注塑车间快速换模 ppt课件
- 格式:ppt
- 大小:2.30 MB
- 文档页数:21


注塑制造中“精益生产”-快速换模为满足顾客特殊个性化需求,注塑企业在一台注塑机上轮换工作的模具往往有多套,在其正常生产中免不了要频繁更换模具来实现小批量、多品种的生产能力。
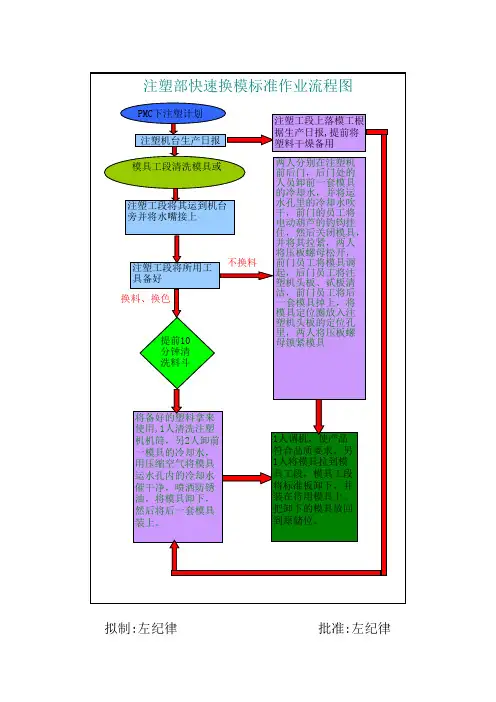
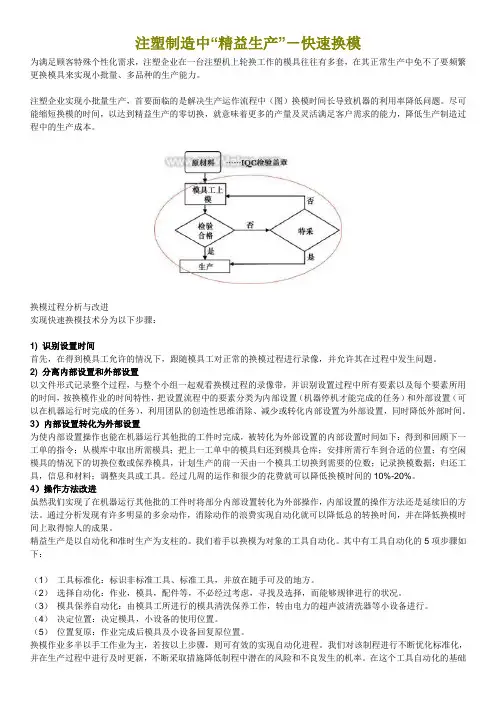
注塑企业实现小批量生产,首要面临的是解决生产运作流程中(图)换模时间长导致机器的利用率降低问题。
尽可能缩短换模的时间,以达到精益生产的零切换,就意味着更多的产量及灵活满足客户需求的能力,降低生产制造过程中的生产成本。
换模过程分析与改进实现快速换模技术分为以下步骤:1) 识别设置时间首先,在得到模具工允许的情况下,跟随模具工对正常的换模过程进行录像,并允许其在过程中发生问题。
2) 分离内部设置和外部设置以文件形式记录整个过程,与整个小组一起观看换模过程的录像带,并识别设置过程中所有要素以及每个要素所用的时间,按换模作业的时间特性,把设置流程中的要素分类为内部设置(机器停机才能完成的任务)和外部设置(可以在机器运行时完成的任务),利用团队的创造性思维消除、减少或转化内部设置为外部设置,同时降低外部时间。
3)内部设置转化为外部设置为使内部设置操作也能在机器运行其他批的工件时完成,被转化为外部设置的内部设置时间如下:得到和回顾下一工单的指令;从模库中取出所需模具;把上一工单中的模具归还到模具仓库;安排所需行车到合适的位置;有空闲模具的情况下的切换位数或保养模具,计划生产的前一天由一个模具工切换到需要的位数;记录换模数据;归还工具,信息和材料;调整夹具或工具。
经过几周的运作和很少的花费就可以降低换模时间的10%-20%。
4)操作方法改进虽然我们实现了在机器运行其他批的工件时将部分内部设置转化为外部操作,内部设置的操作方法还是延续旧的方法。
通过分析发现有许多明显的多余动作,消除动作的浪费实现自动化就可以降低总的转换时间,并在降低换模时间上取得惊人的成果。
精益生产是以自动化和准时生产为支柱的。
我们着手以换模为对象的工具自动化。
其中有工具自动化的5项步骤如下:(1)工具标准化:标识非标准工具、标准工具,并放在随手可及的地方。


