漆包线进料检验规范
- 格式:docx
- 大小:21.25 KB
- 文档页数:4
1. 目旳为了严格控制漆包线来料质量,规范漆包线检查规范检查原则,为该产品旳验收工作提供指引根据。
2. 合用范畴本规范合用于公司漆包线来料旳检查验收。
3. 引用原则GB6190 漆包圆绕组线GB4074.2 漆包线实验措施(尺寸测量)GB4074.11 漆包线实验措施(热冲击实验。
圆线)GB4074.17 漆包线实验措施(击穿电压实验。
圆线)4. 技术规定4.1漆包圆线应符合GB6190旳规定和我司研发部产品规格书规定4.2 导体不圆度(导体标称直径0.063mm以上)任一点上最小直径和最大直径差应不大于表1和表2中导体公差栏旳值。
4.3 最小漆膜厚度和最小自粘层厚度(导体标称直径0.063mm以上)4.3.1 非自粘性漆包线最小漆膜厚度应不小于表1旳规定值。
4.3.2 自粘性漆包线涉及自粘层厚度在内旳最小漆膜厚度应不小于表2旳规定值。
4.4 最大外径4.4.1 非自粘性漆包线最大外径应不超过表1旳规定值。
4.4.2 自粘性漆包线最大外径应不超过表2旳规定值。
4.5 电阻不用直径旳导线电阻值应如表3所示。
表3 不同直径导线旳电阻值4.6.5000V,1min旳耐压实验,其耐压泄漏≤1mA。
4.7 盐水弯曲针孔实验常态下旳漆包线盐水弯曲针孔实验是将试样折成正方形,检查漆包线漆膜旳持续性和附着性。
测试原理。
根据电解铜旳原理,试样开裂点露出旳裸导体铜发生电解反映,气孔处呈现红色状,即为针孔。
其反映式如下:2Cu+2H2O——2CuO(红色)+2H2合格鉴定措施:在弯曲旳四角上,0.07 mm如下旳漆包线总数小于或等于3个弯曲针孔鉴定合格,反之为不合格。
在弯曲旳四角上,0.07 mm及以上旳漆包线,弯曲针孔总数小于或等于4个鉴定合格,反之为不合格。
鉴定期,应排除直线(常态)针孔。
如有直线针孔,不应计入弯曲针孔总数,或应重新取样。
弯曲针孔越多,阐明漆膜附着力越差或脱漆。
5. 检查项目和检查措施5.1外观检查:5.1.1包装有无标记,外标记与实物与否一致,标记与否注明厂商、产品名称、净重、导体直径、漆膜级别、制造日期等。
漆包線、包裝類、五金端子、錫材、化工材料IQC進料檢驗方法目錄﹕一﹔漆包線二﹕包裝類三﹕端子﹑料片四﹔錫材類五﹔溶劑類一﹕漆包線1﹑外觀檢驗﹕顯微鏡進行外觀檢驗﹐要求無漆包層脫落﹑毛刺等不良現象。
2﹑尺寸檢驗﹕測量工具﹕微米千分尺2.1﹑漆包線直徑D在相距1000mm的兩個位置上﹐每個位置沿試樣圓周均勻分布的三處進行測量。
2.2﹑漆包線導體直徑d在相距1000mm的兩個位置上﹐用任何不損壞導線的方法去掉絕緣﹐在每個位置上﹐沿試樣圓周均勻分布的三處進行測量。
3﹑絕緣高壓檢驗取漆包線各10cm﹐分別絞線(30個結)﹐進行絕緣高壓測試。
測試儀器為絕緣高壓機。
