继来源:《科学与财富》2019年第08期摘要:电镀是用电化学方法在固体表面上沉积一薄层金属或合金的过程。
对这个过程形象的说法,就是给金属或者非金属穿上一件金属“外衣”,这层金属“外衣”称为电镀层。
通过电镀可以改变固体材料的表面特性。
例如,可以改善外观,提高耐蚀性、耐磨性及其他功能特性。
关键词:电镀;化学;塑料引言近年来,随着工业的迅速发展、塑料电镀的应用日益广泛,成为塑料产品中表面装饰的重要手段之一,塑料电镀已被广泛应用在汽车塑料零件的装饰性电镀上。
电镀对于塑料件的外观要求只要有如下几点:(1)产品表面需平整、光滑、过渡自然、不能有磕、碰、擦伤等缺陷;(2)产品厚度需均匀,没有翘曲变形、毛刺、飞边、熔接痕等;(3)颜色需符合色板的要求。
塑料件优质的外观取决于前期合理的模具设计以及制造加工,笔者针对电镀件的产品、模具选材和浇注系统浅谈一下自己的心得:1 产品要求长条状的电镀件一般在装车X向和Z向(重点)均存在变形,因此模具上通过预变形处理和壁厚调整来补偿零件变形。
1.1 缩印是电镀件的主要问题,产生缩印的原因通常有以下几点1.1.1 产品B面的筋、卡脚或BOSS柱超厚引起A面产生缩印: ABS或PC/ABS材质的产品一般尺寸要求是A≤2/3B,但电镀件却需A≤1/3B。
通常做法是为方便后期模具调整,先将加强筋根部壁厚做到0.7~0.8mm。
1.1.2 产品壁厚突变不均,电镀产品主壁厚一般为2.0-3.0mm,建议单个零件主壁厚尽可能避免大于0.5mm以上的壁厚突变;若卡钩与产品侧面有较大的台阶,宜调整卡钩的位置或在B 面设计较大的过渡区域,建议台阶厚度与过渡长度比例不小于1:10。
1.1.3 产品结构导致的缩印,主要为局部产品壁厚突变,收缩不均匀引起表面不平整造成的,强烈建议客户修改产品结构,明确其风险性,虽然通过加厚产品表面厚度会有改善,但很难消除。
1.2 产品要求1.2.1 检查产品拔模斜度:电镀件、油漆件定模1.5-2°,动模大于1°。