装配眼镜的检测
- 格式:ppt
- 大小:565.00 KB
- 文档页数:60
试析配装眼镜的检测与质量把控摘要:随着社会的发展,市场竞争越来越激烈,人们的生存成本也在逐年提升。
面对日趋增大的生活压力,眼镜已经逐渐成为了学生和工作族们的必备用品,用于辅助其进行正常的工作和学习。
由此可见,眼镜的好坏直接影响着人们的眼部健康。
一副好的配装眼镜,不仅可以起到矫正视力的作用,它能够缓解一天之后的工作疲惫,从而提高了工作效率。
因此,在我国还专门制定了一些关于配装眼镜方面的检测规范,从而严格把控配装眼镜的产品质量。
本章所介绍的有关配装眼镜的质量检测问题中,对配装眼镜的产品质量把控问题做出了详细分析,并希望给关心该领域的人士给予必要的指导。
关键词:配装眼镜;监测;质量把控随着我国近视率的不断攀升,促进了配装眼镜产业的快速发展。
如何确保配装眼镜的质量过关是当下我们必须要重视的问题。
因为质量不过关的眼镜不仅会伤害我们的眼睛,造成眼睛疲劳,进而导致眼睛肿胀、疼痛、视力模糊等现象,长期佩戴还会使我们的视力调节能力下降,甚至可能造成斜视。
因此,在配装眼镜的过程中,眼镜必须要经过层层监测,做好相应的质量把控,进而确保配装眼镜的质量达标。
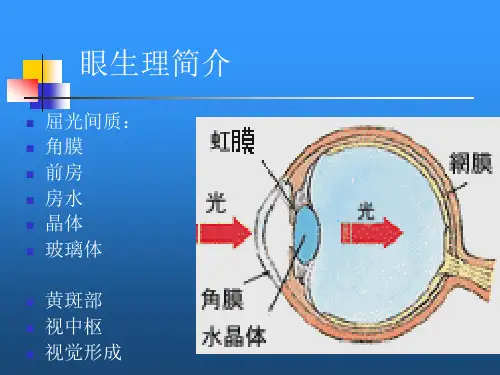
眼睛是通往心灵的窗户,重要程度不言而喻。
而配装眼镜作为我们的第二双眼睛,对我们的意义可想而知。
为此,相关部门只有建立健全检测体系,严格按照相关行业标准规范监督配装眼镜的质量,才能使产品符合行业标准和规范,确保消费者的身心健康。
一、配装眼镜的检测1.1严格控制检测的温度由于配装眼镜是使用光学仪器进行检测的,对于检测时的温度范围有一定的限制,要在适宜的温度下进行,环境温度过高或者过低都会最终造成仪器设备检测数据的异常。
因此,我们在检测过程中通常保持适宜的环境温度进行即可。
1.2镜片、镜架的检测首先,要保证镜片的清洁,这是检测的必要条件。
其次,在检测时,镜片的放置位置也很重要,要采用镜片外表向上、镜架下边与挡板无缝贴合,才能保证镜片成像的值准确。
再次,在检测过程中,要打印镜片的光学中心点,以中心点为中心对其周围的镜片进行检查,以防止一些无良企业违规使用不合格的镜片进行眼镜加工。
装配眼镜国家标准图
首先,我们需要了解眼镜的装配国家标准图是什么样的。
眼镜的装配国家标准图通常包括眼镜的各个部件的尺寸、形状、材质等具体要求,以及眼镜的装配方法和注意事项。
这些标准图的制定是为了保障眼镜的质量和使用安全,确保每副眼镜都能符合一定的标准,从而保护使用者的视力和眼睛健康。
在实际装配眼镜时,我们应该如何根据国家标准图来进行操作呢?首先,我们需要选择符合标准要求的眼镜片和镜框,确保其尺寸和形状与标准图一致。
然后,我们需要按照标准图上的要求,将眼镜片装入镜框,并进行固定。
在这个过程中,我们需要特别注意眼镜片和镜框的配合是否紧密,以及装配后眼镜的整体稳定性。
此外,根据标准图上的要求,我们还需要进行一些必要的调节和检测,确保眼镜的使用效果和舒适度达到标准要求。
除了眼镜的装配,眼镜的使用和保养也是非常重要的。
根据国家标准图上的相关要求,我们需要正确佩戴和调整眼镜,避免对视力造成不良影响。
同时,我们还需要注意定期清洁眼镜,并妥善保管,以延长眼镜的使用寿命并保持其清晰度和透光性。
总的来说,眼镜的装配国家标准图对于保障眼镜的质量和使用安全起着非常重要的作用。