4﹑針孔試驗取漆包線5M﹐將漆包線的一端邊接在GPR-7510HD電源供給器正極(將電源供給器調至于12V)﹐其餘中間部分置入酚汰溶液中﹐另一端邊置于酚汰溶液之外﹐(此溶液之配方比例﹕濃度爲3%的酚汰酒精溶液﹐再加入到濃度爲0.2%的食鹽水中)﹐負極放於酚汰溶液內﹐觀察1分鐘后﹐有無小孔(氣泡)等不良現象。
5﹑導體電阻測試取漆包線1M進行電阻測試﹐測試儀器為WK3260B。
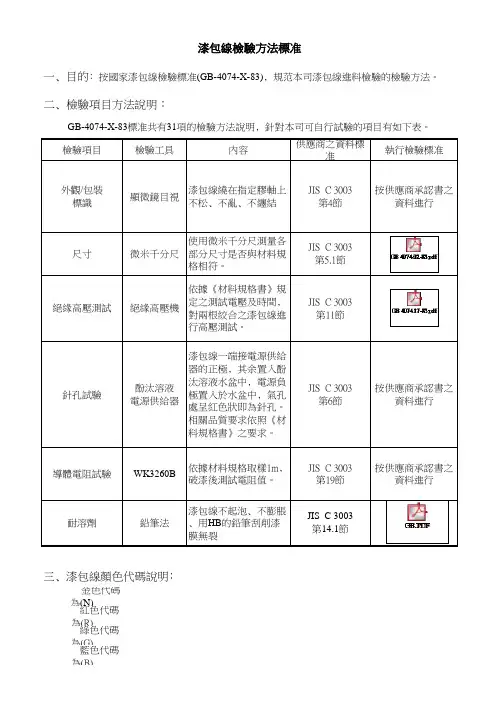
6﹑耐溶劑測試(適用于導體標稱直徑0.250mm以上的漆包線)(具體規范參考GB/T 4074.4-1999)6.1﹑標准溶劑配比(體積比)﹕-----60%石油溶劑﹐其芳香組份最大含量為18%﹔-----30%二甲基苯﹔-----10%丁醇所使用的鉛筆硬度應符合有關產品標准的規定。
每次試驗前﹐鉛筆尖應用細銼磨尖﹐并按圖1所示磨成對稱于其軸心的60度角。
圖11—試樣﹔2—鉛筆﹔3—試驗平台6.2﹑試驗程序一根約150mm長的漆包線校直試樣應在強迫通風的(130 ±3)℃烘箱中預處理10min.然后將有效長度試樣浸入盛有標准溶劑的玻璃容器中30min﹐溶劑溫度為(60 ±3) ℃。
然后從溶劑中取出試樣。
應在取出試樣后30s內測量其表面的硬度。
試樣應按圖2所示放在光滑硬表面上。
漆包线检验标准1.外观检验:表面光滑,色泽均匀,无漆瘤和白色润滑剂,表面绝缘漆膜无脱落、氧化、划痕、损伤,无打结现象2.尺寸检验:2.1 漆包线直径:标准参照IEC60317对照表,检验方法:千分尺2.2 导体直径:标准参照IEC60317对照表,检验方法:千分尺2.3 漆包线漆膜厚度:标准参照IEC60317对照表,检验方法:千分尺2.4 导体误差值:标准参照IEC60317对照表3.电性能:3.1 电阻取要检验的漆包线1m, 将两端的漆膜刮去,测量漆包线的电阻,电阻测量值要与IEC60317的要求电阻范围内;标准温度20度,换算公式:20度的电阻/234.5+标准温度=实际测量电阻/234.5+测量温度。
3.2 可焊性①剪取需要检验的铜线材料;②根据材料可焊性条件范围设定锡炉温度;③使用温度测量器对锡炉温度测量确认锡炉温度在材料承认书的可焊性条件范围内;④焊锡条件依材料承认书,铜线上锡效果:当铜线浸锡后目检表面着锡面积95%以上,不遗留残渣。
⑤.非直焊性线径剥皮处理后依(第①-④点)作业。
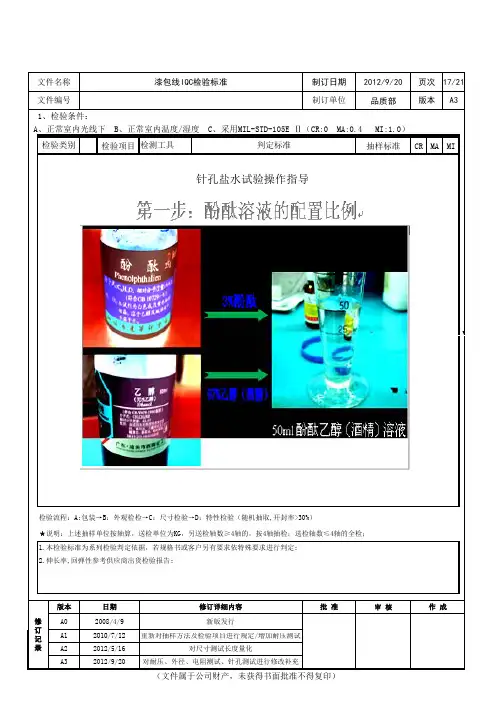
3.3 针孔及漏电流测试3.3.1配置溶液及接线A. 配置盐水溶液:食盐30 克,清水10 公斤,浓度为3‰;B. 配置酚酞溶液:酒精100 克,酚酞3 克;C. 配置溶液:每10 公斤盐水溶液加入20 毫升酚酞溶液;D. 按图1 检查盐浴装置正负极接线是否正确。
导电体接正极直接接入盐浴池,被测定转子接负极;E. 将电源正负极正确连接后,通直流电12V1000mA,每次做盐浴前要检查溶液的导电性能,将“+”和“-”极直接浸入盐浴池中,观察电流表的读数,导通电流是否达到标准值:500mA,当电流达到500mA及以上才可测试。
