Induction Furnace 感应炉介绍
- 格式:pptx
- 大小:6.13 MB
- 文档页数:41
感应熔炼炉工作原理
感应熔炼炉是一种利用感应加热原理进行金属熔炼的设备。
其工作原理可以分为以下几个步骤:
1. 线圈产生磁场:感应熔炼炉中的线圈通过电流产生一个交变磁场。
线圈通常由铜或铝制成,绕制在炉体周围。
交流电的频率通常在50Hz至10kHz之间。
2. 金属导体在磁场中感应电流:当金属导体进入感应熔炼炉的磁场中时,由于磁感应线的变化,导体内部将产生感应电流。
这个感应电流是由于磁场变化引起的法拉第电磁感应现象。
3. 电流产生感应热:感应熔炼炉中的感应电流会在金属导体内部产生阻力,从而产生感应热。
这个感应热会将金属导体加热至熔点以上,使其熔化。
4. 熔融金属从底部排出:一旦金属导体熔化,该熔融金属会从熔炼炉的底部排出。
通常,底部设有一个出口或者龙头,以便将熔融金属取出。
总的来说,感应熔炼炉通过线圈产生的交变磁场感应金属导体内部的感应电流,进而产生感应热,使金属熔化。
这种方法具有加热快、效率高的特点,广泛应用于金属材料的熔炼和铸造等领域。
感应炉工作原理感应炉是一种利用电磁感应原理加热金属的设备。
它主要由感应线圈、电源和工作坩埚组成。
感应线圈通过交流电源产生变化的磁场,从而在工作坩埚中感应出涡流,使工件加热。
感应炉工作原理主要包括感应加热原理和感应炉的结构组成。
首先,感应加热原理。
感应加热是利用电磁感应的原理,通过感应线圈产生的交变磁场在导体中感应出涡流,从而使导体发热。
当金属材料置于交变磁场中时,金属内部产生涡流,导致金属材料自身发热。
这种加热方式具有快速、高效、节能的特点,广泛应用于金属材料的加热、熔化和热处理等工艺中。
其次,感应炉的结构组成。
感应炉主要由感应线圈、电源和工作坩埚组成。
感应线圈通常由铜管制成,通过冷却水循环来保持感应线圈的温度。
电源提供交流电源,通过电子器件将电能转换为高频交流电源,供给感应线圈。
工作坩埚是放置金属材料的容器,通常由导电材料制成,以便于感应加热。
感应炉工作原理的关键在于感应线圈产生的交变磁场。
当交变磁场穿过金属材料时,金属内部产生涡流,导致金属材料自身发热。
由于涡流主要集中在金属表面附近,因此感应加热具有表面加热的特点。
这种加热方式不仅能够快速、均匀地加热金属材料,而且可以避免材料表面氧化和变质,提高了加热质量和效率。
感应炉工作原理的优点还包括温度控制精度高、环境污染小、操作简单等特点。
由于感应加热是通过电磁感应产生热量,因此可以实现对金属材料的精准加热,温度控制精度高。
与传统的燃烧加热方式相比,感应加热不产生燃烧产物,减少了环境污染。
此外,感应炉操作简单,无需预热,可实现快速加热和快速冷却,提高了生产效率。
总的来说,感应炉工作原理是利用电磁感应原理加热金属材料。
通过感应线圈产生的交变磁场在金属材料中感应出涡流,使金属材料自身发热。
感应炉具有快速、高效、节能的特点,广泛应用于金属材料的加热、熔化和热处理等工艺中。
感应炉的结构组成主要包括感应线圈、电源和工作坩埚。
感应炉工作原理的优点包括温度控制精度高、环境污染小、操作简单等特点。
冶金2007-1、2班《特种冶炼技术》复习资料2010.5.14(详细内容参考丁永昌主编的《特种熔炼》和傅杰主编的《特种冶炼》pdf资料,有些问题需要总结!)1.感应电流的分布有何特征?电流在炉料中的分布主要有集肤效应、邻近效应和圆环效应。
2.中频感应炉的电源有几种?三种:中频发电机组、可控硅变频器、三倍频变压器。
3.常用感应炉用坩埚耐火材料有哪些?应用最广的坩埚耐火材料有镁砂,镁铝尖晶石和石英砂3种。
4.制作坩埚的方法有哪些?有3种,炉外成型坩埚、炉内成型坩埚、砌筑式坩埚。
5.感应炉对坩埚材质有哪些性能要求?⑴高的耐火度和高温结构强度。
⑵良好的热稳定性。
⑶物化稳定性好。
⑷导热性能好。
⑸绝缘性能好。
⑹无污染、成本低。
