双丝埋弧焊热循环曲线测试及其热循环特性研究
- 格式:pdf
- 大小:818.20 KB
- 文档页数:5

B、Ni对低裂纹敏感性钢焊接性能的影响姜艳菲;高洪刚;张猛【期刊名称】《金属世界》【年(卷),期】2019(000)004【总页数】4页(P45-48)【作者】姜艳菲;高洪刚;张猛【作者单位】本钢板材股份有限公司热连轧厂,辽宁本溪 117000;本钢板材股份有限公司热连轧厂,辽宁本溪 117000;本钢板材股份有限公司热连轧厂,辽宁本溪117000【正文语种】中文内容导读对屈服强度为600 MPa的低裂纹敏感性钢采用埋弧焊法进行焊接实验,对焊接接头试样进行取样并分析其显微组织,检测其维氏硬度和低温冲击。
实验结果表明:粗晶热影响区有较高的维氏显微硬度值,显微组织以粗大粒状贝氏体为主,并且位错密度较高;焊缝区和细晶区的显微组织主要为针状铁素体+先共析铁素体;B元素偏析使原始奥氏体晶粒在冷却过程中形成BN,导致晶界脆化;Ni在一定程度上有利于提高韧性;粗大贝氏体显微组织一定程度上恶化粗晶热影响区的冲击韧性,使焊接接头低温冲击端口呈局部脆性断裂。
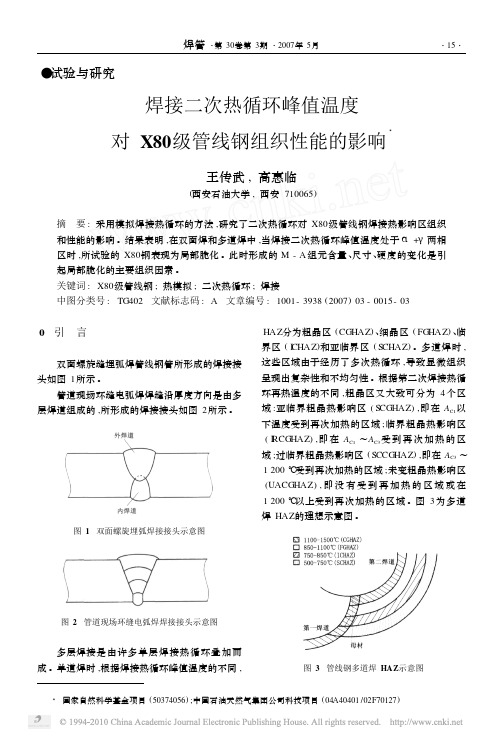
焊接过程会产生焊接热循环,热影响区会出现显微组织和力学性能不均匀的现象,焊接接头的不同微区可根据焊接热循环过程中所经历的最高温度划分为[1]:焊缝区(>1500℃)、粗晶热影响区(大约在1100~1490℃)、细晶热影响区(900~1100℃),以及部分相变重结晶热影响区(750~900℃)。
热影响区不同部位的显微组织变化引起焊接接头力学性能变化,尤其是冲击韧性。
实验采用同一种工艺制度的两种微合金设计实验方案,观察不同试样低温冲击韧性的表现。
实验材料和工艺焊接母材采用20 mm厚的热轧钢板,其主要化学成分见表1。
焊接母材的主要力学性能如下:屈服强度为630 MPa,抗拉强度为760 MPa,延伸率为19%,-20℃的冲击吸收功为155 J,母材组织为贝氏体铁素体+粒状铁素体双相组织。
在焊接接头中心部位垂直于焊缝方向采用线切割切取金相试样,通过粗磨、机械抛光后采用3%的硝酸酒精侵蚀,在LEICA DMIRM金相电镜下观察焊接接头的显微组织,采用FM 700显微硬度计检测不同热影响区维氏显微硬度值的变化情况。


Q235钢埋弧焊焊接热影响区组织及性能研究一、研究背景在工业生产中,焊接技术被广泛应用,对于Q235钢这类常用的结构钢的焊接也越来越多。
焊接过程中,热影响区的变化对焊接的性能影响很大。
因此,利用现代技术对Q235钢的热影响区进行研究,对提高焊接质量和技术,具有很重要的意义。
二、热影响区的形成热影响区是指在焊接过程中所受到的热影响范围。
焊接中,热输入量极大,瞬间升高的温度会使其周围的金属晶粒在高温状态下长时间停留,长时间停留,易导致微观组织发生显著的变化,从而影响其性能。
三、实验方法本次实验使用Q235钢作为实验材料,采用埋弧焊焊接,通过热处理,开展了样品的金相组织、硬度和冲击韧性测试。
四、实验步骤1.准备Q235钢板材。
2.进行埋弧焊焊接,调节好焊接电压、电流等参数。
