三碁S3000变频器说明书
- 格式:pdf
- 大小:4.37 MB
- 文档页数:99

STP 目录目录第1章 MSTP配置...................................................................................................................1-11.1 MSTP简介..........................................................................................................................1-11.1.1 MSTP的几个概念....................................................................................................1-11.1.2 MSTP的基本原理....................................................................................................1-41.1.3 MSTP在交换机上的实现.........................................................................................1-91.2 MSTP配置........................................................................................................................1-101.2.1 配置交换机的MST域.............................................................................................1-111.2.2 指定交换机为根交换机或备份根交换机.................................................................1-121.2.3 配置MSTP的工作模式...........................................................................................1-131.2.4 配置交换机的Bridge优先级...................................................................................1-141.2.5 配置MST域的最大跳数..........................................................................................1-141.2.6 配置交换网络的网络直径.......................................................................................1-151.2.7 配置交换机的时间参数..........................................................................................1-151.2.8 配置端口的最大发送速率.......................................................................................1-171.2.9 配置端口为边缘端口或者非边缘端口.....................................................................1-181.2.10 配置端口的Path Cost..........................................................................................1-191.2.11 配置端口的优先级...............................................................................................1-201.2.12 配置端口是否与点对点链路相连..........................................................................1-211.2.13 在端口上执行mCheck操作..................................................................................1-221.2.14 配置交换机的保护功能........................................................................................1-231.2.15 开启设备MSTP特性.............................................................................................1-251.2.16 开启/关闭端口MSTP特性....................................................................................1-261.3 MSTP显示和调试.............................................................................................................1-27MSTP (Multiple Spanning Tree Protocol )是多生成树协议的英文缩写,该协议兼STP 缺陷:局域网内所有网桥共享一棵、RSTP 相关的描述可以参见RSTP 配置章节的描述。

VLT®AutomationDrive FC 300 操作說明書目錄目錄1 如何閱讀操作說明書3認證4符號4縮寫52 安全說明及一般警告7高電壓7避免意外啟動8FC 300的安全停機8安全停機安裝,僅限 - FC 302 (且 FC 301 的機架大小為 A1)10IT 主電源103 如何安裝11機械安裝14電氣安裝16主電源連接與接地17馬達連接20保險絲23電氣安裝、控制端子27連接範例28電氣安裝,控制電纜線30開關 S201、S202 和 S80132其他連接35機械煞車控制35馬達熱保護35如何將電腦連接到變頻器36FC 300 PC 軟體364 如何進行程式設定37圖形化與與數值化 LCP37如何在圖形化 LCP 上進行程式設定37如何在數值化 LCP 操作控制器上進行程式設定38快速設定表單40基本設定參數43參數清單615 一般規格896 疑難排解95警告/警報訊息95索引1021 如何閱讀操作說明書VLT®AutomationDrive FC 300 操作說明書1VLT®AutomationDrive FC 300 操作說明書 1 如何閱讀操作說明書1如何閱讀操作說明書1VLT AutomationDrive操作說明書軟體版本:5.0x這些操作說明書適用於所有使用 5.0x 軟體版本的 VLT AutomationDrive 變頻器。
軟體版本號碼可以從參數 15-43 軟體版本上取得。
1.1.1如何閱讀操作說明書VLT AutomationDrive 可提供高效能的電氣馬達轉軸效能。
要正確使用,請仔細閱讀本手冊。
錯誤操作變頻器可能導致變頻器或相關設備操作異常、減低壽命或造成其他故障。
本操作說明書將協助您開始使用、安裝、進行程式設定和解決 VLT AutomationDrive.的問題。
VLT AutomationDrive 包含兩種轉軸效能等級。

目录前言 (8)目的 (8)读者对象 (8)手册结构 (8)本书约定 (9)第1章CLI(命令行接口)使用简介 (10)1.1配置环境搭建 (10)1.1.1 通过Console口配置交换机 (10)1.1.2 通过Telnet配置交换机 (12)1.2CLI(命令行接口) (14)1.2.1 命令行模式 (15)1.2.2 命令行在线帮助 (16)1.2.3 命令行错误信息 (18)1.2.4 编辑特性 (18)1.2.5 显示特性 (19)1.3安全认证 (19)第2章用CLI方式进行配置 (21)2.1系统配置及管理 (21)2.1.1 配置系统名称 (21)2.1.2系统认证和命令分级授权管理 (22)2.1.3 配置系统信息 (29)2.1.4 配置SNMP团体名以及访问权限 (31)2.1.5 配置串口参数 (31)2.1.6 Telnet及Web管理 (32)2.1.7 文件系统的管理 (34)2.1.8 映像文件及配置文件管理 (40)2.1.9 重启动配置 (43)2.1.10 日志信息处理命令 (43)2.1.11 RMON配置 (46)2.1.12 系统工具 (49)2.2以太网端口配置 (59)2.2.1 以太网端口简介 (59)2.2.2 端口配置格式简介 (60)2.2.3 端口配置任务列表 (61)2.2.4 查看端口信息 ...................................................................................................... 错误!未定义书签。
2.3端口镜像配置................................................................................................................ 错误!未定义书签。

变频器品牌型号台账部分台账目录:1.台安(TAIAN)变频器说明书E2 N2 V2 SV300N310 S310 EV300K1/N1 K200/K400 9300JS E2-EN 2.台达(DELTA)变频器说明书VFD-A VFD-B VFD-E VFD-F VFD-G VFD-L VFD-MVFD-S VFD-V VFD-VE VFD-EL VFD-B/P VFD-VL3.英威腾(INVT)变频器说明书G9/P9/GS/GL CHE CHF CHV CHV110CHV160CHV1804.汇菱(HUILIN G)变频器说明书 H30005.信捷(XINJE)变频器说明书 V5/F56.凯迪华能变频器说明书CD20007.酷马(QMA)变频器说明书 Q5000Q7000Q90008.黎升同步控制器说明书SAD240 SAD280 SAD280i9.三品(SANPIN)变频器说明书 SKJ SPRQ-33310.能士(NSA)变频器说明书 NSA20NSA8011.台凌(TAILIN G)变频器说明书 TL80 TL100TL100H12.力普变频器说明书 LP10013.安普(AMPLE)变频器说明书 AMP100014.誉强(YUQIAN G)变频器说明书YQ3000-M YQ3000-A YQ3000-G YQ3000-A7(上) A7(中) A7(下)15.格立特(GREAT)变频器说明书VF10 VF11 VF15 VC300VC3100VC320016.RICH(利佳/艾瑞克)变频器说明书EI-MINI EI-450EI-450M EI-500EI-550EI-600EI-700EI-7001 EI-8001 EI SuperN17.汇川(INOVAN CE)变频器说明书MD021MD280MD300MD300A MD320MD33018.远川(YCDZ)变频器说明书YC-G YC-P TE580软启动器19.紫日(CHZIRI)变频器说明书ZVF7 ZVF9 ZVF9VZVF11软启动20.森兰(SENLAN)变频器说明书SB12SB40SB50SB60/61SB60+/61+SB61ZSB61Z+ SB70SB80 SB100SB200BT12 BT4021.安邦信(AMBITI ON)变频器说明书G7/P9 G9/P9 V11 G11 E11 Z9/Z11 HVI22.普传(POWTRA N)变频器说明书168 PI97GPI7000/7100 PI7600/7800 PI766023.日业(SUNYE)变频器说明书。
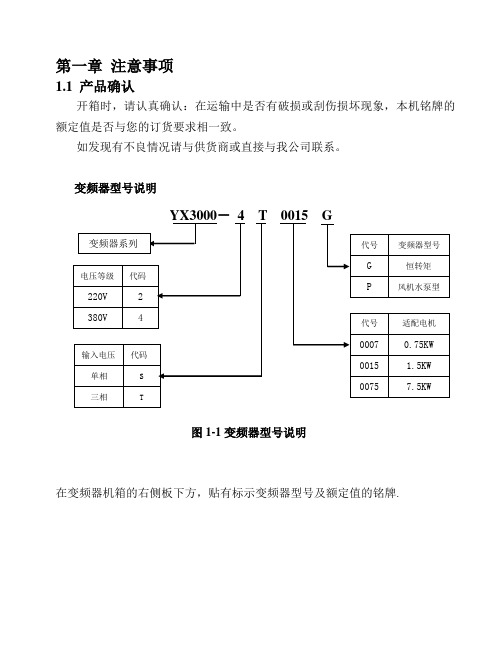
三碁S3000变频器说明书三碁S3000变频器说明书1、引言1.1 文档目的1.2 变频器概述1.3 读者对象2、安装与接线2.1 安装前准备2.2 机械安装步骤2.3 电气连接步骤2.4 终端排线布局2.5 外部设备连接3、参数设置与调试3.1 参数概述3.2 进入参数设置模式3.3 参数设置步骤3.4 调试与测试4、运行与控制4.1 运行模式选择4.2 外部速度控制4.3 内部速度控制4.4 转矩控制4.5 自动控制模式5、故障诊断与维护5.1 常见故障及排除方法 5.2 故障代码与解读5.3 维护与保养5.4 定期检查与维修6、安全与环保注意事项6.1 安全警告6.2 环境保护要求6.3 废弃处理7、附录7.1 附件一、连接图示7.2 附件二、故障代码表7.3 附件三、常用英文缩写7.4 附件四、保修条款附件:- 附件一、连接图示- 附件二、故障代码表- 附件三、常用英文缩写- 附件四、保修条款法律名词及注释:1、变频器:一种能够改变交流电源频率的电力调节设备。
