关于FP法和经验系数法对比说明
- 格式:pptx
- 大小:182.71 KB
- 文档页数:12

冲裁力的计算公式:F=Kat=KLtTK:系数 1.3F:冲裁力A:冲裁断面面积量 m㎡L:冲裁断面周长 mmt:材料抗剪强度 MpaT:冲裁件厚度 mm卸料力=0.05*冲裁力推件力=0.055*冲裁力顶件力=0.06*冲裁力综合冲裁力=F+卸料力+推件力+顶件力冲床冲压力计算公式P=kltГ其中:k为系数,一般约等于1,l冲压后产品的周长,单位mm;t为材料厚度,单位mm;Г为材料抗剪强度.单位MPa 一般取320就可以.算出的结果是单位是牛顿,在把结果除以9800N/T,得到的结果就是数字是多少就是多少T.这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的值也符合复合模的冲压力.----------------------------------冲裁力计算公式:P=K*L*t*τP——平刃口冲裁力(N);t——材料厚度(mm);L——冲裁周长(mm);τ——材料抗剪强度(MPa);K——安全系数,一般取K=1.3.------------------------------------冲剪力计算公式:F=S*L*440/10000S——工件厚度L——工件长度一般情况下用此公式即可。
-------------------------------------冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN 4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.其中:Px、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数Kt的参考数为0.05,结果单位为KN5、压边力:P y=1/4 [D2—(d1+2R凹)2]P式中D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数一般压力机所用到的力为公称压力的60%,最多不能超过65%,不然机器完蛋不说还有可能死人.公称压力F=F+Fx+Ft(弹性卸料装置下出料)F=F+Fx+Fd(弹性卸料装置上出料)F=F+Ft (刚性卸料装置下出料)FxFtFd分别为卸料力,推件力,顶件力.推件力Pt=KtPn n-留于凹模洞口内的件数n=h/t h=凹模洞口直刃壁的高度t=料的厚度材料的抗剪强度抗拉强度参数去书店翻翻比在网上找的快网上没电子版的资料,反正不怎么好找.《设计手册》和教科书上给出的计算公式如下:1、冲裁力冲裁力:F p=KLtτ(其中K一般取1.3)。
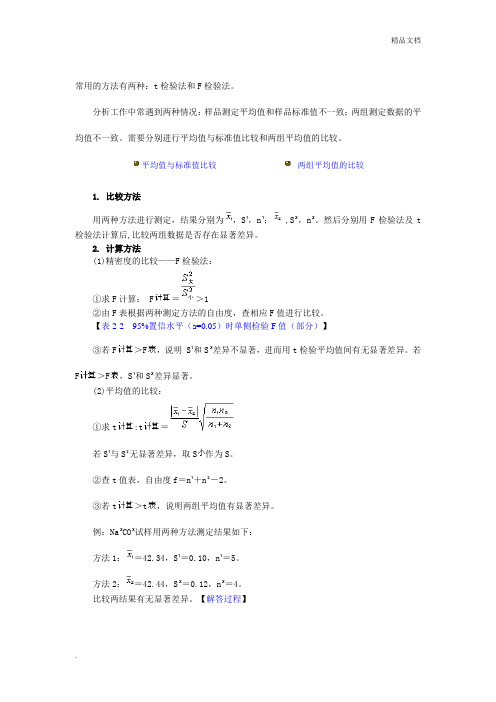
常用的方法有两种:t检验法和F检验法。
分析工作中常遇到两种情况:样品测定平均值和样品标准值不一致;两组测定数据的平均值不一致。
需要分别进行平均值与标准值比较和两组平均值的比较。
平均值与标准值比较两组平均值的比较
1. 比较方法
用两种方法进行测定,结果分别为,S,n; ,S,n。
然后分别用F检验法及t 检验法计算后,比较两组数据是否存在显著差异。
2. 计算方法
(1)精密度的比较——F检验法:
①求F计算: F=>1
②由F表根据两种测定方法的自由度,查相应F值进行比较。
【表2-295%置信水平(a=0.05)时单侧检验F值(部分)】
③若F>F,说明 S和S差异不显著,进而用t检验平均值间有无显著差异。
若
F>F,S和S差异显著。
(2)平均值的比较:
①求t:t=
若S与S无显著差异,取S作为S。
②查t值表,自由度f=n+n-2。
③若t>t,说明两组平均值有显著差异。
例:Na CO试样用两种方法测定结果如下:
方法1:=42.34,S=0.10,n=5。
方法2:=42.44,S=0.12,n=4。
比较两结果有无显著差异。
【解答过程】