3.将焊接完的钢板进行热处理,使其冷却至室温,制作金相组织试件。
4.在热影响区、熔合线和母材三个不同位置上,测量硬度。
5.对实验结果进行分析和处理。
五、实验结果经过实验,我们得到了如下的实验结果:1.金相组织在金相组织观察中,我们发现热影响区的晶粒呈现出近似鱼鳞状的形态,这是由于晶粒受到了大的应力和变形的影响。
晶粒周围出现的条状物为铁素体,沿晶界存在着一些颗粒状的物质,这就是晶间凝胶。
另外,在热影响区与母材之间出现了彩虹线,是由于晶粒重新结晶的结果。
2.硬度通过硬度测试,我们发现在热影响区内部的硬度要比母材低,而熔合线两侧的硬度就要高出许多。
硬度分布呈现出一定的规律,热影响区、熔合线和母材的硬度不同,这反映了焊接过程中不同位置的组织变化和性质的改变。
3.冲击韧性我们通过冲击试验,发现在热影响区,冲击韧性的值较低,说明焊接过程中晶粒的缺陷和组织性质的改变对焊接接头的性能造成了一定的影响。
六、结论通过对Q235钢的热影响区进行研究,我们发现焊接过程中,热影响区的组织和性能变化会对焊接接头的硬度和冲击韧性造成一定的影响,而不同位置的硬度差异也提示我们在焊接过程中需要特别注意热量的控制,以保证焊接接头的质量和性能。
河南省商丘市(新版)2024高考数学部编版能力评测(评估卷)完整试卷一、单选题:本题共8小题,每小题5分,共40分 (共8题)第(1)题假设变量与变量的对观测数据为,两个变量满足一元线性回归模型.要利用成对样本数据求参数的最小二乘估计,即求使取最小值时的的值,则()A.B.C.D.第(2)题下列条件中,使得“”成立的充分不必要条件是()A.B.C.D.第(3)题已知集合,则()A.B.C.D.第(4)题已知函数,若方程有四个不同的解且,则的取值范围是()A.B.C.D.第(5)题已知命题:①若,则;②“若,则”的逆否命题;③“若是偶数,则是偶数”的逆命题;④“若,则”的否命题其中真命题的个数有()A.0B.1C.2D.3第(6)题已知中,为斜边上一动点,沿将三角形折起形成三棱锥使平面平面,记,当最短时,()A.B.C.D.第(7)题已知平面内的一个动点P到直线l:x=的距离与到定点F(,0)的距离之比为,点,设动点P的轨迹为曲线C,过原点O且斜率为k(k<0)的直线l与曲线C交于M、N两点,则△MAN面积的最大值为()A.B.2C.D.1第(8)题已知为定义在上的可导函数,且恒成立,则不等式的解集为A.B.C.D.二、多选题:本题共3小题,每小题6分,共18分 (共3题)第(1)题四棱锥的底面为正方形,PA与底面垂直,,,动点M在线段PC上,则()A.不存在点M,使得B.的最小值为C.四棱锥的外接球表面积为5πD.点M到直线AB的距离的最小值为第(2)题已知函数的定义域和值域均为,对于任意非零实数,函数满足:,且在上单调递减,,则下列结论错误的是()A.B.C.在定义域内单调递减D.为奇函数第(3)题已知抛物线,F为抛物线C的焦点,下列说法正确的是()A.若抛物线C上一点P到焦点F的距离是4,则P的坐标为、B.抛物线C在点处的切线方程为C.一个顶点在原点O的正三角形与抛物线相交于A、B两点,的周长为D.