3.3.2 漏电流及针孔数测试标准电流法测试标准针孔数测试标准如针孔数量少于五个且不在同一个部位30米之内,则可以接受,其它情形均不能接受。
3.4 击穿电压取漆包线0.5m对折一次,将对折部位剪断并刮去四根线漆皮,然后再对折两次,并将对折后的漆包线扭成麻花状态,扭绞33圈,(两端各有两个线头)分别用高压仪测试同一端的两根线头的耐高压能力。
漆包线进厂检验规程一范围、职责1 范围本规程规定了本公司安标矿用产品配套的YBDZ电机用漆包线检验方法,适用于外购漆包线进厂时检验。
2目的规范检验方法和行为,保证产品质量,从而保证用户的使用安全。
3职责质量控制部的进厂物资检验人员负责对进厂YBDZ电机用漆包线的检验,检验时做好记录。
检验记录保存五年。
二内容4 漆包线的检验4.1 检验的依据和抽样方法4.1.1 检验的依据GB/T6109漆包圆绕组线、YBDZ-2.0-01.1a图纸及其他相关技术要求。
4.1.2 抽样方法(1) 击穿电压:漆包线按每个批次每15卷为一组取五个样,作为耐高压试验的试样。
超出15卷的倍数或不足15卷的按一组取样。
取样分别从不同规格不同生产批次进的漆包线中进行。
(2) 尺寸检验:可随机在整卷上或高压试验后不影响尺寸检验的线段上测量。
4.2 漆包线的采购,应在我公司评定的合格供方中进行。
产品包装应有合格证,标签上有制造厂名及商标、漆包线的产品名称、漆膜种类、执行国家标准的编号、漆包线的直径和漆膜级别、出厂日期。
4.3 外观检查用正常视力检查,卷绕在线盘或线轴上的漆包线,漆膜应光滑、均匀、连续、无斑纹、无气泡和杂质。
4.4 尺寸检查4.4.1 导体直径导体直径与标称之差应不超过表1的规定值。
4.4.2 导体不圆度任一点上最小直径和最大直径之差应不大于表1第2栏的绝对值。
4.4.3 最小漆膜厚度最小漆膜厚度应不小于表1 的规定值。
4.4.4 最大外径最大外径应不超过表1 的规定值。
表1 漆包线尺寸4.5 柔韧性和附着性圆棒绕线试验(导体标称直径1.600毫米及以下),漆包线在等于其自身标称直径的圆棒上卷绕后,漆层应不开裂。
4.6击穿电压导体标称直径0.100毫米以上2.5毫米以下的漆包线,取五个试样中应至少有四个在小于或等于表2的电压下不发生击穿。
表2 击穿电压数值表5 检验结果检验合格的,检验人员在入库单上签字放行,业务负责人办理入库。
漆包線檢驗標準規範
一.目的:
針對多家漆包線供應商品質不一,建立規範化的漆包線入料檢驗標準
二.铜线检验主要項目
1. 外观:
1-1、检测工具:10倍放大镜
1-2、检测方法:对于直径等于或大于1.83mm的漆包线,其外观质量用正常目力检验,对于直径小于1.83mm的漆包线采用放大倍数不超过10倍的放大镜检查。
1-3、漆包线表面品质要求
漆包线线表面光滑、色彩均匀、应无起珠、漆瘤、黑斑、黑线、氧化、开裂、碰伤划痕、裸线线花等不良缺陷、常温下不粘着、排线均匀。