6.为什么真空感应熔炼在特殊钢与合金的生产中占有重要的位置,有何独特优点?有哪些不足之处?(需自己总结)为了保证材料在使用条件下具有稳定和可靠的性能,为了保证不同炉号熔炼的同品种材料,在相同的热加工和热处理制度下能达到相同的性能,在熔炼过程中要求将各合金成分控制在尽可能窄的范围内。
对于不活泼的元素如镍、铬、钴、钨、钼等元素来说,实现这一点没有太大的困难。
但是对于如铝、钛、锆、硼和稀土等活泼元素则相当困难。
若在大气中熔炼,由于炉气中氧势高,氮的分压力大,要精确控制这类活泼元素的含量甚至是不可能的。
为此,只有将熔炼置于与大气隔绝的环境中进行。
在钢和合金的生产中,真空感应炉熔炼就是一种最常用的与大气隔绝的熔炼方法。
真空感应炉在高温合金生产中具有重要的地位,一方面它是生产为真空电弧重熔及电渣重熔所需自耗电极的重要冶炼设备;一方面则主要用来生产精密铸件,真空感应炉是用来生产铸造高温合金(制备母合金及熔铸精密铸件)的主要设备。
1)真空感应炉熔炼法有以下特点:⑴能精确控制产品成分的含量。
⑵产品的气体含量低、纯洁度高。
⑶对原材料的适应性强、灵活性大。
⑷可在真空条件下浇注成锭,也可浇注成复杂形状的铸件,从而较好地解决已精炼钢液在成型过程中被再污染的问题。

感应炉的工作原理
感应炉(induction cooker)是一种利用电磁感应原理加热的家用炊具。
它没有明火,通过在底部的线圈中产生交变磁场,使放置在上面的铁制炊具产生感应电流,从而加热食物。
感应炉的工作原理可归纳为以下几个步骤:
1. 电流引入:当感应炉接通电源后,电流首先通过电源线进入线圈中。
2. 产生磁场:电流在线圈中流动时,会形成交变电磁场。
3. 铁制炊具放置:将铁制炊具放置在炉面上,与线圈相接触。
4. 感应电流产生:由于铁是导电材料,在交变磁场的作用下,铁制炊具中会产生感应电流。
5. 感应电流导致加热:感应电流通过炊具中产生的电阻导致了能量损耗,转化为热量,从而使炊具加热。
6. 食物加热:通过热传导,炊具将热量传递给放置在上面的食物,实现加热效果。
需要注意的是,感应炉只能加热导电材料,如铁制、铸铁制或带铁质底部的锅具。
其他非铁质材料,如铝制、不锈钢等,无法进行加热。
同时,感应炉的加热效率较高,因为炊具中的感应电流直接导致加热,没有燃烧产生的热能损耗。
此外,感应炉在加热过程中不会产生明火,辐射热量较少,使用较为安全。
感应炉原理感应炉是一种利用感应加热原理进行加热的设备,它通过感应加热线圈中的电磁感应效应来实现对金属材料的加热。
感应炉原理的核心是法拉第电磁感应定律,即变化磁场会在导体中产生感应电流,从而产生焦耳热来加热导体。
下面我们将详细介绍感应炉的原理和工作过程。
感应炉主要由感应线圈、电源、水冷装置和工件等组成。
当感应炉工作时,感应线圈通电产生交变磁场,金属工件置于感应线圈中,由于金属导体在变化磁场中会产生感应电流,从而产生焦耳热进行加热。
感应炉原理的关键在于感应线圈中的交变磁场能够有效地感应导体中的感应电流,从而实现对金属材料的快速加热。
感应炉原理的核心是法拉第电磁感应定律,即变化磁场会在导体中产生感应电流。
在感应炉中,感应线圈中的交变磁场会不断地改变方向和大小,从而在金属工件中产生交变电流,这些电流会在金属工件内部产生阻尼,转化为热能,使金属工件迅速升温。
因此,感应炉原理实际上是利用电磁感应效应来实现对金属材料的加热。
感应炉原理的工作过程是一个复杂的物理过程,但可以简单概括为,感应线圈通电产生交变磁场,金属工件中产生感应电流,感应电流在金属工件中产生焦耳热,从而实现对金属材料的加热。
感应炉原理的独特之处在于其快速加热、能耗低、环保等优点,因此在金属加热领域得到了广泛的应用。
总之,感应炉原理是利用电磁感应效应来实现对金属材料的加热,其核心是法拉第电磁感应定律。
感应炉原理的工作过程是一个复杂的物理过程,但可以简单概括为,感应线圈通电产生交变磁场,金属工件中产生感应电流,感应电流在金属工件中产生焦耳热,从而实现对金属材料的加热。
感应炉原理的独特之处在于其快速加热、能耗低、环保等优点,因此在金属加热领域得到了广泛的应用。
