金属塑性加工原理 重点难点
- 格式:docx
- 大小:21.72 KB
- 文档页数:5
金属塑性成形原理教学设计一、引言金属塑性成形是金属材料加工中最常用的方法之一。
它通过施加外界力,使金属材料在不断变形、延展的过程中改变其形状和尺寸。
金属塑性成形具有高效、经济、精确等优点,在制造业中得到广泛应用。
因此,金属塑性成形原理的教学设计对于培养学生的实际操作能力和工程思维具有重要意义。
二、教学目标1. 了解金属塑性成形的基本原理;2. 掌握金属塑性成形的常见方法和工艺;3. 理解金属塑性成形的应用范围及其在现代制造业中的重要性;4. 培养学生的实际操作能力和工程思维。
三、教学内容1. 金属塑性成形原理的概述- 金属塑性成形的定义和基本概念- 金属塑性成形的分类和特点- 金属塑性成形的工作原理2. 金属塑性成形的常见方法和工艺- 锻造- 拉伸- 冲压- 深冲- 挤压3. 金属塑性成形的应用范围及其在现代制造业中的重要性- 汽车工业- 电子工业- 机械制造业- 轨道交通设备制造业等四、教学方法1. 讲授法:通过讲解金属塑性成形原理的概念、分类、特点和工作原理,使学生对金属塑性成形有一个全面的了解。
2. 案例分析法:通过分析实际案例,让学生理解金属塑性成形在不同行业中的应用和重要性。
3. 实践操作:设置实验环节,让学生亲自进行金属塑性成形的操作,提高他们的实际动手能力。
4. 讨论交流:组织学生进行小组讨论,让他们就金属塑性成形的原理、方法、应用等方面展开深入的交流与思考。
五、教学评价1. 学习笔记:要求学生对金属塑性成形原理进行详细的记录和总结。
2. 实验报告:要求学生编写实验报告,描述实验过程、结果和体会。
3. 期末考试:考核学生对金属塑性成形原理的理解和掌握程度。
六、教学资源教材:金属塑性成形原理教材、参考书籍和学术论文等。
实验设备:金属塑性成形实验设备、模具、测量工具等。
七、教学计划第一章金属塑性成形原理的概述1.1 金属塑性成形的定义和基本概念1.2 金属塑性成形的分类和特点1.3 金属塑性成形的工作原理第二章金属塑性成形的常见方法和工艺2.1 锻造2.2 拉伸2.3 冲压2.4 深冲2.5 挤压第三章金属塑性成形的应用范围及其在现代制造业中的重要性 3.1 汽车工业3.2 电子工业3.3 机械制造业3.4 轨道交通设备制造业等第四章实验操作和讨论交流4.1 实验操作4.2 小组讨论第五章教学评价和教学总结5.1 学习笔记5.2 实验报告5.3 期末考试八、教学反思通过金属塑性成形原理教学设计,学生能够全面了解金属塑性成形的基本原理、常见方法和工艺,掌握其应用范围和在现代制造业中的重要性。
2023-11-06•金属塑性成形概述•金属塑性成形工艺•金属塑性成形设备•金属塑性成形技术的发展趋势•金属塑性成形过程中的缺陷与质量控制目•金属塑性成形实例分析录01金属塑性成形概述金属塑性成形是一种使金属材料发生塑性变形,以获得所需形状、尺寸和性能的加工方法。
金属塑性成形广泛应用于机械制造、航空航天、汽车、电子等领域,是一种重要的材料加工技术。
金属塑性成形的定义金属塑性成形可以制造出复杂形状的零件,并且能够获得较高的精度和表面质量。
