三复合挤出机(胎面)技术规范
- 格式:docx
- 大小:60.65 KB
- 文档页数:16
挤出复合工艺规程生产前必须仔细阅读工艺卡、按工艺卡内容检查原材料、设定工艺技术条件。
1.生产中使用原材料及质量要求1.1高压聚乙烯树脂(LDPE),MFI=4~10g/10min。
1.2挤出涂覆粘结性树脂,MFI=4~10g/10min。
1.3双组份聚氨酯粘合剂。
2.挤出复合机工艺技术条件的设定:根据产品品种不同选择不同的树脂,并制订不同的加工工艺条件,具体内容按工序工艺技术文件内容执行。
3.工艺操作规程3.1开机前的检查工作3.1.1清理设备卫生,检查是否有妨碍设备运转和操作运行的障碍物,如有立即排除。
3.1.2启动空压机,检查气动按钮及气动线路是否漏气。
3.1.3检查挤出机及设备冷却辊是否有冷却水。
3.1.4检查各润滑部位是否有润滑油,油量是否充足。
3.1.5检查涂布、复合胶辊是否干净,有无损伤,有损伤立即更换。
3.1.6检查主机传动皮带是否松驰,有无损伤。
3.1.7检查复合胶辊剥离四氟乙烯胶带是否完好,切刀是否锋利,如不完好,应立即更换。
3.1.8检查料箱、料斗是否有原料,料内是否有杂物,是否潮湿,否则不能上机使用。
3.1.9将挤出机各段温度设定在工艺要求范围内,通过温度表及电流表确认各段加热器是否完好。
如完好等各段温度达设定,且保温三十分钟,启动螺杆,在低速运转下进行吐料,并观察电机运转是否正常,挤出机吐料是否正常。
3.1.10将所要生产的基膜按工艺生产线路穿引好。
3.2开机与调整3.2.1启动干燥系统排风电机,送风电机、打开加热控制开关,使干燥箱加热温度达到工艺设定值范围。
3.2.2确认挤出机各段温度达到工艺要求且树脂已塑化良好,方可开机。
3.2.3清理好模唇及口模,切除模唇料,将挤出机前进到正常工作位置,同时低速启动复合系统,将复合胶辊,冷却钢辊合上,合上剥离胶辊。
调整好边位控制器,将放卷薄膜调整在正常工作位置并调整好干燥出口张力,使其达到工艺要求范围。
3.2.4调节好挤出膜幅宽,前使其符合产品质量及工艺要求。
三层挤出工序产品过程检验规程三层挤出工序产品过程检验规程1适用范围本标准适用于额定电压U0/U为3.6/6-26/35kV交联聚乙烯绝缘电缆、10kV架空绝缘电缆绝缘挤出工序检验。
2本规范依据GB/T12706.2-2008额定电压1kV(Um=1.2kV)到35kV (Um=40.5kV)挤包绝缘电力电缆及附件第2部分:额定电压6kV(Um=7.2kV)到30kV (Um=36kV)电缆GB/T12706.3-2008额定电压1kV(Um=1.2kV)到35kV (Um=40.5kV)挤包绝缘电力电缆及附件第3部分:额定电压35kV(Um=40.5kV)电缆GB/T14049-2008 额定电压10kV架空绝缘电缆3质量要求3.1原材料该工序所用的绝缘材料和内、外半导电屏蔽料,应符合相应的原材料采购规范和工艺文件要求。
导体应符合工艺文件的规定。
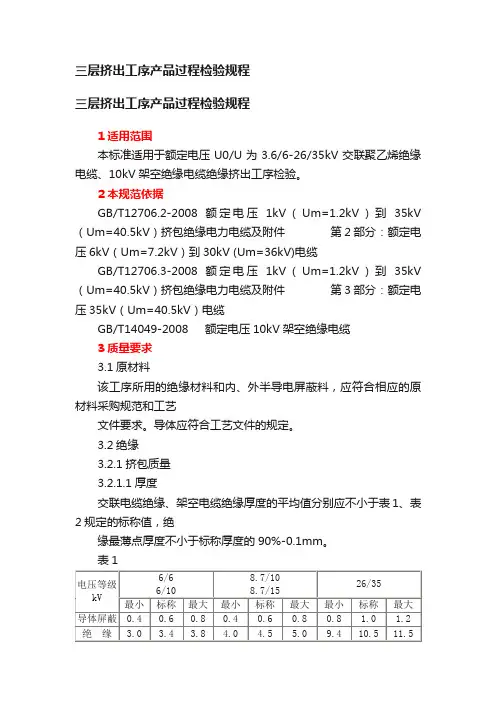
3.2绝缘3.2.1挤包质量3.2.1.1厚度交联电缆绝缘、架空电缆绝缘厚度的平均值分别应不小于表1、表2规定的标称值,绝缘最薄点厚度不小于标称厚度的90%-0.1mm。
表13.2.1偏心度绝缘层偏心要求为不大于15%:最厚处厚度-最薄处厚度F = ×100%最厚处厚度3.2.2交联质量3.2.2.1热延伸试验应符合表3规定。
表2表33.3导体屏蔽(内屏蔽)3.3.1厚度挤包的半导电内屏蔽层标称厚度,最薄点厚度应符合表1规定。
3.3.2表面质量内屏蔽表面应光滑、无明显绞线凸纹,不应有尖角、颗粒、烧焦或擦伤的痕迹。
3.4绝缘屏蔽(外屏蔽)3.4.1材料额定电压U0为12kV以下电缆的挤压包交联型半导电绝缘屏蔽应是可剥离的。
3.4.2厚度挤包的半导电外屏蔽层的厚度符合表1规定。
3.4.3剥离力可剥离半导电层应经受剥离试验,试验方法GB/T12706.2-2008的第19.21条规定,剥离力不小于4N但不大于45N。
3.4.4挤塑质量外屏蔽塑化应良好,表面应光滑,不应有尖角,颗粒,烧焦、擦伤和交联副产品的痕迹。
三复合挤出机(胎面)技术规范Φ75 毫米冷喂料销钉式挤出机Φ150 毫米冷喂料销钉式挤出机Φ90 毫米冷喂料销钉式挤出机2014 年8 月9日A. 基本规格A.1 产品名称这些带有三复合机头的挤出机是用来生产下高档半钢子午胎的部件:A.2 采用的设备A.2.1 上挤出机 : 螺杆直径75 毫米冷喂料销钉式挤出机A.2.2 中挤出机: 螺杆直径150 毫米冷喂料销钉式挤出机A.2.3 下挤出机: 螺杆直径90 毫米冷喂料销钉式挤出机A.2.4 开口尺寸上机头开口尺寸 : 100 毫米 (宽) x 20 毫米 (高) x 2中机头开口尺寸 : 370 毫米 (宽) x 20 毫米 (高)下机头开口尺寸 : 370 毫米 (宽) x 15 毫米 (高)A.2.5接取传送带,冷却线等挤出半成品后的装置须由买方安排。