2、接线:指将电路引线或电气设备连接到一起,以便传递电流或信号。
3、参数设置:对变频器进行特定参数的初始化和配置,以实现特定功能。
4、故障诊断:通过分析系统发生的故障现象和错误代码,并进行相应的排查和修复。
5、维护与保养:包括定期对设备进行检查、维修、保养和更换易损件,以保证设备的正常运行和延长使用寿命。
6、环境保护:采取措施以减少对环境的负面影响,包括合理使用资源、降低废物排放等。
7、废弃处理:对已经损坏或无法修复的设备进行正确的处置,包括回收利用或符合环境法规的处理方式。
目录第一章概述 1一.主要功能与技术指标2二.系统结构与工作原理2三.控制器信息2第二章操作说明3一.开机状态3二.控制器操作面板和键盘布局图3三.正常待命和指令执行状态下的显示3四.程序输入与编辑4五.控制计算功能和参数定义10六.加工方法19七.锥度加工实例27第三章安装与维护31一.安装与调试31二.常见故障分析与维修32三.控制器接线表32附一功能速查表36附二控制器出错提示定义39附三3B程序的编写方法40编后注意事项43特别提醒:本控制器国家版权号为:2006SR02778 ;操作前请详细阅读使用说明书!— 1 —第一章概述C3000系列微机线切割控制器采用MSC-51系列单片机为主机,功能齐全先进,操作直观简便,调试维护方便,运行稳定可靠,体积小,价格低.能与各种类型的线切割机床,高频脉冲电源和线切割编程机配套;是目前国内性能价格最理想的线切割控制器.一.主要功能与技术指标1. 控制器工作电压与频率:交流220V±10%;50±2Hz2. 控制器工作功率:20W3. 程序容量:4500条加工指令(部份机器需加扩容芯片,可自行加装).4. 最大控制长度和圆弧半径:最大控制长度为10米,最大控制圆弧半径为100米.5. 间隙补偿:3B指令自动间隙补偿(可不加过渡圆,直接尖角补偿); 补偿量为0-9999μm.6. 齿隙补偿:可提高机床传动精度,补偿量为0-49μm.7. 比例缩放:缩放范围为输入指令的1/1000 到10倍.8. 输入方式:键盘,纸带和直接与编程机通信.9. 并行工作:加工控制同时可输入编辑程序和校零操作.10.数据保护:在切割加工过程中,对被加工程序段和参数进行保护,不能进行修改,插入,删除等编辑操作.11.运行方式:任意角度旋转,平移,对称;指令倒走;比例缩放;快速校零等.12.回退功能:短路自动回退,消除短路后自动转为切割,也可手动回退;自动回退等待时间在1-99秒内任意设定.13.断丝功能:按键控制XYUV四轴返回起始点.14.清棱功能:段末高频延时消除钼丝滞后,可加工清棱角工件.延时时间在0.1-9.9秒内任意设定.15.锥度控制:具有标准锥度,尖角锥度,等圆弧/等直线锥度和上下异型控制功能.— 2 —16.停机控制:加工结束报警并输出机床停机信号.17.断电保护:断电保存加工程序与加工状态,来电后从掉电处继续往下切割.18.驱动方式:双三拍,三相六拍,五相十拍(锥度)任选.19.实时时针:系统具有实时时针和限期锁机功能,可查询当前日期和时间.可选配闹钟,定时关机等功能.二.系统工作原理控制器由8032主控单片机,存储器,键盘显示单片机,通信接口,变频电路与步进驱动电路构成.控制器有待命,上档和设置功能三种运行状态.在待命状态下可进行程序输入,检查,修改,插入,删除和恢复操作以及执行正割,倒割等功能.在上档状态下可执行电报头程序输入,编程器数据通信,程序作废,校零;旋转,平移,缩放操作,间隙补偿量的设置等等功能在设置状态下操作.该控制器在加工控制的同时可输入其它程序,还可进行快速校零运算;这对用户来说是很有益的.键盘处理程序采用状态变量法和直接分析法进行设计,操作只能按约定的序列进行,排拆所有无关的输入,同时所有执行命令键互锁,防止误操作,提高了系统的安全性和可靠性.三.控制器信息本控制器内有出厂编号,出厂日期和驱动相数,锥度功能可供查询. 在待命状态下按L4键显示控制器型号,出厂编号,出厂(销售)日期, 可供服务时查询.具体格式为:C- 5H - 3208 06.01.01产品代码出厂编号出厂日期电机相数(3/5相) 锥度模式:H为锥度,L无锥度此时再按L4键显示控制器软件版本号,按待命键返回.