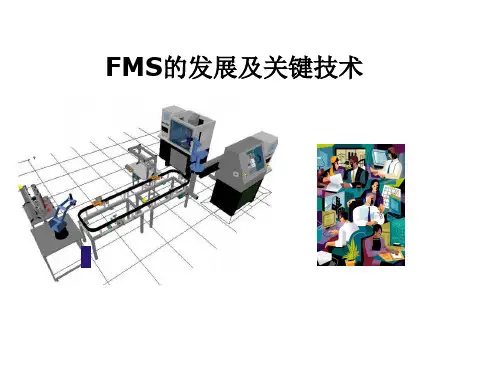
机器人FMS-培训教材讲解
- 格式:doc
- 大小:614.50 KB
- 文档页数:19
安川机器人培训第三课安川培训第三课一、课程概述本课程为安川培训的第三课,主要针对已经掌握了安川基本操作与编程的学员,进一步深入学习安川的高级应用。
课程内容主要包括安川视觉系统、力觉系统、外部轴扩展、协同作业等方面的知识。
通过本课程的学习,学员将能够熟练运用安川进行复杂任务的编程与调试,提高生产效率。
二、课程目标1.掌握安川视觉系统的配置与调试方法。
2.学会使用安川力觉系统进行精确作业。
3.了解安川外部轴扩展的原理与应用。
4.学习安川协同作业的编程与调试技巧。
5.提高学员在实际生产中运用安川解决复杂问题的能力。
三、课程内容1.安川视觉系统(1)视觉系统概述:介绍视觉系统的组成、原理与应用场景。
(2)视觉系统配置:学习如何为安川配置视觉系统,包括相机、镜头、光源等硬件设备的选型与安装。
(3)视觉系统调试:掌握视觉系统的调试方法,包括图像采集、图像处理、坐标转换等步骤。
(4)视觉系统应用案例:分析安川视觉系统在实际生产中的应用案例,如零件识别、质量检测等。
2.安川力觉系统(1)力觉系统概述:介绍力觉系统的组成、原理与应用场景。
(2)力觉系统配置:学习如何为安川配置力觉系统,包括力传感器、驱动器等硬件设备的选型与安装。
(3)力觉系统调试:掌握力觉系统的调试方法,包括力传感器标定、力控制策略等。
(4)力觉系统应用案例:分析安川力觉系统在实际生产中的应用案例,如抛光、装配等。
3.安川外部轴扩展(1)外部轴扩展概述:介绍外部轴扩展的原理、分类与应用场景。
(2)外部轴配置:学习如何为安川配置外部轴,包括外部轴硬件设备的选型与安装。
(3)外部轴调试:掌握外部轴的调试方法,包括运动学建模、参数设置等。
(4)外部轴应用案例:分析安川外部轴扩展在实际生产中的应用案例,如搬运、焊接等。
4.安川协同作业(1)协同作业概述:介绍协同作业的概念、分类与应用场景。
(2)协同作业编程:学习安川协同作业的编程方法,包括之间的通信、动作同步等。


工业机器人培训手册姓名学校手机信箱培训安全注意事项!!!!!1.在电源断开的情况下,接线;2.确认设备的电源类型,按照要求连接电源;3.接线端子要压实、接牢;4.不能用湿手触摸电气设备;5.变频器一定要在盖上端子盖以后才能接通输入电源;6.设备中有些电器设备通电后发热,请注意防止烫伤;7.在机器人操作运行中或者等待中,决不可进入机器人的运动范围。
8.在开机或启动机器人前,永远记住要确认各项安全条件、清除一切机器人运动范围内的阻挡物。
同时记住永远不要试图做危险动作,例如用你的身体或工具去阻挡机器人的运动。
记住,要使机器人立即停下来,请按紧急停止按钮。
9.培训过程中应按照指导教师的要求完成培训任务,不要私自更改设备中的接线,特别是涉及交流电部分;10.实训中的工具、导线等,要收拾整齐。
特别是在装置通电、通气状态下,保持装置上无杂物。
特别提示:在紧急状态,按急停开关可以切断装置中的所有电源。
以上安全要求,您已经知晓,请签字:本项目培训说明:采用项目学习的方法,将项目按照学习过程分解成若干个小任务。
培训更多是结合实操考核,探讨如何在培训中将培训取证要求的知识点和能力点融于培训过程中;探讨如何将项目分解成不同任务,是教学活动能够顺利进行;探讨如何在培训中将职业素质养成,融于培训过程中。
由于是展示项目学习的过程,同时是知识与能力的综合应用,所以,不求知识的系统性,只是起到引入作用。
另外,由于时间关系,也无法完成整个项目。
任务一、工业机器人的认识任务:按照已经连接好的设备,通电、通气演示。
根据系统运行情况,总结该设备完成的主要功能(小组讨论)。
任务二、机器人、CNC&FMS实训系统分析系统依据FMS生产制造过程进行设计,按照生产加工的不同阶段,本系统分为毛坯供给→ CNC加工→FMS装配等多个工序,各工序动作由机器人配合完成。