在实际操作中,我们需要严格按照标准图上的要求进行装配和使用,确保每副眼镜都能符合国家标准,从而保障使用者的视力和眼睛健康。
希望通过本文的介绍,大家能对眼镜的装配国家标准图有所了解,并在日常生活中更加重视眼镜的选择、装配和使用。

国家配装眼镜标准发布日期:2012-05-02Assembled Spectales GB 13511-1999代替GB13511-19921范围本标准规定了配装眼镜的产品分类、要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于根据验光处方定配的眼镜和批量生产装成的老视眼镜。
本标准不适用于渐变焦点和其他特殊用途的眼镜。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 2828-1987 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB 10810-1996眼镜镜片GB/T 14214-2003眼镜架3定义本标准采用下列定义。
3.1顶焦度:以米为单位测得的镜片近轴顶焦距的倒数。
一个镜片含有两个顶焦度,在配装眼镜中特指后顶焦度,即以米为单位测得的镜片近轴后顶焦距的倒数。
顶焦度的表示单位为米的倒数(m-1),单位名称为屈光度,由符号D表示。
3.2 瞳距:眼睛正视视轴和平行时两瞳孔中心的距离。
3.3 柱镜轴:球-柱镜片上仅含镜屈光力的主子午线。
3.4 光学中心水平距离:两镜片光学中心在与镜圈几何中心在垂直方向上的距离。
3.5 光学中心水平偏差:光学中心水平距离与瞳距的差值。
3.6 光学中心高度:光学中心与镜圈几何中心在垂直方向上的距离。
3.7 光学中心垂直互差:两镜片光学中心在垂直方向上的差值。
3.8 光学中心水平互差:镜片光学中心在水平方向与眼瞳的单侧偏差。
3.9 棱镜度:光线通过镜片上某一点所产生的偏离。
棱镜度的表示单位为厘米(cm/m),单位名称为棱镜屈光度,以符号"Δ"表示。
光学中心垂直互差或水平偏差的换算公式如式(1):P=F• C (1)式中:P--棱镜度,Δ;F--顶焦度,D;C--偏差或互差,cm。
3.10 隙缝:镜片与镜圈之间的空隙。
配装眼镜的光学参数检测张丙寅1 朱黎1 王燕君2 祝亚斌1摘要:配装眼镜检测是保证顾客视觉健康的关键程序,对配装眼镜光学参数检测尤为重要。
本文对配装眼镜检测的步骤、光学参数偏差的检验、检测的注意事项进行了详细描述,希望对从事配装眼镜检测工作和相关职业教学工作有所帮助。
关键词:配装眼镜;检测;光学参数1 检测参数术语和定义检测配装眼镜的光学参数主要包括球镜度数、柱镜度数和柱镜轴位,以及光学中心水平偏差、光学中心垂直互差、棱镜度偏差。
光学中心水平偏差是指眼镜左右眼光学中心水平距离的实测值与标称值(瞳距)的差值;光学中心水平距离是指两镜片光学中心在与镜圈几何中心连线平行方向上的距离。
光学中心垂直互差是指两镜片光学中心高度的差值;光学中心高度是指光学中心与镜圈几何中心在垂直方向的距离。
2 光学参数检测操作步骤需要的设备和耗材:瞳距尺、装配完成的眼镜、电脑焦度计。
配装眼镜以实际顾客处方R=-4.25DS为球镜,L=-1.75DS/-1.25DC×40为球柱镜,PD=64mm为例进行实际操作。
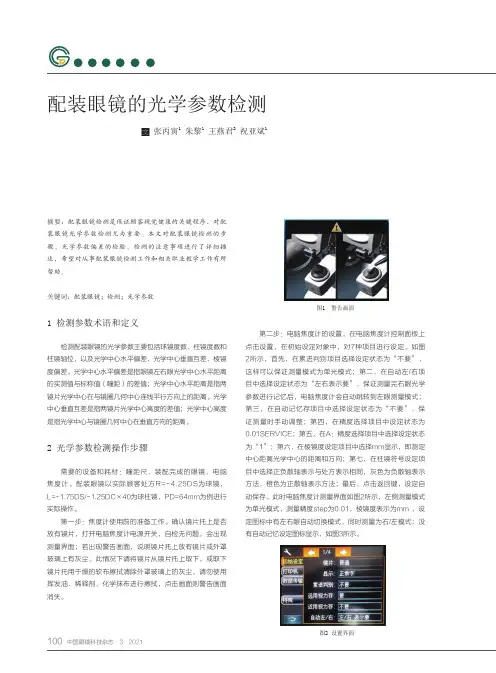
第一步:焦度计使用前的准备工作。
