离型表面硅油残接率测试方法[1]
- 格式:doc
- 大小:25.50 KB
- 文档页数:2
离型膜残余率标准没有统一的规定,因为它受到不同行业、应用场景和客户需求的影响。
然而,在衡量离型膜残余率时,通常关注以下几个指标:
1. 离型力:离型力是指离型膜在剥离过程中所表现出的力。
根据离型力的不同,离型膜可以分为超轻离型力、轻型离型力、中型离型力、重型离型力和超重剥离力等。
不同类型的离型膜适用于不同的应用场景。
2. 残余粘着率:残余粘着率是指离型膜在剥离过程中,硅油在涂布基材上转移下来的量。
残余粘着率受到硅油类型、涂布工艺和固化反应品质等因素的影响。
一般来说,残余粘着率越低,离型膜的性能越优越。
3. 覆盖性:覆盖性是指离型膜在应用过程中,对被覆盖物的表面覆盖程度。
良好的覆盖性可以确保离型膜在剥离过程中,不会对被覆盖物产生不良影响。
4. 无掉硅、无消光、无硅转移:这是离型膜在应用过程中应具备的基本性能要求。
掉硅、消光和硅转移等现象会影响离型膜的使用效果和安全性。
由于离型膜的性能要求因应用场景而异,所以在选择离型膜时,应根据实际需求制定相应的标准。
在衡量离型膜残余率时,可以参考以上提到的指标,结合实际应用环境和客户需求来确定合适的离型膜。
离型膜残余测试方法1 目的Purpose为了规范操作,澄清流程,提高效率,特制订此操作指导书。
2安全Safety此评估方法适用于服从COSHH规章的物质finat压力滚筒应小心操作因为滚筒有时会与把手脱离,当压力滚不使用时应妥善放置放以防滚筒滑动3 原理Principle此方法用于测定有机硅涂层上的迁移性。
通过评判有机硅涂层从基材上迁移的量及迁移量对胶带粘性的影响从而定量评判在纸或是薄膜上有机硅涂层的固化程度4设备和材料Equipments and Materials25mm宽日东31B胶带finat压力滚筒待测有机硅涂层膜拉力机,夹具分离速度300mm/min,能进行180°剥离金属或玻璃压力片70℃恒温烘箱带胶背板5操作规程Operation样条的制备将长*宽为175mm*25mm的胶带或是压敏胶粘帖到涂硅膜上。
以大约20mm/s速度,用finat压力滚筒同向滚压测试样2次以使其充分接触。
将测试样条夹于钢板或玻璃板之间,上置3kg重物(70g/cm2),在常温下放置20h。
取至少二条测试样条。
将上述贴有胶带的测试样上的胶带撕下用轻微的手指力转粘到一干净的测试板上。
以大约20mm/s速度用finat压力滚筒同向滚压测试样3次以使其充分接触。
同时在同一卷的测试胶带或压敏胶上取控制样至少二条,直接粘到和以上相同的干净的测试板上,以大约20mm/s速度用finat压力滚筒同向滚压控制样3次以使其充分接触。
在测试剥离力前按照以上状态将贴有测试样的测试板至少放置20min。
测试步骤启动电脑,启动拉力机电源,松开拉力机紧急停止按钮。
测试软件画面上选择选择“180剥离" ,设置软件测试宽度,长度,测试距离等,至测试画面。
将“负荷”、“变形”“位移”等等全部点击“调零”。
取一制作好的胶带样条,用回形针固定于测试用钢板上,放置于十字头上固定,夹子夹住胶带最下面多余部分,力度不可太紧或是太松,检查无误后,按“运行”按钮进行测试。
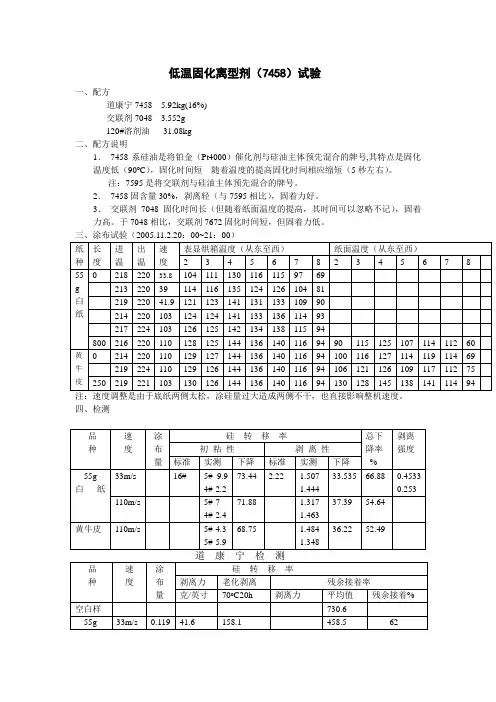