与切削加工相比,金属塑性成形具有更高的材料利用率和更低的能耗。
金属塑性成形过程中材料的变形是均匀的,因此可以避免应力集中和裂纹等缺陷。
金属塑性成形的特点03金属塑性成形的基本原理包括应力状态、屈服准则、塑性流动规律等。
金属塑性成形的基本原理01金属塑性成形的原理是基于金属的塑性变形规律,即在外力作用下,金属材料会发生形状和尺寸的变化。
02在金属塑性成形过程中,材料的变形受到应力状态、变形温度、变形速度等因素的影响。
02金属塑性成形工艺自由锻工艺自由锻是利用冲击力或静压力使金属坯料变形,并施加外力将其锻造成所需形状和尺寸的锻造方法。
定义特点流程应用自由锻具有较大的灵活性,可以生产形状各异的锻件,但生产效率较低,适用于单件或小批量生产。
自由锻的流程包括坯料准备、加热、变形和锻后冷却。
自由锻主要用于大型锻件和难变形材料的加工,如轴、轮毂、法兰等。
模锻工艺模锻是利用模具使金属坯料变形,并施加外力将其锻造成所需形状和尺寸的锻造方法。
定义模锻具有较高的生产效率,且能获得较为精确的形状和尺寸,但模具制造成本较高。
特点模锻的流程包括坯料准备、加热、放入模具、变形、锻后冷却和修整。
流程模锻广泛应用于中小型锻件的生产,如齿轮、轴套、法兰等。
应用板料冲压工艺板料冲压是利用冲压机将金属板料变形,并施加外力将其冲制成所需形状和尺寸的加工方法。
定义板料冲压具有较高的生产效率,且能获得较为精确的形状和尺寸,但模具对材料的厚度和硬度有一定要求。
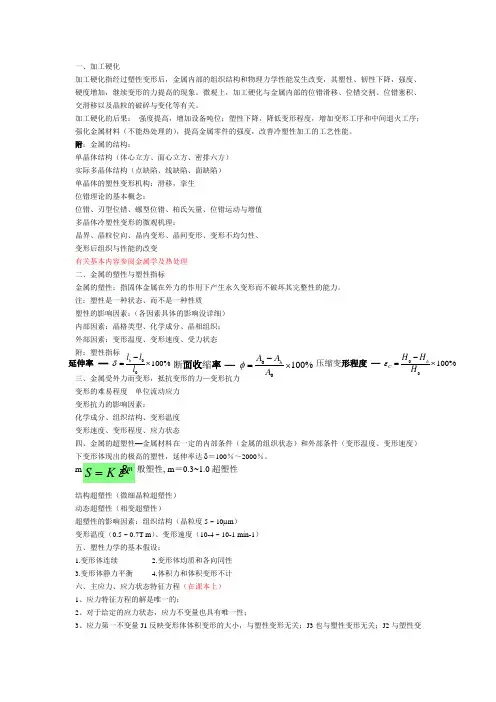
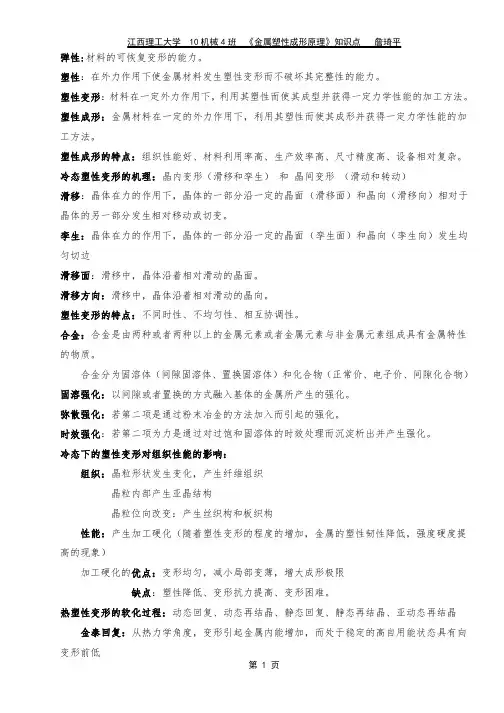
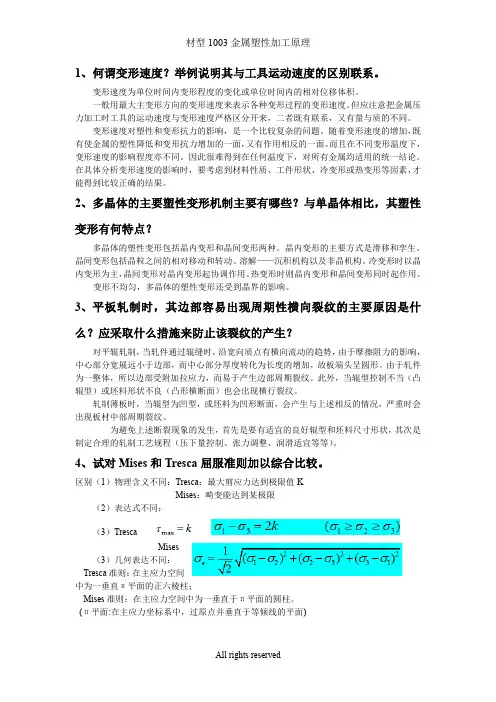
一、加工硬化加工硬化指经过塑性变形后,金属内部的组织结构和物理力学性能发生改变,其塑性、韧性下降,强度、硬度增加,继续变形的力提高的现象。
微观上,加工硬化与金属内部的位错滑移、位错交割、位错塞积、交滑移以及晶粒的破碎与变化等有关。
加工硬化的后果: 强度提高,增加设备吨位;塑性下降,降低变形程度,增加变形工序和中间退火工序;强化金属材料(不能热处理的),提高金属零件的强度,改善冷塑性加工的工艺性能。
附:金属的结构:单晶体结构(体心立方、面心立方、密排六方) 实际多晶体结构(点缺陷、线缺陷、面缺陷) 单晶体的塑性变形机构:滑移,挛生 位错理论的基本概念:位错、刃型位错、螺型位错、柏氏矢量、位错运动与增值 多晶体冷塑性变形的微观机理:晶界、晶粒位向、晶内变形、晶间变形、变形不均匀性、 变形后组织与性能的改变 有关基本内容参阅金属学及热处理 二、金属的塑性与塑性指标金属的塑性:指固体金属在外力的作用下产生永久变形而不破坏其完整性的能力。
注:塑性是一种状态、而不是一种性质 塑性的影响因素:(各因素具体的影响没详细) 内部因素:晶格类型、化学成分、晶相组织; 外部因素:变形温度、变形速度、受力状态 附:塑性指标三、金属受外力而变形,抵抗变形的力—变形抗力 变形的难易程度 单位流动应力 变形抗力的影响因素: 化学成分、组织结构、变形温度 变形速度、变形程度、应力状态四、金属的超塑性—金属材料在一定的内部条件(金属的组织状态)和外部条件(变形温度、变形速度)下变形体现出的极高的塑性,延伸率达δ=100%~2000%。
