电磁快速换换模系统说明
- 格式:docx
- 大小:471.55 KB
- 文档页数:3
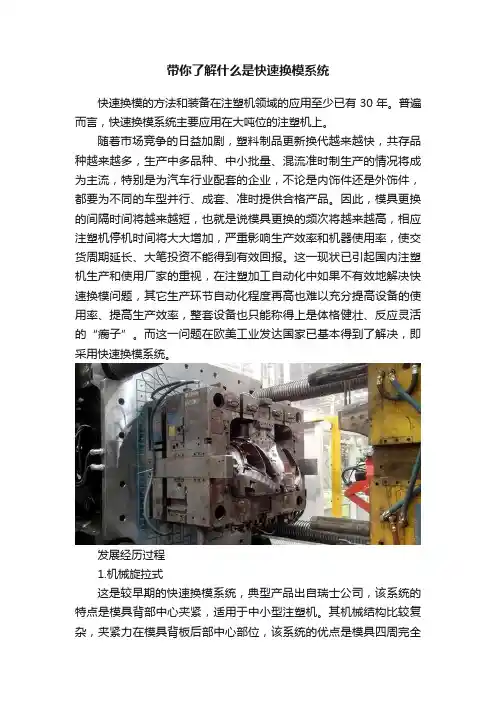
带你了解什么是快速换模系统快速换模的方法和装备在注塑机领域的应用至少已有30年。
普遍而言,快速换模系统主要应用在大吨位的注塑机上。
随着市场竞争的日益加剧,塑料制品更新换代越来越快,共存品种越来越多,生产中多品种、中小批量、混流准时制生产的情况将成为主流,特别是为汽车行业配套的企业,不论是内饰件还是外饰件,都要为不同的车型并行、成套、准时提供合格产品。
因此,模具更换的间隔时间将越来越短,也就是说模具更换的频次将越来越高,相应注塑机停机时间将大大增加,严重影响生产效率和机器使用率,使交货周期延长、大笔投资不能得到有效回报。
这一现状已引起国内注塑机生产和使用厂家的重视,在注塑加工自动化中如果不有效地解决快速换模问题,其它生产环节自动化程度再高也难以充分提高设备的使用率、提高生产效率,整套设备也只能称得上是体格健壮、反应灵活的“瘸子”。
而这一问题在欧美工业发达国家已基本得到了解决,即采用快速换模系统。
发展经历过程1.机械旋拉式这是较早期的快速换模系统,典型产品出自瑞士公司,该系统的特点是模具背部中心夹紧,适用于中小型注塑机。
其机械结构比较复杂,夹紧力在模具背板后部中心部位,该系统的优点是模具四周完全开放,无任何夹压元件,便于外部管路的插接。
该系统的弱点是模具背板须加装统一的加紧机构。
由于背板四周无夹紧力,工作中模具变形及磨损较大,夹压部位的元件磨损严重,无夹压元件的状态反馈信号供给主机,系统安装、维修难度较大,不适于现有设备的加装;2.液压压板式这是采用最普遍的快速换模系统;3.磁力吸盘式这是近年来发展迅猛、被欧美工业发达国家广为接受和采纳的快速换模系统,在此产品上有十多年的开发、生产和应用的经验,近万套系统应用于世界各地,特别是为汽车工业配套的厂家。
近几年也开始从传统的液压换模系统转向磁力系统的开发与销售,该系统的特点是结构及控制非常简单,无任何机械夹紧元件和动作,在模具背板与吸盘磁极的接触面上,不论是心部还是周边,全部有永久磁力夹紧,适用于各种形式和规格的注塑机。
如何实施快速换模(SMED)?