低温固化离型剂(7458)试验
一、配方
道康宁7458 5.92kg(16%)
交联剂7048 3.552g
120#溶剂油31.08kg
二、配方说明
1.7458系硅油是将铂金(Pt4000)催化剂与硅油主体预先混合的牌号,其特点是固化温度低(90o C),固化时间短---随着温度的提高固化时间相应缩短(5秒左右)。
注:7595是将交联剂与硅油主体预先混合的牌号。
2.7458固含量30%,剥离轻(与7595相比),固着力好。
3.交联剂7048固化时间长(但随着纸面温度的提高,其时间可以忽略不记),固着力高。
于7048相比,交联剂7672固化时间短,但固着力低。
三、涂布试验(2005.11.2.20:00~21:00)
四、检测
五、7450有机硅是低温高速、转移型离型剂,内已含剥离调节剂。
其特点是固化温度低、时间短,剥离轻(尤其是瞬间开口剥离轻),适用于包装封缄用离型。
缺点是部分转移,造成胶粘剂性能下降。
1.基本配方:
有机硅(含有剥离调节剂)7450:1000g
催化剂4000 :6g
交联剂7048 :6g
2.。
硅油检测方法硅油是一种常见的工业用油,广泛应用于机械、电子、医药等领域。
然而,随着硅油的使用量增加,对其质量的要求也越来越高。
因此,开发出一种准确可靠的硅油检测方法就显得尤为重要。
一、外观检测法外观检测法是硅油检测的最基本方法之一。
通过观察硅油的外观特征,可以初步判断其质量好坏。
正常情况下,优质硅油应呈现出透明无色的状态,无杂质、无悬浮物。
若发现硅油出现混浊、浑浊、颜色变化或有颗粒状物质,可能表明硅油质量存在问题。
二、黏度测定法硅油的黏度是反映其流动性和润滑性的重要指标。
黏度测定法是通过测定硅油在特定温度下的流动性来评估其质量。
常用的测定方法有旋转式黏度计法和滴定法。
旋转式黏度计法是将硅油置于旋转式黏度计中,通过测定旋转度来计算出硅油的黏度值;滴定法则是利用滴定管将硅油滴入容器中,通过滴落速度来判断其黏度。
黏度值越大,硅油的流动性越差。
三、密度测定法硅油的密度是指单位体积硅油的质量,是衡量硅油浓度的重要指标之一。
密度测定法是通过将硅油置于密度计中,测量其密度值来判断其质量。
密度越大,说明硅油中杂质含量越高。
四、挥发残留物测定法硅油的挥发残留物是指在一定温度下,硅油中不能挥发的物质。
挥发残留物测定法是通过将硅油置于高温环境中,测量其挥发后的残留物质量来判断其质量。
正常情况下,优质硅油的挥发残留物质量应低于一定标准。
五、氧指数测定法硅油的氧指数是指硅油在特定条件下燃烧所需的氧气浓度。
氧指数测定法是通过将硅油与氧气混合并点燃,测量其燃烧所需的氧气浓度来评估其质量。
氧指数越高,说明硅油的燃烧性能越好,质量越高。
六、抗氧化性测定法硅油的抗氧化性是指硅油在氧气存在下不易氧化和降解的能力。
抗氧化性测定法是通过将硅油置于高温高氧环境中,测量其抗氧化性能来评估其质量。
抗氧化性能越好,说明硅油的稳定性越高,质量越好。
针对硅油的检测方法包括外观检测法、黏度测定法、密度测定法、挥发残留物测定法、氧指数测定法和抗氧化性测定法。
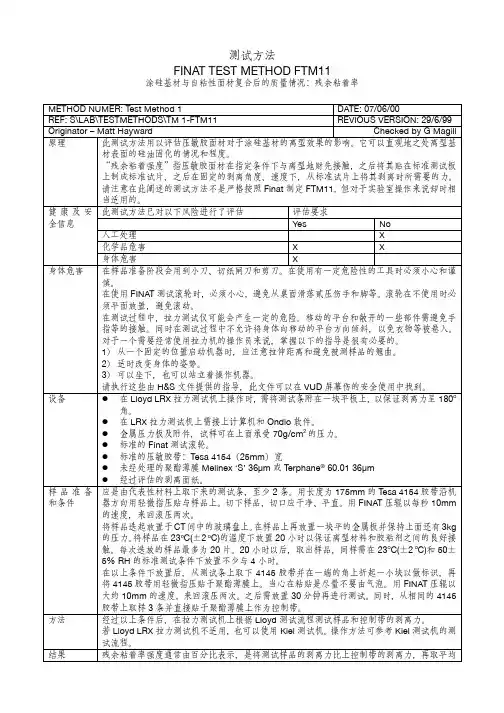