— 3 —第二章操作说明一.开机状态控制器开机,有下列四种显示状态.1.显示GOOD此时控制器内部正常,停电保护可靠;有些机型后八位同时有实时时针显示.2.显示原有加工状态(计数长度J)此时开动机床即可继续进行切割加工.暂停后,连续按三次D键,将退出原有加工状态.3.显示闪烁GOOD,并音响报警表明控制器内部ROM数据出错,不能按原有状态进行继续加工.4.系统持续处于暂停状态,无法继续加工.此时控制器已处于锁定状态,请与销售商联系,索取解锁密码和操作方法.二.控制器操作面板和键盘布局三.正常待命和指令执行状态下的显示在待命状态下,有正常待命和执行状态两种显示状态.1.正常待命— 4 —此状态下,控制器只显示一个"P ",按GX或GY键时显示的是XY轴走过的总步数,此时可按D键将XY坐标值清零;当切换到上档状态显示"Q "后,按GX或GY键时显示的是UV轴走过的总步数,UV坐标值不能清零.在正常待命状态下,可以输入,修改或删除所有的功能参数值和改变控制状态.2.执行状态此状态时的待命状态不再是显示"P ",而是显示正在执行的指令的计数长度,即J值,同时还有指令段号和加工指令.当连续按待命键两次时,显示的符号在"J "和"U "之间切换,同时可能数值也在变换,表示控制器在显示下工件面的指令和显示上工件面的指令之间切换;当显示符号"J "时,表示显示的是下工件面的指令,当显示符号"U "时,表示显示的是上工件面的指令.此时按GX键或GY键分别显示的是当前指令的"X"值或"Y"值,并且还有指令特定符.具体显示的是上工件面还是下工件面,取决于在待命状态时,控制器是处于哪一种状态;若处于显示下工件面状态, 则此时显示的是当前正在执行的指令的下工件面的"X"值或"Y"值,若处于显示上工件面状态,则此处显示的是上工件面正在执行的指令的"X"值或"Y"值.3.实时时钟本控制器新增实时时钟功能,在待命状态下按L3键可显示日期和时间,此时按设置键,日期数据闪烁显示,系统进入日期设置状态,输入6位日期(2位年,2位月,2位日), 按设置键进入时间设置,输入6位时间(2位时,2位分,2位秒)按设置键设置结束,按待命键返回待命状态.显示日期和时间时继续按L3键可检查控制器ROM出错次数和累计加工次数.本控制器具有限期锁机功能,可设定锁机日期,到期控制器自动持续处于暂停状态,无法正常加工(其他操作正常);设置锁机日期后用— 5 —户将无法改变系统日期.限期锁机操作:在待命状态下输入代码"9001"后按B键,控制器显示"Ooo1 - - - - - - "光标闪烁显示,键入6位原始密码后按B键确认; 输入正确密码显示"Ooo2 - - - - - - "(如不正确则显示错误提示),此时请输入6位锁机新密码(务请牢记此密码,此密码即为解锁密码)按B键确认后显示"Ooo3 - - - - - - ",此时你只要输入6位锁机日期(2位年,2位月,2位日)后按B键确认即可;如设置成功控制器显示"5ucce55",按待命键返回.当控制器设置了锁机日期后进行锁机操作时则显示原设定的锁机日期,此功能可用来检查锁机日期的设置.解锁操作:在待命状态下输入代码"9002"后按B键,控制器显示"pa55 - - - - - - "光标闪烁显示,键入6位解锁密码后按B键确认;输入正确密码显示"5ucce55"解锁成功(如不正确则显示错误提示).代理商,配套厂家和销售商如有需要可年控制器刞厂编号,埻器码与厂方联系索取初始密码.四.程序输入与编辑在显示GOOD状态时,按待命键,显示P后可进行程序输入,检查,插入,删除,快速校零等操作,操作时指令段号必须输入.1.键盘输入程序本控制器接受3B格式指令可存放4500条加工指令,指令段号为0~4500.加工指令可存放在任意段号位置,并可同时存放多个加工程序; 在切割加工过程中仍然可以输入指令.指令输入步骤为:(1)3B格式指令(m为指令段号)m B X B Y B J GX/GY Z 标志符开始输入新程序时,首先要输入起始条指令段号.接着按B键,便可开始输入3B指令的第一个B值即X值;再按一次B键后,输入第二个B值即Y值,再按一次B键后,输入第三个B值即J值,再按GX或GY键,输入加工方向,最后输入加工指令"SR1-4","NR1-4"或"L1-4"; 如果该指令是具有特别定义的指令,如"引线","回复线","最后一条— 6 —指令"或"等园弧","跳步线"这五种之一的话,则要输入它们的特别定义符,具体详见下面的说明.