确认镜片托上是否放有镜片,打开电脑焦度计电源开关,自检无问题,会出现测量界面;若出现警告画面,说明镜片托上放有镜片或外罩玻璃上有灰尘。
此情况下请将镜片从镜片托上取下,或取下镜片托用干燥的软布擦拭清除外罩玻璃上的灰尘,请勿使用挥发油、稀释剂、化学抹布进行擦拭,点击画面则警告画面消失。
图1 警告画面第二步:电脑焦度计的设置。
在电脑焦度计控制面板上点击设置,在初始设定对象中,对7种项目进行设定。
如图2所示,首先,在累进判别项目选择设定状态为“不要”,这样可以保证测量模式为单光模式;第二,在自动左/右项目中选择设定状态为“左右表示要”,保证测量完右眼光学参数进行记忆后,电脑焦度计会自动跳转到左眼测量模式;第三,在自动记忆存项目中选择设定状态为“不要”,保证测量时手动调整;第四,在精度选择项目中设定状态为0.01SERVICE;第五,在A:精度选择项目中选择设定状态为“1”;第六,在棱镜度设定项目中选择mm显示,即测定中心距离光学中心的距离和方向;第七,在柱镜符号设定项目中选择正负散轴表示与处方表示相同,灰色为负散轴表示方法,橙色为正散轴表示方法;最后,点击返回键,设定自动保存。
眼镜装配基础知识本篇主要介绍各种眼镜的装配加工及检验方法,力求深入浅出,易学易懂,让眼镜定配员了解和掌握眼镜的加工制作流程。
第一章眼镜架的几何中心距与瞳距,瞳高一,眼镜架的几何中心距与测量方法眼镜架作水平标准调整后,两镜框几何中心点的直线距离就是他的几何中心距。
用符号“m\我国生产与销售的镜架多以方框法表示。
测量方法是:两镜框镜片的对角线交点即是它的两几何中心点,两点直线距离即是镜架的加工几何中心距。
二,瞳距1.远用瞳距与测量方法远用瞳距是指两眼正视或平视状态时,两瞳孔中心的直线距离。
用字母“pd”表示,计算单位为毫米,成人正常瞳距范围在54---73毫米之间。
根据人眼的生理状态可以将瞳距分成双眼瞳距和单过成距,通常处方中所指的瞳距都就是患者在视离状态下的双眼远用瞳距。
测量方法需用瞳距仪和瞳距尺测量,单过成距测量,需用瞳距尺挑顾客鼻梁中线,按“四目相对”参照物法测定,必须要用瞳距仪测量更为准确。
2.近用瞳距的计算方法人眼在凝视近处目标时双眼处在子集状态(要冲),所以将近用瞳距必须比远用瞳距小,视近距离我们通常的定正常写作距离33cm,由此得公式:将近用瞳距=【(凝视距离-镜角距)/(凝视距离+眼球中心距)】*远用瞳距。
也就是将近用瞳距=【(330-12)/(330+13)】*远用瞳距,即0.927*远用瞳距=将近用瞳距。
三,瞳高的定位为了使顾客的眼镜光心与视轴保持精确一致,配装更标准,舒适。
应先把镜架调整好以后,让顾客戴上,再确定瞳高,具体操作方法:(1)调整不好镜架,襄助患者穿上,操作者与患者相对而坐,双方眼部高度维持水平一致。
用“四目相对”法抱持油笔在患者镜架胶版上点出两瞳孔中心点。
此两点既就是患者瞳高,由镜架鼻梁中分也可以得出结论患者两眼标准左右瞳距,总远用瞳距。
(2)将近用瞳高的排序理论上两眼在注视近处视标时,两眼球在集合(辐辏)的同时向下运动,装配时要考虑镜角距离和眼球向下运动夹角15°,得公式sin15°(12+13)=5.7mm,即瞳高应下调5.7mm。
眼镜的加工装配过程在了解了验光的全过程及主要内容之后,下面介绍一下眼镜加工装配的全过程。
这是因为实践经验告诉我们,如果最终配好的眼镜不能与验光处方完全一致的话,则再好的验光也是徒劳的。
这不仅要求每一个镜片的屈光度与处方完全一致,而且要求镜片与眼睛保持正确的相互位置。
