电子束焊接真空系统设计
- 格式:pptx
- 大小:2.61 MB
- 文档页数:27
电子束焊接机的工作原理解析电子束焊接机是一种高精度的焊接设备,广泛应用于航天航空、电子、汽车制造等领域。
它利用电子束照射在焊接材料上,通过高能电子束的热量使焊接材料熔化并形成焊缝。
在这篇文章中,我们将对电子束焊接机的工作原理进行详细解析。
1. 电子束的发射电子束焊接机使用高能电子束作为热源进行焊接。
电子束是通过电子枪发射出来的,电子枪采用了聚焦系统,能够将电子束聚焦到极小的直径。
在发射电子束之前,需要对电子束进行加速和聚束等处理,以获得高能、高密度的电子束。
2. 电子束的定位和控制在焊接过程中,需要将电子束准确地定位到焊接的位置。
电子束焊接机采用了精密的光学系统和控制系统来实现电子束的定位和控制。
光学系统通过透镜和光电元件等组件,控制电子束的位置和聚焦。
控制系统则负责调节电子束的加速度、电流和焦点位置,以实现高精度的焊接操作。
3. 焊接区域的真空环境电子束焊接机需要在真空环境中进行焊接。
真空环境的创建是为了防止电子束在空气中与气体分子碰撞,从而保证电子束的稳定性和焦点的聚焦性。
在焊接区域建立真空需要使用专门的真空系统,包括真空室、真空泵和气体净化装置等。
4. 焊接材料的熔化和冷却电子束焊接机利用高能电子束的热量使焊接材料熔化,并在熔化的状态下形成焊缝。
电子束的高能量和高密度使得焊接速度快、深度大,并且能够实现焊接接头的高质量。
焊接完成后,焊接材料会迅速冷却固化,形成坚固的焊缝。
5. 焊接过程的监测和控制在焊接过程中,电子束焊接机通过光电元件、温度传感器、位移传感器等监测设备,不断对焊接参数进行实时监控。
通过这些数据,控制系统可以调节电子束的功率、焦点位置和焊接速度等参数,以获得稳定的焊接质量。
总结:电子束焊接机以其高精度、高效率和高质量的焊接特性,在各个领域得到了广泛应用。
它的工作原理基于高能电子束的热能作用,通过电子束的发射、定位和控制,焊接区域的真空环境,焊接材料的熔化和冷却,以及焊接过程的监测和控制等关键步骤,实现了精确、快速和高质量的焊接操作。
真空电子束深熔透焊接原理浅析舒学芳 张从平 杨 冬(东方汽轮机厂制造技术处,四川618201)摘要:分析了真空电子束深熔透焊接机理,在电子束焊接能量分配传热模型的基础上,阐明了深熔透焊接的熔池流动行为和熔质密度分布情况,为燃气轮机压气机静叶环真空电子束焊接试验和实际生产提供了强有力的理论依据。
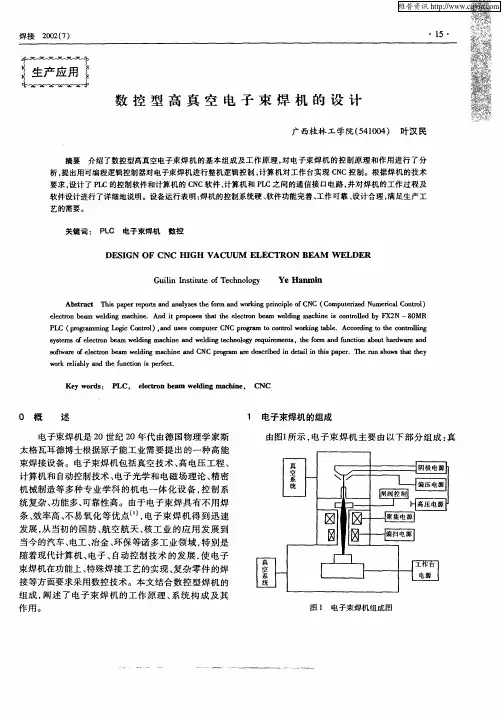
关键词:真空电子束;深熔透焊接;原理中图分类号:T G439.3 文献标识码:AThe Brief Analysis of t he Principle for VacuumElect ron Beam Deep Penet ration WeldingShu Xunfang,Zhang CongPing,Yang DongAbstract:The mechanism of vacuum electron beam deep penetration welding has been analyzed,meanwhile on the basis of heat transmission mould for the electron beam welding energy distribution,the molten pool flow2 ing action and the solute density distribution situation of deep penetration welding have been explained to provide the forcef ully theoretic foundation for vacuum electron beam welding experiment of fixed blade ring in the gas turbine compressor and its actual production.K ey w ords:vacuum electron beam;deep penetration welding;principle1 引言随着现代科学技术的飞速发展,电子束焊接技术的应用范围不断扩大。
