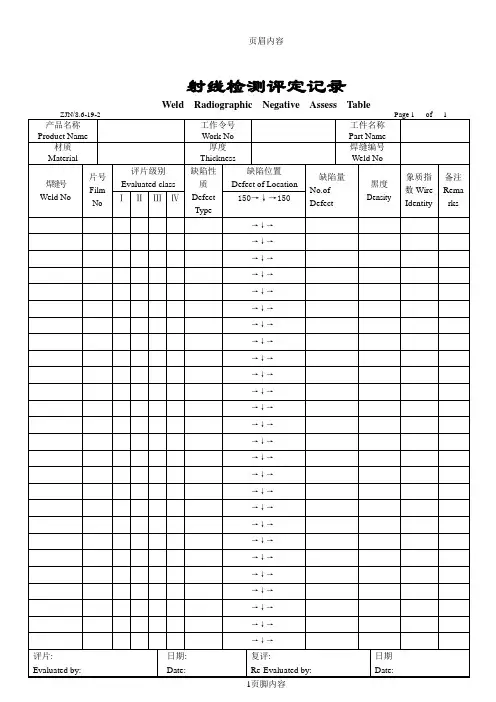
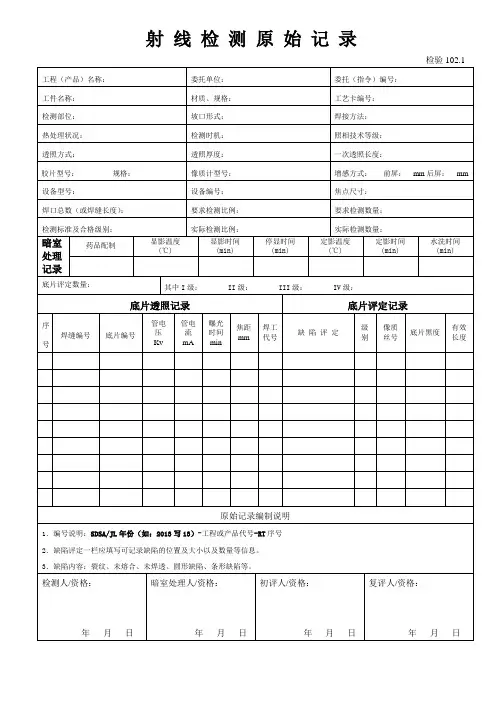
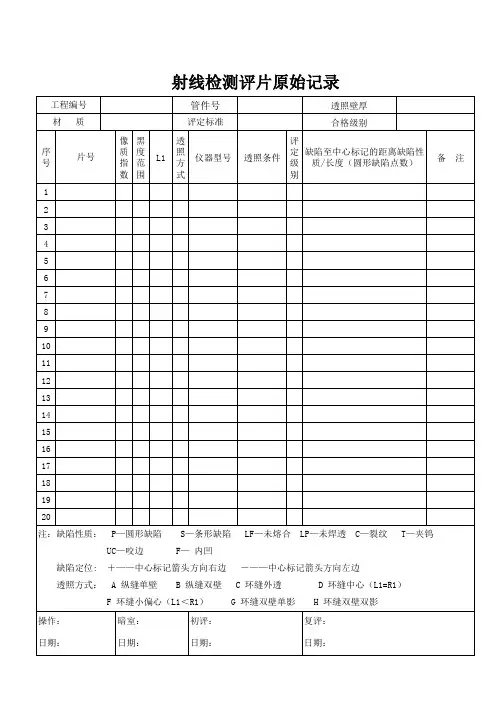
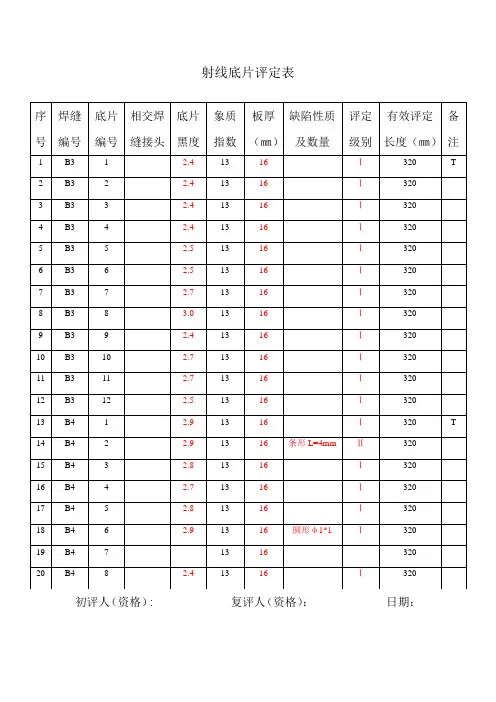
焊缝射线检测评片记录表
- 格式:docx
- 大小:13.76 KB
- 文档页数:2
.