感应炉的原理虽然复杂,但其应用却十分广泛,为金属加热领域带来了革命性的变革。
HW2000B型高频红外碳硫分析仪HW2000B IR Carbon/Sulfur Determinator with highfrequency induction combustion furnace使用说明书无锡英之诚高速分析仪器有限公司WUXI YING-ZHI-CHENG HIGH-SPEED ANALYZER CO.,LTD苏制02000240目录概述 (3)第一章主要技术指标 (3)第二章仪器组成及工作原理 (3)第一节仪器的组成 (3)第二节基本工作原理 (4)第三节整机工作原理 (7)第三章仪器的结构与安装 (7)第一节仪器的结构 (7)第二节仪器的安装 (9)第四章调试 (10)第一节开机前的准备工作 (10)第二节影响最终结果的几项参数的具体说明 (11)第三节调试步骤 (12)第五章操作与显示 (13)第一节开机至正常运行的操作步骤 (13)第二节屏幕显示及相关内容的介绍 (14)第三节有关重量的操作 (16)第四节分析过程的操作与显示 (16)第五节有关曲线显示的操作 (17)第六节结果库和统计 (19)第七节通道参数和系数或空白校正 (19)第八节线性库和断点库的显示与修改 (22)第九节有关打印的操作 (24)第十节库数据的磁盘存取 (24)第十一节密码的修改 (24)第十二节开关诊断和监测显示 (24)第六章日常使用与维护保养 (25)第七章常见故障分析与维修 (27)第一节高频感应燃烧炉 (27)第二节红外检测装置 (27)概述HW2000B型高频红外碳硫分析仪,能快速、准确地测定钢、铁、合金、有色金属、水泥、矿石、玻璃及其它材料中碳、硫两元素的质量分数。
这套设备是集光、机、电、计算机、分析技术等于一体的高新技术产品。
具有测量范围宽、分析结果准确可靠等特点。
由于采用了计算机技术,仪器的智能化、屏幕显示的图、文及数据的采集、处理等都达到了目前国内先进水平。
是诸多行业测定碳、硫两元素理想的分析设备。

1、前言虽然感应加热的原理发现的比较早,但人类真正广泛应用该项技术还是近三十年的事情。
现在它的重要性越来越被人们所认识。
早在十九世纪科学家就发现了电磁感应现象:1831年法拉第(Michael Faraday)发现电磁感应规律;1868年福考特(Foucault)提出涡流理论;1840年焦耳-楞茨确定了电阻发热的关系式,,这些都是感应加热的理论基础。
感应加热装置由两部分组成,一部分是提供能量的交流电源,也称变频电源,变频电源有低频、工频、中频、超音频和高频之分;另一部分是完成电磁感应能量转换的感应线圈及机械结构,称感应炉。
早期的感应加热电源有工频固态(50或60Hz)电源、中频有发电机旋转和固态电源、高频电子管电源。
第二次世界大战前后的感应加热设备基本上是上述的初级发展水平。
制约感应加热发展的主要是感应加热电源,而电源受制于高频或大功率的开关器件。
电力电子功率器件的发展,才真正促进了感应加热电源的发展。
1957年美国研制出世界上第一只普通的阻断型可控硅,我们现在称为晶闸管(SCR),经过60至70年代工艺完善和产品开发,70年代后期已形成从低电压小电流到高压大电流的系列产品,从而使固态感应加热电源产生了革命,走向实用化的阶段。
与此同时,世界各国研制了大量的派生器件。
如逆导晶闸管(RCT),门极辅助关断晶闸管(GATT),光控晶闸管(LTSCR)、及80年代发展的可关断晶闸管(GTO)等。
今天的电力半导体功率器件的发展更是琳琅满目,简单归纳一下有:①、大功率二极管:②、晶闸管(SCR);③、双向晶闸管;④、门极关断(GTO)晶闸管(最大 8500V ,3500A);⑤、双极结型晶体管(BTT或BPT);⑥、电力MOSFET;⑦、静电感应晶体管(SIT),(最大1000V ,300A,50MHz);⑧、绝缘双极型晶体管(IGBT)(最大6500V,2500A);⑨、MOS控制晶闸管(MCT);⑩、集成门极换向晶闸管(IGCT)。