一般情况下,镜片的光学中心应该与戴镜者的瞳孔距离保持一致;镜片有一定的倾斜度,使戴镜者有比较宽的视野适于阅读。
首先,根据验光结果所要求的镜片度数及顾客选定的镜架与验光的处方作一下对照,主要是对照顾客的“瞳距”与镜架的“几何中心”的差异,并计算出镜片光学中心移位的距离。
一般说来多数情况是镜片的“光学中心”需要“内移”,这是因为目前比较流行的是选择比较宽的镜架,这样看上去显得比较“开阔”。
这就是说镜架的几何中心是大于戴镜者的瞳距的,但是不要大得太多,比如瞳距62MM的,一般要选择镜架几何中心70MM及以下的较为妥当。
对于600度以上的高度近视,因为度数越高,镜片越厚;镜片越大,“边道”愈加显得厚实。
因此在选择镜架时需要充分考虑到这个问题。
选择与瞳孔距离一样的或者相近的镜架是非常有利于改善镜片“厚度”感觉的。
如果你选择了符合这样要求的镜架,你就可以挑选折射率1.56的树脂镜片,因为这种镜片价格适中,性能稳定,质量可靠。
高折射率的镜片,如1.67、1.74折射率镜片是专为超高度数近视患者设计的,它不但价格昂贵,而且也不是每个人都能适应。
接下来的工作是要对镜片的屈光度,包括球镜(近视或远视)、柱镜(散光度数和轴位)进行复核。
虽然镜片在出厂时是经过检验的,并在外包装上印明了镜片的品名、规格、球镜、柱镜、中心(边)、等级、生产日期、执行标准、色散系数、折射率。
但是,万一装错了就麻烦了。
因此在加工镜片之前一定要对镜片进行复核,在镜片测量仪器确认无误后,有散光的镜片还要调准“轴位”并在镜片的光学中心上打下“三点一线”的印记,以备下一步的工作。
接下来要在中心仪”上确定镜片“垂直移心”量与“水平移心”量。
双光和渐进多焦点由于镜片的设计比较复杂,对我们测量和装配时比单光眼镜有更多的要求,特别在您使用半自动磨边机时要求就更加的严格,如何规范的测量和使用半自动磨边机加工双光、渐进多焦点眼镜就成为部分验配工作者的一个难题。
1、处方要求:双光和渐进多焦点眼镜的处方和单光眼镜不同,通常单光眼镜有常规的屈光度、瞳距、镜架和镜片种类就可以了,双光镜片则需要包扣远用屈光度、近用屈光度或下加光、远用瞳距、近用瞳距、子镜片顶点高度、镜架和镜片种类,渐进多焦点眼镜的处方则要包扣远用屈光度、近用屈光度或下加光、单眼瞳距、单眼瞳高、镜架和镜片种类(特殊时还要标出镜片直径、基弯、垂直棱镜要求等)。
远用、近用屈光度或下加光的测量方法和普通远、近用眼镜的测量方法基本一致,镜架和镜片的选择我们也不多做叙述,我们主要讨论一下测量、加工和检验。
2、测量:(1)、双光眼镜的测量:双光眼镜的测量包扣远用瞳距、近用瞳距和子镜片顶点高度的确定,瞳距与一般单光眼镜的测量方法一致,子镜片顶点的测量方法如下:①、帮助顾客选择合适的镜架,通过调整保证镜架舒适的戴在顾客脸上,前倾角8--15º,镜眼距12mm,并符合面弯。
②、验光师与顾客正面对坐,眼睛保持在同一高度上,让顾客配戴上调校好的镜架。
③、瞩顾客注视验光师的鼻梁中心,使用油笔在顾客左右眼瞳孔中心正下方的下眼睑处分别画出水平线。
④、取下镜架,测量并记录左右眼水平线至镜圈内缘最低点的垂直距离H。
⑤、询问顾客的配镜目的(使用此眼镜以远用为主还是近用为主),如顾客看近为主则H即为子镜片顶点高度,如顾客看远为主则子镜片顶点高度为H-2mm(如H为16,则子镜片顶点高度为14mm)。
⑥、如出现左右眼测量高度不同,则要首先检查顾客配戴眼镜的水平度,确认镜架在同一水平线后,当双眼测量结果相差2mm以内,以主眼的测量高度为子镜片顶点高度,双眼测量结果相差2mm以上,以双眼测量的平均值作为子镜片顶点高度。
