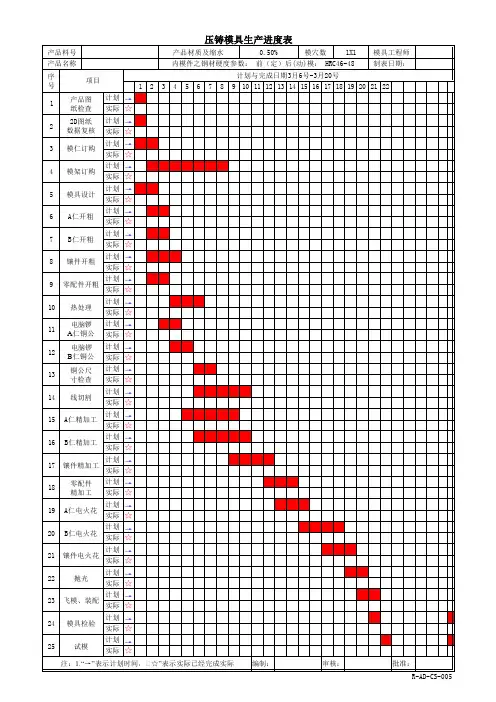
压铸模具进度表
- 格式:xls
- 大小:109.00 KB
- 文档页数:10
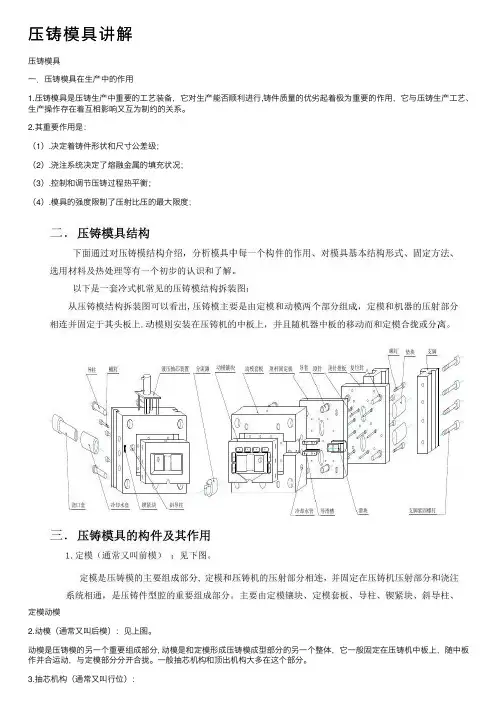
压铸模具讲解压铸模具⼀.压铸模具在⽣产中的作⽤1.压铸模具是压铸⽣产中重要的⼯艺装备,它对⽣产能否顺利进⾏,铸件质量的优劣起着极为重要的作⽤,它与压铸⽣产⼯艺、⽣产操作存在着互相影响⼜互为制约的关系。
2.其重要作⽤是:(1).决定着铸件形状和尺⼨公差级;(2).浇注系统决定了熔融⾦属的填充状况;(3).控制和调节压铸过程热平衡;(4).模具的强度限制了压射⽐压的最⼤限度;定模动模2.动模(通常⼜叫后模):见上图。
动模是压铸模的另⼀个重要组成部分, 动模是和定模形成压铸模成型部分的另⼀个整体,它⼀般固定在压铸机中板上,随中板作并合运动,与定模部分分开合拢。
⼀般抽芯机构和顶出机构⼤多在这个部分。
3.抽芯机构(通常⼜叫⾏位):作⽤: 抽动与开模⽅向运动不⼀致成型零件的活动型芯机构。
抽芯机构主要包括:斜导柱、侧⾯型芯、滑块、导滑槽、限位块、螺杆、弹簧、螺母、螺钉等部分组成。
如下图所⽰。
4.斜销(通常⼜叫斜导柱):见下图。
作⽤: 在开模过程中,强制滑块运动,抽出芯型。
有内抽芯和外抽芯两种,其断⾯形状多采⽤扁圆形,防⽌抽芯时拉伤滑块。
主要参数: 斜⾓α的⼤⼩和抽芯⼒⼤⼩、抽芯⾏程长短、承受弯曲度⼒⼤⼩有关。
斜⾓α的数值⼀般取:10°、15°、18°、20°、25°。
斜销直径取决型芯包紧⼒的⼤⼩,斜销长度 = 固定部分 + ⼯作段尺⼨ + (5~10) cm5.作⽤:6.作⽤:和导滑槽配合适当,其抽拔距离不能超过导滑槽长度的2/3,合模时滑块应受⼀定的预紧⼒,防⽌⾦属液窜⼊导滑槽,致使滑块卡死。
参数: 滑块的⾼度B ,宽度C按型芯尺⼨决定,滑块的长度A与B、C有关,为使滑块⼯作时稳定要求 A≥0.7C A≥B。
浇⼝套材料: H13、DAC 、SKD61、8407。
冷却⽔套材料:45 #。
热处理: HRC46~50 。
作⽤:和其它顶出组件配合顶出铸件。
顶针布置应使铸件各部位受顶压⼒均衡,据铸件形状和要求、SKD61、SKH51。
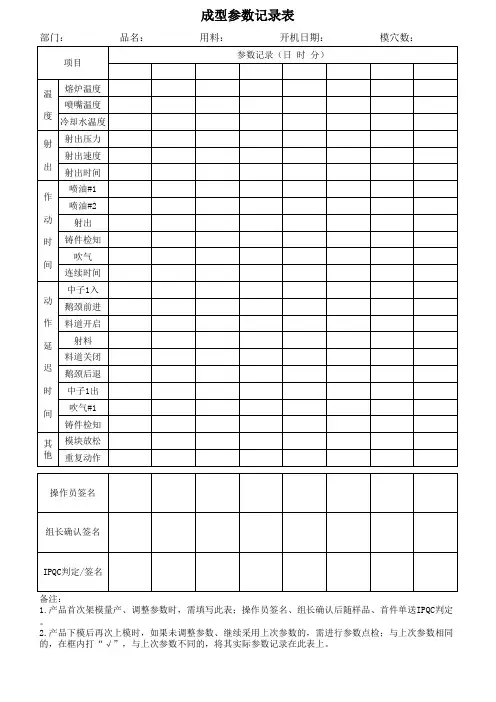
熔炉温度喷嘴温度冷却水温度射出压力射出速度射出时间喷油#1喷油#2射出铸件检知吹气
连续时间
中子1入
鹅颈前进料道开启射料料道关闭鹅颈后退中子1出吹气#1铸件检知模块放松重复动作动
作
延
迟
时
间
其
他组长确认签名
操作员签名
IPQC判定/签名
温
度
项目
参数记录(日 时 分)
备注:
1.产品首次架模量产、调整参数时,需填写此表;操作员签名、组长确认后随样品、首件单送IPQC判定。
2.产品下模后再次上模时,如果未调整参数、继续采用上次参数的,需进行参数点检;与上次参数相同的,在框内打“√”,与上次参数不同的,将其实际参数记录在此表上。
成型参数记录表
部门: 品名: 用料: 开机日期: 模穴数:
射
出
作
动
时
间。
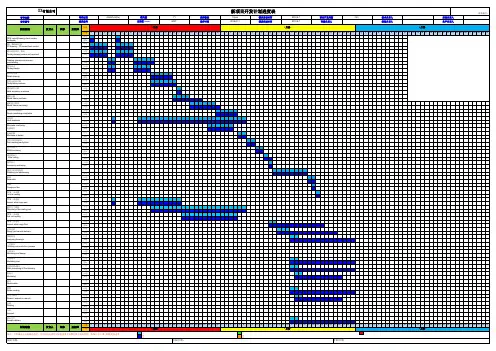
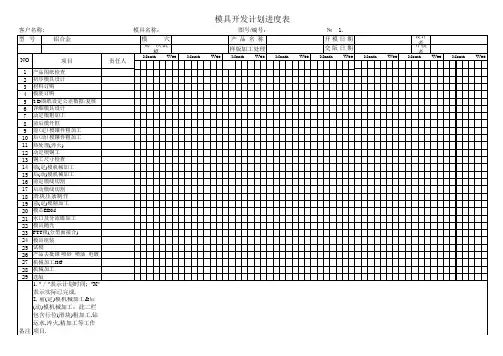