以目视,手触,指甲法等检查,
A有无伤痕或污损;
B表面之光滑度,光泽,颜色是否均匀;
C以指甲刮擦,漆膜是否易脱落.
2. 尺寸檢測: (內徑和外徑與及膜厚)
2-1、检验工具:0.001mm普通外径千分尺、0.001mm千分尺、火機
2-2、检验方法:漆包线外径在相距1000mm的位置上,每个圆周均匀颁点三处进行测量,取两个位置六个测量值的平均值作为测量结果,然后在测量漆包线外径处用火烧去导体上附着的漆膜,用和上面相同的方法测量导体直径,漆包线外径与导体直径之差即为漆包线的漆膜厚度。
2-3、品质要求:
A漆包线导体线径必须在公差允许范围内,不允许有偏大或偏小现象;
B漆包线完成外径必须控制在标准范围内,不允许有偏大或偏小现象;
C漆膜厚度不允许有偏小现象,且具有耐压性。
3. 針孔试验: (三层绝缘线針孔为0个,TC/TR漆包線要求为0个)
检验工具:针孔试验仪、水盆、剪刀、提钩、温湿两用温度计、玻璃杯
3-1、检验原料:食盐、酝酿、清水
3-2、检验方式:成品检验、性能检验每种规格各抽检2轴。
漆包线检验规范一、漆包线入厂检验1、基本要求:电机漆包线的生产家,原则上都必须通过IS09001—2000质量管理体系认证。
供应商提供的有关产品合格证明材料必须真实、完整。
2、检验仪器、设备及量具要求:用于检测的仪器仪表应在合格检定期内,工装经合格验收后方可投入使用。
‘二、检验内容及方法:(一)外包装检验1入库包装数量检查、2供应商应提供材质单和质量检验合格证。
3每个包装件上的标签应至少包含制造厂名和商标、产品型号规格、净重、制造(生产)日期、标准编号等信息。
4产品型号为QZ-2/130,有UL证明或标识。
5包装件漆包线应整齐而紧密地绕在线盘上。
(二)性能检查:1、外观检查:用目视的方法检查每轴漆包线的漆膜不应有明显的气泡、划伤、破损等现象。
2、带漆皮线径检查:(1)抽样方法:全检。
(2)测量工具:外径干分尺(3)测量步骤:A.在每包装件上导线相距1000mm的两个位置,每个位置沿试样圆周均匀分布的三处进行测量,测力应符合表1。
B.记录漆包线导体两个端头位置上六个测量值并计算平均值,平均值应符合表1。
(4)、裸线线径检查:抽样方法:每批次抽样为2包装件(≤2全检),在该包装件上取一根长度不小于1000mm的试样。
(5)测量工具:外径千分尺(0—25)。
(6)测量步骤:A.将漆包线两端距线头10—30mm处的漆皮清理干净(可采用火烧)B.在每端头沿试样圆周均匀分布的三处进行测量,测力应符合表1C.