系统采用S7-300、S7-200 PLC、机器人、CNC组成,由Profibus-DP总线通讯。
工业机器人培训手册姓名学校手机信箱培训安全注意事项!!!!!1.在电源断开的情况下,接线;2.确认设备的电源类型,按照要求连接电源;3.接线端子要压实、接牢;4.不能用湿手触摸电气设备;5.变频器一定要在盖上端子盖以后才能接通输入电源;6.设备中有些电器设备通电后发热,请注意防止烫伤;7.在机器人操作运行中或者等待中,决不可进入机器人的运动范围。
8.在开机或启动机器人前,永远记住要确认各项安全条件、清除一切机器人运动范围内的阻挡物。
同时记住永远不要试图做危险动作,例如用你的身体或工具去阻挡机器人的运动。
记住,要使机器人立即停下来,请按紧急停止按钮。
9.培训过程中应按照指导教师的要求完成培训任务,不要私自更改设备中的接线,特别是涉及交流电部分;10.实训中的工具、导线等,要收拾整齐。
特别是在装置通电、通气状态下,保持装置上无杂物。
特别提示:在紧急状态,按急停开关可以切断装置中的所有电源。
以上安全要求,您已经知晓,请签字:本项目培训说明:采用项目学习的方法,将项目按照学习过程分解成若干个小任务。
培训更多是结合实操考核,探讨如何在培训中将培训取证要求的知识点和能力点融于培训过程中;探讨如何将项目分解成不同任务,是教学活动能够顺利进行;探讨如何在培训中将职业素质养成,融于培训过程中。
由于是展示项目学习的过程,同时是知识与能力的综合应用,所以,不求知识的系统性,只是起到引入作用。
另外,由于时间关系,也无法完成整个项目。
任务一、工业机器人的认识任务:按照已经连接好的设备,通电、通气演示。
根据系统运行情况,总结该设备完成的主要功能(小组讨论)。
任务二、机器人、CNC&FMS实训系统分析系统依据FMS生产制造过程进行设计,按照生产加工的不同阶段,本系统分为毛坯供给→ CNC加工→FMS装配等多个工序,各工序动作由机器人配合完成。
系统采用S7-300、S7-200 PLC、机器人、CNC组成,由Profibus-DP总线通讯。
PLC单元通过(CNC、机器人的外部I/O口)进行数据交流。
任务:结合背景知识,分析本系统中所使用的主要设备及类型。
本系统中系统总线分布示意图系统根据实际情况配有不同载荷的机器人分别为:在机器人典型应用中,本套系统涉及到:工业机器人按程序输入方式区分有:【背景知识】工业机器人从简单意义上说就是一种代替人类工作的机器。
工业机器人由机械臂(机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产设备。
机器人技术综合了计算机、控制论、机构学、信息和传感技术、人工智能等多学科而形成的高新技术的电子机械装置,既有人对环境状态的快速反应和分析判断能力,又有机器高速、高精确度、高效率、抗恶劣环境的能力,从某种意义上说它也是机器的进化过程产物,它把人类从复杂、繁重、疲劳、恶劣的工作环境中解脱出来,是人类的好伙伴,是工业制造领域重要的生产和服务性设备,是先进制造技术领域不可缺少的自动化设备,也是一个企业现代化水平的重要标志。
通过工业机器人实训设备让学生掌握机器人不同场合的应用及编程、示教、操作、维护和与其它外部设备通讯等技能,帮助学生整体全面的认识机器人的功能。
任务三:机器人操作使用任务3.1认识机器人控制柜任务:简述机器人的开启流程【背景知识】控制器前部装有控制电源开关、外部存储装置、操作面板等。
用电缆将其连接到位于控制器前部的连接器上来使用示教器。
不用时请将示教器放置在控制箱体悬挂处。
控制器上的开关以下描述的是操作面板和控制器上装备的各种开关。
开关和它们相对应的功能在下面编号开关和指示灯功能当控制电源开关打开时指示灯亮。
1 Control Power 灯控制电源指示灯2 Error 灯当故障发生时指示灯亮。
错误指示灯3 Error Reset 按钮错误复位按钮当此按钮按下时故障复位同时故障指示灯熄灭。
