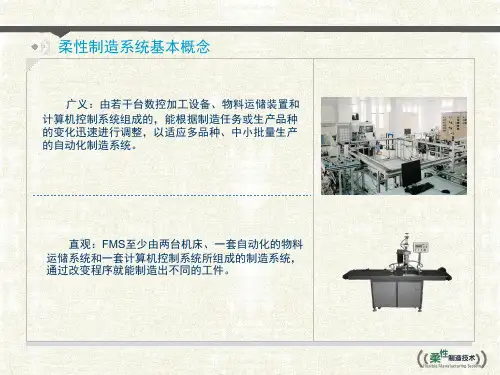
计算机辅助组合夹具管理系统
- 格式:pdf
- 大小:212.10 KB
- 文档页数:3
组合夹具的特性及其发展浅析作者:曹素琴来源:《城市建设理论研究》2013年第25期摘要:组合夹具由于能满足多种精度零件的加工,目前在生产中越来越得到重视,本文笔者通过多年工作经验简要分析了组合夹具的特性及其发展。
关键词:组合夹具特性发展中图分类号:TG75 文献标识码:A 文章编号:一、组合夹具的定义及其分类1.组合夹具的定义组合夹具是一种标准化、系列化、通用化程度很高的工艺装备,我国目前已基本普及。
组合夹具由一套预先制造好的不同形状、不同规格、不同尺寸的标准元件及部件组装而成。
组合夹具是在机床夹具零部件标准化基础上发展起来的一种新型的工艺装备。
它是由一套结构、尺寸已规格化、系列化和标准化的通用元件和合件组装而成的。
组合夹具就是一种零、部件可以多次重复使用的专用夹具。
2.组合夹具的分类组合夹具按组装时元件间连接基面的形状,可分为槽系和孔系两大系统。
(1)槽系组合夹具以槽(T形槽、键槽)和键相配合的方式来实现元件间的定位。
因元件的位置可沿槽的纵向作无级调节,故组装十分灵活,适用范围广,是最早发展起来的组合夹具系统。
(2)孔系组合夹具主要元件表面为圆柱孔和螺纹孔组成的坐标孔系,通过定位销和螺栓来实现元件之间的组装和紧固。
(3)组合夹具的组装组合夹具的组装就是根据工件的加工要求并按一定的程序选取有关元件和合件进行组合拼装,从而获得所需夹具的过程。
组合夹具的特性组合夹具一般是为某一工件的某一工序组装的专用夹具,也可以组装成通用可调夹具或成组夹具。
组合夹具适用于各类机床,但以钻模和车床夹具用得最多。
组合夹具把专用夹具的设计、制造、使用、报废的单向过程变为组装、拆散、清洗入库、再组装的循环过程。
可用几小时的组装周期代替几个月的设计制造周期,从而缩短了生产周期;节省了工时和材料,降低了生产成本;还可减少夹具库房面积,有利于管理。
组合夹具灵活多变、适应范围广,可大大缩短生产准备周期,可节省大量人力、物力,减少金属材料的消耗,可大大减少存放专用夹具的库房面积,简化了管理工作。
本科毕业设计开题报告
题目:涡轮减速器箱体机械加工工艺规程及钻床夹具设计院(系):机械工程学院
班级:机制08-1 班
姓名:
学号:
指导教师:
教师职称:教授
黑龙江科技学院本科毕业设计开题报告
华大学开发了计算机辅助组合夹具夹具设计系统。
随着CAFD技术的进一步发展和现代生产的需求,对组合夹具的设计和构形自动化、智能化提出了更高的要求[16]。
3、研究/设计的目标:
3.1涡轮减速器箱体加工工艺设计的目标
涡轮减速器箱体的主要技术要求是对孔和平面的精度和表面粗糙度的要求,支撑孔的尺寸精度、几何形状精度和表面粗糙度,孔与孔的轴线之间的相互位置精度(平行度、垂直度),装配基准面与加工时的定位基准面的平面度和表面粗糙度,各支承孔轴线和平面基准面的尺寸精度、平行度和垂直度。
加工时,按照先粗后精,加工面再加工孔的原则进行加工,这样才能加工出质量合格、符合技术要求的零件。
3.2钻床夹具设计的目标
夹具的设计则应在满足基本使用功能的基础上,尽量保证涡轮减速器箱体各部分的加工精度。
尽量优化、简化夹具结构,降低生产成本。
对夹具体以下有几点要求:1)有适当的精度和尺寸稳定性
2)有足够的强度和刚度
3)结构工艺性好
4)在机床上安装稳定可靠。
4、设计方案(研究/设计方法、理论分析、计算、实验方法和步骤等):
4.1涡轮减速器箱体机械加工工艺的设计方案
本题目加工涡轮减速器箱体零件如图1所示:
图1 零件图。

柔性夹具特点及在飞机零部件加工中的应用何金萍李杰汪海峰吴华东发布时间:2021-07-28T11:07:19.810Z 来源:《基层建设》2021年第14期作者:何金萍李杰汪海峰吴华东[导读] 在我国航空行业快速发展的背景下,我国飞机加工制造水平有很大提升,飞机零部件加工核心技术不断取得突破沈阳飞机工业(集团)有限公司辽宁省沈阳市 110850摘要:在我国航空行业快速发展的背景下,我国飞机加工制造水平有很大提升,飞机零部件加工核心技术不断取得突破,是促进我国飞机生产制造的重要因素。