, m =0.3~1.0超塑性结构超塑性(微细晶粒超塑性) 动态超塑性(相变超塑性)超塑性的影响因素:组织结构(晶粒度5 ~ 10μm ) 变形温度(0.5 ~ 0.7T m )、变形速度(10-4 ~ 10-1 min-1) 五、塑性力学的基本假设:1.变形体连续2.变形体均质和各向同性3.变形体静力平衡4.体积力和体积变形不计 六、主应力、应力状态特征方程(在课本上) 1、应力特征方程的解是唯一的;2、对于给定的应力状态,应力不变量也具有唯一性;3、应力第一不变量J1反映变形体体积变形的大小,与塑性变形无关;J3也与塑性变形无关;J2与塑性变00100%h l l l δ-=⨯ 延伸率−00100%hA A A φ-−=⨯断缩面收率 00100%h C H H H ε-−=⨯压缩变形程度()()()()()()()()22222222222212322311616x y y z z x xy yz zx x y y z z x xy yz zx J σσσσσστττσσσσσστττσσσσσσ⎡⎤''''''=-++-++⎣⎦⎡⎤=-+-+-+++⎢⎥⎣⎦⎡⎤=-+-+-⎣'⎦10x y z J σσσ'''+'=+=形有关;4、应力不变量不随坐标而改变,是确定点的应力状态异同的判据。
第一章1.什么是金属的塑性?什么是塑性成形?塑性成形有何特点?塑性----在外力作用下使金属材料发生塑性变形而不破坏其完整性的能力;塑性变形----当作用在物体上的外力取消后,物体的变形不能完全恢复而产生的残余变形;塑性成形----金属材料在一定的外力作用下,利用其塑性而使其成型并获得一定力学性能的加工方法,也称塑性加工或压力加工;塑性成形的特点:①组织、性能好②材料利用率高③尺寸精度高④生产效率高2.试述塑性成形的一般分类。
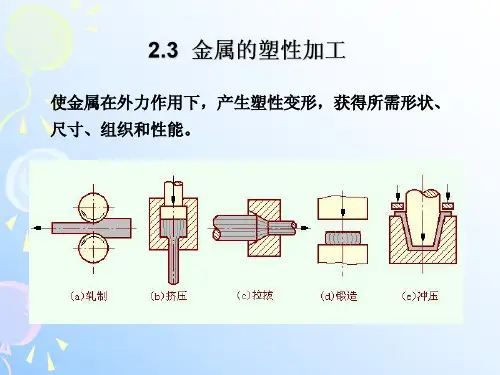
Ⅰ.按成型特点可分为块料成形(也称体积成形)和板料成型两大类1)块料成型是在塑性成形过程中靠体积转移和分配来实现的。
可分为一次成型和二次加工。
一次加工:①轧制----是将金属坯料通过两个旋转轧辊间的特定空间使其产生塑性变形,以获得一定截面形状材料的塑性成形方法。
分纵轧、横轧、斜轧;用于生产型材、板材和管材。
②挤压----是在大截面坯料的后端施加一定的压力,将金属坯料通过一定形状和尺寸的模孔使其产生塑性变形,以获得符合模孔截面形状的小截面坯料或零件的塑性成形方法。
分正挤压、反挤压和复合挤压;适于(低塑性的)型材、管材和零件。
③拉拔----是在金属坯料的前端施加一定的拉力,将金属坯料通过一定形状、尺寸的模孔使其产生塑性变形,以获得与模孔形状、尺寸相同的小截面坯料的塑性成形方法。
生产棒材、管材和线材。
二次加工:①自由锻----是在锻锤或水压机上,利用简单的工具将金属锭料或坯料锻成所需的形状和尺寸的加工方法。
精度低,生产率不高,用于单件小批量或大锻件。
②模锻----是将金属坯料放在与成平形状、尺寸相同的模腔中使其产生塑性变形,从而获得与模腔形状、尺寸相同的坯料或零件的加工方法。