解:①先用F检验法检验S与S:
F==1.44
查F表
横行是S,纵行是S,
其中:f=4-1=3,f=5-1=4,F=6.59。
F<F,说明S与S无显著差异。
作出这种判断的可靠性达95%。
查表f=4-1=3,f=5-1=4,F=6.59。
F<F,说明S与S无显著差异。
选用了FP功能点分析作为项目主要的估算方法.因为FP方法中有大量项目经验数据可以从网络上获得,同时其数据功能TLF、EIF,以及事务功能EI、EO、EQ的计算对经验数据依赖不强,只需对概念理解正确一般就可以正确估算了.在估算成本的时候,因为公司以前的生产率数据是以LOC为单位的,我利用软件工程书籍中的“逆火”经验数据,将 LOC转换为功能点单位,当然,这里必然导致一些误差。
为了降低估算误差,最后使用Delphi专家分析法对估算结果进行了调整.功能点估算法是软件项目管理众多知识中比较有技术含量的一个。
在软件项目管理中项目计划制定的优劣直接关系到项目的成败,项目计划中对项目范围的估算又尤为重要。
如果项目负责人对项目的规模没有一个比较客观的认识,没有对工作量、所需资源、完工时间等因素进行估算,那么项目计划也就没有存在的意义。
功能点估算法的特点项目范围的估算在CMMI的“MA”度量分析管理和“PP”项目计划中均有涉及。
对软件项目范围的估算有很多种方法,常见的是LOC代码行和FP功能点法。
它们之间的区别和关系如下:∙功能点估算法常用在项目开始或项目需求基本明确时使用,这时进行估算其结果的准确性比较高。
假如这个时候使用LOC代码行估算法,则误差会比较大。
∙使用功能点估算法无需懂得软件使用何种开发技术。
LOC代码行估算法则与软件开发技术密切相关。
∙功能点估算法是以用户为角度进行估算,LOC代码行估算法则是以技术为角度进行估算。
∙通过一些行业标准或企业自身度量的分析,功能点估算法是可以转换为LOC代码行的。
在项目刚开始的时候进行功能点估算可以对项目的范围进行预测。
在项目开发的过程中由于需求的变更和细化可能会导致项目范围的蔓延,计算出来的结果会与当初估计的不同。
因此,在项目结束时还需要对项目的范围情况重新进行估算,这个时候估算的结果才能最准确反映项目的规模。
功能点分析的步骤具体步骤包括:1. 识别功能点的类型。
2. 识别待估算应用程序的边界和范围。

软件项目成本管理1.软件项目成本管理概述软件项目规模一般是指所开发软件的规模大小,它的度量方法一般有两种:LOC(Lines of Code):源代码程序长度的测量FP(Function Point):系统功能数量的测量软件项目工作量是指为了提供软件的功能而必须完成的软件工程任务量。
其度量单位为:人月、人天、人年:人在单位时间内完成的任务量为了确定工作量度量单位,可设定一个“标准程序员”,例如具有15~18个月开发经验的程序员。
工作量与规模紧密相关,此外还与项目和产品特性(如团队的技术和能力、所使用的语言和平台、团队的稳定性、项目中的自动化程度、产品复杂性等)相关。
在不会引起混淆的情况下,工作量和规模这两个概念可不做区别。
1.1.软件项目成本完成软件项目工作量相应付出的代价,即待开发软件项目所需要的资金。
人的劳动消耗所需要的代价是软件开发的主要成本。
成本一般采用货币单位来计算,如人民币、美元等。
1.2.工作量和成本的关系工作量是项目成本的主要考虑因素,完成项目工作量所消耗的成本是项目成本最主要的部分。
因此,项目的工作量估算和成本估算常常同时进行。
如果确定了单位工作量所消耗的成本,则可根据项目工作量直接计算出完成项目工作量所消耗的成本。
例如:如果一个软件项目的工作量是20人月,而企业的人力成本参数是2万元/人月,则完成项目工作量所需的成本是40万元。
1.3.软件项目成本的构成软件项目通常是技术密集型项目,其成本构成与一般的建设项目有很大区别,其中最主要的成本是在项目开发过程中所花费的工作量及相应的代价,它不包括原材料及能源的消耗,主要是人的劳动消耗。