测试方法FINAT TEST METHOD FTM11涂硅基材与自粘性面材复合后的质量情况:残余粘着率METHOD NUMER: Test Method 1 DATE: 07/06/00REF: S\LAB\TESTMETHODS\TM 1-FTM11 REVIOUS VERSION: 29/6/99 Originator – Matt Hayward Checked by G Magill 原理此测试方法用以评估压敏胶面材对于涂硅基材的离型效果的影响。
它可以直观地之处离型基材表面的硅油固化的情况和程度。
“残余粘着强度”指压敏胶面材在指定条件下与离型地财先接触,之后将其贴在标准测试板上制成标准试片,之后在固定的剥离角度、速度下,从标准试片上将其剥离时所需要的力。
请注意在此阐述的测试方法不是严格按照Finat制定FTM11,但对于实验室操作来说却时相当适用的。
健康及安全信息此测试方法已对以下风险进行了评估评估要求Yes No 人工处理X 化学品危害X X 身体危害X身体危害在样品准备阶段会用到小刀、切纸闸刀和剪刀。
在使用有一定危险性的工具时必须小心和谨慎。
在使用FINAT测试滚轮时,必须小心,避免从桌面滑落贰压伤手和脚等。
滚轮在不使用时必须平面放置,避免滚动。
在测试过程中,拉力测试仪可能会产生一定的危险。
移动的平台和敞开的一些部件需避免手指等的接触。
同时在测试过程中不允许将身体向移动的平台方向倾斜,以免衣物等被卷入。
对于一个需要经常使用拉力机的操作员来说,掌握以下的指导是很有必要的。
1)从一个固定的位置启动机器时,应注意拉伸距离和避免被测样品的翘曲。
2)适时改变身体的姿势。
3)可以坐下,也可以站立着操作机器。
请执行这些由H&S文件提供的指导,此文件可以在VUD屏幕伤的安全使用中找到。
设备l在Lloyd LRX拉力测试机上操作时,需将测试条附在一块平板上,以保证剥离力呈180o 角。
l在LRX拉力测试机上需接上计算机和Ondio软件。
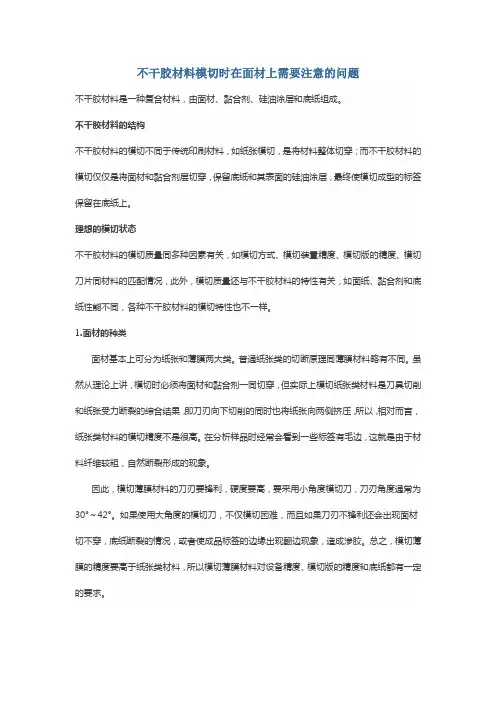
不干胶材料模切时在面材上需要注意的问题不干胶材料是一种复合材料,由面材、黏合剂、硅油涂层和底纸组成。
不干胶材料的结构不干胶材料的模切不同于传统印刷材料,如纸张模切,是将材料整体切穿;而不干胶材料的模切仅仅是将面材和黏合剂层切穿,保留底纸和其表面的硅油涂层,最终使模切成型的标签保留在底纸上。
理想的模切状态不干胶材料的模切质量同多种因素有关,如模切方式、模切装置精度、模切版的精度、模切刀片同材料的匹配情况,此外,模切质量还与不干胶材料的特性有关,如面纸、黏合剂和底纸性能不同,各种不干胶材料的模切特性也不一样。
1.面材的种类面材基本上可分为纸张和薄膜两大类。
普通纸张类的切断原理同薄膜材料略有不同。
虽然从理论上讲,模切时必须将面材和黏合剂一同切穿,但实际上模切纸张类材料是刀具切削和纸张受力断裂的综合结果,即刀刃向下切削的同时也将纸张向两侧挤压,所以,相对而言,纸张类材料的模切精度不是很高。
在分析样品时经常会看到一些标签有毛边,这就是由于材料纤维较粗,自然断裂形成的现象。
因此,模切薄膜材料的刀刃要锋利,硬度要高,要采用小角度模切刀,刀刃角度通常为30°~42°。
如果使用大角度的模切刀,不仅模切困难,而且如果刀刃不锋利还会出现面材切不穿,底纸断裂的情况,或者使成品标签的边缘出现翻边现象,造成渗胶。