LF炉主体结构框架及防磁墙施工炉子(英文为LF Furnace),全称为低频感应炉(Low Frequency Induction Furnace),是一种用于加热金属材料的热处理设备,常用于熔化金属、回火、退火等工艺过程中。
炉主体结构框架和防磁墙施工是炉子的两个重要组成部分,下面将对其进行详细介绍。
炉主体结构框架通常由钢构件组成,其目的是支撑炉子的各个组件,保证整个炉子的结构稳定性。
炉主体结构框架一般包括底座、上壳体、侧板、顶板等。
底座是炉子的基础,一般由混凝土打造,承担着整个炉子的重量。
底座需要根据设计要求进行加固,以防止地震、风力和其他外力对炉子的影响。
上壳体是炉子的外壳,一般由钢板制作而成。
上壳体的主要作用是起到保温和隔热的作用,使加热过程中产生的热量不会散失太多。
上壳体需要具备一定的结构强度,以承受加热过程中产生的压力。
侧板是炉子的侧面围板,一般也是由钢板制作而成。
侧板的作用是给炉子提供一个封闭的空间,防止热量外泄和减少外界环境对炉子的影响。
侧板上通常会布设有一定数量的散热孔,以便散发炉子内部产生的热量。
顶板是炉子的顶部围板,同样由钢板制作而成。
顶板的主要作用是起到密封和保温的作用,同时也承载着炉盖的重量。
顶板需要具备较高的结构强度,以防止在加热过程中产生的压力对其造成破坏。
防磁墙是炉子的一个重要组成部分,其作用是防止电磁波对炉周环境和操作人员的影响。
防磁墙一般由优质冷轧硅钢片制成,具备较好的磁导率和磁滞损耗。
防磁墙需要覆盖在炉主体结构框架的外侧,并且需要与炉主体结构框架之间保持一定的距离。
在防磁墙的施工过程中,首先需要确定炉子的具体尺寸和形状,然后根据设计要求进行防磁墙的制作和安装。
防磁墙的制作一般是在厂家进行的,制作完成后,可以将防磁墙直接安装在炉主体结构框架的外侧。
在安装防磁墙时,需要注意以下几点。
首先,要确保防磁墙与炉主体结构框架之间保持一定的距离,以避免热量传导到防磁墙上。
其次,要确保防磁墙的接缝处密封良好,以防止热量和电磁波的泄漏。
真空感应熔炼炉VIDP的发展真空感应熔炼是在真空条件下、利用电磁感应在金属导体内产生涡流加热炉料进行熔炼的方法。
大型真空感应炉的容量一般为l~30t。
1914年,德国海拉斯公司(Heraeus GmbH)制造了第1台真空感应熔炼装置。
20世纪40~50年代,美国和英国开始使用真空感应技术和VIM炉生产高温合金,60年代,美国先后制造了15t、30t甚至60t的VIM炉 (Vacuum Induction Melting Furnace),随后的70~90年代,世界范围内制造的VIM炉一般都小于20t。
VIDP炉 (Vacuum Induction Degassing and Pouring Furnace)作为真空感应炉的新版本,自1988年出现以来,被发达国家作为大型真空感应炉的重点选择对象。
我国冶金科研领域对VIDP炉虽有所关注,但国内装备使用的仅有2台。
本文着重对比常规VIM炉,介绍VIDP炉的主要特点。
1常规VIM炉的基本结构常规VIM炉基本结构为单室立式炉和两室卧式炉。
常规VIM炉的共性,是感应圈坩埚和锭模装在同一熔炼室内 (图1),由于坩埚在熔炼室内翻转浇注,熔炼室容纳了机械和液压机构,感应圈的冷却水管线和电缆也占用室内空间;另外,保养、更换和维修操作都要在熔炼室内进行,因此熔炼室要有足够体积。
要产生和维持大空间的真空度,势必抽真空时间长,而且需要高容量多级真空泵系统。
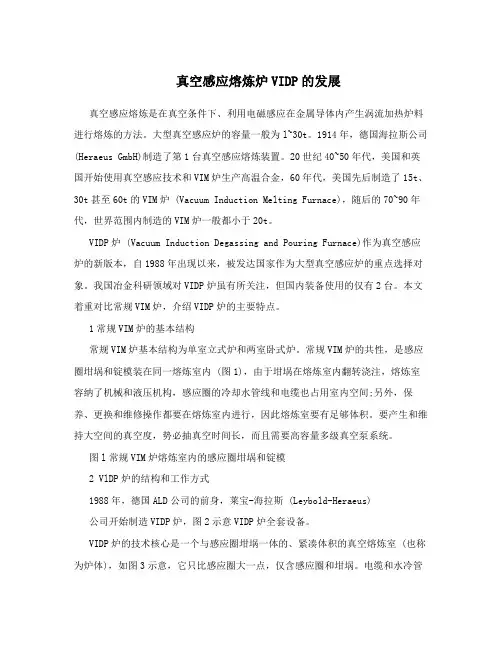
图l常规VIM炉熔炼室内的感应圈坩埚和锭模2 VlDP炉的结构和工作方式1988年,德国ALD公司的前身,莱宝-海拉斯 (Leybold-Heraeus)公司开始制造VIDP炉,图2示意VIDP炉全套设备。
VIDP炉的技术核心是一个与感应圈坩埚一体的、紧凑体积的真空熔炼室 (也称为炉体),如图3示意,它只比感应圈大一点,仅含感应圈和坩埚。
电缆和水冷管线以及液压倾转机构都安装在熔炼室外。