B. 供货范围B.1 φ75 冷喂料销钉式挤出机带电机、减速机等 1 台包括一套螺杆和销钉取出工具各一套B.2 φ150 冷喂料销钉式挤出机带电机、减速机等 1 台包括一套螺杆和销钉取出工具各一套B.3 φ90 冷喂料销钉式挤出机带电机、减速机等 1 台包括螺杆和销钉取出工具各一套B.4 三复合挤出机头 1 套应包括用于机头内胶料温度/压力检测、显示的Dynisco 传感器(上,中,下机头各一套)B.5 流道插件,口型盒,预口型,终口型数量: 见本规格书的说明B.6 挤出机和机头温控装置 1 套B.7 控制柜和操作面板 1 套B.8 生产线自动控制系统 1 套包括:PLC 和触摸屏B.9 钢结构, 框架, 支撑 1 套B.10 设备内部的液压单元及各装置间的液压油管材和机件1 套B.11 设备内部的压缩空气管路材料和机件 1 套B.12 安全保护装置 1 套B.13 除配电室到设备控制柜(线长20 米以内)外的其它所有电缆及其硬软导管 1 套B.14 设计联络(在买方工厂) 1 套B.15 技术文件(包括一套光盘形式) 1 套B.16 生产线装船前在卖方工厂的自行检查 1 套B.17 在卖方工厂的测试操作 1 套B.18 包装、装船和运输(1) 设备运输拆卸、防腐处理和木箱包装1套(2) CIF 青岛港。
三复合挤出胎面的质量问题及解决措施胎面三复合挤出是轮胎制造的重要工序,常因混炼胶质量和挤出设备工艺参数等控制不严出现挤出胎面尺寸不合格、破边、焦烧、麻面等质量问题,进而影响轮胎生产效率和质量,甚至导致轮胎动平衡性变劣.子午线轮胎三复合胎面在挤出工序产生这些问题的原因并采取了相应的解决措施,取得了良好的效果,使我公司半钢子午线轮胎三复合挤出胎面质量得到了提高。
1尺寸不合格胎面、胎侧尺寸不合格一般有两种情况,一、厚度不对称、过厚或过薄、过宽或过窄、胎侧宽度不对称等由静态因素引起的质量问题;二、胎面中部变厚、肩部变薄、长度不足等由动态因素引起的质量问题1. 1原因分析1. 挤出机流道板、口型安装不正, 或者预口型、口型变形,造成胎面厚度、胎侧宽度不对称。
2. 口型板两边螺栓松动, 且两边松紧不同, 造成胎面厚度、胎侧宽度不对称。
3. 挤出机温度低、胶料混炼不均, 导致胶料塑性差,挤出膨胀率大,从而引起胎面厚度、宽度超标。
4. 挤出供胶量波动, 引起胎面尺寸波动。
5. 挤出速度过快, 空气来不及排出, 挤出胎面产生大量气孔,尺寸易超标。
挤出速度过快还会引起/粘壁0现象,致使胎面出现中厚、肩薄问题。
1. 2解决措施1. 挤出流道和口型安装时, 必须将其清理干净,对中上正,将流道固定螺栓上紧。
2. 检查预口型、口型是否变形, 上紧口型板两边螺栓。
3. 严格执行工艺条件, 控制好挤出机各段温度。
一般来说,温度由高到底的顺序为:口型、机头、挤出段、喂料段。
4. 为避免挤出供胶量波动而引起胎面尺寸波动,供胶量一般比螺杆吃胶量略大,为此采用双桌供胶,以保证机头压力稳定。
5. 胎面口型确定后, 挤出工艺参数就基本固定。
在正常条件下,挤出工艺参数一般不能进行太大调整,如挤出速度调整过快,胎面尺寸会变化很大。
6. 从口型设计上增加机头压力, 以保证挤出胎面尺寸稳定。
2 破边三复合胎面挤出时破边会导致成品轮胎缺胶、外观不良等缺陷,并造成原材料和能源浪费。

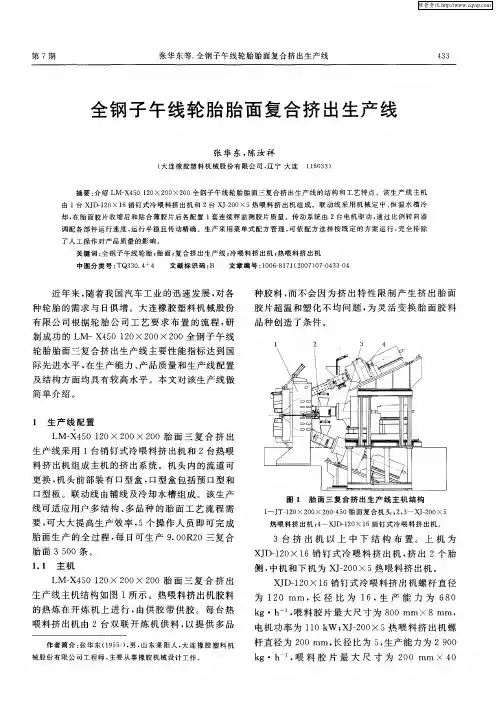
第 3 期孙淑英等.双胎面新工艺在全钢子午线轮胎中的应用169双胎面新工艺在全钢子午线轮胎中的应用孙淑英,魏进斌,武茂军,汤 超,王 亮[浦林成山(山东)轮胎有限公司,山东荣成264300]摘要:研究双胎面新工艺在全钢子午线轮胎中的应用。
新结构胎面较传统胎面增加了1层,第2胎面胶使用高模量、低生热胶料配方,位于传统的胎面胶与基部胶之间,起到良好的过渡作用。
通过胎面尺寸设计,使不同胶料在胎面中合理分布。
与传统轮胎相比,双胎面轮胎的耐久性能提高20.2%,高速性能提高21.4%,生产成本降低。
关键词:全钢子午线轮胎;双胎面;胎面尺寸设计中图分类号:TQ336.1;TQ330.6+4 文章编号:1006-8171(2024)03-0169-04文献标志码:A DOI:10.12135/j.issn.1006-8171.2024.03.0169新型绿色子午线轮胎生产过程的自动化、新工艺的创新化和信息化为当前轮胎制造的主要发展方向,其中新工艺的创新化对轮胎的质量提升及性能优化起着至关重要的作用。
在全钢子午线轮胎新产品生产工艺路线设计时,着力研究开发新的半成品部件结构,并进行相关工艺试验。
本工作研究双胎面新工艺在全钢子午线轮胎中的应用[1-4]。
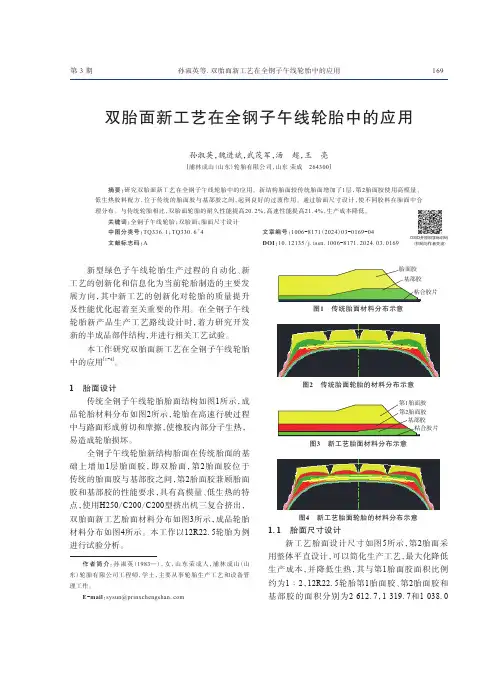
1 胎面设计传统全钢子午线轮胎胎面结构如图1所示,成品轮胎材料分布如图2所示,轮胎在高速行驶过程中与路面形成剪切和摩擦,使橡胶内部分子生热,易造成轮胎损坏。