总之,模切薄膜的精度要高于纸张类材料,所以模切薄膜材料对设备精度、模切版的精度和底纸都有一定的要求。
基于纸张类材料的模切特性,并考虑到刀刃的磨损,平压平模切刀片的角度通常规定为52°,如果角度大,对材料的挤压变形就大,即水平方向的分离力就会使材料断裂分离现象加剧。
薄膜类材料的模切,简单地说就是完全切穿的过程。
因为薄膜类材料大多具有韧性,不会自然断裂,所以切穿三分之二是不适合的,必须完全切穿或者切穿五分之四的厚度,否则排废时会连同标签一同剥离。
2.面材的强度面材的强度同面材的厚度、纤维(高分子)结构和自身的湿度有关。
残余粘着率测试方法残余粘着率,说到底就是测试硅油在涂布基材上转移下来的量。
由于以乙烯基为主的有机硅硅油分子在加成反应过程的不彻底性,决定了任何一款有机硅的固化反应都不可能达到100%。
好的有机硅体系和配方和合适的工艺条件共同决定了固化反应的品质。
直接结果解释反映在压敏胶的粘性变化上。
而对这个变化的结果,称作参与粘着率。
由于从业人员的见解和知识面不同,测试方法也很多。
我这里介绍一种我们常用的相对简单而又较科学的测试方法:测试条件:老化温度:70 士2C老化压力:2000克± 50克老化时间20~24 小时剥离速度:300mm/min标准胶带:NITTO31B ,25mm测试温度:23 士2C测试湿度:50%测试方法:1.将标准胶带(日东31B,25mm 宽度)贴于离型膜(离型纸)样品上,用2公斤标准压辊来回滚压3次,然后在70C温度,2公斤标准砝码的压力下老化20小时,然后在室温(23士2C,相对湿度50%)下冷却0.5~2小时,然后以300mm/min 进行180°剥离,每组试样不少于3 条;2.将步骤1 中剥离下来的标准胶带胶带再贴于标准不锈钢板或洁净聚酯膜上,在2000克压力,室温(23士2 C,相对湿度50% )下放置2 小时,然后以300mm/min 进行180°剥离,得测试值L1,取平均值;3.将标准胶带贴于空白样品(一般为标准不锈钢板或洁净聚酯膜上,和步骤2所用材料必须相同),用2公斤标准压辊来回滚压3次,在在2000克压力,室温(23 士2 C,相对湿度50%)下放置2小时,然后以300mm/min进行180°剥离;记录数值L0;同样,每组试样不少于3 条,取平均值;4.计算数值L1宁L0 X100%,即为参与粘着率。
注:部分企业采用TESA7475 胶带测试,需要说明的是,由于TESA 胶带是贴合在格拉辛离型纸上的,由于离型纸本身具有的硅转移可能会影响到测试结果,越来越为大家所放弃。
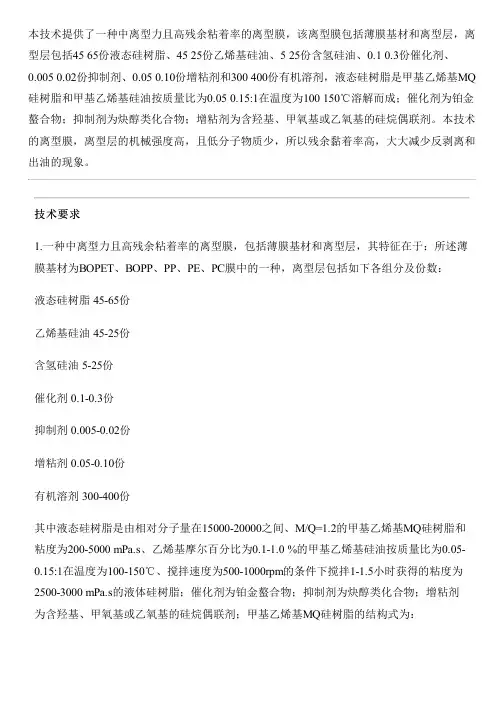
本技术提供了一种中离型力且高残余粘着率的离型膜,该离型膜包括薄膜基材和离型层,离型层包括4565份液态硅树脂、4525份乙烯基硅油、525份含氢硅油、0.10.3份催化剂、0.0050.02份抑制剂、0.050.10份增粘剂和300400份有机溶剂,液态硅树脂是甲基乙烯基MQ 硅树脂和甲基乙烯基硅油按质量比为0.050.15:1在温度为100150℃溶解而成;催化剂为铂金螯合物;抑制剂为炔醇类化合物;增粘剂为含羟基、甲氧基或乙氧基的硅烷偶联剂。
本技术的离型膜,离型层的机械强度高,且低分子物质少,所以残余黏着率高,大大减少反剥离和出油的现象。
