异常处理汇报流程图
- 格式:xls
- 大小:38.00 KB
- 文档页数:2
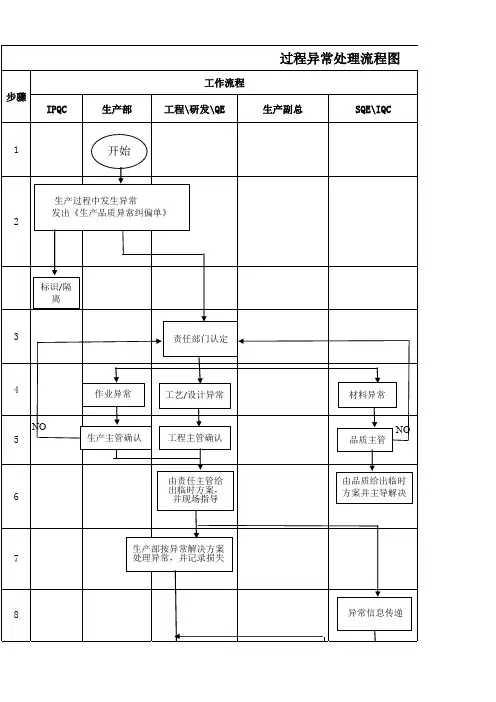
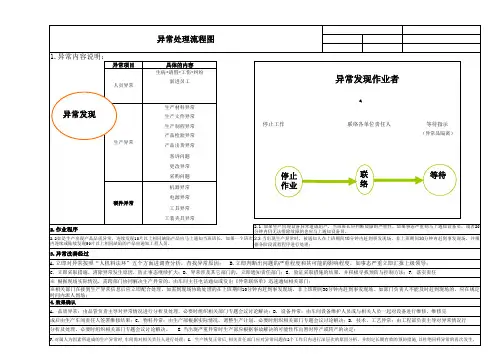
车间异常处理流程图
1、生产计划的异常
如若出现生产计划异常,生产车间应根据计划进行调整,迅速合理的做出工作安排,保证生产效率,确保总产量不变;安排因计划调
整而遗留的产品、半成品、原材料的盘点、入库、清退等处理工作;
安排因计划调整而闲置的人员做前加工工作;安排人员以最快速度做
计划更换的物料、设备等准备工作;利用计划调整的时间做必要的教
育训练。
2、物料计划的异常
接到生产计划后,相关人员要立即确认物料状况,查验物料有无短缺,随时掌控各种物料信息,反馈给相关部门,避免异常的发生;
物料即将告缺前30分钟,用警示灯、电话或书面形式反馈给采购、
资财、生产管理部门;物料告缺前10分钟必须确认物料何时可以接上;如属短暂断料,可安排闲置人员做前加工、整理整顿或其它零星
工作,如断料时间较长,可安排教育训练,或与生管协调做计划变更,安排生产其他产品。
3、设备异常
立即通知工程维修部门协助排除,安排闲置人员整理整顿或做前加工工作。
如排除故障需要教长时间的,应与生管部门协调另作安排。
4、制程品质异常
对有品质不良记录的产品,应在产前做好重点管理,异常发生时,迅速用警示灯、电话或其他方式通知品管部及相关部门;协助品管、
责任部门一起研究对策,配合临时对策的实施,以确保生产任务的
达成,在对策实施前,安排闲置人员做前加工或整理整顿工作,如
果异常暂时无法排除时,与生管协调做生产变更。
5此外,如遇到设计工艺异常应迅速通知品管、生技或开发部。
水电异常则要迅速采取措施降低损失,通知工程动力维修部门抢修,对于闲置人员可做其他安排。
生产异常排除后,一定要坚持“三不”原则进行处理,以避免类似问题的重复发生。
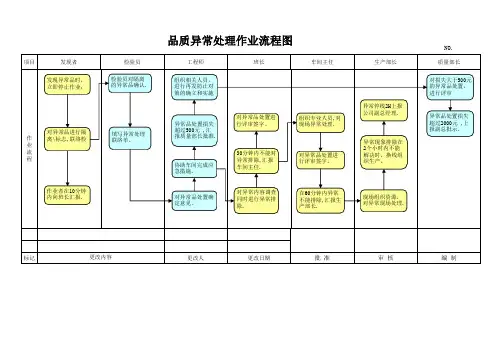
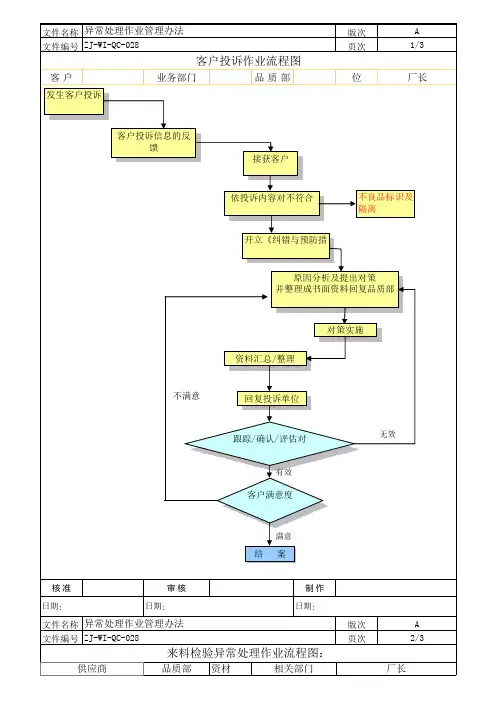