点H为抛物线C的上任意一点,点,,当t取最大值时,的面积为2三、填空题:本题共3小题,每小题5分,共15分 (共3题)第(1)题已知角的终边上经过,则________________.第(2)题某校老、中、青老师的人数分别为80、160、240.现要用分层抽样的方法抽取容量为60的样本参加普通话测试,则应抽取的中年老师的人数为_____________.第(3)题复数的实部为__________.四、解答题:本题共5小题,每小题15分,最后一题17分,共77分 (共5题)第(1)题已知函数及其导函数的定义域均为.设,曲线在点处的切线交轴于点.当时,设曲线在点处的切线交轴于点.依此类推,称得到的数列为函数关于的“数列”.(1)若,是函数关于的“数列”,求的值;(2)若,是函数关于的“数列”,记,证明:是等比数列,并求出其公比;(3)若,则对任意给定的非零实数,是否存在,使得函数关于的“数列”为周期数列?若存在,求出所有满足条件的;若不存在,请说明理由.第(2)题已知点,动点满足直线与直线的斜率之积为,动点的轨迹为曲线.(1)求曲线的方程:(2)直线与曲线交于两点,且交于点,求定点的坐标,使为定值;(3)过(2)中的点作直线交曲线于两点,且两点均在轴的右侧,直线的斜率分别为,求的值.第(3)题函数 .(1)当时,讨论的单调性;(2)若函数有两个极值点,且,证明: .第(4)题如图,圆I的半径为4,圆心,G是圆I上任意一点,定点,线段GK的垂直平分线和半径IG相交于点H,当点G在圆上运动时,动点H运动轨迹为.(1)求点H的轨迹的方程;(2)设动直线与轨迹有且只有一个公共点P,且与直线相交于点Q,试探究:在x轴上是否存在定点M,使得以PQ为直径的圆恒过点M?若存在,求出点M的坐标;若不存在,说明理由.第(5)题设函数.(1)当时,证明:,;(2)若,恒成立,求实数的取值范围.。
热气循环试验的分析与研究摘要:通过对设备热气循环试验的操作,对钛钢复合板复层焊缝在受到拉伸热应力产生裂纹等缺陷分析,试验步骤的详细介绍,检验设备在设计压力、设计温度下复层焊缝与密封原件是否存在缺陷,保证设备安全运行。
关键词:钛钢复合板检验压力容器一般情况下钛钢复合板的压力容器要求做热气循环试验。
本文以钛钢复合板的设备分离罐为例对热气循环试验分析讨论。
设备复层纵、环焊缝较多,钛中碳的线膨胀系数又小于碳钢和低碳钢,如果设备处于工作状态被加热,钛复层处于受拉伸应力状态,复层上钛焊缝质量存在问题情况下,就会使钛焊缝开裂,造成渗漏。
热情循环试验模拟工况,对设备升温升压至设计温度和设计压力后,保温保压一个小时。
一个小时后,炉温以小于40℃/小时降至常温。
在降温过程中,容器内应保持设计压力。
当容器和炉冷却后,容器压力进行释放。
重复过程一次。
再对容器内进行氦检漏试验,检出钛复层焊缝是否存在问题。
1.热气循环试验的目的【1】1.1.钛钢复合板基层与复层材料线膨胀系数的差异。
以TA2和16MnR为例,25℃时TA2和16MnR的线膨胀系数分别为8.0×10-6/℃和10.9×10-6/℃,240℃时TA2和16MnR的线膨胀系数分别为8.6×10-6/℃和12.5×10-6/℃.通过与碳钢和其他低合金钢的比较可以看出,钛的线膨胀系数小于碳钢和低碳钢的,而且随着温度的升高,两者的差值也越大。