技术要求1.一种中离型力且高残余粘着率的离型膜,包括薄膜基材和离型层,其特征在于:所述薄膜基材为BOPET、BOPP、PP、PE、PC膜中的一种,离型层包括如下各组分及份数:液态硅树脂 45-65份乙烯基硅油 45-25份含氢硅油 5-25份催化剂 0.1-0.3份抑制剂 0.005-0.02份增粘剂 0.05-0.10份有机溶剂 300-400份其中液态硅树脂是由相对分子量在15000-20000之间、M/Q=1.2的甲基乙烯基MQ硅树脂和粘度为200-5000 mPa.s、乙烯基摩尔百分比为0.1-1.0 %的甲基乙烯基硅油按质量比为0.05-0.15:1在温度为100-150℃、搅拌速度为500-1000rpm的条件下搅拌1-1.5小时获得的粘度为2500-3000 mPa.s的液体硅树脂;催化剂为铂金螯合物;抑制剂为炔醇类化合物;增粘剂为含羟基、甲氧基或乙氧基的硅烷偶联剂;甲基乙烯基MQ硅树脂的结构式为:。
2.根据权利要求1所述的中离型力且高残余粘着率的离型膜,其特征在于:所述乙烯基硅油为粘度500-5000mPa.s、乙烯基摩尔百分比为0.2-1.0%的端乙烯基硅油。
3.根据权利要求1或2所述的中离型力且高残余粘着率的离型膜,其特征在于:所述含氢硅油为粘度为200-500mPa.s、含氢摩尔比百分比为0.2-1.4%的含氢硅油。
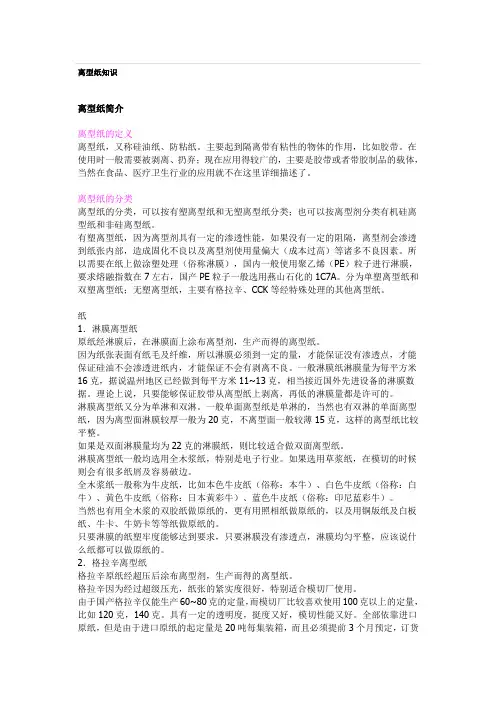
揭秘PET离型膜的技术指标PET离型膜是热转印常用到的一种材料,底材是PET,经过涂布硅油而成所以也叫硅油膜。
常规厚度从25um至150um。
有冷热撕和光哑面之分,经过防静电和防划伤处理,产品具有很好的吸附性和贴合性。
1残存粘着率残存粘着率是指离型膜在第一次剥离后,第二次剥离时的力,经盘算后获得的数据,重要反应硅油固化的后果。
UV固化硅油的残存粘着率一样平常为100%,热固化硅油的残存黏着率最高为90%。
多数供应商如果宣称自己的离型膜残存黏着率为100%,那就可疑了。
假如产生脱硅的环境,这类离型膜的残存粘着率一样平常不会高过70%。
离型膜指标的测试是一件相当繁杂的工程。
同平常电子厂、胶带厂仅能测试后几项数据。
2常温剥离力常温剥离力是指在常温下经由过程尺度测试办法获得的剥离力数据,单位是N/25mm,能够转换成若干克。
平常0.10N/25mm,即10克以下的剥离力,俗称为轻剥离;0.20N/25mm,即20克以下的剥离力,俗称为中剥离;0.35~0.45N/25mm,即35~45克的剥离力,俗称为重剥离;0.60~0.80N/25mm,即60~80克的剥离力,俗称为重重剥离;固然也有0.03~0.04 N/25mm,即3~4克的剥离力,俗称为微微剥离;也有1.00N/25mm,即100克以上的剥离力,俗称为超重剥离。
3老化剥离力老化剥离力是指经老化后测得的剥离力数据,一样平常较常温剥离力略大。
4干硅涂布量干硅涂布量是指,离型剂涂布在资料上的量,单位是克每平方米。
一样平常为溶剂型硅油的涂布量从0.30~0.80克每平方米,无溶剂型硅油的涂布量从0.80~1.30克每平方米。
必要业余测试设备能力测试涂布量。
硅油涂布量直接影响到剥离性能。
较高的涂布量,能够或许密实地将原纸笼罩,包管硅油平均散布。
较低的硅油涂布量,则轻易呈现漏涂等征象,以致剥离不良。