模具开发流程时间进度表下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!模具开发流程时间进度表。
一、前期准备(1-2周)。
1. 接到客户需求并协商沟通。
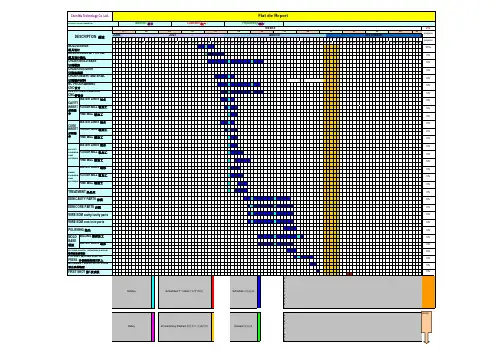
0%28293012345678910111213141516171819202122232425262728293031123456789101112131415161718192021222324252627282930311234567891011121314151617181920212223242526272829S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M T W T F S S M TSubcontracting date for photo31323334Chen Ma Technology Co. Ltd.Flat die ReportProduct Name : tablet PCMold No/ 模号:Customer/客户 :Prepared by /制作:35363738WEEKS 27282930Schedule 计划完成:Delayall machining finished 所有加工完成时间Actual 实际完成:3940JUNE JULY AUGUSTSEPTEMBERCAVITYINSERT 前模镶件COREINSERT 后模镶件CAVITY SLIDERS ANDLIFTERSCORE SLIDERS ANDLIFTERSHoliday Scheduled T 1 date:计划T1时间TREATMENT 热处理WIRE EDM core/core parts EDM CAVITY PARTS 前模EDM CORE PARTS 后模MOLD BASE模胚WATER LINES 运水ROUGH MILL 粗加工FINE MILL 精加工WATER LINES 运水ROUGH MILL 粗加工0%0%0%WATER LINES 运水ROUGH MILL 粗加工FINE MILL 精加工FINE MILL 精加工WATER LINES 运水ROUGH MILL 粗加工FINE MILL 精加工progress progress30%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%0%FITTING PARTING LINE ON PRESS 分模线装配到压机上POLISHING 抛光FIRST SHOT 第1次试模WIRE EDM cavity/cavity parts ASSEMBLY EJECTOR SYSTEM 顶出系统装配FITTING PARTS INTO MOLD BASE镶件装配到模胚WATER LINES 运水MILLING 磨床加工ELECTRODES MAKING CNC 锣铜公MOLD DESIGN APPROVAL 模具设计确认DESCRIPTION 描述NC PROGRAMMING CNC 设计MOLD DESIGN 模具设计ORDER MOLD BASE 订购模胚ORDER INSERT MATERIAL 订购镶件材料ORDER hot runner 订购热流道photo。