全钢子午线轮胎新结构胎面在传统胎面的基础上增加1层胎面胶,即双胎面,第2胎面胶位于传统的胎面胶与基部胶之间,第2胎面胶兼顾胎面胶和基部胶的性能要求,具有高模量、低生热的特点,使用H250/C200/C200型挤出机三复合挤出,双胎面新工艺胎面材料分布如图3所示,成品轮胎材料分布如图4所示。
本工作以12R22.5轮胎为例进行试验分析。
图1 传统胎面材料分布示意图2 传统胎面轮胎的材料分布示意图3 新工艺胎面材料分布示意图4 新工艺胎面轮胎的材料分布示意1.1 胎面尺寸设计新工艺胎面设计尺寸如图5所示,第2胎面采用整体平直设计,可以简化生产工艺,最大化降低生产成本,并降低生热,其与第1胎面胶面积比例约为1∶2,12R22.5轮胎第1胎面胶、第2胎面胶和基部胶的面积分别为2 612.7,1 319.7和1 038.0作者简介:孙淑英(1983—),女,山东荣成人,浦林成山(山东)轮胎有限公司工程师,学士,主要从事轮胎生产工艺和设备管理工作。
752 轮 胎 工 业2019年第39卷缺气保用轮胎胎侧支撑胶出型破边的原因分析及改进措施路绍军,李红卫,郑 昆,袁金琪,杨京辉,陈卫勇[特拓(青岛)轮胎技术有限公司,山东青岛266061]摘要:分析缺气保用轮胎胎侧支撑胶出型破边的原因并提出相应的改进措施。
缺气保用轮胎胎侧支撑胶门尼粘度较大,造成破边的主要原因是端点处胶料挤出压力不足。
通过挤出口型参数调整,使口型比小于100%,从而达到增大机头压力的目的,同时提高口型盒的温度,可以明显减少胎侧支撑胶出型破边现象。
关键词:缺气保用轮胎;胎侧支撑胶;破边;口型比;口型盒温度中图分类号:TQ336.1;TQ330.53+2 文章编号:1006-8171(2019)12-0752-03文献标志码:B DOI:10.12135/j.issn.1006-8171.2019.12.0752缺气保用轮胎(Run-flat Tire)最早诞生于1987年,由于胎侧加厚并强化以达到轮胎在缺气时仍可以安全行驶一段距离的要求,在驾乘时会感觉比普通轮胎舒适性差。
随着生产技术的不断改进,第3代缺气保用轮胎胎侧胶的径向刚度减小,拥有了不亚于普通轮胎的驾乘舒适感。
但由于缺气保用轮胎胎侧支撑胶的门尼粘度较大,因此加工困难[1-2]。
本工作分析缺气保用轮胎胎侧支撑胶挤出过程中出型破边的原因,并提出相应的改进措施。
1 设备三复合挤出设备,主机为德国特勒斯特公司产品,由上、中、下机头及冷喂料销钉挤出机组成,生产支撑胶所用Φ250型冷喂料挤出机螺杆直径为250 mm,长径比为16,机头部分最大工作压力达到25 MPa,口型盒采用电加热形式,可设置不同温度;生产辅线为桂林市君威机电科技有限公司产品,主要包括收缩辊道、输送辊道、冷却水箱和接取装置等。
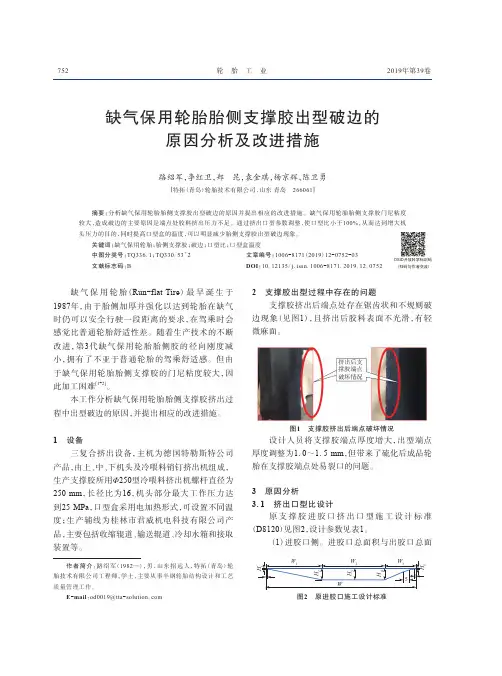
2 支撑胶出型过程中存在的问题支撑胶挤出后端点处存在锯齿状和不规则破边现象(见图1),且挤出后胶料表面不光滑,有轻微麻面。
ѢՐх图1 支撑胶挤出后端点破坏情况设计人员将支撑胶端点厚度增大,出型端点厚度调整为1.0~1.5 mm,但带来了硫化后成品轮胎在支撑胶端点处易裂口的问题。
1 天然橡胶本规程适用于标准胶1.1 天然橡胶的贮存1.1.1 天然橡胶到货时,首先要检查它的等级和种植园代号。
符合规定等级和种植园代号的标准胶,必须分别按等级和种植园代号单独整箱堆放,整齐存放。
1.1.2天然胶必须存放在棚仓内,不准日晒雨淋。
1.1.3入库后必须保持箱体完好。
霉烂、混入杂质的要挑出单独处理。
零散胶块必须整齐放在垫板上。
1.1.4入库胶应用卡片注明入库数量、时间、产地、等级、种植园代号及入库批号。
1.1.5天然橡胶出库时,开箱将带塑料薄膜的胶块有间隔地整齐装入专用筐内。
每个胶筐只准装一个集装箱的胶块,不准混装,然后整筐送往生胶干燥室,并挂上相应的标签。
1.1.6天然橡胶的存放时间不应超过6个月。
1.2天然橡胶的加温1.2.1必须按入库的先后顺序使用。
1.2.2加温室内外地面必须保持清洁。
1.2.3加温室的室内温度要保持60-70℃。
加温时间视季节而定,但加温好的胶块内部温度须达到30-40℃才准许付出使用。
1.2.4出库时必须整筐送至机台旁,出库的标准胶必须在8个小时内用完。
用不完时,要送回保温室。
1.2.5雨天送胶须加盖防雨布。
1.3 合成橡胶本规程适用于顺丁橡胶、丁苯胶、氯化丁基胶、丁基胶。
1.3.1胶入库时,应分类、分批单独码垛,整齐存放室内室温不得低于15℃。
1.3.2入库贮存与搬运过程中,合成胶的包装必须保持完好,直至出库使用前方可拆掉包装,保证聚乙烯不破损。
1.3.3合成橡胶使用前必须送加温室加温。
加温室室温不应高于70 ℃。
从加温室出库时胶块表面温度在35-45℃或保持胶芯温度30℃以上。
1.3.4任何情况下,合成胶块不得落地。
并有明确的质量卡片。
胶料检验不合格,没有处理通知不得出库使用。
1.3.5所有合成橡胶存放时间不应超过6个月。