快速换模(SMED),其目的旨在缩短作业转换的时间,而其关键点又在于划定内部作业转换和外部作业转换,并将内部作业转换尽可能地变为外部作业转换,然后尽可能地缩短内、外部作业转换时间。
总结步骤如下:
第一步:观察当前的流程
目的:应该采集目前有关换线的数据,确保观测人员的人数和工具放置人员的人数相同。
观测整个换线过程,从换线前最后一件产品直至换线后第一件产品;包括时间在内,记录下所有的动作,发现任何问题或是任何机会,必要的地方通过录像记录活动。
第二步:区分内准备时间和外准备时间
目的:将内部的换线时间与外部换线时间区分开来,去除外准备时间,可以大大缩短换模时间。
分析第一步收集到的当前数据,将换模作业分为内准备作业和外准备作业两类,外准备作业在停机前后做,从而消除外准备作业时间。
为了避免换模过程中的异常,换模开始之前需制定《换模点检表》,点检内容包含换模工具、台车或行车、加工物、检测仪器等。
第三步:去除内准备的浪费
目的:将内准备时间中的浪费消除,从而缩短换模时间。
常规的方法是利用如下手段排除换线中的浪费:平行作业、旋转式一次锁定方法、触摸式夹钳系统、工具放置的方法/位置统一、工具的尺寸统一、螺钉头尺寸统一、详细的工具更换表、改良设置,避免调试。
第四步:持续的内准备作业的外准备化
目的:通过对内准备作业的细分,缩短换模时间。

注塑机磁力快速换模系统公司简介:仪辰企业股份有限公司成立于1988年,为专业磁性应用工具制造厂,所研发制造之磁力夹具系统「永磁式电控磁盘EEPM系列」、新型鸠尾微调装置系列等,荣获经济部工业局颁发「优良设计奖证书」与第18届台湾精品奖殊荣,「永磁式电控磁盘-连接型EEPM-C系列」,荣获第19届中小企业创新研究奖与第21届台湾精品殊荣,磁力夹具系统「永磁式工作台ECB系列」荣获第16届台湾精品奖殊荣。
具备ISO 9001、CE 认证双重保证以及3 0多项专利。
自创品牌营销全球五大洲,拥有4 0余个国家的代理商及经销商。
为最专业磁性系统工具研制企业。
仪辰公司一直以『创新、诚实、责任』为经营理念,积极投入产品研发,诚恳实在面对客户所需,并秉持着企业永续经营的责任,由内而外时刻改善,自我不断提升质量控管及改革能力,站在客户的角度检视产品,尽心服务以符合客户真正需求,并以客户产能不断续的服务精神,为客户谋取创造最大效益。
注塑机磁力快速换模简介:一、三大竞争优势1.大幅缩短换模时间,提升机台最大生产效益,减少机台料管因换模时间造成温度降低所产生废料及能耗问题。
2.大幅提升急单应变能力,进而缩短交期,提升客户信任度3.提升机台设备质量,整厂设备达到客户需求,提高客户下单率。
二、五大隐性投资1.提高成型质量,减少毛边产生,提升产品良率,大幅减少废料所产生的粉碎废料成本2.降低模具耗损率,延长模具使用寿命3.严密控管成品库存成本4.节省人工成本,减少工安问题,换模更安全5.无任何干涉,可使用机台最大容模尺寸,全力提升设备稼动力三、优点特性四、 适应客户需求1. 特殊线路结构设计,绝对不会影响机台操控系统及所有结构安全2. 磁幅高度设计于25mm ,生产时不会影响动、定模任何开合动作3. 依需求磁盘厚度共有35mm 、50mm 、70mm 三种规格4. 区分三种磁极,除降低售价又能精准达到磁力需求五、 模具近接安全装置磁盤預吸磁時,模具如未完全貼附於磁盤表面,近接裝置無法感應,不能進行吸磁動作,以防止模具掉落之可能性模具如未確實全面貼緊,訊號燈亮著 模具完全貼附磁盤面,訊號燈會熄滅 近接裝置近接裝置六、 安全讯号转接装置七、 生产工艺1. 一体成形底座加工【磁盘坚固决不变形,确保加工平面精度】2. 