电子束焊接机的设备结构和工作原理分析电子束焊接机是一种高精度焊接设备,广泛应用于航空航天、汽车制造、电子工业和船舶建造等领域。
它采用电子束作为焊接能源,通过高速电子的聚集、加热和熔化金属,实现工件的精确焊接。
本文将详细分析电子束焊接机的设备结构和工作原理。
一、设备结构:1. 电子束发生器:电子束发生器是电子束焊接机的核心部件,负责产生高能电子束。
通常由电子枪、电子源和加速管组成。
电子枪通过准直系统控制电子束的直径和方向,电子源提供高电压和电流,加速管将电子束加速到所需速度。
2. 工件和夹具:工件是需要焊接的零部件,夹具用于固定和定位工件。
在电子束焊接过程中,工件必须精确定位和稳定固定,以确保焊接质量。
3. 触发和控制系统:触发和控制系统用于控制电子束焊接机的动作和参数。
包括焊缝形状、焊接速度、焊接时间和电子束功率等参数的设定和调整。
4. 抽真空系统:由于电子束是在真空环境中产生和传输的,所以抽真空系统是电子束焊接机的重要组成部分。
它能够将焊接室中的气体和杂质抽出,保证焊接过程的稳定性和质量。
5. 辅助设备:电子束焊接机通常还配备了一些辅助设备,如冷却系统、传感器和数据采集系统。
冷却系统用于保持电子束发生器和焊接室的温度稳定;传感器用于监测焊接过程中的温度、电流和电压等参数;数据采集系统用于记录和分析焊接过程的数据,以便进行质量控制和优化。
二、工作原理:电子束焊接机的工作原理基于电热效应和材料熔融。
在焊接过程中,电子束的高能量会使工件表面的金属迅速加热,从而达到熔化的温度。
熔化的金属会迅速流动并填充焊缝,形成一个均匀的焊接接头。
1. 电子束的生成:电子束通过电子发生器产生。
首先,电子源提供高电压和电流,然后通过电子枪产生的电场加速和聚焦电子。
电子束经过准直系统控制直径和方向,将高速电子束聚焦到焊接区域。
2. 焊接过程:在焊接过程中,电子束与工件表面相互作用。
电子束的高能量会将金属表面迅速加热至熔点以上,使其熔化。
2mm板厚304L真空电子束焊焊接工艺电子束焊接是利用空间定向高速电子束焊(EBW)是指在真空或非真空环境中,利用汇聚的高速电子流轰击焊件接缝处所产生的热能,使被焊金属融合的一种焊接方法。
电子束焊接是一种高能束流焊接方法,可以焊接熔点、热导率、溶解度相差很大的异种金属。
可以焊接热处理强化或冷作硬化的材料,而对接头的力学性能没有太大的影响。
可实现不开坡口单道大厚度材料的焊接,节约大量填充材料,降低能源消耗,焊接速度快、焊缝组织性能好,焊接变形小,焊缝纯度高、接头质量好,工艺适应性强,可焊材料多,再现性好,可简化加工工艺。
一、设计题目及要求2mm板厚304L真空电子束焊焊接工艺母材尺寸:300mmX100mmX2mm的304L试件二块。
二、母材性能介绍304L不锈钢是一种通用性的不锈钢材料,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件。
304L是碳含量较低的304不锈钢的变种,较低的碳含量使得在靠近焊缝的热影响去中所析出的碳化物减少至最少,而碳化物的析出可能导致不锈钢在某些环境中产生晶间腐蚀。
1、母材化学成份见表1:表1304L化学成分w(%)2、母材的物理、力学性能见表2:表2304L物理、力学性能性屈服强度(MPa)抗拉强度物理、力学性能熔点延伸率硬度厶匕三205 三520 三40 HB<187HRB<90 1398~1420冃分HV<20类三、焊接设备的选择及特性选择高真空电子束焊。