有些离型涂布供应商通过降低硅油涂布量,以致剥离着重,生产出重离型膜,在使用时是具备相当危险的。
离型纸的残佘率报告残余粘着率说到底就是测试硅油在涂布基材上转移下来的量。
由于以乙烯基为主的有机硅硅油分子在加成反应过程的不彻底性,决定了任何一款有机硅的固化反应都不可能达到100%好的有机硅体系和配方和合适的工艺条件共同决定了固化反应的品质。
直接结果解释反映在压敏胶的粘性变化上。
而对这个变化的结果,称作残余粘着率。
由于从业人员的见解和知识面不同,测试方法也很多。
这里我们介绍一种常用的相对简单而又较科学的测试方法。
测试条件:老化温度:70±2℃老化压力:2000克±50克老化时间:20~24小时剥离速度:300mm/min标准胶带:日东31B,25mm测试温度:23±2℃测试湿度:50%RH测试仪器:KZ-S90剥离力试验机、烘箱测试方法:1、将标准胶带(日东31B,25mm宽度)贴于离型膜(离型纸)样品上,用2公斤标准压辊来回滚压3次,然后在70℃温度,2公斤标准砝码的压力下老化20小时,然后在室温(23±2℃,相对湿度50%)下冷却0.5~2小时,然后使用剥离力试验机以300mm/min的速度进行10°剥离,每组试样不少于3条;2、将步骤1中剥离下来的标准胶带胶带再贴于标准不锈钢板或洁净聚酯膜上,在2000克压力,室温(23+2℃,相对湿度50%)下放置2小时,然后使用XXX以300mm/min的速度进行10°剥离,得测试值L1,取平均值;3、将标准胶带贴于空白样品(一般为标准不锈钢板或洁净聚酯膜上,和步骤2所用材料必须相同),用2公斤标准压辊来回滚压3次,在在2000克压力,室温(23+2℃,相对湿度50%)下放置2小时,然后以300mm/min进行10°剥离;记录数值L0;同样,每组试样不少于3条,取平均值;4、计算数值L1÷L0×100%,即为残余粘着率。
检测离型膜的离型面与非离型面的方法我折腾了好久检测离型膜的离型面与非离型面的方法,总算找到点门道。
我一开始完全就是瞎摸索。
我想啊,这离型膜,从外观上看,两个面好像差别不大。
我最初的方法是用手去摸,我觉得离型面可能会比较滑溜。
我就这么在膜的两面来回摸,但是你知道吗,这个感觉太不明显了。
可能我摸来摸去觉得都有点滑,这方法基本就宣告失败。
后来我又想啊,离型面不是不怎么粘东西嘛。
我就找来一些小碎屑,像纸屑啊之类的。
先在一个面上轻轻放上去,看看能不能被粘住。
我发现这也不好判断,有时候在我觉得是离型面的地方,纸屑也有点黏在上面,可能是手上有汗或者静电之类的因素影响了结果。
这可把我给愁坏了。
再之后呢,我又试了用透明胶带去粘。
我当时想啊,胶带粘性大,如果是离型面的话,胶带应该很容易就撕下来,而且不会破坏膜的表面。
我就在膜的两面都试了试。
但是呢,这种方法也有问题。
有时候虽然胶带很容易撕下来,但在非离型面上的时候,也没有大量的残留,区别还是不太明显。
关键是有时候操作的时候,如果不小心多按了下胶带,那不管是离型面还是非离型面,看起来都像被胶带破坏了一样,根本没法判断了。
经过这么多失败,我学习了一些资料才知道,有个比较靠谱的方法。
用硅油检测笔。
这玩意就像是一把专门为离型膜打造的钥匙。
在膜的两个面上划一笔,如果是离型面,硅油检测笔划过之后,笔迹会比较淡而且很容易就可以被擦拭掉,就像水在荷叶上一样,不留痕迹。