接线方式【从焊接、串连及使用热缩套包覆于接点上,确保线路不会脱落,造成磁盘短路固障】磁盤吸磁後,快速接頭如未卸除並插入安全訊號轉接裝置,機台車壁則無法旋轉,以確保磁盤線路不會損壞接頭未插入安全裝置時,訊號燈亮著 接頭插入安全裝置時,訊號燈會熄滅3.填满树脂【一般磁盘分层防水,本产品由磁盘底层至盘面全部灌满树脂,确保磁盘不会因进水造成短路】4.快速接头接线【从焊接、串连及使用热缩套包覆于接点上,外层加上绝缘漆,达到100%防水要求】5.磁盘拉力专业检测【磁盘拉力数据皆由精密拉力仪器检测,并依产品品名、序号、检测时间记录建文件】客户:差异比较表:。

压铸机/注塑机快速换模系统使用说明书目录1.快速换模系统简介The instruction of Q.M.C.S.……………….…P012.产品主要功能Major functions and capabilities……………………P013.安全事项Safety………………………………………………………….…………P024.手册使用限制Restrictions of using this manual…………..………P025.产品图示Product diagrams………………………………………….….……P036.系统操作流程说明Procedures for operating the system…..…P047.操作注意事项Operator notes………………………………………………P088.操作箱控制键说明Layout of the control box…………….…….…P099.日常点检部位说明Regular inspection…………………………….…P1710.系统保养说明Routine maintenance……………………………….…P1911.简易故障排除Trouble shooting…………………………………..……P2012.附录Appendix………………………………………………………….……………P221快速换模系统简介多样少量,人工成本慢慢升高,追求品质的稳定,是现在的企业面对的问题。
注塑机、压铸机快速换模系统应现代化生产的需要,提供企业解决换模的困扰;降低换模时间;减少换模伤害;降低劳动成本,使企业达成快速产销、使企业适应激烈的市场竞争。
目前在冲床、油压机、塑料射出机、压铸机上应用极普遍,确实带给业界宝贵财富,深爱业界好评。
快速换模系统渐渐成为设备上必要的标准配件。
The Quick Die Change SystemThe Quick Die Change System saves time and boosts efficiency in stamping operations involving small volumes and large ranges of products,high production costs and strong demand for quality.This system reduces the time needed to change dies while minimizing the risk of damage caused to the dies.It helps to ensure processing quality and better competition in today’s markets.This system has wide applications in presses,plastic injection machines and aluminum stamping machines and has won wide