加工方法的工时费统计表
- 格式:xls
- 大小:19.50 KB
- 文档页数:3





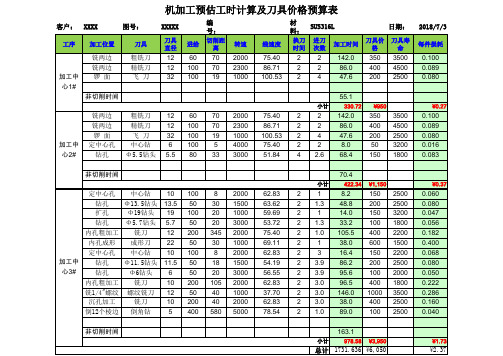
超级详细的机加工工时计算表格,值得收藏!序号设备名称型号加工范围加工费用(元/时)1 车床C616 Φ320×750~1000112 车床C6140 Φ400×1000~2000133 车床J1-MAZAK Φ460×1000~2000154 车床C6150 Φ460×1000~2000155 车床C630 Φ630×1000~2000216 车床C650 Φ800×1500~5000307 立式车床C5116A Φ1600288 摇臂钻床Z3050 Φ50~Φ63169 摇臂钻床Z3080 Φ802010 立式钻床Z5140A Φ32~Φ401211 卧式镗床T68 1000×10002612 卧式镗床T611 1000×10003013 立式镗床T4163 630×11005614 卧式镗床T6111A 1200×12003615 万能外园磨床M1420 Φ125~220×350~10001516 万能外园磨床M1432A M9025×500~10001917 万能外园磨床M1432B Φ315~320×1500~30002618 万能外园磨床M1331A Φ315~320×1500~30002619 万能外园磨床M1450 Φ500×1500~20002820 精密万能外园磨床MG1432 Φ320×1000~20003221 内园磨床MG1432 Φ12~Φ100×1301322 平面磨床M7120 200×630~6501623 平面磨床M7130 300×10002124 平面磨床M7150 500×20004025 导轨磨床M50100 1000×60002826 花键磨床M8612A Φ120×18002827 螺纹磨床Y7520W Φ200×5002028 齿轮磨床Y4632A Φ320×6M3029 万能工具磨床M5MC Φ200×5001330 万能工具磨床MW6020 Φ200×5001331 万能工具磨床M9025 Φ200×6501632 万能工具磨床M6025H Φ250×6501633 万能工具磨床M6425 Φ250×6501634 拉刀磨床M6110D Φ100×1500~17001635 滚齿机YM3150E Φ500×8M2236 杆齿轨YM5150B Φ500×8M1837 立式铣床X5030A Φ300×11201638 立式铣床X52K Φ320×12501839 立式铣床XA5032 Φ320×12501840 卧式铣床X63W Φ400×16002441 滑枕铣床XS5646/1 Φ425×20002842 牛头刨床B665 650×8001443 牛头刨床B650 650×8001144 液压牛头刨床BY60100 900~1000 1645 液压牛头刨床B690 900~1000 1646 龙门刨床B2016A 900~1000 2847 龙门刨床B2020A 2000~6000 5048 杆床B5032 200~320 1249 拉床L6140 40T 1550 划线钳工Φ200×6501551 装配钳工Φ200×6503052 模具钳工Φ200×6503053 加工中心Φ200×6508054 线切割Φ200×650955 焊刀Φ200×6507机加工方法报价表格(范例)一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5d≤25 X*d元'L=孔深,d=孔径' 25≤d<>元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<>元(*L/d/2.5)孔径公差<>对应基价的倍数 X倍孔距公差<>对应基价的倍数 X倍单个孔加工的最低价格 X元附带攻丝钢件 X*d元d=螺纹直径铸铁件 X*d元L=螺纹长度铝件加不锈钢丝套费用 X*d元不加丝套费用 X*d元铜件 X*d元批量优惠批量>200个孔且<>个孔对应基价的倍数 X倍批量>10000个孔对应基价的倍数 X倍车类加工光轴加工'L=轴长,d=轴径,D=毛坯轴径' 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 l>0.05 l>元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数 X倍一般精度的丝杠对应光轴基价的倍数 X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径 d>430 X*D元圆螺母零件 X*D元d=圆螺母外径,D=毛坯直径六角螺母零件 X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2) 'd<100,d>100,d>元d=轴套外径,L=轴套长度'd<100,d>2' X*D元(*d/L/2)100,d>修补轴承座(台)类零件 't<><><>元't=磨损量,d=轴承外径,B=轴承座宽度''t<2,d>40或B>25' X元(*d/40*B/25)2,d>需要上中心架的对应上述基价的倍数 X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B 元L/B>10 X*B元(*L/B/10)最低价 X元位置度公差7级和以上的对应上述基价的倍数 X倍硬度>HRC40的材料加工对应上述基价的倍数 X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径 L/d>5 X*d元(*L/d/5)最低价 X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮 X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数 X倍铣一般平面每mm2 X元铣沉孔每个 X*d元d=孔径最低价 X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆 t=磨削深度每mm2 X元一般精度平面 t=磨削深度每mm2 X元一般精度成形磨 t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数 X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔 X元电火花一般零件S=切断面积每mm2 X元每处最低价 X元电焊 L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条 X元焊缝长度每mm价格(与材料和焊缝种类有关) X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8每mm2 X元一般碳钢8<><>每mm2 X元t=板厚铝板t≤12每mm2 X元铜板t<>每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。