在飞机零部件生产加工过程中,柔性夹具具有广泛地应用,因柔性夹具的多项特点,在许多零部件加工生产中都具有重要作用。
因此,本文将对柔性夹具特点及在飞机零部件加工中的应用进行深入地研究与分析,并提出一些合理的意见和措施,旨在进一步促进我国飞机零部件生产加工质量提高。
关键词:柔性夹具;特点分析;飞机零部件;生产加工;具体应用在飞机生产过程中,大部分零部件都是采用机械加工制造而成,但是因为飞机零部件结构较为复杂,对于加工质量要求较高,必须保证零部件加工参数合理,才能够保证飞机整体制造质量,所以传统的夹具在飞机零部件加工过程中难以取得良好效果,因此近些年来柔性夹具在该生产领域逐渐取得应用,柔性化的夹具能够满足飞机零部件生产多项需求,同时能够提高零部件加工效率和加工精准度,保证零部件尺寸、结构等经过加工后符合预期设定目标,所以需要明确柔性夹具的具体应用方法。
1飞机零部件加工中夹具应用面临问题分析在飞机零部件加工过程中,数控铣削是主要加工方式,高速铣削能够快速完成飞机零部件生产加工。
因为飞机零部件加工难度较高,且对于加工质量具有严格标准规定,所以综合加工生产难度较高。
当前,根据我国飞机零部件加工生产的多年实践经验来看,夹具的具体应用还面临着诸多困境,主要体现在以下几个方面:(1)飞机零部件数量较多,所以需要应用的夹具种类也有所不同,需要采用大量的夹具完成零部件加工生产,但是受到夹具设备制造水平的影响,当前飞机零部件加工生产中所使用的夹具应用范围较为狭窄,加工不同零部件时需要频繁更换夹具,在更换过程中就会消耗大量的生产实践,从而严重影响加工生产效率,会降低飞机零部件加工经济效益,总体效果不够理想。


基于CATIA VBA二次开发汽车焊装夹具智能设计系统的技术方案一.绪论随着市场竞争日益激烈,制造业中起着重要作用的人工夹具设计已经不能满足生产的需要,有着高效快捷特点的计算机辅助夹具设计(CAFD)应运而生。
计算机辅助夹具设计经历了不同的发展阶段,技术日趋成熟并且正在逐步应用到生产实际之中,起到缩短生产周期、提高设计质量、降低生产成本、提高设计和生成效率等等多方面的作用。
1.1项目的研究背景和意义随着世界经济飞速发展和市场的全球化,制造业空前激烈发展。
传统的制造技术已经不能适应经济的高速发展,也不能满足多样性的要求,为了改进传统的制造技术,提高生产效率,使企业在竞争中获胜,对工艺装备的柔性化提出了迫切的要求。
计算机辅助夹具设计技术就是在上述背景下产生的,即利用计算机辅助人工进行夹具设计的一种先进制造技术。
最初的CAFD系统是交互式设计界面,可以完成相对复杂的夹具设计任务,在一定程度上节省了设计绘图和修改的时间。
随着计算机水平的提高和各种理论的成熟,在基于成组技术和知识工程的基础上CAFD带有一定的智能性,提高了夹具设计自动化程度。
目前的CAFD 系统正在朝着以实际生产应用为导向的计算机辅助夹具设计上发展,使其更具智能化和自动化。
最终,带来工程设计速度加快和节约设计成本两方面的益处,改善汽车焊装夹具建模过程,减少夹具设计所需的经验,使设计过程便捷省力,使设计过程更加灵活。
1.1.1项目的研究背景在现代汽车生产中,焊装夹具是必不可少的工具。
它们用于保持汽车零部件在正确的位置并确保焊接的准确性和一致性。
然而,传统的焊装夹具设计方法存在许多不足之处,如设计效率低下、重复劳动等。
因此,开发一种基于CATIA VBA的二次开发汽车焊装夹具智能设计系统具有重要的研究意义。
1.1.2项目的研究意义通过开发智能设计系统,可以提高焊装夹具的设计效率和精确度。
智能设计系统可以利用计算机的案例推理和规则推理技术,根据之前的经验和规则来生成夹具设计方案,减少设计师的重复工作。