分开式模锻和闭式模锻。
2)板料成型一般称为冲压。
分为分离工序和成形工序。
分离工序:用于使冲压件与板料沿一定的轮廓线相互分离,如冲裁、剪切等工序;成型工序:用来使坯料在不破坏的条件下发生塑性变形,成为具有要求形状和尺寸的零件,如弯曲、拉深等工序。
塑性成形原理知识点塑性成形是一种利用金属材料的塑性变形能力,在一定的条件下通过压力使金属材料发生塑性变形,从而获得所需形状的加工方法。
塑性成形技术是金属加工工艺中的重要分支,广泛应用于汽车、航空、航天、电子、家电、建筑等工业领域。
1.塑性变形:在塑性成形过程中,金属材料通过外力作用下的塑性变形使其形状发生改变。
塑性变形是金属材料中原子的相对位置发生改变而引起的宏观形变,其主要表现为材料的延伸、压缩、弯曲等。
塑性变形是金属材料的塑性性质所决定的,不同材料的塑性性能不同。
2.应力-应变关系:金属材料受到外力作用时,材料内部会产生应力,应力与应变之间存在一定的关系。
在塑性成形过程中,材料会发生塑性变形,使其产生应变。
应力-应变关系是描述材料塑性变形过程中应力和应变之间关系的数学模型,常用的模型有胡克定律模型和流变模型。
3.材料流动:塑性成形过程中,材料会发生流动从而获得所需的形状。
材料流动是指塑性材料在外力作用下,发生内部原子的相对位移和重新组合,从而使整个材料的结构发生变化。
材料流动是实现塑性成形的关键,其流动性能决定了成形工艺的可行性和成品质量。
4.成形工艺:塑性成形工艺是金属材料经过一系列工艺操作,通过压力使其发生塑性变形,最终获得所需形状的过程。
常见的塑性成形工艺包括冲压、拉伸、挤压、压铸、滚压等。
不同工艺适用于不同形状的零件,根据材料的性质和零件的要求选择合适的成形工艺。
5.工艺过程控制:塑性成形过程中,需要对各个环节进行控制以确保成品质量。
工艺过程控制包括工艺参数的选择、设备的调整、模具结构的设计等。
在塑性成形过程中,要控制好温度、应力、应变速率等因素,以避免过大的变形应力引起材料的断裂或变形过大导致零件尺寸偏差。
塑性成形技术不仅可以实现复杂形状的制造,而且可以提高材料的强度和刚度,降低材料的质量,节省原材料和能源。
因此,塑性成形技术在现代工业生产中具有重要的地位和应用价值。
《金属塑性加工原理》课程教学大纲课程编号:06020011课程名称:金属塑性加工原理学分: 4总学时:64实验学时: 6先修课程要求:数学:平面与空间解析几何、矢量分析、微积分、级数、线性代数等;工程力学:受力图分析、力的分解与合成、强度理论、应力莫尔圆、虚功原理等;物理化学:能量转换、熵、焓及电化学反应变化过程等;金属学原理:金属的回复、再结晶,位错理论及单晶体塑性变形微观理论等。
适应专业:材料科学与工程专业(材料学和材料加工工程方向)本、专科生参考教材:1. 彭大暑编著 . 金属塑性加工原理,中南工业大学出版社,19892. 张胜华编 . 金属塑性加工原理,中南工业大学教材科,19943. 赵志业主编 . 金属塑性加工力学,冶金工业出版社,19874. 彭大暑主编 . 金属塑性加工原理,中南大学出版社,2004返回顶部一、课程在培养方案中的地位、目的和任务《金属塑性加工原理》是材料科学与工程专业本科生重点专业基础课程之一,属于专业必修课程。