眼镜装配部工序操作规程一、调机1.订铰机①确定镜架的型号,根据架形,自做订铰模(略);②接通电源,检查有关仪表;③把订铰模固定在对应的订铰机调节盘上(调节盘工作前盘面保持水平);④选取镜架所要求规格的铰链,在对应的订铰机的订铰嘴上正确装上铰链;⑤按下手动开关,测试铰链下压的部位,以及下压的深浅;⑥根据镜架技术要求,以及测试出的订胶部位和深浅,调整调节盘、压杠,使铰链位置和深浅符合要求;⑦把已订铰链的圈、肶进行装配检查(上螺丝、装片),如果有误差,再根据误差性质有针对性地调整订铰机的有关部位;⑧位置固定后,旋紧螺丝,锁定;⑨确定压力、温度、加热时间、吹气时间等。
2.切肶机①接通切肶机电源开关;②先初步调整切肶机拉杆长度和切肶角度;③把已订铰链的肶(左右肶分别调)放置在相应的切肶机上(铰链面朝内,切肶机夹嘴夹住铰链孔);④抬起手柄,切去肶头;⑤把切好的肶与对应的圈进行装配(左右肶都装上),检查装配好的镜架是否有缺陷(大小边、高低脚、开放度、漏缝等);⑥如有缺陷,调整切肶机拉杆长度和切肶角度(调弧尺);⑦再切肶,再插肶检查,如有缺陷再调整,直至准确。
二、订铰1.确定所须订胶的镜架型号,确定订胶机已经调定;2.接上电源,检查机器是否运转正常;3.检查压力、温度、加热时间、吹气时间等,确定订铰速度,计数器复位;4.左手放圈(或肶)入模具槽,右手放铰链进订铰嘴;5.启动手动或脚踏开关,开始订铰;。
6.先放铰链,后启开关!初学者不得用脚踏开关。
7.检查完成产品,发现问题,及时报告处理。
8.订好的产品,整齐排放在胶盆。
三、切肶1.确定所须切的肶,确定切比机已经调定;2.分清左右肶,分别在不同切肶机上切;3.压下切肶杆,肶铰链面朝内,使切肶机夹嘴夹住铰链孔;4.抬起切肶杆,开始切肶;5.检查产品,发现问题,及时报告处理。
6.切好的肶,整齐排放在胶盆。
四、清胶1.左手拿圈(或肶),右手拿清胶剪;2.剪口张开,平放铰链面,夹住胶屎,稍用力剪下;3.胶屎清除干净,胶面不得划花;4.清理肶头胶;5.检查,确定无问题,整齐排放在桌面五、插肶1.确定款色号,分清左右肶,确定对应圈,以及圈的左右端;2.左手拿圈,右手拿肶,对准螺丝孔,把圈肶铰链插接在一起;3.插好的产品整齐排放在桌面。
国家眼镜装配标准
国家眼镜装配标准主要包括以下几个方面。
1.配装眼镜的产品分类:根据国家标准GB13511-1999《配装眼镜》,眼镜装配主要分为单光和多焦点(IMG)眼镜、渐变焦(IMG)眼镜等。
2.要求:眼镜装配应满足一定的技术指标,例如光学中心水平方向内移量、度数误差、瞳距误差、轴位误差等。
这些指标在不同类型的眼镜中有不同的标准要求。
3.试验方法:眼镜装配的试验方法包括光学性能测试、尺寸测量、外观检查等。
4.检验规则:眼镜装配的检验规则包括产品检验、过程检验、抽样检验等。
5.标志、包装、运输和贮存:眼镜装配产品应有清晰的标志,包括产品名称、规格、生产厂名等。
产品包装应牢固、防潮、防腐、防震等。
运输过程中要避免剧烈震动、高温、潮湿等不利条件。
贮存时要放在干燥、通风、避光的环境中。
6.引用标准:眼镜装配标准中引用的其他相关标准包括GB/T2828-1987《逐批检查计数抽样程序及抽样表》、GB1 0810-1996《眼镜镜片》等。
值得注意的是,眼镜装配国家标准会不断更新和修订,因此在实际操作中,还需参考最新的国家标准和行业动态。