记录漆包线导体两个端头位置上六个测量值并计算平均值,平均值应符合表1表1标称直径(mm) 带漆皮线径平均值不大于(mm)带漆皮/裸线测力(N)裸线直径范围(mm)φ0.23 φ0.28 0.75/1.25 φ0.226—φ0.234φ0.3l φ0.365 0.75/1.25 φ0.306—φ0.314φ0.33 φ0.390 0.75/1.25 φ0.326—φ0.334φ0.38 φ0.44 0.75/1.25 φ0.375—φ0.385φ0.41 φ0.47 0.75/1.25 φ0.405—φ0.415φ0.42 φ0.483 0.75/1.25 φ0.415-φ0.425φ0.45 φ0.513 0.75/1.25 φ0.445—φ0.455φ0.47 φ0.537 0.75/1.25 φ0.465—φ0.475φ0.49 φ0.556 0.75/1.25 φ0.485—φ0.495φ0.59 φ0.664 1/3 φ0.584—φ0.596 、漆包线的进料检验:抽取方法可以按照国标,当然如果公司是自己的,只是为了确定质量可以自行规定,一般每批线抽取3轴即可;检验方法国标同样有规定,不过一般公司不具备国家要求的所有检验用设备,只是通过检验来确定漆包线符合使用要求即可,这样的话,检验以下几项就可以,一是外观,不能有伤线,无线头,颜色异常等等;二是内径和外径,用千分尺来测量;三是绕线后的盐水针孔,有些线去过直接测针孔可能没问题,但是绕线后就不行了,这是漆膜附着性不好造成的,针孔一般测5米长的线,针孔数量小于12个就行;漆包线的抽检按轴数进行抽检,如10轴中抽检1轴。
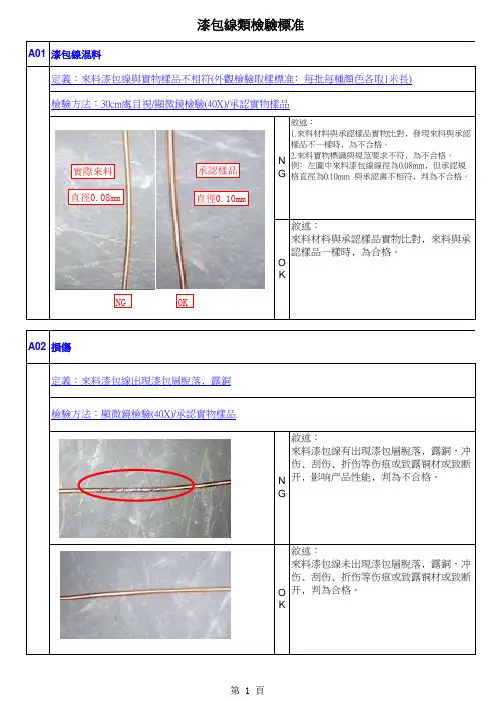
A01A02損傷N GO K定義:來料漆包線出現漆包層脫落﹐露銅敘述:來料漆包線未出現漆包層脫落﹐露銅,冲伤﹑刮伤﹑折伤等伤痕或致露铜材或致断开﹐判為合格。
檢驗方法:顯微鏡檢驗(40X)/承認實物樣品檢驗方法:30cm處目視/顯微鏡檢驗(40X)/承認實物樣品敘述:來料材料與承認樣品實物比對﹐來料與承認樣品一樣時﹐為合格。
敘述:1.來料材料與承認樣品實物比對﹐發現來料與承認樣品不一樣時﹐為不合格。
2.來料實物標識與規范要求不符﹐為不合格。
例﹕左圖中來料漆包線線徑為0.08mm﹐但承認規格直徑為0.10mm 與承認書不相符﹐判為不合格。
漆包線混料N GO K定義:來料漆包線與實物樣品不相符(外觀檢驗取樣標准﹕每批每種顏色各取1米長)敘述:來料漆包線有出現漆包層脫落﹐露銅,冲伤﹑刮伤﹑折伤等伤痕或致露铜材或致断开﹐影响产品性能﹐判為不合格。
實際來料承認樣品直徑0.10mm直徑0.08mmNG OK第 1 頁A03A04A05漆包線變色O K檢驗方法:30cm處目視/顯微鏡檢驗(40X)/承認實物樣品敘述﹕來料漆包線有出現 发黑﹑发黄﹑发白等氧定義:來料漆包線有出現漆包層變色定義:來料漆包線有出現漆包層脫落敘述:來料漆包線無漆包層脫落,判為合格。
定義:來料漆包線有出現臟污現象敘述:來料漆包線有出現漆包層脫落,判為不合格。
N G敘述:來料漆包線有出現臟污,. 沾油渍﹑异物等杂质不能去除﹐影响制程作业判為不合格。
O K 敘述:1.來料漆包線無臟污﹑沾油渍﹑异物等杂物﹐判為合格。
2.來料漆包線有出現臟污,但不影響使用,判為合格。