1.4 碳黑与白色填料本规程适用于碳黑与白碳黑1.4 碳黑与白碳黑的贮存1.4.1 碳黑与白碳黑必须贮存于室内,并分类分批整齐存放。
注明批号、产地、数量、入库时间以及入库检验结果的质量卡片。
三复合安全操作规程一、挤出机头安全操作规程1、上机操作前,劳保用品穿戴整齐,严禁敞衣,散袖。
2、机头打开或关闭时,禁止旁边站人,并随时观察鼻子部位的情况,打开风、水、汽阀门时,头要避开阀门的正面。
3、装卸流道板,预制板和成品板,使用专用工器具时,夹具要卡紧,防止脱落,伤害身体。
同时,装卸流道板时,要特别注意上机头,防止头部割伤。
4、安装口型板时,手要避开插销,如果需两人操作,要互相配合好,防止手被挤压或掉落造成人身伤害。
5、在正常开车操作中,人体的所有部位都不允许接触机器的旋转部件,调速时,不准用硬物戳动任何电器设备。
6、设备维修或维护时,应及时关闭电压,气压,液压系统,并卡紧部件,使之不能移动,而且要使蓄压系统降压。
7、设备加热或运行期间,禁止打开空气解压阀。
8、装卸板,流道时,必须戴长袖皮手套,并特别注意避免暴露的皮肤接触身体,防止烫伤。
9、只有在设备停止后才能清洁侧压辊。
10、在生产和停工期间遇到问题时,必须有专人负责设备的操作,防止误操作造成意外伤害。
多人配合操作时应做好沟通,防止误操作现象发生。
二、喂食安全操作规程1、作业前穿戴劳动防护用品。
2、割胶刀使用时,刀口前禁止站人,防止意外发生。
3、在运输带供料,掺用回料时,手要远离压辊,防止手指因粘胶而被压碎。
4、挤出机开动后,如发现喂料口内有异物,严禁直接用手取,如果威胁设备和橡胶化合物的质量,必须停机处理。
5、喂料口塞胶时,严禁直接用手推,使用木棒等工具和仪器戳和夯实喂食口,必要时停机处理。
6、挤出机转动后,不要弯腰进入喂食口;上衣不准装有任何物品。
7、金属探测器报警后,切割橡胶时必须有两个人协调操作,并注意安全。
8、在挤出机喂料口喂料时,手要扶住喂料口,并注意脚踩位置,防止意外发生。
9、上下楼梯时要注意脚下,防止摔伤或撞伤。
三、切割安全操作规程1、作业前应穿戴好劳动防护用品。
2、热裁刀正常运作时,任何人不得进入隔离罩。
4、设备运转过程中,如发生塞胶等异常情况时,应立即停机处理,在设备输送带运行过程中,严禁用手拉胶或拿东西。
第一节、生产流程及生产工艺合理的结构设计,配方设计,优质的原材料和科学的工艺条件,需要高精度的生产过程。
必须从生产工艺装备上形成比较完整的生产流水线及专用的辅助设备,保证生产工艺技术先进、严格、科学合理。
否则再好的设计,保证不了轮胎加工质量和精度,生产过程控制不好,也不可能有好的产品质量。
生产过程主要包括:胶料制备、纤维帘布压延、各种型胶压出、钢丝帘布压延、裁断、钢丝圈制造、轮胎成型、硫化、白胎侧打磨和喷涂保护液、成品检测等几个主要工序。
现将主要的工艺介绍如下:1、胶料制备:▲混炼工艺混炼工艺是子午胎生产的重要环节。
子午胎胶料的特点是碳黑填充量大,胶料硬度高,加入的助剂多,混炼困难。
根据不同的胶料要求和配方特点,确定的混炼工艺是不同的。
混炼过程分为母炼胶和终炼胶,母炼胶通常还分为一段母胶、二段母胶或三段母胶等.碳黑的用量越大混炼的段数越多。
在整个的胶料制备过程中,要保证两个方面的过程得到有效的控制,一个是称量系统,要保证各种配方的橡胶和助剂等材料称量准确,二是要求在混炼过程中温度、时间、功率等工艺参数得到有效的控制,这些参数直接影响到混炼胶的质量的好坏。
目前各种物料的称量和输送和生产过程的工艺参数基本采用自动称量系统,由计算机自动控制,保证胶料的质量.混炼系统一般包括为:小料自动称量系统碳黑储罐及称量系统工艺油储罐及称量系统隔离液储罐和循环系统上辅机控制系统密炼机下辅机系统用于母胶混炼密炼机一般容量大,效率高,如PX—420密炼机、GK400等,其下辅机为螺杆挤出机;用于终炼胶的密炼机为GK255密炼机、GK270N密炼机,其下辅机为开炼机,主要保证胶料的温度能尽快降低。
密炼机密炼机是胶料混炼最重要的设备。
根据转子的不同密炼机可分为很多种。
ZZ2型转子具有排胶温度低、效率高、分散性好等特点,其炼胶性能均优于其它类型密炼机,特别适用于子午胎胶料的终炼。
4—Wing为四棱切线型转子,它具有较大的填充系数和能量输入,由于胶料在混炼室内得到最充分的流动,使其具有较高的出胶量和炼胶质量。
高分子专业生产性教学案例一、教学案例设计教学案例名称胎面压出工艺企业生产案例名称摩托车轮胎胎面压出教学案例背景胎面是轮胎结构的重要组成部分,需要在成型前将胎面半成品制好备用。
胎面半成品通常采用压出工艺生产,要求表面光滑、无气泡、尺寸精准、不焦烧。
胎面压出工艺技术员是高分子专业学生毕业后面向的岗位之一,要求学生熟悉胎面压出工艺,能设计和控制工艺,保证产品质量和生产效率。
本教学案例源自四川远星橡胶有限责任公司,经过教学化处理,可应用于实际教学,促进教学内容与生产过程对接,提高学生学习兴趣,提升学生的综合职业能力。