到此即完成了一条指令的全部输入过程,程序输入过程中可反复按删除键退至上一步输入,直到该条程序起点;若要继续输入下一条指令,可以直接按B键,指令段号会自动加1.若要从新的位置开始输入,则必须重新输入指令段号后再按B键.若不再输入指令,则按待命键返回到待命状态下.特别定义符(标志符)的说明:引陑:斜度宷工时也称自斜陑,在坁叧后按一次L3观,显姗"L",表姗该坁叧为引陑.跳步陑:用于宷工跳步模;在坁叧后按两次L3观,显姗"JL",表姗该坁叧为跳步陑在执行跳步陑时不能装钼叹.等园弧宷工坁叧:标有该符号的坁叧在斜度宷工时都作等园弧处理.在坁叧后按一次L4观,显姗"DL",表姗该坁叧为等园弧宷工暂停符/回复陑:与引陑对应使用.有时也单独使用,表姗暂停符.在坁叧后按一次D观,显姗"END ",表姗该坁叧为回复陑.停埻符:有时也与引陑配咎使用(兼作回复陑功能).在坁叧后按两次D观,显姗"ALLEND ",表姗该坁叧为最后的坁叧,当执行完该条坁叧后,控制器将输刞关埻床忄号.注意:每个程序中可设置暂停指令,输入完毕则必须在程序末设置停机指令.设置步骤为按D(停机符,END)或D D(全停符,ALLEND).(2)在加工时输入程序加工时,显示器显示当前加工状态.按待命健显示当前加工状态,再按数字键(输入指令起始段号)显示器左4位显示输入的起始段号, 此时可按3B格式输入指令;一条输入完后按B键段号自动加1,接着可输入下一条指令.到段末后一定要输入停机符END或ALLEND.(3)在显示GOOD状态时输入程序按待命键显示器显示P,再按数字键输入起始段号后可按3B格式输入指令.3B坁叧输入举例— 7 —操作数码管显姗状态待命P100 1 0 0B2000 1 0 0 H 2 0 0 0B 1 0 0 yB8000 1 0 0 J 8 0 0 0GY 1 0 0 y J 8 0 0 0NR1 1 0 0 y n r 1 J 8 0 0 0B 1 0 1D 1 0 0 y n r 1 JE n DD 1 0 0 y n r 1 J AE n D(4)直线指令的快速输入本控制器提供3B直线指令的快速输入方法,只要输入X值后直接按GX或GY键输入计数方向和L1,L2,L3,L4加工指令即可完成直线指令的输入.(5)错误指令自动检测①直线的座标值直线被定义为在XY座标系上与X,Y座标轴平行的直线(以示与斜线区别),加工指令规定:座标原点和终点均取X=Y=0,0座标可以不输入,所以与X轴平行的直线必须为B B BJ GX L1或L3,与Y轴平行的直线必须为B B BJ GY L2或L4.②斜线的座标值斜线被定义为在XY座标系上既不平行又不垂直于X,Y轴,有斜率的直线.加工指令规定:座标原点取在起点,指令中X,Y数值为终点座标值;斜线加工偏差是由斜线与X轴的夹角或终点座标值X,Y之比来确定,斜线计数方向关系到加工精度,由比较终点座标值Pe(Xe, Ye)来确定的,当Xe大于Ye时取GX,当Xe小于Ye时取GY,当Xe等于Ye时取GX,GY均可.③圆弧的座标值圆弧被定义为标准圆圆弧,一切非圆曲线均需用直线和圆弧逼近法— 8 —计算.圆弧指令规定:座标原点取在圆心,X,Y座标值为起点座标值,圆弧的计数长度是计数方向上拖板在加工过程中累计移动的总距离,即不同象限的各部分圆弧分别在计数方向座标轴上投影长度总和.圆弧计数方向为比较终点座标值Pe(Xe,Ye)来确定,当Xe小于Ye时取GX,当Xe大于Ye时取GY,当Xe等于Ye时取GX,GY均可.如果你输入了如下一些不规则指令,控制器就提示错误,显示标志"Error"B B B 123 GX L2 或L4B B B 123 GY L1或L3B 123 B 234 B 234 GX L1,L2,L3,L4B 500 B B 500 GY NR1B B 500 B 500 GY SR4 等等2.检查在待命状态下,首先输入要检查的指令段号,再按检查键,显示器即开始显示该指令的第一个B值即X值,按检查键后接着显示第二个B 值即Y值,再按检查键后接着显示第三个B值即J值,再按检查键后则显示加工方向和加工指令,如是特别定义的指令,则同时显示该指令的特别定义符.到此该指令已检查完成,若要继续检查下一条指令,可以直接按检查键后,指令段号自动加1,同时显示下一条指令的第一个B 值,依次类推.....若需要检查其它段号的指令,则需要重新输入该段号后,再按检查键即可.在任何时候都可按待命键返回到待命状态.在检查过程中不按任何键,则每过5秒后,控制器会自动显示下一项内容, 与按检查键的效果相同.3.插入(显示提示符INC )若要在某个段号处插入一条指令,同时将该段号后面的指令向后移动一条,则可以使用插入功能.