包括塑性加工力学、塑性加工材料学和塑性加工摩擦学等方面的内容。
金属塑性加工力学是研究变形体中应力、应变的大小、分布及其相互关系,研究由弹性状态过渡到塑性状态的力学条件,确定变形和变形力的求解模式;塑性加工材料学主要研究金属塑性变形机理以及塑性变形与化学成分、金属组织状态之间的关系,研究热力学条件对变形过程的影响,确定由弹性状态到塑性状态过渡的条件;塑性加工摩擦学主要研究边界摩擦与润滑等因素对塑性变形规律的影响以及有效摩擦的利用。
其目的是科学、系统地阐明金属塑性变形的基础与规律,为学习后续的工艺课程作理论准备,为合理制定塑性变形工艺奠定理论基础。
返回顶部二、课程的基本要求1.掌握金属塑性加工过程的热力学条件及应力应变分析的基本概念和基本理论。
2.熟悉和掌握塑性加工过程中金属变形的微观与宏观的基本规律,以及各种基本变形力学方程,能推导典型塑性加工问题的应力与应变计算公式。
塑性成形重要知识点总结塑性成形是一种通过应变作用将金属材料变形为所需形状的加工方法,也是金属加工领域中的一种重要工艺。
以下是塑性成形的重要知识点总结。
1.塑性成形的原理塑性成形是通过施加外力使金属材料发生塑性变形,使其形状和尺寸发生改变。
塑性成形的原理包括应力与应变关系、材料的流动规律和力学模型等。
2.塑性成形的分类塑性成形可以根据加工过程的不同进行分类,主要包括拉伸、压缩、挤压、弯曲、冲压等。
不同的成形方法适用于不同的材料和形状要求。
3.塑性成形的设备塑性成形通常需要使用专门的设备进行加工,包括拉伸机、压力机、挤压机、弯曲机、冲床等。
这些设备提供必要的力量和变形条件,使金属材料发生塑性变形。
4.金属材料的选择不同的金属材料具有不同的塑性特性,因此在塑性成形中需要根据不同的应用需求选择合适的材料。
常用的金属材料包括钢、铝、铜、镁等。
5.塑性成形的加工方法塑性成形的加工方法非常多样,包括冲压、拉伸、挤压、压铸、锻造等。
不同的加工方法适用于不同的材料和形状要求,可以实现复杂的金属成形。
6.塑性成形的工艺参数塑性成形的工艺参数对成形质量和效率具有重要影响。
常见的工艺参数包括温度、应变速率、应力等。
合理的工艺参数可以提高成形质量和生产效率。
7.塑性成形的变形行为塑性成形过程中金属材料的变形行为是研究的重点之一、金属材料的变形行为包括弹性变形、塑性变形和弹变回复等,通常通过应力-应变曲线来描述。
8.塑性成形的缺陷与控制塑性成形过程中可能发生一些缺陷,如裂纹、皱纹、细化等。
为了控制这些缺陷,需要采取合适的工艺和工艺措施,如加热、模具设计优化等。
9.塑性成形的优点与局限塑性成形具有成本低、加工效率高、灵活性好等优点,可以制造出复杂的金属零件。
然而,塑性成形也存在一些局限性,如对材料性能有一定要求、成形限制等。
10.塑性成形的应用领域塑性成形广泛应用于各个领域,如汽车制造、航空航天、电子、家电等。
不仅可以生产大批量的零部件,还可以满足不同产品的形状和性能要求。
《金属塑性加工原理》课程教学大纲
课程编号:06020011
课程名称:金属塑性加工原理
学分: 4
总学时:64
实验学时: 6
先修课程要求:数学:平面与空间解析几何、矢量分析、微积分、级数、线性代数等;工程力学:受力