acclamation for the efficiency it brings to operations,the Quick Die Change System has quickly become an indispensable accessory for factories of all sizes to achieve the high levels of productivity required in today’s industry.2产品功能特性本公司注塑机快速换模系统由夹模器、气动泵组合及油压、电路控制系统组成,提供完整系统解决方案,是快速换模系统专业制造厂,并提供完善善后服务,以使系统充分发挥其应有效益。
快速换模的实施步骤1. 准备工作•首先,确定需要进行快速换模的机器或设备。
这可以是生产线上的一台机器,或者是一个特定的设备。
•确定所需的模具和工具。
在进行快速换模的过程中,需要准备好需要更换的模具,以及相应的工具。
•创建一个详细的换模计划。
在换模过程中,有必要制定一个计划,对每个步骤进行细致的安排,以确保换模过程的顺利进行。
2. 停机与清洁•在进行快速换模之前,首先需要将机器或设备停机。
确保在停机之前,所有正在运行的操作都已完成,并按照正常的程序进行停机。
•开始进行清洁工作。
清洁是非常重要的一步,因为模具更换之前,需要确保机器或设备表面是干净的,不会影响模具的使用。
3. 拆卸旧模具•根据换模计划,按照指导进行旧模具的拆卸。
使用相应的工具,小心地将旧模具从机器或设备上取下。
确保在拆卸过程中不会损坏机器或设备的其余部分。
4. 安装新模具•将新模具按照指导安装到机器或设备上。
在安装过程中,确保模具与机器或设备的接口匹配,并且安装牢固。
5. 调试与测试•完成新模具的安装后,重新启动机器或设备,并进行简单的调试和测试工作。
确保新模具的安装是正确的,并且能够正常工作。
6. 试产与调整•在调试和测试的基础上,进行试产。
通过试产过程,可以进一步检查模具的性能和机器或设备的工作状态,并进行必要的调整以达到预期的效果。
7. 生产运行•完成试产和调整后,确定模具更换工作已经完成,机器或设备可以正常投入生产运行。
在正式运行中,需要持续监控机器或设备的工作情况,并按需进行维护和调整。
8. 记录与总结•在快速换模的过程中,记录每个步骤的细节以及出现的问题和解决方法。
这些记录可以用于今后的参考和培训,以提高换模工作的效率和准确性。
9. 培训与持续改进•接受培训。
对于参与换模工作的人员,进行培训是非常重要的。
他们需要了解换模的重要性,以及如何正确地执行换模工作。
•持续改进。
换模是一个复杂的过程,需要持续改进和优化。
定期进行换模执行过程的评估和改进,以提高换模的效率并减少生产中的停机时间。
完整的快速换模(S M E D)介绍SMED 快速换模/一分钟换模 (Single minute exchange die)定义快速换模就是用尽可能短的时间来从一个产品切换到另一个产品,从而缩短设备闲置时间,提高对客户需求的反应能力。
快速换模有很多不能直接体现在财务报表上的好处:♦提高工作安全性♦改善产品质量♦缩短交货期♦提高生产计划的弹性♦减少工艺流程的变异♦降低废品率♦降低库存♦提高产能理论上,生产不同产品直接的换模应当设计得在生产周期时间之内,不占用任何生产时间,从而可以实行单件流。
但是实际上换模通常会超过计划的生产周期时间。
如果换模时间超过了计划的周期时间,我们就需要进行大批量生产,尽可能减少换模次数。
但是这样一来在制品库存就会相应的产生。
这就需要对换模过程进行一定的改善,缩短换模时间,降低库存.换模可以使生产过程更加稳定,实现均衡化生产。