案例问题1.胎面生产工艺方法如何选择?2.工艺流程和工艺条件如何设计?3.胎面常见质量问题及其解决办法?案例教学目标知识目标1.熟悉胎面压出工艺方法、工艺流程和工艺条件;2.掌握胎面胶质量要求,理解工艺条件对胎面胶质量和生产效率的影响;3.掌握胎面压出常见的质量问题及产生原因。
能力目标1.能根据不同胎面的要求,合理选择工艺方法,设计工艺流程和工艺条件;2.能分析质量问题,通过调整和控制工艺条件,解决胎面压出常见的质量问题。
素质目标1.培养学生自主学习能力和终身学习意识;2.培养学生工匠精神和劳动精神;3.培养学生团队协作、口头表达能力。
教学流程二、教学案例相关知识(一)胎面压出对胎面胶的质量要求1.压出胎面胶断面尺寸应符合施工标准。
因为施工标准是根据成品的设计要求确定的,如果达不到要求,将影响产品质量和原料消耗定额。
2.胎面胶胶料致密性好、无气泡、表面平整、无疤痕、无裂缝、无水渍、无杂质、无焦烧和喷霜现象。
否则硫化过程中,影响胶料的流动性,产生外观缺陷,降低胎面胶与胎体的附着力。
3.胎肩两侧对称,不得有凹凸不平,不得有短边等缺陷。
4.存放时间不小于4h,不大于60h,先压出先用。
(二)压出工艺方法1.单层整体压出特点:采用一种配方的胶料,通过一台挤出机压出。
管理方便,但不能充分发挥胎面各部位胶料的作用,仅适用于小规格轮胎胎面生产。
第47卷 第1期·6·作者简介:杨栋生(1978-),男,中化化工科学技术研究总院有限公司设计所副所长,高级工程师,本科,主要从事轮胎工程设计工作。
收稿日期:2020-10-15半钢轿车子午线轮胎工厂生产工艺包括两个部分,炼胶车间生产工艺和半钢轿车子午胎车间生产工艺,其中炼胶车间生产工艺包括三个主要工序:胶料母炼工序、胶料返炼工序和胶料终炼工序;半钢轿车子午胎车间生产工艺包括四个主要工序:压延、压出工序,裁断、成型工序,硫化工序和成品检查工序,其中压延、压出工序包括钢丝/纤维帘布制备、内衬层制备、胎面胎侧制备、胎圈制备等,裁断成型工序包括胎体帘布制备、带束层和子口补强层制备、冠带层制备、子口包布制备和胎坯成型等,硫化工序仅包括胎坯硫化,成品检测工序包括成品外观检查、均匀性检查、动平衡检查、X 光抽检和气泡抽检等。
轮胎工厂工序如图1所示。
1 炼胶车间生产工艺(1)胶料母炼生胶经过胶料秤称量,称量好后存放于投料运输带,经投料运输带投入密炼机。
炭黑、大粉料采用密闭气力输送,储罐储存、自动秤称量,称量后存放在暂存罐中,按控制程序经管路自动投入密炼机。
化工小粉料储存在小粉料自动称量系统的储斗中,经管路进入小粉料自动秤称量装置,称量好后装入塑料袋,经投料运输带投入密炼机。
油料通过输油泵输送至炼胶车间三层中间储罐,再经输油管送至车间二层的油料自动秤,称量好的油料进入中间储油斗储存,按程序经注油泵注入密炼机。
半钢轿车子午线轮胎工厂生产工艺杨栋生(中化化工科学技术研究总院有限公司, 北京 100083)摘要:子午线轮胎胎体帘线排列方式与斜交轮胎不同,不是交叉排列,是与轮胎断面平行与胎冠中心呈90°角或接近90°角排列,由帘线周向排列或接近周向排列的带束层箍在胎体上形成一条几乎不能伸张的刚性环形带。
半钢子午线轮胎胎体骨架采用人造丝或其他纤维,带束层的骨架材料采用钢丝帘线,一般而言,轿车胎都是半钢子午线轮胎,卡车胎都是全钢子午线轮胎,当然也有特殊的,例如轻卡胎,一般为半钢子午线轮胎,也有部分是全钢子午线轮胎,本文的生产工艺特指半钢轿车子午线轮胎工厂生产工艺。
轮胎部件三复合挤出生产线技术要求Tire component three composite extrusion(tri - extruder?Triplex extruder?) production line technical requirementsA挤出机部分A Extruder一、设备范围The range of equipment⏹主机部分Basic machine◆Φ120×16D销钉机筒冷喂料挤出机(含电机、减速器)1台120 x 16D pin barrel cold feed extruder (including motor,reducer) 1 (这个和下面的重复了,有两个了)◆Φ200×16D销钉机筒冷喂料挤出机(含电机、减速器)1台200 x 16D pin barrel cold feed extruder (including motor, reducer) 1◆Φ120×16D销钉机筒冷喂料挤出机(含电机、减速器)1台120 x 16D pin barrel cold feed extruder (including motor,reducer) 1 (这个和上面的重复了,有两个了)◆温控装置(TCU)(14单元,含连接管路)1台Temperature Control Unit (TCU) (14 units, includingconnecting pipe) 1◆Φ120供胶机2台120Glue machine?feeding mill? 2◆Φ200供胶机1台200Glue machine?feeding mill? 2◆三复合液压机头1套Three composite hydraulic head?Triplex hydraulic head?1◆液压系统1套Hydraulic system 1⏹电气部分The electrical part◆主操作台1台The main operating station 1◆直流驱动柜1套DC drive cabinet 1set◆机台内电缆、电桥架1套The cable in the machine、Bridge frame 1⏹随机附件Supplied Accessories◆螺杆顶出器(Φ120、Φ200挤出机用) 各1套Screw ejector?Screw jack?