如果故障继续发生,故障将无法复位。
4 Hold/Run 开关保持/运转开关允许机器人运动(运转)或者暂时停止机器人运动(保持)。
5 Teach/Repeat 开关示教/再现开关在示教*和再现模式**之间切换。
6 Cycle Start 带灯按钮循环启动带灯按钮在再现模式下按下此按钮可以点亮指示灯同时开始再现运转。
***7 Motor Power 带灯按钮马达电源带灯按钮当按下此按钮时接通马达电源。
电源正常工作时指示灯亮。
8 Emergency Stop 按钮紧急停止按钮在紧急情况下,按下此按钮,终止马达电源并停止机器人动作。
与此同时,马达电源指示灯和循环开始指示灯熄灭。
但是,控制电源并不切断。
9 控制电源开关Control Power Switch控制控制器的主电源的开/关。
进行再现运转。
注释** 再现运转开时的模式。
注释*** 机器人自动工作和连续执行记忆的程序的状态。
任务3.2 利用示教器控制机器人任务:利用示教器上的按钮手动操作机器人六轴按照背景知识提示,完成以上操作。
【背景知识】示教器的外观示教器上提供了手动操作机器人和编辑数据所必须的硬件按钮和开关。
示教器上的液晶屏可以显示各种各样的数据。
图2.5 是示教器上硬件按钮的布置图。
示教器上的开关和硬件按键的功能示教器上每个开关和硬件按键的功能如下表所示。
键功能此键为紧急停止按钮。
切断电机电源并且停止机器人运动。
示教模式下开启此开关,可以进行手动操作和检查运转。
再现模式下,关闭此开关,可以进行再现运转。
注意:在开始示教操作前一定要将此开关打到开,以免机器人被错误地进行再现操作。
这是个握杆触发开关,不按住这个按钮不能操作机器人手臂。
如果握杆触发开关按到底到达其第三个位置或者完全释放,电机电源被切断,机器人停止动作。
键功能在活动区显示一个下拉式菜单。
按A+菜单键切换激活区域。
(在B 和C 区间之间)按S+菜单键显示再现状态的下拉式菜单。
用于屏幕显示功能键(例如辅助功能画面等),按菜单移动光标到需要的功能键上。
在有些画面中,必须按A+菜单。
通过单个键或双键操作,在步、项目、画面之间移动光标位置。
与S 双键使用,S+↑: 垂直切换到前一画面S+↓: 垂直切换到后一画面与A 双键使用,A+↑:在示教或者编辑模式下,移动到前面一步。
A+↓:在示教或者编辑模式下,使光标移动到下一步。
选择功能和项目决定屏幕输入的数据取消操作关闭下拉式菜单回到原来的画面“A”键。
使操作或者功能可用。
有时要和蓝色条纹键同时使用。
“S”键。
改变功能/选择。
有时要和灰色条纹键同时使用。
在检查模式中前进一步。
在再现模式中,用作单步的步前进键。
在检查模式中向后倒退一步。
改变手动操作的速度。
按S+检查/手动速度键改变检查的速度。
注意:默认值是低速(速度1)。
(不是微动)选择手动操作模式。
注意:默认是各轴插补。
按S+插补键改变一体化示教的插补模式。
按下激活步选择菜单。
按S+程序/步骤激活程序选择菜单。
按系统配置,选择手动操作外部轴(JT7)或者外部机器人。
(对单台六轴机器人没有作用)当下面的发光二级管亮时选中JT8 到JT14。
当上面的发光二级管亮时选中JT15 到JT18。
在示教或检查模式下手动操作机器人。
注意:只有在按下按钮时才有效。
检查过程中,在连续和单步之间切换。
注意:默认是单步。
切换到插入模式。
切换换到删除模式。
切换到辅助信息编辑模式。
切换到编辑位姿信息的模式。
在当前步后面添加新的步。
按A+纪录用新的步改写当前步。
切换夹紧1 的信号开或关。
切换夹紧1 示教信息:开→关→开。
按A+夹紧1 开关切换夹紧1示教信息及其信号开→关→开。
切换夹紧2 的信号开或关。
切换夹紧2 示教信息:开→关→开。
按A+夹紧1 开关切换夹紧2示教信息及其信号开→关→开。
切换夹紧-n 的信号开或关。
按下按钮,左上角的LED 闪。
夹紧n+数字键(1-8)切换夹紧n 示教信息:开→关→开。