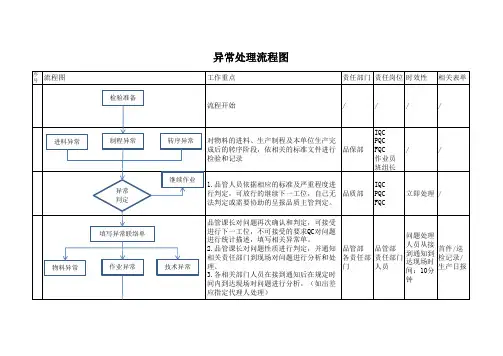
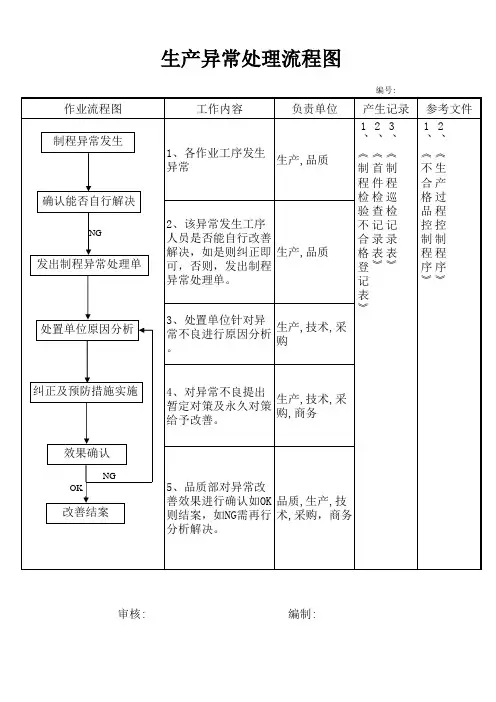
4.作业流程图:
作业流程权责单位相关文件使用表单
4.1.1异常发生品管/生产单
位A.由随线品管人员或现场主管电话通知前
制程负责人
B.生产单位根据异常情况再召集相关责任
单位主管到场处理(10分钟内)
《品质异
常单》
4.2.1异常提出品管/异常发
生单位A.由随线品管或生产线主管将发生的异常
状况提出
《品质异
常单》
4.3.1异常处理方案各单位主管 A.根据品质异常点,相关单位共同提出一
个好的改善方案;并立即执行。
《品质异
常单》
4.4.1异常评审、责任归属品保/工程/
开发
A. 由工程、品管和开发判定造成品质异
常的责任归属
B. 品管人员开出品质异常单进行统计归
档
C. 由品保单位根据停线时间的长短开出
相应的处罚单
<<提报处
罚单>>
4.5.1改善效果确认工程/开发/
品保
A. 由工程、品管和开发单位共同确认
异常改善的结果
B. 对于改善的结果不符合标准时将退
案处理
《制程检
验报表/首
件确认》
4.6.1矫正与预品保/各责任 A. 对于同一异常重复发生的单位,品保
部将开立《矫正与预防措施处理单》
《矫正与
预防措施
处理单》防措施单位 B. 要求责任单位提出原困分析,并回复
有效的改善措施
C. 品保根据改善措施与预防措施的方案
进行效果确认。
备注:当品质异常发生后,各单位主管一定要相互协调要先处理异常
为主。
异常处理后各部门检讨本部门的缺失,后由工程、品管与开发
部门进行责任归属;以此激励品质持续改进。
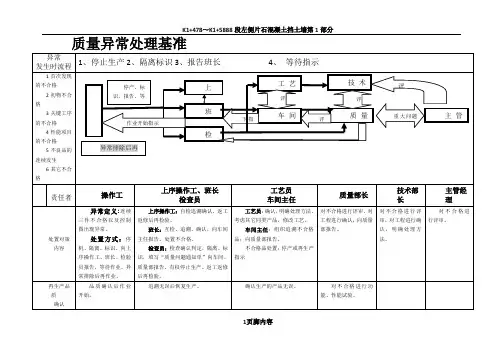
职责
内容
操作工/作业员
异常内容:安全异常、设备异常、来料异
常、机加工异常、组立异常、调试异常
班长/课长
班长/课长接到异常反馈信息后应立即赶到现场对异常现象进行确认,并根据实际情况填写《异常处理反馈单》
班长/课长班长/课长根据实际异常现状分析原因,填写处理方案及后期预防措施,责任部门先自行处理,当本部门无法处理时组织其他部门开异常评审会议确定
机加课设计课采购课品质课组立课