( for Φ120、Φ200 extruder) each 1set拔销器(Φ120、Φ200挤出机用) 各1套Pin puller ( for Φ120、Φ200 extruder)each 1set销钉(Φ120、Φ200挤出机用) 各总数一半Pins ( for Φ120、Φ200 extruder)each Half of the total盲销(Φ120、Φ200挤出机用) 各总数一半Blind pin( for Φ120、Φ200extruder)each half of the total◆旁压辊齿轮各一件the roller gears each 1◆旋转接头各一只rotary joint each 1◆安全销各两付Safety pin each 2◆按钮2只Button 2◆指示灯2只Indicator light/pilot lamp 2◆温控熔断器各10只Temperature fuse each 10◆热电阻各2支The thermal resistance each 2液压系统密封件及易损件一套Seal and wearing parts of the hydraulic system 1温度控制系统密封件及易损件一套Seals and wearing parts of the temperature control system 1随机技术文件Supplied technical documents⏹图纸4套Drawing 4●含以下部分:Contains the following parts:设备基础图及安装图(含水\电\气动力要求及布置)Equipment foundation drawings and installation drawings(Water \ electricity \ gas power requirements and layout)电气原理及接线图Electrical schematics and wiring diagrams温控装置原理及接管图The principle of the temperature control device and takeover diagrams液压系统原理图The principle diagram of the hydraulic system diagram易损件及备件图Wearing parts and spare parts diagram设备各部位润滑点示意图Schematic diagram of equipment parts lubrication points安装调试、操作、维护手册(中文资料)Installation, operation, maintenance manual (Chinese data)各4份each 4⏹外购件随机文件1份Purchased supplied file 1⏹设备部件目录清单1份Equipment component list 1⏹设备装箱单1份Equipment packing list 1⏹产品合格证1份Product qualification certificate 1。
三复合挤出机(胎面)技术规范Φ75 毫米冷喂料销钉式挤出机Φ150 毫米冷喂料销钉式挤出机Φ90 毫米冷喂料销钉式挤出机2014 年8 月9日A. 基本规格A.1 产品名称这些带有三复合机头的挤出机是用来生产下高档半钢子午胎的部件:A.2 采用的设备A.2.1 上挤出机 : 螺杆直径75 毫米冷喂料销钉式挤出机A.2.2 中挤出机: 螺杆直径150 毫米冷喂料销钉式挤出机A.2.3 下挤出机: 螺杆直径90 毫米冷喂料销钉式挤出机A.2.4 开口尺寸上机头开口尺寸 : 100 毫米 (宽) x 20 毫米 (高) x 2中机头开口尺寸 : 370 毫米 (宽) x 20 毫米 (高)下机头开口尺寸 : 370 毫米 (宽) x 15 毫米 (高)A.2.5接取传送带,冷却线等挤出半成品后的装置须由买方安排。