如果一个下游的工序很少换模,那其上游工序就必须产出大量的库存来平衡下游工序导致的订单波动。
一旦理解了换模的影响之后,就很容易理解用来缩短换模时间所使用的技术。
现场管理和目视化管理是改善换模流程的关键。
所有的设备,工具,夹具都要合理的安排并放置到相应的使用地点,来消除换模的时候寻找工具,物料等的时间。
所有的换模过程都要进行仔细的研究,来更合理的组织换模工作。
所有的内部换模时间都尽可能转换为外部时间,以避免影响正常生产。
在换模之前,就需要预先放置好需要的工具,模具,夹具等。
一分钟换模技术也可以应用到精益设备,工具和夹具实施的所有方面。
传统的换模思维:♦每换一次模生产的数量越大,平均每个零件的加工成本越低♦减少换模数量能提高设备运行时间♦库存是质量问题,设备停机或是紧急订单的缓冲♦模式转变:“我们被经济批量公式给误导了,想当然的认为长的换模时间也是生产经营的一部分.”精益思维:♦库存不增加价值,占用空间并产生浪费。
♦库存需要额外的托盘和货架,追踪,盘点,运输和存储。
快速换模(SMED)技巧与法则作者:佚名来源:未知时间:2009-10-08掌握了快速切换的思想步骤之后,所碰到的最大困难就是如何缩短内作业机外作业的动作时间。
以下几个技巧及法则若能确实做到,就能达到目的了。
法则一:并行操作所谓的平行作业就是指两个人以上共同从事切换动作。
平行作业最容易马上获得缩短内作业时间的效果。
又一个人慢条斯理地从事切换动作,也许需耗1小时才能完成。
若能由两人共同作业,也许会在40分钟或20分钟就能完成。
那么整个切换时间就由原先的1小时减为20分钟至40分钟之间。
而在平行作业中所需的人工时间或许会增多、不变、减少,都不是所要考虑的重点。
因为,缩短了切换的时间所获得的其他效果远大于人工成本的部分,此点是一般人较容易忽视的。
在从事平行作业时,两人之间的配合动作必须演练熟练,尤需注意安全,不可因为疏忽而造成意外伤害。
法则二:双脚勿动切换动作主要是依赖双手的动作完成,脚必须减少移动或走动的机会。
所以切换时所必须使用到的道具、模具、清洁等等都必须放在专用的台车上,并且要有顺序地整理好,减少寻找的时间。
模具或切换物品进出的动线也必须设计成很容易进出的方式,切换的动作顺序要合理化及标准化。
法则三:特殊道具所谓工具就是一般用途的器具;道具则是为专门用途的而特制的器具。
就像魔术师表演所用的**牌一样是经过特殊的设计的,如果到文具店买一般的**牌,那么魔术师要变出一些奇妙的魔术就会比较困难了。
所以魔术师所用的器具就称为道具,而不是工具。
切换动作是要尽可能使用道具不要使用工具。
因为道具可提高切换的效率,而缩短切换的时间。
此外,测定的器具也要道具化,,用块规或格条来替代用量尺或仪表的读取数值测定。
最重要的一点就是要设法减少道具的种类,以减少寻找、取放到局的时间。
法则四:剔除螺丝在切换动作时,螺丝是最常见到被用来固定模具的方法。
使用螺丝当然有其必要性,但是装卸螺丝的动作通常占去了很多的切换时间。
如果仔细观察,还会发现,滥用螺丝的地方真是太多了。

电永磁快速换模系统介绍1、公司简介:株洲悍威磁电科技有限公司座落于湖南省株洲市天元区栗雨工业园,是一家致力于各种起重电永磁铁、电永磁吸盘及磁装夹工具、电永磁快速换模系统等磁电产品的研究与生产的高科技外向型企业。
公司主要产品有:电永磁起重器、充电式电永磁起重器、电永磁吸盘、电永磁快速换模系统、磁装夹及相关配套产品。
悍威磁电拥有一支由欧洲资深专家、高级工程师组成的专业技术服务团队,积累了丰富的电永磁及相关产品的研发与生产经验,可以为各类用户提供完善的产品设计、技术方案及咨询等,解决使用过程中遇到的各种难题。