漆包層脫落臟污檢驗方法:30cm處目視/顯微鏡檢驗(40X)/承認實物樣品檢驗方法:顯微鏡檢驗(40X)/承認實物樣品N G漆包線類檢驗標准敘述:來料漆包線無漆包層變色,判為不合格。
來料漆包線有出現 发黑﹑发黄﹑发白等氧化变色﹐或與承認樣品顏色差異明顯,或顏色不易分辨﹐ 影响产品性能﹑制程作业﹐判為不合格。
漆包线来料检验作业指导书修订状态01页码3/7(控制状态)针孔试验(按上一页)特殊检查水平S-2,以轴为单位5 •漆包线针孔试验方法:准备物品(酚駄、乙醇、氯化钠、淸水以及容器)ffip W加何“扫力滚游1.氯化钠20克,用电子称称重(注意:放入白纸后再归零):目视电源机溶液盒2.取淸水980克(980ml)■用500ml量杯取2次;3.两者倒入容器中混合均匀1 •酚酥3克,用电子称称重,注意:(放入白纸后再归零);2•用量杯取乙醇97克(126ml);3.将3克酚酥倒入捲杯中混合均匀。
1 •将缠绕后的样品浸入溶液中(5M以上),需露岀焊锡或剥皮的一端;2•将电源正极接测试盆接口,剥皮或浸锡的一端接负极(注意:负极端不可接触液而):3・接通电源1分钟左右,观察测试溶液中有无产生紫红色的气泡(针孔),会出紫红色的气泡判左为铜线有针孔.检验标准操作方法:将长60cm的漆包线对折后进行绞合,用剪刀剪断绞合部位使之成为二条单独之导体,圈数要求10-12圈(如下图),再于两根线的端头施加相适应的电压5秒/1mA不击穿(具体标准参照原物料承认书),操作方法及步骤如下:2•允收标准:0收1拒;漆包线来料检验作业指导书修订状态01页码4/7(控制状态)耐压测试特殊检查水平S-2,以轴为单耐压仪测试位取长60cm漆包线样品对折后绞合10-12圈用剪钳将连接处剪断选择同一方向线头焊锡用测试央央住已焊谒的线(另•方向两端不希要焊锡'防止测试时腔碰短路)依据《原物料承认书》设置对应参数测试OK物料亮绿灯测试NG物料亮红灯检验方法/工具。
1、适用范围 : 本规范适用于本公司漆包线进货检验;2、目的:防止不合格漆包线进厂;3、职责: 外协检验员负责;4、检验设备:QDS-15KV 漆包线耐压试验仪、QJ-44 直流电阻电桥、针孔测试仪、扭绞仪、外径千分尺;5、检验方法:抽检;6、检验规范:6.1抽样标准:每批漆包线进厂时每种规格线径各抽一轮进行检验,如一种规格的漆包线有不同批号、时间生产的应分别抽检;6。
2线径测量:用外径千分尺测量漆包线最大外径和漆膜厚度,其测量结果应附合表1《漆包线进厂验收标准参数表》的要求;6。
3电阻值测试:取1米漆包线并在线两头刮净绝缘漆膜,将漆包线安装在漆包线电阻测量专用设备上,用QJ—44 直流电阻电桥测量其电阻值,其测量结果应附合表1《漆包线进厂验收标准参数表》的要求;6。
4耐电压试验:按照《QDS—15KW漆包线电压试验仪操作规程》的操作要求对漆包线进行耐电压试验,其测量结果应附合表1《漆包线进厂验收标准参数表》的要求;6.5 剥离试验(适用于导体标称直径1。