B. 供货范围B.1 φ75 冷喂料销钉式挤出机带电机、减速机等 1 台包括一套螺杆和销钉取出工具各一套B.2 φ150 冷喂料销钉式挤出机带电机、减速机等 1 台包括一套螺杆和销钉取出工具各一套B.3 φ90 冷喂料销钉式挤出机带电机、减速机等 1 台包括螺杆和销钉取出工具各一套B.4 三复合挤出机头 1 套应包括用于机头内胶料温度/压力检测、显示的Dynisco 传感器(上,中,下机头各一套)B.5 流道插件,口型盒,预口型,终口型数量: 见本规格书的说明B.6 挤出机和机头温控装置 1 套B.7 控制柜和操作面板 1 套B.8 生产线自动控制系统 1 套包括:PLC 和触摸屏B.9 钢结构, 框架, 支撑 1 套B.10 设备内部的液压单元及各装置间的液压油管材和机件1 套B.11 设备内部的压缩空气管路材料和机件 1 套B.12 安全保护装置 1 套B.13 除配电室到设备控制柜(线长20 米以内)外的其它所有电缆及其硬软导管 1 套B.14 设计联络(在买方工厂) 1 套B.15 技术文件(包括一套光盘形式) 1 套B.16 生产线装船前在卖方工厂的自行检查 1 套B.17 在卖方工厂的测试操作 1 套B.18 包装、装船和运输(1) 设备运输拆卸、防腐处理和木箱包装1套(2) CIF 青岛港。
适合内陆运输的木箱包装,符合中国卫生检疫标准。
1 套B.19 卖方人员负责在买方工厂完成安装指导,安装检查,调试,空载试车和 1 套负载试车以及对买方技师培训的服务。
B.20 备件合同总价的2% 1 套上述内容在本规格书中有详细阐述。
C. 工作条件C.1 工作时间Working Time : 8小时/班,3班/天, 7天/周C.2 环境条件C.2.1 环境温度 : 最低 0 摄氏度最高 40 摄氏度C.2.2 相对湿度 : 最高 95%C.2.3 设备安置 : 室内无害区域(卖方设计没有考虑防爆和对腐蚀性气体防护)C.3 电力供应: 交流380 伏+/- 10%, 50 赫兹+/- 1%, 3 相若需要,买方需安排电压稳压器。
C.4 压缩空气C.4.1 压力 : 0.7 MpaC.4.2 质量 : 清洁且无油C.5 冷却水C.5.1 压力: 0.2 - 0.4 Mpa如有必要,需由买方提供减压阀C.5.2 温度: 低于25 摄氏度C.5.3 水质含碱量: 低于50 ppm硬度: 低于l 50 ppm蒸发残余: 低于200 ppm氯离子: 低于30 ppm铁: 低于0.1 ppm锰: 低于0.1 ppmC.6 温控软化水C.6.1 压力: 0.2 –0.4 MpaD. 技术操作参数D.1产品名称这些带有三复合机头的挤出机是用来生产下高档半钢子午胎的部件:D.2 胶料D.2.1 所采用的胶料胶料种类门尼粘度(在100 摄氏度时)D.2.1.1 胎面填充层的胶料40~70D.2.1.2 胎面的胶料40~80D.2.1.3 耐磨的胶料40~70D.3 产品规格D.3.1 最大宽度和最大厚度(三层)胎面 : 350 毫米 x 14.5 毫米D.4. 产品技术参数D.4.1 本机适应于轮胎用胶部件的三复合、双复合、单压出的生产。
D.4.1.1 压出的型胶表面均匀光滑。
D.4.1.2 机头压出型胶的最大宽度和最大厚度。
a) 胎面复合件:最大宽度350mm 最大厚度14.5mm。
D.4.1.3 出型胶的宽度公差:单挤≤±2mmD.4.1.4 压出型胶的厚度公差:单挤≤±0.2mmD.4.1.5 复合件接头公差:单挤≤±1mmD.4.1.6 冷喂料挤出机出口处的型胶温度不超过 : 120℃D.4.1.7 孔隙率:断面的孔隙率不超过 : 2%说明 : 这些气孔是由于在高温下胶料中的化学成分和水分蒸发而形成的。
这些化学成分和水分需要由买方去控制。
因此我们无法保证上述比率。
D.4.1.8 a) 75 挤出机适应的最大门尼粘度: 70 ML(1+4)/100℃d) 150 挤出机适应的最大门尼粘度: 80 ML(1+4)/100℃e) 90 挤出机适应的最大门尼粘度: 70 ML(1+4)/100℃D.4.1.9 挤出机的最大工作压力: 25Mpa机械强度: 出于安全的目的,卖方三复合机头机械强度是按照三最大35Mpa的机械强度来设计和制造的。
D.4.1.10 a) 温控装置的最大调节温度:机头 95℃挤出机 95℃b) 温控装置设定值与实际值相差:±2℃c) 温控装置的控制精度:±1℃。
D.4.1.11 设备的噪音(距机器1 米处任一位置测量) : 小于85 分贝D.4.1.12 流道与预口型的接触面处不能漏胶,旁压辊处不能漏胶。
D.4.1.13 设备任何部位不能漏油、水、汽、风。