VIDP炉可配置3个炉体,作业中一个熔炼,一个接受预热,另一个制备坩埚炉衬,缩短了生产周期,提高了生产率。
感应电炉英文名称:electric induction furnace定义:利用感应电流在炉料中发热来熔化金属或保温金属液的炉子。
感应电炉是目前对金属材料加热效率最高、速度最快,低耗节能环保型的感应加热设备。
感应电炉,又名高频加热机、高频感应加热设备、高频感应加热装置、高频加热电源、高频电源、高频电炉。
高频焊接机、高周波感应加热机、高周波感应加热器(焊接器)等,另外还有中频感应加热设备、超高频感应加热设备等。
应用范围十分广泛。
工作原理高频的高频大电流流向被绕制成环状或其它形状的加热线圈(通常是用紫铜管制作)。
由此在线圈内产生极性瞬间变化的强磁束,将金属等被加热物体放置在线圈内,磁束就会贯通整个被加热物体,在被加热物体的内部与加热电流相反的方向,便会产生相对应的很大涡电流。
由于被加热物体内存在着电阻,所以会产生很多的焦耳热,使物体自身的温度迅速上升。
达到对所有金属材料加热的目的。
实际用途一、热处理:各种金属的局部或整体淬火、退火、回火、透热;二、热成型:整件锻打、局部锻打、热镦、热轧;三、焊接:各种金属制品钎焊、各种刀具刀片、锯片锯齿的焊接、钢管、铜管焊接、同种异种金属焊接;四、金属熔炼:金、银、铜、铁、铝等金属的(真空)熔炼、铸造成型及蒸发镀膜;五、高频加热机其它应用:半导体单晶生长、热配合、瓶口热封、牙膏皮热封、粉末涂装、金属植入塑料等。
基本分类感应电炉按电源频率可分为高频炉、中频炉和工频炉三类;按工艺目的可分为熔炼炉、加热炉、热处理设备和焊接设备等;按其结构形式、传动方式等也可进行分类。
常用的感应电炉习惯上归纳为有心感应熔炼炉、无心感应熔炼炉、真空感应熔炼炉、感应淬火设备和感应头热设备等。
有心感应熔炼炉有心炉以有穿过感应线圈的铁心而得名,又因热源是一环绕的金属沟槽,故又称为槽式炉。
有心炉又可分为开槽式和闭槽式两类,开槽式已基本被淘汰,现在的有心炉多为闭槽式。
有心炉主要用于铜、铝、锌等有色金属及其合金的熔炼和保温以及用于铸铁保温等。
furnace 炉管温度控制原理
炉管温度控制原理是指利用一定的技术手段对炉管内部温度进行控制,从而使炉管处于所需的温度范围内,保证生产的正常进行。
其控制原理主
要包括以下几点:
1.采用传感器及控制装置对炉管温度进行监测和调节。
传感器可以采
用热电偶、红外线传感器、电阻温度计等多种类型,将炉管内部的温度信
息转换成电信号,并传递给控制装置。
2.根据实际情况进行控制策略的选择。
在控制策略上,可以采用开环
控制、闭环控制、模糊控制等多种方式,根据炉管温度变化特点和生产需
要进行适当选择。
3.定义合适的控制参数。
控制参数包括控制量、控制偏差、控制周期等,其合适性对整个温度控制过程的良好运行至关重要。
4.通过控制装置输出控制信号,调节炉管内部的加热设备,使炉管温
度处于所需范围内,从而实现温度控制。
总之,炉管温度控制原理需要综合考虑多个因素,包括传感器、控制
装置、控制策略、控制参数等,从而实现炉管温度的精确控制。
工频感应电炉建炉、启熔工艺的英文1. IntroductionThe construction and melting process of medium frequency induction furnace is an important aspect of metallurgical engineering. This process involves the design and assembly of the furnace, as well as the procedures for starting and melting the materials. In this article, we will discuss the English terminology and technical terms related to the construction and start-up of medium frequency induction furnaces.2. Furnace Construction2.1 Crucible- Crucible: The cont本人ner in which the material is melted.- Refractory lining: The protective lining inside the crucible that can withstand high temperatures.- Coil: The copper or aluminum coils that produce the electromagnetic field for melting.2.2 Furnace Assembly- Melting chamber: The enclosed space where the crucible and coils are housed.- Power supply unit: The equipment that generates the mediumfrequency alternating current for the coils.- Cooling system: The system that prevents overheating of the coils and otherponents.3. Start-Up Process3.1 Preheating- Preheat: To heat the furnace and crucible to a specific temperature before adding the material to be melted.- Ramp-up time: The time required to reach the preheating temperature.3.2 Material Preparation- Charge: The materials to be melted, such as scrap metal or raw ore.- Flux: The substance added to the charge to facilitate the melting process.3.3 Melting- Eddy current: The electrical currents induced in the material by the electromagnetic field, causing it to heat up and melt.- Stirring: The agitation of the melted material to ensure uniform temperature andposition.4. ConclusionIn conclusion, the construction and start-up process of medium frequency induction furnaces are essential for the efficient and safe melting of materials in metallurgical processes. Understanding the English terminology and technical terms related to this process is important for effectivemunication and collaboration in the industry. We hope that this article has provided valuable insights into this topic for professionals in the field of metallurgy and engineering. Thank you for reading.。