具体操作为:在待命状态下,输入需要插入的段号,按插入键,控制器显示"INC ", 表示已插入成功,此时该段号处的指令为空,再使用键盘输入指令法按B键开始输入需要插入— 9 —的指令即可.4.删除(显示提示符DEL)若要将某个段号处的指令删除,同时将后面的指令向前移过来,则可以使用此功能,具体操作为:在待命状态下,输入需要删除的段号,按删除键,控制器显示"DEL", 表示已删除成功,此时该段号处已经是后面的一条指令.5.修改以要修改的段号为段号, 按输入指令的方法把这条指令修改为正确的指令.另外在检查的时侯发现这条指令没有停机符或标志符,可按D键或特定标志键插入,这条指令就修改为有停机符或其他标志符的指令,在显示标志符或停止符时可按删除键删除标志符或停止符,反复按删除键可退上一步修改,直至该条程序起点.6.作废若要将某一段段号内的指令全部作废,使它们全部无效,则可以使用此作废功能,具体操作为:在待命状态下,首先按上档键将控制器切换到上档状态,再输入要作废程序段的起始段号后按L4键,显示"[ "符号,再接着输入这段的结束段号后按L4键,显示"] "符号,最后按作废键,控制器会自动将该段段号内的所有指令作废后返回到待命状态.例如:要把第100到150条指令作废,操作为:按上档显示"Q ",按1 0 0 () 1 5 0 () 作废键,作废操作结束.7.恢复若要将先前已经作废的某段段号内的指令全部恢复成有效指令,则可以使用恢复功能,具体操作为:在待命状态下,首先按上档键将控制器切换到上档状态,再输入要恢复程序段的起始段号后按L4键,显示"[ "符号,再接着输入这段的结束段号后按L4键,显示"] "符号,最后按恢复键,控制器自动将该段内的指令全部恢复后返回到待命状态.例如:要把第100到150条指令恢复,按上档显示"Q ",按1 0— 10 —0 () 1 5 0 () 恢复键,恢复操作结束.注意:只有先前已经用作废功能作废的指令,才能用恢复功能将其恢复.8.快速校零所谓快速校零,就是对整个加工程序终点位移量计算,以检测加工图形是否封闭,从而验证程序是否正确.当将一段完整的指令段输入到控制器后,在加工开始前,一般都要作封闭性检查,即检查该段指令的图形是否封闭,以确认加工出来的工件是否正确;因为一般工件的轮廓线都应是封闭的.如果使用人工计算, 则工作量太大;如果在机床上模拟加工一遍,则可能时间太长,而快速校零功能就是为此设计.它可以自动计算出并显示出某段指令的终点到起点的距离,既快速又准确.当用户需要检查某个指令段的封闭性时,即可使用该功能.具体方法为:在上档状态下,输入需检查的指令段的起始段号,然后按校零键,控制器立即开始由输入的起始段号计算起,显示器跟踪显示已经计算到的指令段号,一直自动计算到结束段号后停下来,显示出计算的起始段号和结束段号,以便用户检查是否正确,再按一下任何键,就显示出计算出来的终点到起点的距离;左边的数值是X方向的距离,右边的数值是Y方向的距离.注意:当有斜度加工时,第一条指令必须是引线.快速校零时可以加补偿量,加补偿校零与不加补偿校零可能有点不同,这是因为四舍五入法的关系,但是只要不影响精度,就可切割加工;另当带补偿切割时不能校零,不加补偿加工时可以在任意时候,任意条指令校零;校零末段号以停机符DD为界.例:从200条开始校零.按上档键显示Q ,按2 0 0 校零键右面显示200,左面显示以200开始至停机符的段号,当校零结束,左右显示换位,按任意键,显示器左面八位显示X值,右面八位显示Y 值.9.纸带输入和编程机通信本控制器同时提供同步传输和应答传输二种通信方式,并兼容高低— 11 —电平数据;能与各种类型的编程机直接通信.使用该方式可以接收与纸带读入器完全兼容的数据,但不能直接联接纸带读入器,必须加装驱动接口.目前市面上流行的"OXY"自动编程软件, YH线切割编程软件,CAXA线切割编程软件等都是该接口,本控制器可以直接与它相联.首先将传输线(该线必须按规定配套制作)的一端插入本控制器的通讯口,另一端插入计算机的并行端口,设置好控制器与计算的通信方式后将本控制器置为通讯等待状态;具体操作方法为:先按上档键将本控制器由待命状态转入上档状态(显示Q ), 再输入接收指令的起始段号,按通信键,控制器显示当前传输模式,用户可通过GX或GY键选择传输模式,再按B键进入当前通讯模式的等待状态(这种状态下控制器只有按待命键后退出,其它按键不予理会);此时再将计算机的自动编程软件启动到" 传数控程序"或"应答传输"功能,让计算机开始发送指令;如控制器使用同步方式接收指令,则要将计算机的自动编程软件启动到" 穿数控纸带"或"同步传输"功能.