纸浆造纸工艺流程图
- 格式:doc
- 大小:54.00 KB
- 文档页数:1
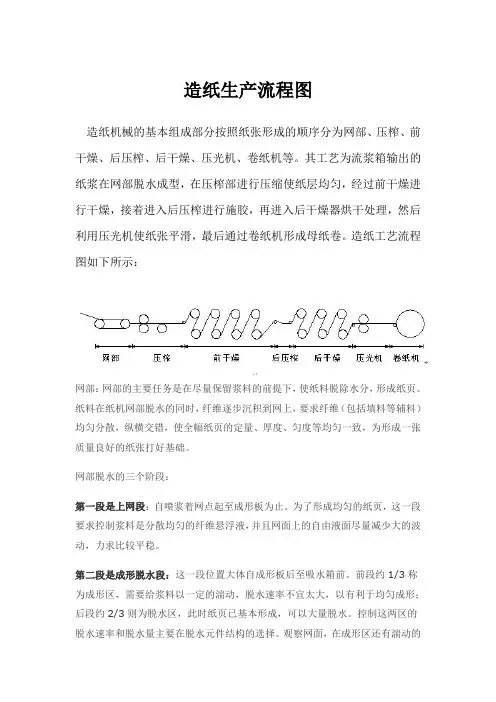
造纸生产流程图造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前干燥、后压榨、后干燥、压光机、卷纸机等。
其工艺为流浆箱输出的纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。
造纸工艺流程图如下所示:网部:网部的主要任务是在尽量保留浆料的前提下,使纸料脱除水分,形成纸页。
纸料在纸机网部脱水的同时,纤维逐步沉积到网上,要求纤维(包括填料等辅料)均匀分散,纵横交错,使全幅纸页的定量、厚度、匀度等均匀一致,为形成一张质量良好的纸张打好基础。
网部脱水的三个阶段:第一段是上网段:自喷浆着网点起至成形板为止。
为了形成均匀的纸页,这一段要求控制浆料是分散均匀的纤维悬浮液,并且网面上的自由液面尽量减少大的波动,力求比较平稳。
第二段是成形脱水段:这一段位置大体自成形板后至吸水箱前。
前段约1/3称为成形区,需要给浆料以一定的湍动,脱水速率不宜太大,以有利于均匀成形;后段约2/3则为脱水区,此时纸页已基本形成,可以大量脱水。
控制这两区的脱水速率和脱水量主要在脱水元件结构的选择。
观察网面,在成形区还有湍动的微波,而到脱水区则呈现平稳的“镜面”。
脱出的白水浓度较高,称为高浓白水,回用于纸机前稀释浆料。
第三段是高压差脱水段:由真空箱脱水和真空伏辊脱水两部分组成。
由于纸页已经成形,可以用较高压差的真空抽吸进行静态脱水,到伏辊后,湿纸页干度可以提高到16~22%,已具有一定的湿强度和紧度。
这一段脱水量约占10~25%,但白水浓度较低,称为低浓白水。
网面上的“镜面”在经过前几个(2~3个)吸水箱后消失,此时在网面应当出现一条整齐的横向界线,一般称为“水线”,此时纸页干度约7%左右。
由水线位置和形状(是否整齐),可以判断网上脱水和纵横定量均匀状况,如水线前后串动太强,则需进行调节。
⏹网部的脱水元件包括成形板、刮水板、低湿箱、弧型刮水箱、上成型器、高真空箱、伏辊。
造纸(纸浆)的生产工艺及流程纸浆是以某些植物为原料加工而成的,它是造纸的基本原料。
通常用以制浆原料的植物可分为4大类:茎干纤维类、韧皮纤维类、种毛纤维类和木材纤维类。
其中尤以木材纤维类为最重要。
目前我国木材资源远不能满足日益发展的制浆造纸工业的需要。