.
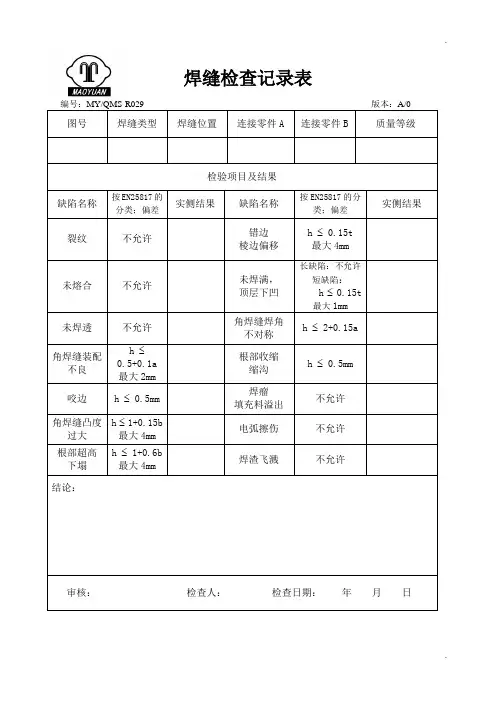
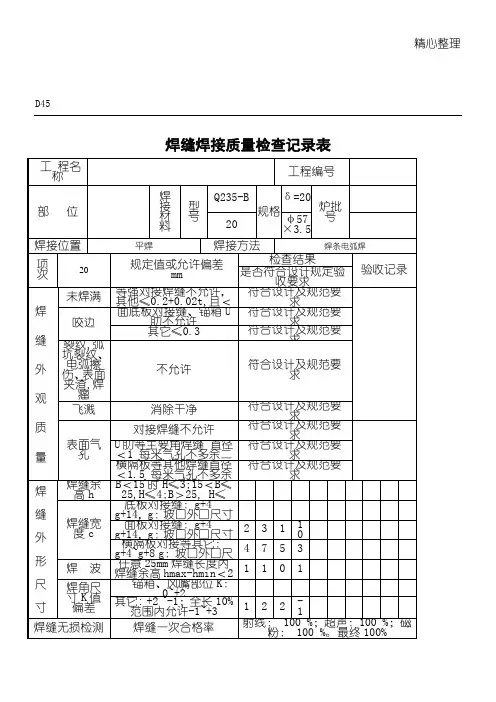
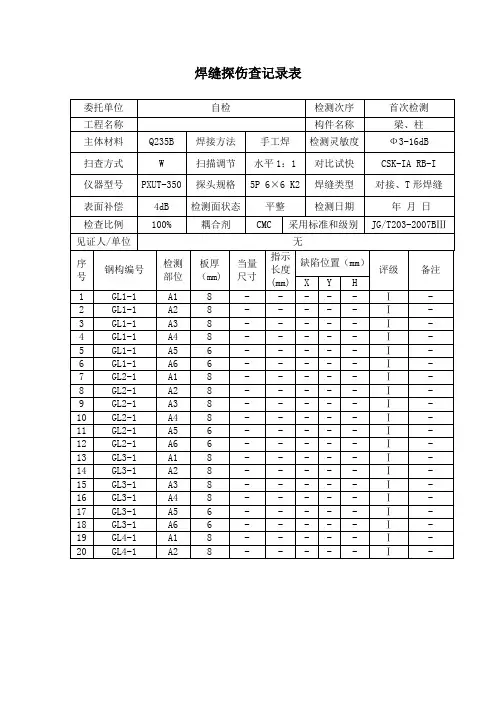
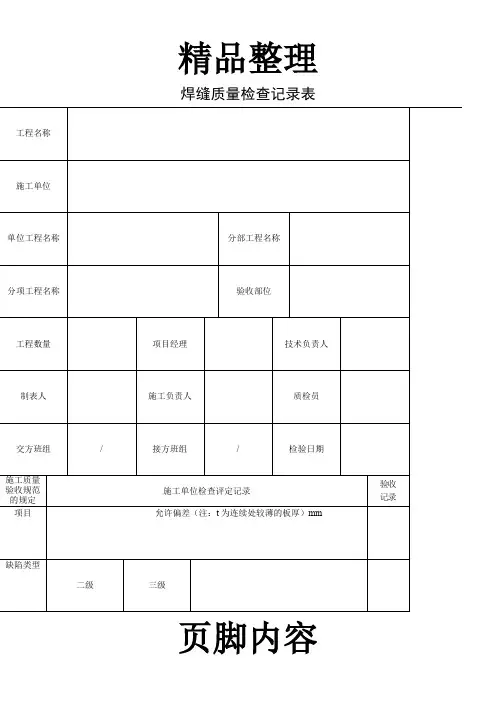
焊缝检查记录表
编号:MY/QMS-R029 图号 焊缝类型
焊缝位置
连接零件A
连接零件B
质量等级
检验项目及结果
缺陷名称
按EN25817的分类;偏差
实侧结果 缺陷名称 按EN25817的分类;偏差
实侧结果
裂纹 不允许
错边 棱边偏移 h ≤ 0.15t 最大4mm
未熔合 不允许
未焊满, 顶层下凹 长缺陷:不允许 短缺陷:
h ≤ 0.15t 最大1mm
未焊透 不允许 角焊缝焊角 不对称 h ≤ 2+0.15a
角焊缝装配
不良
h ≤ 0.5+0.1a 最大2mm 根部收缩 缩沟 h ≤ 0.5mm 咬边
h ≤ 0.5mm
焊瘤 填充料溢出 不允许 角焊缝凸度过大 h ≤ 1+0.15b
最大4mm 电弧擦伤 不允许 根部超高 下塌 h ≤ 1+0.6b 最大4mm
焊渣飞溅
不允许
结论:
审核: 检查人: 检查日期: 年 月 日。
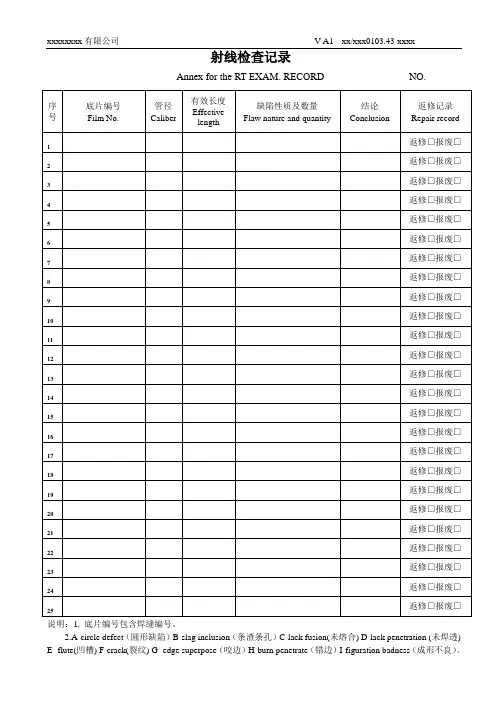
射线检测质量分级焊缝质量按缺欠性质、长度、数量分为四个级别;其中Ⅰ级最佳,Ⅱ级、Ⅲ级依次降低,超过Ⅲ级为Ⅳ级。
裂纹是焊缝中危害性大的缺陷,应评为Ⅳ级。
(1)长宽比小于或等于3的气孔、夹渣和夹钨统称圆形缺欠。
(2)圆形缺欠应用评定区进行评定。
评定区框线的放置是引起圆形缺欠评级争议的关键。
本标准参照GB3323-87的使用说明,从正文中明确了评定区的框线的放置要求。
即:评定区的框线必须放在焊缝内缺欠最严重的区域,框线内必须完整的包括严重区域的主要缺欠,框线的长边与焊缝平行。
与框线外切的不计点数,相割的计入点数,如图05所示。