图分析、力的分解与合成、强度理论、应力莫尔圆、虚功原理等;物理化学:能量转换、熵、焓及电化学反应变化过程等;金属学原理:金属的回复、再结晶,位错理论及单晶体塑性变形微观理论等。
适应专业:材料科学与工程专业(材料学和材料加工工程方向)本、专科生
参考教材:
1. 彭大暑编著 . 金属塑性加工原理,中南工业大学出版社,1989
2. 张胜华编 . 金属塑性加工原理,中南工业大学教材科,1994
3. 赵志业主编 . 金属塑性加工力学,冶金工业出版社,1987
4. 彭大暑主编 . 金属塑性加工原理,中南大学出版社,2004
返回顶部
一、课程在培养方案中的地位、目的和任务
《金属塑性加工原理》是材料科学与工程专业本科生重点专业基础课程之一,属于专业必修课程。
包括塑性加工力学、塑性加工材料学和塑性加工摩擦学等方面的内容。
金属塑性加工力学是研究变形体中应力、应变的大小、分布及其相互关系,研究由弹性状态过渡到塑性状态的力学条件,确定变形和变形力的求解模式;塑性加工材料学主要研究金属塑性变形机理以及塑性变形与化学成分、金属组织状态之间的关系,研究热力学条件对变形过程的影响,确定由弹性状态到塑性状态过渡的条件;塑性加工摩擦学主要研究边界摩擦与润滑等因素对塑性变形规律的影响以及有效摩擦的利用。
其目的是科学、系统地阐明金属塑性变形的基础与规律,为学习后续的工艺课程作理论准备,为合理制定塑性变形工艺奠定理论基础。
返回顶部
二、课程的基本要求
1.掌握金属塑性加工过程的热力学条件及应力应变分析的基本概念和基本理论。
2.熟悉和掌握塑性加工过程中金属变形的微观与宏观的基本规律,以及各种基本变形力学方程,能推导典型塑性加工问题的应力与应变计算公式。
3.掌握金属在塑性加工过程中组织性能的变化及金属的塑性、变形抗力、断裂等与加工条件的关系。
能按照要求或给
定公式进行变形程度、应变速度、工件尺寸与变形力能参数等计算。
4.根据所学知识,对金属的流动、产品质量等有关因素进行相应分析,能基本制定或选择出优质、高产、低消耗的生产工艺。
返回顶部
三、课程的基本内容以及重点难点
绪论
金属塑性加工的定义、分类、特点、地位、发展概况;
本课程的性质、内容、意义、发展概况。
第一篇塑性变形力学基础
第一章应力应变分析
1 .应力分析
外力、内力、应力概念;
点的应力状态概念、描述方法;斜面应力的确定;应力边界条件;应力张量定义与性质;应力不变量;主应力图;应力张量分解;应力平衡微分方程。
2 .应变分析
位移、位移增量、应变、几何方程;
点的应变状态概念、描述方法;任意方向上应变的确定;应变张量与应变不变量;特殊应变;应变张量分解;
应变协调方程概念与意义,塑性变形体积不变条件,变形力学图;
应变速度张量定义、意义;
应变增量张量定义、意义,全量应变与增量应变关系。
本章重点:应力状态概念,任意斜面上应力公式,张量分解,平衡方程;几何方程等。
第二章金属塑性变形物性方程
金属塑性变形过程和力学特点;
Tresca 与Mises 屈服条件,二者的差异;加载与卸载准则,加载路径概念;增量理论与全量理论;
变形抗力概念,加工硬化曲线,影响变形抗力的因素;
塑性热与物性方程;
平面应变问题与轴对称问题。