悍威磁电严格按照ISO9001:2008版国际质量认证标准的要求,采用先进的生产、加工设备和完善的检测手段,为制造高品质的产品提供了有力保障。
悍威磁电的这些产品已广泛应用于冶金、机械、造船、电力、汽车制造、轨道交通等行业,并已远销欧洲、美国、新加坡、日本、韩国、巴西、俄罗斯等国家和地区。
成为全球最值得信赖的工业磁性设备供应商。
2、系统组成:电永磁快速换模系统由动模吸磁盘,静模吸磁板(含定位环),控制器,操作盒,连接线及安装固定螺丝等附件组成。
3、电永磁快速换模系统经济效益:3.1 电控永磁快换模系统对于需要经常更换模具的注塑机可大幅提高生产效益,采用电永磁快速换模系统后,模具更换时间可由使用前的2-3小时缩短至几分钟,与传统的换模方式相比节约90%以上的换模时间,注塑机使用效益大幅提升。
3.2 节约人工:采用电永磁快速换模系统后,模具更换只要一个操作工就可完成。
现在人力成本越来越高,尤其传统的换模方式需要配备的换模人员较多、劳动量大、还存在一定危险性。
采用电永磁快速换模系统后,节约的人力成本不可小觑。
3.3 保护模具、延长了模具的寿命。
采用传统模具装夹方式时,模具是少数几点受力,模具容易受挤压变形。
而采用电永磁快速换模系统后,模具是面受力,磁力均匀分布于模具与吸盘的全部接触面上,更好的保证了合模精度,提高了注塑件的质量,减少了模具损耗。
快速换模系统磁力模板常见问题集锦大型的模具能吸住吗?磁力模板内部使用了高磁能积的稀土永磁材料——钕铁硼,作为稀土永磁材料发展的最新结果,由于其优异的磁性能而被称为“”磁王“。
钕铁硼磁性材料是钕,氧化铁是合金,又称磁钢。
钕铁硼具有极高的磁能积和矫顽力。
磁力模板设计单片模板可以承受整套模具的重量。
大型汽车保险杠模具重量一般在35~45吨,也可以轻松装夹在磁力模板上使用。
停电会掉模吗?磁力模板为电控永磁技术原理设计,其最大的优点就是断电永久不失磁性。
电能仅在励磁与消磁的瞬间转换磁路时使用(仅1~3秒钟),其他时间仅系统运转使用电。
磁力能保持多久?众所周知,磁铁磁性能的衰减是一个非常漫长的过程,所以磁力模板的使用年限能超过三十年,甚至更长。
实时监控和停机系统可靠吗?湖南千豪磁电的电永磁快速换模系统采用的欧规EuroMap70.0或70.1接口,其逻辑关系严密可靠,被广泛应用在快速换模设备上。
磁力对人体有危害吗?磁力模板励磁后,工作面会有磁场存在,其为永磁场而非电磁场,对正常人体危害微乎其微。
磁力线的辐射空间也是有限范围内的几十毫米。
如人体内置如医疗器械的人员,需咨询医生。
另外,磁力模板对于铁磁性材料均会产生吸力,如狼头、扳手、手表等,并且严禁信用卡、身份证等靠近,以免造成消磁失效。
注塑温度太高会不会造成吸力衰减?组装成磁力模板的磁性材料均经过严格的耐温选检测,而出厂的产品分为120℃和150℃两种等级。
可以适用于塑料制品的生产使用。
工厂电源不稳定能使用吗?磁力模板仅在励磁与消磁的瞬间使用电能,其他时间不消耗电;控制器系统在设计时,为智能型恒流控制输出,即使在外部电源不稳定时也可以正常使用。
需要改造模具吗?加装了隔热板的模具能使用吗?安装电永磁快速换模磁力模板,大部分模具可以直接使用。
对于异性的非对称模具需要咨询厂家,进行评估后方可使用。
另外,加装了隔热板的模具不可以使用磁力模板系统。
一般制作模具隔热板的材料为热传导性差得非铁磁性材料,所以是不能直接使用的。
电磁模板系统目录一. 电磁模板系统简介二. 电磁模板运行条件及特点三. 基本操作介绍四. 系统维护和保养五. 常见故障及处理方法六. 电磁模板系统原理图一.电磁模板简介1、电磁模板也叫电控永磁快速换模系统。