D.4.2 生产效率PrD.4.2.1 在满足出胶温度≤120℃的情况下,以215/75R15 规格为例对应的门尼粘度值(ML1+4/D.4.2.2 生产线生产速度 = 挤出机最大排胶量 /(部件每米重量 * 60)备注 : 实际产量可能会因以下条件而改变a) 采用胶料的特性b) 产品类型(宽度,厚度,形状)c) 生产条件E. 具体规格E.1 挤出机E.1.1 Φ75 毫米挤出机1.类型带有强制喂料辊的冷喂料销钉式挤出机2.螺杆直径75 毫米3.螺杆长度长径比=144.螺距 1.2 (MZ1 )5.螺杆转速 5.52~55.2 转/分6.喂料辊喂料辊固定于紧邻螺杆的后部从挤出机头方向观察,喂料辊应位于右侧7.销钉数量 6 枚x7 排6x7 rows销钉材质SNCM439 (软氮化)硬度Hs80±5 (Hv725±35)8.料斗开口尺寸100mm x 110mm9.电机9.1功率30 千瓦,1,750 转/分,交流380 伏速度由变频器改变9.2 可逆性可以短时低速反转9.3制造商東洋10.喂料胶片10.1 喂料数量 1 片10.2宽度和厚度最大宽度 250 mm最大厚度6~8mmE.1.2 Φ150 毫米挤出机1.类型带有强制喂料辊的冷喂料销钉式挤出机2.螺杆直径150 毫米3.螺杆长度长径比=164.螺距 1.45.螺杆转速 4.54~45.4 转/分6.喂料辊喂料辊固定于紧邻螺杆的后部从挤出机头方向观察,喂料辊应位于右侧7.销钉数量8 枚x10 排销钉材质 SNCM439 (软氮化)硬度Hs80±5 (Hv725±35)8.料斗开口尺寸160mm x 210mm9.电机9.1功率200 千瓦, 1,750 转/分,交流380 伏速度由变频器改变9.2 可逆性Reversing 可以短时低速反转9.3制造商東洋10.喂料胶片10.1喂料数量 1 片10.2宽度和厚度最大宽度 700mm最大厚度 10mmE.1.3 Φ90 毫米挤出机1.类型带有强制喂料辊的冷喂料销钉式挤出机2.螺杆直径90 毫米3.螺杆长度长径比=164.螺距 1.25.螺杆转速 4.98~49.8 转/分6.喂料辊喂料辊固定于紧邻螺杆的后部从挤出机头方向观察,喂料辊应位于右侧7.销钉数量 6 枚x9 排销钉材质 SNCM439 (软氮化)硬度 Hardness Hs80±5 (Hv725±35)8.料斗开口尺寸 120mm x 130mm9.电机9.1功率 55 千瓦, 1,750 转/分,交流380 伏速度由变频器改变9.2 可逆性可以短时低速反转9.3制造商東洋10.喂料胶片10.1喂料数量 1 片10.2宽度和厚度最大宽度 350mm最大厚度 10mmE.1.4 具体解释参见各部分(1) 挤出螺杆挤出螺杆采用右旋螺纹,用高硬度合金钢制成,表面氮化深度0.6 毫米。
螺杆沿中心轴线有一个用于水循环的孔,通过旋转接头和连接软管与螺杆后部相连。
螺杆可以利用我们提供的螺杆牵引器从衬筒中向前拉出。
材质: SACM645 (铝铬锰钢)硬度: Hs 95+/-5 (Hv 1020+/-35)(2) 喂料斗段喂料斗段是由高质量的灰铸铁制成并用螺栓固定在齿轮箱上。
喂料斗有一个机筒用于控温。
可更换的料斗衬筒是用内表面已硬化的氮化钢制成。
材质: SACM645 (铝铬锰钢)硬度: Hs 95+/-5 (Hv 1020+/-35)喂料斗材质 : FC300 灰色铸件(3) 喂料辊喂料段有一个由特殊钢制成的强制喂料辊,由齿轮驱动。
喂料辊的轴承通过手工润滑。
一把可调整的刮刀用于连续清洁辊筒表面。
喂料辊采用独立水冷。
喂料辊可以很容易地更换。
表面硬度 : Hs 80+/-5 (Hv 725+/-35)(4) 挤出机筒(一体型机筒)挤出机筒由中间机筒和前端机筒组成。
前端机筒用螺栓固定在挤出机头上。
挤出机筒由铸钢制成,内有螺旋状凹槽用于热水循环。
温控循环水温是通过一个热电偶测量回水温度来自动控制的。
机体截面上均布销钉。
内壁材质 : SACM645 铝铬锰钢 (相当于ISO-41CrAlMo74)内壁硬度 : Hs 95±5 (Hv 1000±35)销钉材质 : SNCM439 (相当于AISI-4340) + 软氮化处理销钉硬度 : Hs 80±5 (Hv 725±35)带有: 料斗滑槽(5) 齿轮箱减速齿轮箱有一个强制润滑装置,并采用单螺纹齿轮。
齿轮箱壳体由焊接钢板或铸铁制成。
输出轴与螺杆连接,其中钻孔用于冷却螺杆。
强制润滑装置由一台油泵,一个流量指示器,一只过滤器,一只压力表和一个截止阀组成。
该单元用于润滑齿轮,轴承和推力轴承。
制造商 : 住友重机械工业减速齿轮 : 3 级齿轮输入速度 : 最大1,750 转/分伺服系数 : 135%减速齿轮箱规格 : PHA9040P3-31.5 (Φ75 毫米挤出机)Type of reduction gear PHA9040P3-31.5PHD85P3-40 (Φ150 毫米挤出机)PHD85P3-40PHD9050P3-35.5 (Φ90 毫米挤出机)PHD9050P3-35.5(6) 3 台挤出机可以单独运转或协同工作E.2 三复合机头E.2.1 挤出机规格上挤出机: 螺杆直径75 毫米冷喂料销钉式挤出机中挤出机: 螺杆直径150 毫米冷喂料销钉式挤出机下挤出机: 螺杆直径90 毫米冷喂料销钉式挤出机E.2.2 开口尺寸上机头开口尺寸: 100 毫米 (宽) x 20 毫米 (高) x 2中机头开口尺寸: 370 毫米 (宽) x 20 毫米 (高)中下机头开口尺寸 : 370 毫米 (宽) x 15 毫米 (高)背叠式三复合机头是由铸钢制成。