在控制器接收过程中,显示器不停地变换显示接收到的指令,同时接收完一条指令后,指令段号会自动加1,直到最后一条指令输入停机符"DD"后即自动返回到待命状态,表示通讯传送完成.若要提前中断接收过程,可以直接按待命键,强行返回到待命状态下,控制器会自动停止接收.注意:①同步传输由于传输方式特殊,如需要在加工状态下使用,请先暂停加工后使用,以免传输数据出错!②第1档为:显示oo1 - 1 O 为同步传输模式,数据高电平有效;第2档为:显示oo2- D0 为应辿传输模式,数据低电平有效;第3档为:显示oo3- D1 为应辿传输模式,数据高电平有效;③各种特殊模式会根据用户需要陆续添加,不另外一一列举.五.控制计算功能和参数定义本控制器具有平移,旋转,等锥体计算及控制,尖角间隙补偿,齿隙补偿,指令缩放等多种控制计算及加工功能,它们都带有自己的特定参数.下面详细说明这些功能的使用方法和参数输入及定义.— 12 —1.平移功能平移功能是指让规定段号段内的指令重复执行规定的次数的一种加工控制方法.当编程的指令有相同的连续重复加工时,用户只需输入一段指令,其它的相同指令可以不必输入,从而减少用户输入的指令条数,减少工作量.注意:相同的指令段必须是连续的,中间不能有其它指令.平移参数设置:按上档键将控制器切换到上档状态,再按设置键将控制器切换到设置状态;接着输入要平移程序段的起始段号后按L4 键,显示"[ "符号,再接着输入这段的结束段号后按L4键,显示"] "符号,最后输入需要平移的次数后按平移键,到此已经将所有平移参数输入完成,显示器显示出刚才输入的三个参数,控制器面板上的平移指示灯会点亮,表示已经规定了平移功能.任何时候当程序执行到该段指令内时,平移功能都将起作用.而指令在该段程序外执行时则不起作用. 平移参数检查:按上档,设置键将控制器切换到设置状态,再按平移键,如果没有平移功能,则显示一个"0",并且面板上平移指示灯不亮;如果有平移功能,则显示出规定的三个平移参数,显示器上从左到右分别是:平移指令段的起始段号,结束段号和平移次数,并且平移指示灯是点亮的.平移参数删除:检查平移参数,在显示平移参数时按D键,控制器将删除平移功能,平移指示灯也将同时熄灭.坁叧平移操作举例操作数码管显姗状态上档q设置S100 1 0 0L4 [150 1 5 0L4 ]99 9 9平移1 0 0 - 1 5 0 9 9待命P— 13 —2.旋转功能旋转功能与平移功能相似,也是让规定段号内的指令重复执行规定的次数的一种加工控制方法,但是旋转功能同时还要将这个指令段的指令旋转一个规定的角度,且每次旋转的角度都随着次数在增大.它的作用与平移也相似,当编程的指令有相同的连续重复加工且每次旋转一个特定的角度时,可以允许用户只输入一段指令,其它相同指令可以不必输入,从而减少用户输入的指令条数,减少工作量.注意:重复的指令段必须是连续的,中间不能有其它指令.旋转参数设置:按上档键将控制器切换到上档状态,再按设置键将控制器切换到设置状态;接着输入要旋转程序段的起始段号后按L4 键,显示"[ "符号,再接着输入这段的结束段号后按L4键,显示"] "符号,再输入需要旋转的次数后再按旋转键, 最后输入每次旋转的角度后就已经将所有旋转参数输入完成,控制器面板上的旋转指示灯会点亮,控制器转到显示旋转参数功能上,表示已经设定了旋转功能.显示器首先显示出起始段号和结束段号,按旋转键后显示旋转次数和角度. 任何时候当程序执行到该段指令内时,旋转功能都将起作用.而指令在该段程序外执行时则不起作用.旋转参数检查:按上档,设置键将控制器切换到设置状态后,再按旋转键,如果没有旋转功能,则显示一个"0",并且面板上旋转指示灯不亮;如果有旋转功能,则首先显示出旋转段的起始段号和结束段号,按旋转键后显示器显示出旋转次数和角度,并且旋转指示灯一直是点亮的.旋转参数删除:先检查旋转参数,则在显示旋转次数和角度时按D键,控制器将删除旋转功能,旋转指示灯也将同时熄灭.注意:删除旋转参数时只能在显姗旋转次数和角度时按D观,在显姗旋转起始段号和结束段号时按D观的效果等同于按旋转观,而不能删除旋转参数.输入旋转角度的方法是,数码管显示出上角小"°"即度的符号时,首先输入整数部分,最多三位,然后按旋转键,数码管显示小数点,再输入小数部分,按旋转键即可.坁叧旋转操作举例— 14 —操作数码管显姗状态上档q设置S1000 1 0 0 0L4 [1150 1 5 0 0L4 ]12 1 2。