一般来讲,软件项目的成本构成主要包括以下几种:(1)软硬件购置成本:这部分费用虽然可以作为企业的固定资产,但因技术折旧太快,需要在项目开发中分摊一部分费用。
(2)人工成本(软件开发、系统集成费用):主要是指开发人员、操作人员、管理人员的工资福利费等。
在软件项目中人工费用总是占有相当大的份额,有的可以占到项目总成本的80%以上。


切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。
1 .指数公式主切削力背向力进给力式中F c————主切削力( N);F p————背向力( N);F f————进给力( N);C fc 、 C fp 、 C ff————系数,可查表 2-1;x fc 、 y fc、 n fc、 x fp、 y fp、 n fp、 x ff、 y ff、 n ff 指数,可查表 2-1。
K Fc 、 K Fp 、 K Ff---- 修正系数,可查表 2-5,表 2-6。
2 .单位切削力单位切削力是指单位切削面积上的主切削力,用kc表示,见表 2-2。
kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d)(2-7)式中A D----- 切削面积( mm 2);a p ------ 背吃刀量( mm);f -------- 进给量( mm/r);h d------ 切削厚度( mm );b d------ 切削宽度( mm)。
已知单位切削力k c ,求主切削力F cF c=k c·a p·f=k c·h d·b d(2-8)式 2-8中的 k c是指f = 0.3mm/r 时的单位切削力,当实际进给量 f大于或小于 0.3mm /r时,需乘以修正系数 K fkc,见表 2-3。
Λ2-ι车削时的切剛力&切削功率的计Ir公式表2-3进给量?对单位切削力或单位切削功率的修正系数KfkC, KfPS切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力。
如图 2-15 所示,作用在刀具上的力有两部分组成:1. 作用在前、后刀面上的变形抗力 F nγ 和 F nα ;2. 作用在前、后刀面上的摩擦力 F fγ 和 F fα这些力的合力 F 称为切削合力,也称为总切削力。
经验系数法基本参数法的概念经验系数法是一种从历史数据中获得参数的方法,常用于建筑结构设计、化工工艺设计、水力学设计等领域。
该方法基于已有的实际工程数据,通过对数据的统计分析得到有效的工程参数,从而为未来的设计提供依据。
一、经验系数法的原理经验系数法的原理是通过统计已有的实际工程数据来获得参数的方法。
该方法基于数据样本的统计学原理,可以在不考虑具体细节和原理的情况下预测未来的结果。
经验系数法的最大优点是简单易用,可以在短时间内获得可靠的参数。
它不需要太多的实验室测试和计算,仅需要对已有的数据进行统计分析。
但是,它的缺点是不考虑具体的机理和细节,可能导致预测结果的误差,并且只适用于特定的市场或环境。
基本参数法是通过对单一工艺参数的计算和实验来确定可靠的参数。
这种方法比经验系数法更为精确,但需要更多的时间和资源来进行研究。
基本参数法可以为不同的环境提供可靠的参数,并且可以在特定环境下进行修正和精细化。
五、基本参数法的应用范围基本参数法可以用于各种工程领域中,特别是需要考虑具体细节和原理的领域。
它可以为不同的市场或环境提供有价值的参数,从而有助于预测未来的结果。
基本参数法的优点是更为准确,能够考虑具体细节和原理。
它可以减少误差,并且可以在特定环境下进行修正和精细化。
缺点是需要更多的实验室测试和计算,并且花费更多的时间和资源来进行研究。
七、结论经验系数法和基本参数法都是从实际工程数据中获得参数的方法。
经验系数法仅仅需要对数据进行统计分析就可以获得参数,但精度可能不如基本参数法。
基本参数法需要更多的时间和资源来进行研究,但可以考虑具体细节和原理。