2、电磁模板快速换模系统采用国际先进的磁路技术和脉冲放电技术,用电控来改变永磁体的磁路分布,靠永磁体吸附模具。
3、相比手工螺丝固定模具,完全避免了螺丝固定费力耗时、永磁吸盘的机械运动磨损和电磁铁技术的持续供电缺陷。
4、电磁模板工作原理:在极短的时间(几秒)内电流脉冲就可以激活(充磁)系统,将模具牢牢固定在机器模板上,之后不需要持续的电能也不产生热量.通过相反的电流脉冲可改变磁力方向使系统退磁并卸下模具。
5、电磁模板快速换模流程:清理模板及模具接触表面行车吊装模具定位圈定位模具合模锁紧模具充磁铁件确认电磁模板磁性开模二. 电磁模板运行条件及特点(一)电磁模板系统运行条件1、电力配置:380V电源20A-60A到电箱。
(二)电磁模板特点1、电磁模板系统几乎不耗电、无任何附属物产生、无日常的易损件更换,完全环保简单易懂,好操作;2、夹持模具的技术,可以将传统注塑换模、装夹工序的时间缩短到原来的十分之一,而且对工件作用力均匀强大,可以极大的提高加工精度。
3、电磁模板与传统压板换模比较(三)电磁模板主要技术指标三. 基本操作介绍(工作原理)(一)简要说明(二)控制面板说明a)控制器正面板b) 控制器后面板c) 控制器内部接线本控制器内部所有继电器的动作与否均有发光二极管指示,供用户参考接线端子排主控板空开扩展板d) 日常使用为防止误操作,手控器设计成必须双手操作。
在退磁前请再三确认步骤2:将手控器与控制器连接好步骤3:上电,指示灯亮四.系统维护和保养模板使用:模板上安装有充退磁线圈、接近开关、磁传感器等器件,日常使用中需要防止外力文件编号版本A/0工序名称工序号换模工序2编制审核8.两只手指同时按住公共端和充磁按钮,另一只手旋转安全钥匙对模板进行充磁,(图六)9.充磁绿灯亮,铁件确认八个区域都有磁性(图七),并用铁链挂住模具,确保安全;(图八)必须确保无油污及杂物4. 清洁电磁模板表面及模具接触面,(图二)模具换上操作备注清洗剂 1瓶M10粗的铁链条 1根1.合模,行车挂住模具先拆油缸、油管、水管2.两只手指同时按住公共端和退磁按钮,另一只手旋转安全钥匙对模板进行退磁;(图一)3. 动模、定模退磁红灯亮,开模吊出模具操作时不能有人在模具下面模具换下操作换模准备工作适用产品作业人注塑模具(通用)换模调试吊环 4只抹布 1块工具卷尺 1把电磁模板作业指导书编制日期页数2014-6-25第1页 共1页动、定模充磁间隔5秒,建议进行二次充磁;6.观察模具接触面是否平整,有无曲翘;(图四)表面必须平整7.行车钩挂住模具,对好定位圈,合模;(图五)严禁未对好定位圈锁模1、 模具没有顶针装置的不能用顶针顶模具2、 模具处在开模状态时不能做座进动作3、 模具处在开模状态并且喷嘴与模具接触时不能做射胶动作注意事项:5.量模具接触面尺寸是否超过安全范围;(图三)最小(630mmx530mm)最大(1200mmx1200mm)基本操作按键认知操作图示(由模具换下开始)注意事项操作说明批准说明:“绿灯”亮为充磁;“红灯”亮为退磁图一图二图三图四图五图六图七图八退磁充磁1、非专业人员禁止打开机壳。
电磁快速换换模系统说明
1. 系统组成:
电永磁快速换模系统由动模吸磁盘,静模吸磁板(含定位环),控制器,操作盒,连接
线及安装固定螺丝等附件组成。
2. 电永磁快速换模系统经济效益:
2.1 电控永磁快换模系统对于需要经常更换模具的注塑机可大幅提高生产效益,采用电永磁快速换模系统后,模具更换时间可由使用前的2-3 小时缩短至几分钟,与传统的换模方式相
比节约90%以上的换模时间,注塑机使用效益大幅提升。
2.2 节约人工:采用电永磁快速换模系统后,模具更换只要一个操作工就可完成。