各部门参加评审确定异常处理方案,并将处理意见填写到《异常处理反馈单》中,当出现各部门无法统一处理方案时交呈经理提出意见
责任部门
责任部门根据评审后的《异常处理反馈单》执行处理方案:让步使用、返工、报废。
责任部门
责任部门根据设计标准重新加工
品质部
品质部根据图纸标准进行检验判定
文件编号:WLD/QW-MJ100编制/日期:审核/日期:批准/日期:标准培训:文件更新修订内容批准审核修订《加工单》
《检测记录表》《组立合模检查表》
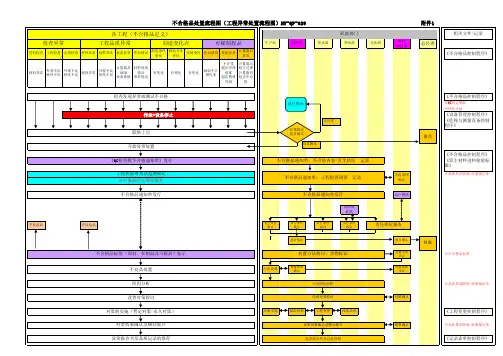
流程图浙江威罗德模具有限公司 表单编号:WLD/QR-130 A/0
模具加工异常处理流程图
处理方法/表单停止工作汇报等待处理《异常处理反馈单》
《异常处理反馈单》
《异常处理反馈单》
《异常处理反馈单》
发现异常
异常现象确认
异常处理
异常评审
让步使用报废
返工
新制
检验继续加工使用
NG
OK。
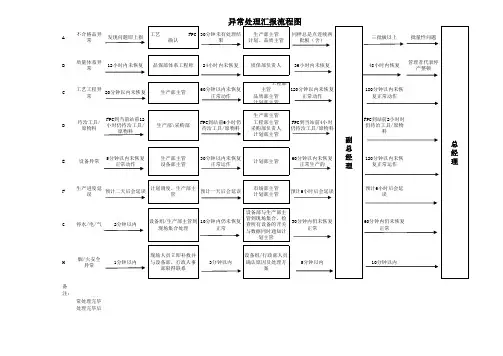
A 不合格品异
常
发现问题即上报
30分钟未有处理结
果
同样总是点连续两
批板(含)
B 质量体系异
常
12小时内未恢复24小时内未恢复36小时内未恢复
C 工艺工程异
常
20分钟以内未恢复
正常动作
D 待治工具/
原物料
FPC到当前站前12
小时仍待治工具/
原物料
FPC到站前6小时仍
待治工具/原物料
FPC到当站前4小时
E设备异常5分钟以内未恢复
正常动作
30分钟以内未恢复
正常运作
60分钟以内未恢复
正常生产的
F 生产进度延
误
预计二天后会延误预计一天后会延误
G停水/电/气2分钟以内30分钟内仍未恢复
正常
H 烟/火安全
异常
1分钟以内3分钟以内5分钟以内
备
注: 1.G.H项异
常处理完毕
2.E项异常
处理完毕后
3.A.B.C.D
项处理完毕
后于次日
内,责任部
门将异常原
因改善对策
及处理结果
提报至副总
经理室.
4.F.项异常
处理完结后
于次日内,
生产部将异
常原因改善
对策及处理
结果提报至
计划部.
5.所有异常
当日未处理
完毕,相关
主管不得离
开.
编
制:审核:批准:。