在选择使用哪种方法时,需要权衡优缺点,确定最为适合的方法。
不锈钢中铬的X射线荧光光谱分析刘海东;侯丽华【摘要】以北京钢铁研究院研制的GSB 03-2028系列不锈钢标准物质作为光谱标样,采用基本参数法校正基体效应,建立了X射线荧光光谱测定不锈钢中铬元素的方法.用该方法对标准样品进行分析,分析结果和化学法分析值相吻合,10次制样测量,测定结果的相对标准偏差约为0.14%.%X - ray fluorescence spectrometric method was developed for determination of chromium in stainless steel alloy of GSB 03 - 2028 series of standard samples from Beijing Research Institute of ferrous metal. The inter-element effect was corrected by fundamental parameter method. The results were in agreement with those from AAS and chemical method with relative standard deviation of 0.14%(n=10).【期刊名称】《化学分析计量》【年(卷),期】2011(020)002【总页数】3页(P52-54)【关键词】X射线荧光光谱;不锈钢;铬;基本参数法【作者】刘海东;侯丽华【作者单位】中航工业沈阳飞机工业集团有限公司,沈阳,110850;中航工业沈阳飞机工业集团有限公司,沈阳,110850【正文语种】中文用X射线荧光光谱法测定不锈钢中的铬已有很多方法,如国家标准化管理委员会在2007年发布的GB/T 223.79-2007国家标准[1],国家质量监督检验检疫总局在2008年完成了SN/T 2079-2008行业标准[2]制定工作。
系数法的名词解释系数法是一种用来衡量和描述事物之间相关关系的方法。
它通过计算和比较不同变量之间的比率或者差异等来评估它们之间的相互联系和影响程度。
在各种学科和领域中,系数法被广泛应用于统计分析、经济学、社会科学、自然科学等领域,以帮助理解和解释现象,并推动相关领域的研究和实践。
在统计分析中,系数法可以用于测量变量之间的相关性。
最常见的一个系数就是相关系数,它可以衡量两个变量之间的线性关系强度。
相关系数的值介于-1和1之间,依据其数值可以判断相关程度的强弱以及正负相关性。
当相关系数为1时,表示两个变量完全正线性相关;当相关系数接近于0时,表示两个变量之间几乎没有线性关系;而当相关系数为-1时,则表示两个变量完全负线性相关。
除了相关系数外,还有其他一些系数方法被用来描述和解释变量之间的关系。
例如,在经济学中,常用的一个系数是弹性系数。
弹性系数可以用来测量一个变量对于另一个变量的变动的敏感程度。
例如,收入弹性系数可以衡量消费者支出变动对于个人收入变动的响应程度。
弹性系数的计算方法和标准可根据不同领域和问题的要求有所不同。
系数法还可以用于分析和预测数据。
例如,在计量经济学中,回归系数法被广泛应用于建立经济模型和预测未来趋势。
回归分析可以帮助研究人员确定多个变量对一个因变量的影响,并通过建立拟合曲线来预测未来值。
在自然科学中,也经常使用系数法来揭示和解释各种现象和规律。
例如,物理学家可以通过复杂的数学模型和系数法来研究物质的性质,以及它们之间的相互作用和变化。
尽管系数法在各个领域都发挥着重要作用,但在使用时也需要注意一些限制和假设。
首先,系数法通常基于统计学的方法和数据,所以对数据的准确性和可靠性要求较高。
其次,系数方法只能测量变量之间的关系程度,而不能确定因果关系。
因此,在进行系数分析时,研究人员需要谨慎解读结果,并综合其他领域的知识和理论进行分析和判断。
总而言之,系数法作为一种衡量和描述事物之间相关关系的方法,为我们理解和研究各种现象提供了重要的工具和手段。