现在人力成本越来越高,尤其传统的换模方式需要配备的换模人员较多、劳动量大、还存在一定危险性。
采用电永磁快速换模系统后,节约的人力成本不可小觑。
2.3 保护模具、延长了模具的寿命。
采用传统模具装夹方式时,模具是少数几点受力,模具容易受挤压变形。
而采用电永磁快速换模系统后,模具是面受力,磁力均匀分布于模具与吸盘的全部接触面上,更好的保证了合模精度,提高了注塑件的质量,减少了模具损耗。
从我司几个大型客户的反馈分析,模具使用寿命提高50%以上。
2.4 配套件费用减少:电永磁快速换模系统无需上模螺丝,无需打孔复牙,模具的夹紧不需使用金属板调节,不需要任何特殊装置,减少了配套件费用。
2.5从注塑机年产量,交货量,循环时间,注塑机侧投入,模具侧投入等几项数据综合计算,使用快速换模后,400-800 吨的注塑机使用快速换模后均可降低12%以上的制造成本,换模
频繁或是大吨位的注塑机降低的制造成本更高。
3. 快速换模系统现有安全保护措施:
快速换模电永磁系统具有多层安全保护措施,可防止误操作的产生,能实时保护
系统的安全运行。
现有安全检测方式如下:
3.1模具紧贴检测
换模状态下,动静模必须在合模加压状态,注塑机动静模板紧模到位后,才能进行充磁操作;此项联锁控制避免了模具与磁吸盘之间因存在异物或是间隙造成充磁强度不够,影响安全运行。
3.2 磁通量检测:
快速换模系统充磁时,控制器对充磁强度进行实时检测,只有充磁强度达到安全值时,控制系统才报充磁成功信号,否则报故障信号。
充磁成功后和注塑过程中,磁通量检测传感器实时对磁吸盘与模具之间的磁通量进行检测,只要磁通量出现微量的降低,快速换模系统即能迅速发出故障报警信号,并停止注塑机的自动运行。
磁通量检测传感器分布于电永磁吸盘的多个区域。
3.3 距离检测
距离检测传感器用来检测模具与磁吸盘的距离,只有当模具与磁吸盘的距离小于0.2mm
时,控制器才能进行充退磁操作。
否则即报故障信号。
注塑过程中,当模具与磁吸盘的距离因意外情况的影响超过0.2mm 时,快速换模系统报出故障信号,并停止注塑机的自动运行。
3.4 温度检测
温度检测用于防止电永磁吸盘因温度过高而退磁,造成磁吸盘吸力下降。
当电永磁吸盘温度超过了设定的温度时,控制系统自动发出报警信号并停止注塑机的自动运行。
3.5 充磁电流强度检测
电永磁吸盘进行充退磁动作时,控制系统对充退磁的脉冲电流进行检测,只有达到要求值后,才报充退磁成功信号。
3.6 模具错动检测
模具错动传感器在注塑状态下实时检测模具的位置,当模具的位置有轻微滑动时,控制系统即能迅速报出故障信号,并停止注塑机的自动运行。
3.7换模状态与注塑状态切换采用钥匙开关,退磁操作设计成“退磁+锁定”双按钮,两个按钮只有同时按下时,退磁操作才有效,防止误操作的产生,注塑状态下,充退磁操作完全无效
3.8 安全门关闭检测
换模时,安全门必须处于关闭状态,保护操作者安全。
3.9 快速换模系统故障输出与注塑机自动运行联锁控制
快速换模电永磁控制系统具有一个无源触点与注塑机进行联锁控制,快速换模系统只有在各检测信号均正常,动静模均充磁成功后,并将钥匙开关旋转至注塑状态下,该触点才闭合,允许注塑机的自动运行,任意一个故障信号出现或是钥匙开关旋转至换模状态,该触点都会即时断开,停止注塑机的自动运行。
3.10 快速换模控制系统采用了漏电保护,即使在充退磁的瞬间出现漏电(由于电缆破损等原因)等意外情况,控制器也能即时断开电源,防止漏电事故的发生。
注塑状态下,控制器与磁吸盘主电源回路处于完全断开状态。
3.11附加保护:
快速换模系统还可附加限位挡块,安全链等安全保护装置,确保模具在任何情况
下均无脱落的可能。