故钛钢复合板设备升温时,钛复层及钛焊缝受到拉伸热应力,如果钛焊缝焊接质量较差,则很可能使该处焊缝产生裂纹。
热气循环试验可以检验钛复层焊缝在受到拉伸热应力时是否会产生裂纹等缺陷。
1.2.钛钢复合板基层与复层材料弹性模量的差异。
仍以TA2和16MnR为例,25℃时TA2和16MnR的弹性模量分别为1.1x105/℃和2.06x105MPa,240℃时TA2和16MnR的弹性模量分别为0.97×105/℃和2.06×105 MPa,可见室温时的TA2与16MnR弹性模量的比值(0.533)大于240℃的TA2与16MnR弹性模量的比值(0.507),这说明在240℃时,TA2与16MnR的焊接变形差要比室温时大,且在240℃时同样的焊接应力下,TA2的焊接变形要比16MnR大1倍,碳钢和其他低合金钢也存在相似的情形。
双丝埋弧焊焊接工艺1 双弧双丝埋弧焊的原理和特点双丝埋弧焊的原理:埋弧焊的工作原理如图1-1所示,焊接电源的两极分别接导电嘴和焊件。
但是由于每根焊丝流经的电流磁场会对另一根焊丝底下的电弧产生电磁作用力,双丝电弧将因流经同向电流而相互吸引,如图1-2,使这种双丝埋弧焊过程具有以下特点:图1-2双丝焊时电弧相互吸引1、双丝埋弧焊接有两根独立的焊丝,焊接电流分别通过两根焊丝,焊丝间距小于50mm时形成一个共熔池,焊丝间距大于50mm时形成两个独立的熔池,较长的熔池长度,是冶金反应更为充分。
前丝采用大电流、低电压;后丝采用小电流、高电压,以期达到提高焊接速度和改善焊缝成形的目的电弧热使焊丝、焊机及母材局部熔化和部分蒸发。
2、双丝间距足够小时,双丝电弧实际上形成一个熔池,其形状将受到双丝排列方式及丝间距的控制,当双丝沿焊接方向串列时,熔池将沿焊接线呈细长椭圆,从而有利于形成窄而深的焊缝;当双丝并列时,熔池深度减低而宽度增大,显然这将特别适合于堆焊的要求;如果把双丝作不同角度斜列,则熔池形状将介于上述两者之间。
加上焊丝间距及焊接电流、电压、焊速和焊缝坡口尺寸的调整,使其焊缝横截面形状、熔深、熔宽、稀释率拥有相当宽的调整余地,可以满足薄板和厚板、对接和角接及表面堆焊的多种应用要求。
3、双丝双弧埋弧焊由于是双电弧单熔池,不仅实现高速焊接,而且热循环过程相对较慢,有利于焊缝中微量元素的扩散,提高焊缝性能。
双丝双弧埋弧焊采用双电源,双焊丝(电极),前道直流后道交流。
前电极为直流,采用大焊接电流低电弧电压,充分发挥直流电弧的穿透力,获得大熔深;后电极为交流,采用相对较小焊接电流大电弧电压,增加熔宽,克服前道大电流可能形成的熔化金属堆积,配合高速度焊接,从而形成美观的焊缝成形。
由于前道电弧给后道焊接提供了预热功能,还可以大幅度减低电力消耗。
焊接主要工艺参数包括焊接电流、电压以及焊接速度。
其中焊接电流是决定焊丝熔化速度、熔透深度和母材熔化量的最重要参数,增大焊接电流,会使电弧的热功率和电弧力都有所增加,导致焊缝熔深增大,焊丝熔化量增加,余高增大,而熔宽变化不大,造成焊缝形状系数变小。