计算机辅助系统计算机辅助系统(Computer-Aided Systems)是利用计算机软件、硬件及相关技术,辅助人类完成各种工作的系统。
它可以帮助人类实现高效、准确、自动化的任务完成,在生产制造、医疗卫生、行政管理、金融贸易、科研教育等各个领域得到广泛应用。
一、计算机辅助设计系统计算机辅助设计系统(Computer-Aided Design System,CAD)是一种非常重要的计算机辅助系统。
它是利用计算机软件和硬件,辅助人们进行各种产品的设计、制图、仿真等工作的系统。
常见的CAD软件有AutoCAD、Solidworks、CATIA、Pro/Engineer等。
在制造业、建筑业、工程机械等行业中,CAD系统得到了广泛应用。
二、计算机辅助制造系统计算机辅助制造系统(Computer-Aided Manufacturing System,CAM)是指将计算机技术应用到制造领域,辅助人们进行各种制造工艺的规划、控制和管理。
常见的CAM软件有Mastercam、PowerMill、GibbsCAM等。
它可以帮助企业实现高效、精确的生产流程管理,提高工作效率和生产质量。
三、计算机辅助工程系统计算机辅助工程系统(Computer-Aided Engineering System,CAE)是利用计算机技术辅助工程技术人员进行各种工程分析、计算和仿真的系统。
常见的CAE软件有ANSYS、MSC Nastran、ABAQUS等。
它可以帮助工程师们进行材料力学、流体力学、热力学等方面的工程分析,提高产品设计的质量和效率。
四、计算机辅助教育系统计算机辅助教育系统(Computer-Aided Education System,CAES)是一种通过计算机技术实现教育教学工作的系统。
常见的CAES软件有“学而思”、“乐普教育”、“课工场”等。
它可以为学生提供高效、系统、个性化的学习资源,帮助学生提高学习效率和学习成绩。
计算机辅助夹具设计技术回顾与发展趋势综述计算机辅助夹具设计(Computer-aided fixture design,CAFD)技术从20世纪70年代发展至今,已经成为CAD/CAM集成技术的一个重要组成部分。
文中从CAFD技术所包含的4个研究方面(安装规划,装夹规划,夹具构形设计,夹具性能评价)入手,对国内外CAFD技术的发展(主要对近10几年内的发展成果)进行了回顾,并对CAFD的未来发展趋势进行了分析。
随着制造技术的发展,产品的设计周期缩短,更新换代增快。
传统的大批量生产模式逐步被中小批量生产模式所取代。
机械制造业欲适应这种变化须具备较高的柔性,国外已把柔性制造系统作为开发新产品的有效手段,并将其作为机械制造业的主要发展方向。
柔性化的着眼点主要在机床和工装两个方面,而夹具又是工装柔性化的重点。
组合夹具的平均设计和组装时间是专用夹具所花时间的5%—20%,可以认为组合夹具就是柔性夹具的代名词。
由于组合夹具应变能力强、设计和制造周期短、成本低、适应产品更新换代的要求,提高了企业的竞争力,所以日益受到厂家的青睐。
应用组合夹具的一项关键技术就是CAFD技术。
我国从20世纪80年代中期就已经开始研究这项技术,并对如何将人工智能的理论应用到组合夹具计算机辅助设计(CAD)过程进行了探索。
但由于组合夹具设计取决于被加工工件,而被加工工件又千变万化,造成组合夹具CAD难以实现智能化。
经过30多年国内外众多学者的不懈努力,工作虽有进展,但离生产实际应用还有很大距离。
1 CAFD技术概述从20世纪70年代开始夹具CAD研究至今,CAFD技术已经发展成为CAD/CAM 集成技术的一个重要组成部分。
目前,围绕CAFD技术所展开的研究主要包括4方面内容:安装规划,装央规划,夹具构形设计和夹具性能评价:(1) 安装规划。
安装规划的任务是确定加工时所需的安装次数,每次安装中工件的方位及加工面。
这部分也可以是CAPP(Computer-aided process planning)的一个子集,也是CAFD和CAPP集成的交互接口。