为了弥补原料的不足,每年要从国外进口相当数量的纸浆。
制浆是指利用化学方法、机械方法或两者结合的方法,使植物纤维原料离解变成本色或漂白纸浆的生产过程。
1.机械木浆(MECHANICALWOOD-PULP) 机械木浆亦称磨木浆,是利用机械方法磨解纤维原料制成的纸浆。
它在造纸工业中占有重要的地位。
它的生产成本低,生产过程简单,成纸的吸墨性强,不透明度高,纸软而平滑。
适宜印刷上的要求。
但由于纤维短,非纤维素组份含量高,所以成纸强度低。
另外由于木材中的木素和其他非纤维素绝大部分未被除去,用其生产的纸易变黄发脆,不能长期保存。
机械木浆通常指白色机械木浆和褐色机械木浆两种。
白色机械木浆主要用于生产新闻纸,也可配入其他纸浆中抄制书写纸和印刷纸;褐色机械木浆多用于生产包装纸和纸板,特别是工业用纸板。
2.硫酸盐木浆(SULPHATEWOODPULP) 硫酸盐木浆是采用氢氧化钠和硫化钠混合液为蒸煮剂。
在蒸煮过程中,因为药液作用比较和缓,纤维未受强烈侵蚀,故强韧有力,所制成的纸,其耐折、耐破和撕裂强度极好。
它一般可分为漂白和未漂两种。
未漂硫酸盐木浆可供制造牛皮纸、纸袋纸、牛皮箱板纸及一般的包装纸和纸板等。
漂白硫酸盐木浆可供制造高级印刷纸、画报纸、胶版纸和书写纸等。
3.亚硫酸盐木浆(SULPHITEWOODPULP) 亚硫酸盐木浆是以亚硫酸和酸性亚硫酸盐的混合液为蒸煮剂。
该浆的纤维较长,性质柔软,韧性好,强度大,容易漂白,并有极好的交织能力。
依其精制程度可分为未漂、半漂和漂白三种。
未漂浆因含少量木素和有色杂质,所以呈黄色,纤维也较硬,多用于抄造中等印刷纸、薄包装纸以及半透明纸和防油纸。
纸浆造纸的生产流程纸浆是制造纸张的重要原料,其生产流程包括制浆和造纸两个主要过程。
下面将详细介绍纸浆造纸的生产流程。
一、制浆过程1. 原料准备纸浆的主要原料有木材、废纸和农作物秸秆等。
首先,根据需要的纸张种类和质量要求,选择合适的原料。
然后,将原料进行切割、剥皮、破碎等预处理步骤,使其变成适合制浆的形态。
2. 煮浆煮浆是将原料加热至一定温度,使木质纤维素分解为纤维,并将纤维从杂质中分离出来的过程。
该过程分为化学煮浆和机械煮浆两种方式。
- 化学煮浆:将原料与化学药品一起加入煮浆釜中进行煮炼。
其中,硫酸法是最常用的化学煮浆方法之一,其通过与木材中的纤维素反应,使木材组织松软,并溶解掉木材中的非纤维成分。