000mm以上):取长度约600mm的试样一根,将试样固定于扭绞仪的两端,夹具之间的试样长度为500mm,在固定夹具上挂上砝码,使试样受到张力。
用刮刀将试样对称的两个侧面上的漆膜刮去露出导体,施加在刮刀的压力应能使试样漆膜刮除,得到一个清洁、光滑的表面,而又不宜刮去过多的导体,距离两端夹具10mm处的漆膜不应刮去。
转动仪器,按每分钟60~100转的速度扭转试样,直到规定的转数。
转数按下式求得:R=K/d式中R—试样扭绞数,取整数;d—试样标称直径, mm;K—常数,B级取130mm,F 级取 150mm。
试样经受根据导体标称直径d计算的转数R扭转后,漆层应不失去附着性,若漆层脱离金属导线,则判定试样不合格。
************编号:*********漆包线进厂检验规范第2页共2页版次:1修改次:0 6。
6针孔试验6。
6.1配置溶液及接线:A:配置盐水溶液:食盐30克,清水10公斤,浓度为3‰;B:配置酚酞溶液:酒精100克,酚酞3克,浓度为3﹪;C:配置溶液:每10公斤盐水溶液加入20毫升酚酞溶液。
漆包线检验规范总则23 检验规范总则23.1 取样总则试样应从整盘或整轴的漆包线上取样,取样时,漆包不得承受张力或不必要的弯曲。
23.2 试验环境所有试验均应在15℃~35℃,相对湿度为45%~75%的条件下进行。
23.3 抽样方案判定准则23.3.1 同机台每天(24小时,即在早、中、晚三个时段内)生产送检的同一品种规格为一大批,同机每班生产的品种规格为一小批。
23.3.2 当同一机台每天生产一种品种规格时,每小批应抽样2轴,且两轴的编号应分别是机台两边任部进行全性能检验,首件应标识清楚且标注送样时间,质管部在1.5小时内应及时出具《成品检验报告》交车间,合格则继续生产;首检某项目不合格时,车间应按上述规定再次送至质管部进行该项目或相关项目首件确认(由车间根据调整的某工艺参数需确定的相关项目,若车间未有要求,一般只就不合格项目再进行首检)。
23.3.3 车间或技术部在生产过程进行工艺调整时,应视具体调整情况决定是否进行全部项目检验或部分项目检验,并知会检验员。
在车间或技术部未通知的情况下,一般就原不合格项目进行再次检验。
23.3.4 当同一机台开机生产一种品种规格时,每小批首检应抽样4轴(收线为20头及以下的)或6轴(收线为20头以上的),且取样轴的编号应对半分别是机台两边的线头号,若送检线全是机台一边所生产(另一边未开),则每小批相应只抽样2轴或3轴。
23.4 以上抽样方案有不合格产品时,应加倍抽样,加倍抽样仍有不合格时应进行该批数量全检。
23.5首件成品检验机台停机后开机或转规格出成品线时,必须用线盘卷取100m左右试样(首件)送至质管24 检验记录24.1一般情况下,每大批中每小批均应单独出具一份《成品检验报告》;若每大批中有一小批不合格,则应单独出具一份《成品检验报告》并附《品质异常处理单》;若每批不合格数大于或等于3盘,则应填写《品质异常处理单》报车间,每批不合格数小于3盘,则应填写《质量信息反馈单》报车间。