图05 圆形评定区框放置(3)表7、表8、表9及表10与原标准相同,只不过表10的评定区10㎜×20㎜,对应的母材厚度由原来的>25~30㎜,变为>25~50㎜。
(4)对圆形缺欠各国评定不一:ASME和API std 1104都是用标准图来表示合格与否的。
我国焊缝射线检测标准都是分级的,合格级别在相应的标准或设计图样中明确,这与日本JIS3104的评定方法相一致。
圆形缺欠长径超过1/2壁厚评为Ⅳ级与原标准相同,这与我国的锅炉压力容器标准的规定是一致的。
GB3323-87规定“Ⅰ级焊缝或母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺陷,在评定区内不得多于10点,否则应降一级”,此条规定不是说Ⅰ级焊缝在评定区内不计点数的缺欠超过10点就评为不合格而可以评为Ⅱ级;母材厚度小于或等于5㎜的Ⅱ级焊缝内不计点数的圆形缺欠超过10点,不能评为Ⅱ级而评为Ⅲ级。
原标准“把计点数与不计点数之和不得多于10点,若多于10点,则应降一级”的规定对圆形缺欠评定过严。
不计点数的圆形缺欠对焊接质量影响很小,故本标准予以修正,修改后的此条规定与JB4730的规定相一致。
此条与原标准相同。
底片上发现的气孔有的黑度很大,按评定区内的点数算,可评为合格。
但是要注意这种缺欠是否是垂直于板厚方向的柱孔或针孔,这类缺欠易造成管道泄漏。
焊缝表面质量(观感)检查记录表(自检)
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(焊缝表面质量(观感)检查记录表(自检))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为焊缝表面质量(观感)检查记录表(自检)的全部内容。
表7。
1.1 焊缝表面质量(观感)检查记录表。
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。