但要是非离型面呢,笔迹颜色会比较深,而且擦拭起来没那么容易,就像用白板笔在白板上写字后过一会儿再擦,很难擦干净。
我想给大家一些建议,就是在做这些检测的时候,要尽可能保证环境清洁,没有太多灰尘和静电干扰。
因为这些都会影响检测的结果。
就像之前我用纸屑检测的时候,静电可能让纸屑没规则地吸附在膜上,从而干扰了我的判断。
另外呢,检测的时候动作要轻,像用透明胶带检测的时候,太用力按压就容易出错。
反正啊,凡事要细心,这检测离型膜不是个简单事儿,还有很多要探索的地方,但目前这个硅油检测笔的方法我觉得还是比较靠谱的。
七、离型表面硅油残接率测试方法7、1仪器a)拉力试验机:或类似的仪器,其夹具可使面材以180°,以300mm/min(精确度±2%)的速度剥离并测试离型力;b)标准测试压辊:质量为2KG层覆橡胶层的压棍;c)测试板:一组金属或玻璃测试板,试样可在上面承受6.68KPA(70g/cm2)的压力;d)标准胶带:宽度为25mm的测试专用标准压敏胶带,常用的型号为TESA 7475的测试胶带,在日常的常规检测中也可用剥离力相对稳定的压敏胶带;e)裁切刀。
7、2试验步骤a)裁切一张尺寸至少为450mm*250mm的离型纸(膜)。
用手指将胶带沿解卷方向轻轻压复于离型表面上;b)沿离型纸(膜)解卷方向,裁切规格尺寸为175mm*25mm的标准测试胶带测试条从底材剥离待测。
所测试中加上一组控制测试样条,即至少三条没有接触过离型纸(膜)底材的标准胶带测试条待测。
所有待测试的测试条均需放置于摄氏23℃±2℃,相对湿度为50%±5%的环境下4H,然后在相同条件下进行剥离力测试;c)将上述测试条,胶面向下,用轻微指压将样条贴于清洁的测试板上;用测试压辊以约10mm/S的速度,辊压两次来回,使胶面与试板表面紧密接触,放置20min后待测,重复上述步骤:将另一种测试样条贴合于测试板上,放置20min后待测;d)将测试条与测试板固定在拉力机的适当位置,设定拉力机的剥离速度为每分钟300mm,剥离角度为180度的条件下将面材从测试板上剥离,在测试中取读数相对稳定的一段数值为测试值;e)重复以上步骤,测试未接触过离型纸(膜)的控制组的测试样条,并计算,算出数值为测试值;7、3 试验结果的计算J=B1/B2×100%式中:J---------残余接着率,%B1-------剥离测试胶带所需力,NB2-------剥离控制组胶带所需的力,N如果玻璃强度过大,超过面材的强度,剥离力取面材撕裂前所记录下的最大值,并以“PT”在附记中标明情况,若发生胶转移,则以“AT”在附记中标明情况。
FTM11-残余粘着率测试方法FINAT TEST METHOD FTM11涂硅基材与自粘性面材复合后的质量情况:残余粘着率METHOD NUMER: Test Method 1 DATE: 07/06/00REF: S\LAB\TESTMETHODS\TM 1-FTM11 REVIOUS VERSION: 29/6/99 Originator – Matt Hayward Checked by G Magill 原理此测试方法用以评估压敏胶面材对于涂硅基材的离型效果的影响。
它可以直观地之处离型基材表面的硅油固化的情况和程度。