- 机械煮浆:通过机械力的作用将原料破碎成纤维状态,达到分离纤维和杂质的目的。
机械煮浆适用于废纸等纤维素含量较高的原料。
3. 筛选和洗涤经过煮浆后,得到的是混合纤维和杂质的糊状物,需要通过筛选和洗涤来去除杂质和纤维束的大小和长度不均匀性。
- 筛选:将糊状物通过筛网进行筛分,将纤维和较大杂质分离出来。
同时,通过调整筛网的孔径和振动频率,控制所需纤维的长度和纤维束的大小。
- 洗涤:用水洗涤纤维,将浆液中的杂质通过洗涤剂和水冲刷去除,使纤维更加干净。
4. 漂白漂白是将纸浆中的杂质和色素去除,以便获得纯净、白色的纸浆。
漂白一般采用化学漂白方法,如氧化漂白、还原漂白和氯气漂白等。
不同的漂白方法根据纸张的种类和质量要求来选择。
二、造纸过程1. 纸浆调理经过制浆过程得到的纸浆还需经过调理,以控制纤维的长度和质量。
调理主要通过添加化学成分,如粘合剂、抗湿剂和增白剂等,以增加纸张的强度、耐久性和光洁度。
2. 送浆将调理好的纸浆送入造纸机,纸浆通过管道进入制浆机内部进行成型。
3. 纸张成型纸浆在制浆机内进行湿压成型,将纸浆在筛板上均匀分布,并通过抽真空的方式将水分抽除,使纸浆成型。
4. 干燥纸浆成型后,纸张经过烘干和压光等处理,将纸张表面的水分蒸发掉,使纸张变得干燥且平整。
纸张制造工艺流程图与工艺说明引言纸张是一种广泛使用的媒介,而其制造过程涵盖了多个环节和工艺。
本文将介绍纸张制造的基本流程,并通过流程图的形式展示其各个环节的关系和顺序。
纸张制造工艺流程图graph TDA(原材料) -->|浆料制备| B(湿法造纸工艺)B -->|浆料处理| C(浆料输送)C -->|纸张成型| D(纸张成型工艺)D -->|纸张干燥| E(纸张干燥工艺)E -->|纸张涂布| F(纸张涂布工艺)F -->|纸张加工| G(纸张加工工艺)G -->|纸张包装| H(纸张包装工艺)H -->|成品| I(成品)工艺说明以下是对纸张制造工艺流程中各个环节的详细说明:1. 原材料原材料包括废纸、木材、植物纤维等,通过去除杂质、切碎处理后,得到制浆的原料。
2. 湿法造纸工艺湿法造纸工艺是最常见的纸张制造工艺。
首先,通过浆料制备过程将废纸、木材等原料制成纸浆。
然后,经过浆料处理和浆料输送,将纸浆输送到纸张成型工艺环节。
3. 纸张成型工艺在纸张成型工艺中,纸浆会被放置在筛捞机上,利用筛板和吸附力的作用将水分从纸浆中排除,形成纸膜。
4. 纸张干燥工艺纸张成型后,需要对其进行干燥以使其获得更好的物理性能。