1、高真空电子束焊机型号EZ-60/100如图1图1、EZ-60/100焊机选用电子束焊设备时,应综合考虑被焊材料、板厚、形状、产品批量等因素。
一般来说,焊接化学性能活泼的金属(如w、Ta、Mo、Nb、Ti)及其合金应选用高真空焊机;焊接易蒸发的金属及其合金应选用低真空焊机;厚大焊件应选用高压型焊机,中等厚度工件选用中压焊机;成批量生产时应选用专用焊机,品种多、批量小或单件生产选用通用型焊机。
2mm板厚304l真空电子束焊焊接工艺一、设计题目2mm板厚304L真空电子束焊焊接工艺二、原始材料1、工件材质:304L不锈钢是一种通用性的不锈钢材料,它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件。
其化学成分见表1、力学性能如表2所示。
2、母材数量:2块3、试件尺寸:300mm×100mm×2mm4、焊接要求:单面焊双面成形三、焊接设备与工具设备名称:真空电子束焊机(如图1所示)图1 真空电子束焊机设备型号:XW150.30制造厂:北京新样拓展有限公司焊接工具:耐高压的绝缘手套、绝缘鞋,防护眼镜。
四、焊前准备1、结合面的加工与清理电子束焊接头属于无坡口对接形式,装配时力求使零件紧密接触。
电子束焊结合面经机械加工,其表面粗糙度为10um。
工件表面的氧化物、油污应用化学或机械方法清除。
煤油、汽油可用于去除油渍,丙酮是清洗电子枪零件和被焊工件最常用的溶剂。
清理完毕后不能再用手后工具触及接头区,以免再次污染。
2、焊件装配焊件装配时力求紧密接触,接缝间隙应尽可能小而均匀,并使接合面保持平行。
装配间隙为0.1mm。
3、抽真空电子束焊机的抽真空程序通常自行进行,可以保证各种真空机组和阀门正确地按顺序进行避免由于人为的误操作而发生事故。
真空室需经常清洁,尽量减少真空室暴露在大气中的时间,仔细清除被焊工件的油污,并按期更换真空泵油,保持真空室的清洁和干燥是保证抽真空速度的重要环节。
4、焊前预热对需要预热的工件,根据一定的形状、尺寸及所需要的预热温度,选择适宜的加热方法,如气焊枪,加热炉、感应加热、红外线辐射加热等,在工件装入真空室前进行预热。
如果工件较小,加热引起的变形不会影响工件质量是,可在真空室内用散焦电子束来进行预热。
五、焊接工艺参数选择电子束焊的主要焊接参数包括加速电压、电子束电流、焊接速度、聚焦电流和工作距离等。
这些参数直接影响到焊缝的熔深和几何形状。
1、加速电压加速电压是电子束焊接的一个重要参数,提高加速电压可增加焊缝的熔深。
氦气保护超低真空电子束焊接束流散射及焊缝形貌分析0 序言电子束焊接技术已经应用于压力容器、核电装备、航天航空、汽车等行业,随着其不断地发展,也被越来越多的工业部门所采用. 电子束焊接的分类按工件所处的环境可分高真空(1 × 10−4 ~ 1 Pa)、低真空(1 ~ 10 Pa)和非真空三类[1-5]. 低真空电子束焊接在大型部件的焊接方面具有独特的优势,在真空设备能力不变的条件下,进一步降低真空度,并对电子束采取有效的保护措施,保证其能量密度,就可以扩大真空室的容积,节省真空设备的制造和运行费用,提高生产效率[6-8]. 与此同时,局部真空和非真空电子束焊接技术也是非常重要的发展方向.局部真空电子束焊接,工件处于低真空状态,如果能在超低真空下实现局部电子束焊接,将降低局部真空室的密封要求,增强对不规则的大型构件的焊接能力,提高局部真空电子束焊接的通用性及可靠性.20世纪以前,戏拟的贬义色彩浓重,被定义为“拙劣模仿”;《小罗伯特词典》认为戏拟是“对严肃作品的滑稽模仿……可笑的伪造”,(萨莫瓦约,2003:41)《法语语言词库》认为戏拟是“只能部分地、肤浅地还原原作的粗略模仿”。
(萨莫瓦约,2003:41)这样的定义过于简单又不够准确,对戏拟的贬义色彩过于强烈。