“残余粘着强度”指压敏胶面材在指定条件下与离型地财先接触,之后将其贴在标准测试板上制成标准试片,之后在固定的剥离角度、速度下,从标准试片上将其剥离时所需要的力。
请注意在此阐述的测试方法不是严格按照Finat制定FTM11,但对于实验室操作来说却时相当适用的。
健康及安全信息此测试方法已对以下风险进行了评估评估要求Yes No 人工处理X 化学品危害X X 身体危害X身体危害在样品准备阶段会用到小刀、切纸闸刀和剪刀。
在使用有一定危险性的工具时必须小心和谨慎。
在使用FINAT测试滚轮时,必须小心,避免从桌面滑落贰压伤手和脚等。
滚轮在不使用时必须平面放置,避免滚动。
在测试过程中,拉力测试仪可能会产生一定的危险。
移动的平台和敞开的一些部件需避免手指等的接触。
同时在测试过程中不允许将身体向移动的平台方向倾斜,以免衣物等被卷入。
对于一个需要经常使用拉力机的操作员来说,掌握以下的指导是很有必要的。
1)从一个固定的位置启动机器时,应注意拉伸距离和避免被测样品的翘曲。
2)适时改变身体的姿势。
3)可以坐下,也可以站立着操作机器。
请执行这些由H&S文件提供的指导,此文件可以在VUD屏幕伤的安全使用中找到。
设备l在Lloyd LRX拉力测试机上操作时,需将测试条附在一块平板上,以保证剥离力呈180o 角。
七、离型表面硅油残接率测试方法
7、1仪器
a)拉力试验机:或类似的仪器,其夹具可使面材以180°,以
300mm/min(精确度±2%)的速度剥离并测试离型力;
b)标准测试压辊:质量为2KG层覆橡胶层的压棍;
c)测试板:一组金属或玻璃测试板,试样可在上面承受
6.68KPA(70g/cm2)的压力;
d)标准胶带:宽度为25mm的测试专用标准压敏胶带,常用
的型号为TESA 7475的测试胶带,在日常的常规检测中也可用剥离力相对稳定的压敏胶带;
e)裁切刀。
7、2试验步骤
a)裁切一张尺寸至少为450mm*250mm的离型纸(膜)。
用
手指将胶带沿解卷方向轻轻压复于离型表面上;
b)沿离型纸(膜)解卷方向,裁切规格尺寸为175mm*25mm
的标准测试胶带测试条从底材剥离待测。
所测试中加上一组控制测试样条,即至少三条没有接触过离型纸(膜)底材的标准胶带测试条待测。
所有待测试的测试条均需放置于摄氏23℃±2℃,相对湿度为50%±5%的环境下4H,然后在相同条件下进行剥离力测试;
c)将上述测试条,胶面向下,用轻微指压将样条贴于清洁的
测试板上;用测试压辊以约10mm/S的速度,辊压两次来
回,使胶面与试板表面紧密接触,放置20min后待测,重复上述步骤:将另一种测试样条贴合于测试板上,放置20min后待测;
d)将测试条与测试板固定在拉力机的适当位置,设定拉力机
的剥离速度为每分钟300mm,剥离角度为180度的条件下将面材从测试板上剥离,在测试中取读数相对稳定的一段数值为测试值;
e)重复以上步骤,测试未接触过离型纸(膜)的控制组的测
试样条,并计算,算出数值为测试值;
7、3 试验结果的计算
J=B1/B2×100%
式中:J---------残余接着率,%
B1-------剥离测试胶带所需力,N
B2-------剥离控制组胶带所需的力,N
如果玻璃强度过大,超过面材的强度,剥离力取面材撕裂前所记录下的最大值,并以“PT”在附记中标明情况,若发生胶转移,则以“AT”在附记中标明情况。