按A+夹紧n+数字键(1-8)切换夹紧n示教信息及其信号开→关→开。
运动各轴从JT1 到JT7 轴。
输入“.”。
按S+-/.输入“-”,输入“0”。
按S+,/0 输入“,”。
输入“1”。
按A+开/1 把选中的夹紧信号强制为开输入“2”。
按A+关/2 把选中的夹紧信号强制为关。
手动操作机器人的标准方法,也叫做Jogging(点动)。
机器人通常装备六根轴,如图5.1 所示。
这些轴分别称为JT1 到JT6,但有时也用以前的习惯称呼。
JT1 ⇒R 轴, JT2 ⇒O 轴, JT3 ⇒ D 轴, JT4 ⇒S 轴, JT5 ⇒B 轴, JT6 ⇒T 轴任务3.3 机器人与控制柜、示教器的连接任务:按照背景知识的要求,观察机器人与控制柜、示教器的连接方式。
背景知识控制柜与机器人本体连接控制柜侧机器人侧任务四 AS 语言编程任务:在计算机上编写一段AS 语言程序,用来控制机器人做出一套对工件进行抓取的动作。
程序的结构要完整,但对移动位置没有精度要求。
如果时间允许,可以将程序传至机器人内存中,并在线进行程序调试。
简述编程思路或画出流程图填写AS语言程序【背景知识】1 带有注释的机器人程序,通过这段程序学习几个常用的指令。
LAPPRO #najian,200 (以直线插补动作移动机器人,在工具坐标系Z方向上,到达离“#najian”200mm处).PROGRAM main( )1SPEED 50 “程序标号1,将下一条运动的速度指定为50%HOME “返回原点RESET “复位外部I/O信号WAIT SIG(1001) “等待外部输入信号1001,然后执行下一条命令SPEED 100 ALWAYS “将机器人运动速度设置成100%;并一直保持到下一“SPEED命令出现ACCURACY 100 ALWAYS “将机器人运动精度设置成100mm;并一直保持到下一“ACCURACY命令出现10 HOME 2 “程序标号10,回机器人第2原点(工作原点)RESETIF SIG(1002) GOTO 20 “如果外部信号1002有效跳转到“20”标签程序步骤处IF SIG(1004) GOTO 1 “如果外部信号1004有效跳转到“1”标签程序步骤处GOTO 1020IF SIG(-10) THEN “IF__THEN__END语句OPENI “打开机器人夹爪JMOVE #no1 “以关节插补动作移动机器人,到达“#NO1”SPEED 20 ALWAYSACCURACY 1 ALWAYSDRAW ,,-50 “BASE坐标系,Z轴-50mmBREAK “暂停下面程序,直到当前机器人运动完成后再继续CLOSEI “闭合机器人夹爪DELAY 2 “停止机器人动作2秒DRAW ,,50 “BASE坐标系,Z轴50mmSPEED 100 ALWAYSACCURACY 100 ALWAYSDRAW ,-400DRIVE 1,70 “关节坐标系,X轴旋转70度BREAKDELAY 1SPEED 50JMOVE #no6SPEED 10LMOVE #no3BREAKOPENIDELAY 2DRAW ,,50SPEED 50JMOVE #no2SIGNAL 6 “打开外部输出信号6WAIT SIG(1003)SIGNAL -6 “关闭外部输出信号6SPEED 50JMOVE #no7SPEED 10LMOVE #no4 “以直线插补动作移动机器人,到达“#NO4”BREAKCLOSEIDELAY 2SPEED 50DRAW ,,50JMOVE #no2SPEED 100 ALWAYSACCURACY 100 ALWAYSDRIVE 1,-70JMOVE #no1SPEED 20ACCURACY 1DRAW ,,-50DELAY 1OPENIDELAY 1JAPPRO #no1,200 “在工具坐标系Z方向上,以关节插补动作移动到达离“#NO1”200mm处SIGNAL 7GOTO 10.END2 定义位姿变量那些描述位姿信息的变量被称为位姿变量。