本章重点:Tresca 、Mises 屈服条件,增量理论,塑性热,平面问题与轴对称问题,影响变形抗力因素。
第二篇金属塑性加工的接触摩擦及流动与变形
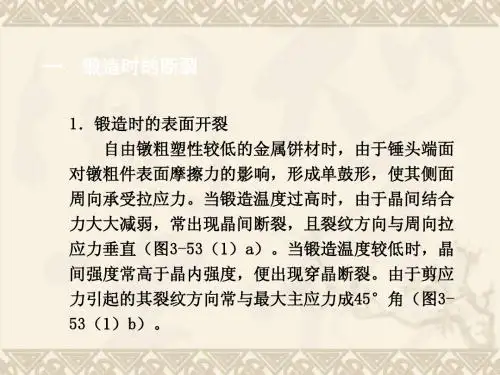
第三章塑性加工时金属的流动与变形
金属塑性变形的宏观规律,变形特点,金属质点流动的基本规律,自由变形理论及最小阻力定律;
不均匀变形的原因和后果,减轻不均匀变形的措施;
基本应力,附加应力,工作应力,残余应力的概念,附加应力产生的原因及后果,消除或减轻残余应力的措施;应力与变形的分布和测定方法;
塑性变形过程的断裂与可加工性。
本章重点:不均匀变形典型现象的分析;各种基本概念,塑性变形过程中的断裂。
第四章金属塑性加工的接触摩擦与工艺润滑
塑性加工中摩擦分类,摩擦机理;
影响摩擦系数的因素及摩擦系数的测定方法;
塑性加工中润滑机理及选择润滑剂的原则和方法;
近代润滑方法改进对产品质量的影响。
本章重点:摩擦机理及润滑机理,掌握一种摩擦系数的测定方法。
第三篇金属塑性加工材料物理基础
第五章金属的塑性
金属塑性的概念及测定方法;
多晶体塑性变形机构;
影响塑性因素、塑性图及提高塑性途径;
塑性变形对金属组织性能的影响;
超塑性的概念、分类及产生条件。
本章重点:塑性图及其应用;塑性变形过程中材料组织的变化。
第六章塑性加工过程的组织变化与温度——速度条件
冷、热变形时的纤维组织;
动态回复及动态再结晶;
塑性变形中的热效应及温度效应;
形变热处理。
本章重点:纤维组织形成机理;动态回复及动态再结晶等。
第四篇塑性加工变形力学问题的解析与应用
第七章变形力的工程法解析
变形力、平均单位压力概念,应力状态系数;
摩擦力对接触应力、流动的影响;
工程法要点;
平锤压缩矩形块,平锤镦粗、棒材挤压求解。
本章重点:工程法的应用。
第八章滑移线性理论及应用
滑移线理论法的基本概念、汉盖应力方程、滑移线的几何性质、应力边界条件和滑移线场的绘制、三角形均匀场与简单扇形场组合问题及实例。
第九章极值原理及上限法应用
功平衡法、极值原理及上限法、速度间断面及其速度特性、Johnson 上限模式及应用和Avitzur 上限模式及应用。
第十章塑性加工原理的应用
塑性加工原理在挤压、轧制、拉拔、锻造、冲压中的应用实例;
挤压、轧制、拉拔、锻造、冲压变形的数值模拟与仿真。
返回顶部
四.实验要求
基本要求:
实验个数: 3
实验总学时:6
实验名称:
1.金属塑性变形的力学特点
2.摩擦系数测定及摩擦对金属流动与应力分布的影响
3.压缩不均匀变形试验
综合实验:
大型综合实验是建立在所有专业基础课及专业课知识的基础之上,其基本理论和知识包括所有与材料科学与工程相关的理论和知识,即有色金属的熔炼与铸造,金属的压力加工,金属材料力学性能,物理性能及显微组织结构的检测与分析等。
选修实验:
轧制、挤压、拉拔、锻造和冲压过程的数值模拟实验。
返回顶部
五、课程学时分配
返回顶部六、考核方式
闭卷考试(或面试)
七、其它
制订执笔者:张新明(签字)_________
审核者(教研室主任或研究所所长):林高用(签字)________
批准者(教学院长):汪明朴(签字)________。