韦寿祺等人[8]研究了非真空电子束焊接的关键技术及其发展现状,总结了各种技术的优缺点,认为后续的研究重点可以在提高束流引出能力与焊接工件与NV-EBW 装置之间的距离上,从而提高NV-EBW 的焊接效率. 姚舜等人[9]通过试验论证提出了一种低真空填丝电子束焊接方法,解决了焊接质量与生产率的矛盾. 对于非真空电子束焊接时,必须要解决好电子束从高真空的电子枪室过渡到非真空(大气),在超低真空下的电子束因散射而造成的能量损失,因此需要开展对超低真空下电子束性能影响的研究,提出有效防止电子束在低真空下能量密度降低的保护措施,为非真空电子束焊接的研究做好基础性准备.目前,国内外对高真空(1 × 10−4 ~ 1 Pa)、低真空(1 ~ 10 Pa)电子束焊接的研究较多,而对超低真空电子束焊接的研究还未见详细报道. 因此开展超低真空电子束焊接的研究将有益于扩大低真空电子束焊接的应用,有助于局部真空以及非真空电子束焊接工艺的深入开展.1 试验方法采用自行研制的ESS150-200型低真空电子束电焊机,电焊机的最高加速电压为150 kV,最大束流200 mA,三级电子枪,真空系统分为5级. 当焊接真空室的真空度为1 333.2 Pa时,电子枪室的真空度仍可保持在1 × 10−2 Pa以上. 在真空系统第4级真空室与第5级真空室(工作室)之间加装一个特殊设计的与电子束同轴的氦气保护装置,使氦气气流与电子束保持同轴,用于保护电子束流.试验采用锯齿效应法研究真空度与电子束形貌之间的联系,保证电子枪室的真空度为1 ×10−2 Pa以上,通过调节针阀向工作室充入空气,使工作室保持在选定的超低真空的真空度. 电子束稳定工作后,再进行电子束形貌分析. 焊接材料选用低碳钢.1.3 观察指标随访且记录两组患者的平均手术时间、术中出血量、肛门排气时间、导尿管留置时间、下床时间以及住院时间等情况。
电子束焊接室真空度不良整改报告一、电子束焊简介电子束焊接能量密度高达300~500KW/mm2,焊接穿透能力强,焊透率高,焊缝均匀、工件热变形小、焊接质量高而稳定,具有结构紧凑,体积小、节能环保等优点。
其中电子束焊机由四个部分组成:电子枪系统、电源系统、真空系统、控制系统。
电子枪采用三级电子枪,可控性好,可在空间电荷限制状态下工作,电子束流通过偏压进行调整和稳定。
具有调整速度快、稳定性好、可任意调节焊缝宽度的优点。
焊接过程在真空室内完成,该室密封性好,采用2级泵抽真空,工作台系伺服控制的可使工件旋转的多轴控制台,能任意设置焊接位置,控制焊透率。
监控系统采用液晶显示屏程序控制,整个焊接过程在液晶显示屏进行完整的显示。
用超声波探伤机对焊缝焊接质量进行无损检测,检测灵敏度高,液晶显示屏直接显示检测结果。
二、电子束焊工作原理及构成I.工作原理电子束焊接是一种高能量密度的熔化焊方法。
它是利用空间定向高速运动的电子束,撞击工件后将部分动能转化为热能,从而使被焊工件熔化,形成焊缝。
如下图:电子枪结构示意图从阴极发射出来的电子,具有不同的初速度。
只有初始动能大于最低电位位能的电子,才能克服阴极表面附近的负电场而越过最低电位,进入加速场飞向阳极;而那些初始动能比较小的电子,在空间电荷的作用下又返回了阴极。
在平衡状态下,单位时间内跑向阳极的电子数加上返回阴极的电子数,等于阴极发射进入空间的电子数。
继续增高阴极温度,则阴极发射增加,空间电荷密度也增加,这等于加强了阴极表面附近的负电场,受负电位作用返回阴极的电子数增多,而跑到阳极的电子数却增加微少。
在阴极加热温度低时,阴极发射的电子都可以到达阳极,此时阳极电流取决于阴极发射温度,称为温度限制。
这种情况下,阴极加热温度的变化,对发射电流的影响很大。
当加热电压继续加高,空1-阴极;2-聚束极;3-阳极;4-聚焦线圈;5-偏转线圈;6-工件;7-电子束;UB -偏压;Ub -加速电压;阴极结构图间电荷效应起主要作用,阳极电流受空间电荷限制。