常见的干燥方式包括空气干燥、太阳光干燥和热导干燥。
5. 纸张涂布工艺纸张涂布是为了改善纸张的表面品质和功能。
通过涂布液体的施加,可以提升纸张的光泽度、平滑度和印刷性能等。
6. 纸张加工工艺纸张加工包括裁切、裱胶、印刷等过程,该环节旨在使纸张满足特定需求,例如定制尺寸、印刷图案等。
7. 纸张包装工艺纸张包装是最后一个工艺环节。
经过加工后的纸张会被整理并包装成卷筒或扁平片,以便储运和销售。
8. 成品成品指最终加工完成的纸张产品,可以用于书籍、报纸、包装材料等领域。
结论本文中介绍了纸张制造工艺的基本流程,并通过流程图形式展示了各个环节的顺序和关系。
这些环节包括原材料准备、湿法造纸、纸张成型、纸张干燥、纸张涂布、纸张加工和纸张包装。
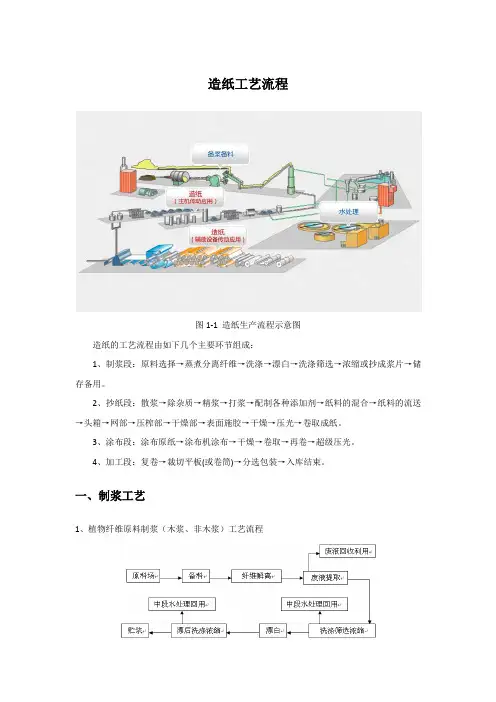
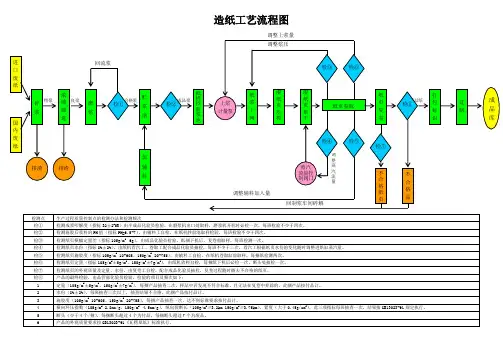
造纸工艺流程图1-1 造纸生产流程示意图造纸的工艺流程由如下几个主要环节组成:1、制浆段:原料选择→蒸煮分离纤维→洗涤→漂白→洗涤筛选→浓缩或抄成浆片→储存备用。
2、抄纸段:散浆→除杂质→精浆→打浆→配制各种添加剂→纸料的混合→纸料的流送→头箱→网部→压榨部→干燥部→表面施胶→干燥→压光→卷取成纸。
3、涂布段:涂布原纸→涂布机涂布→干燥→卷取→再卷→超级压光。
4、加工段:复卷→裁切平板(或卷筒)→分选包装→入库结束。
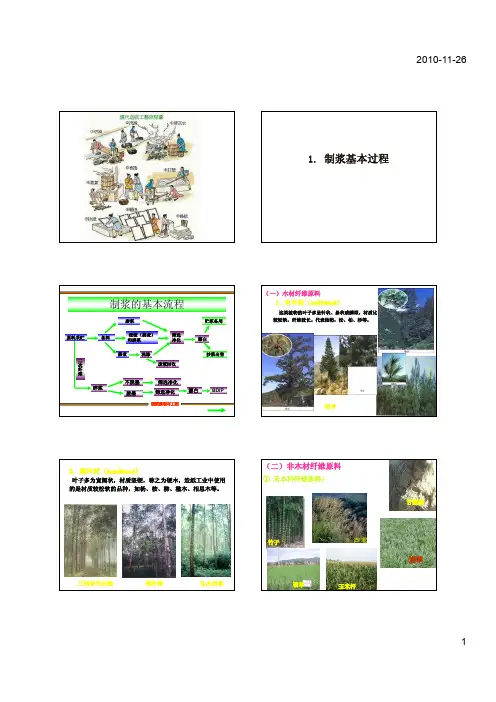
一、制浆工艺1、植物纤维原料制浆(木浆、非木浆)工艺流程说明:纤维离解对化学法制浆工艺是蒸煮过程,对机械法制浆工艺是粗磨过程,对化机法、半化学法制浆工艺是化学预处理过程和磨浆过程。
制浆方法:利用机械磨解、化学处理或化学处理与机械磨解相结合的方法,将植物原料分离为单根纤维形态,并使之达到符合使用要求的洁净程度。
制浆方法基本上分为三大类:①机械法制浆:以机械磨解(机械离解)为主的分离纤维的方法。
制浆得率(即一定原料所制出纸浆的重量百分率)最高,木材原料得率可达95%左右。
②化学法制浆:以化学药剂蒸煮植物原料成浆的方法。
制浆得率约为40~50%(高得率化学浆也可达65%)。
③化学机械法制浆:以化学药剂对制浆原料进行一定程度的化学预处理,再以机械磨解分离成浆的方法。
根据化学预处理的程度,纸浆的得率在65~94%之间。
习惯上也有将得率为65~84%的制浆方法称为半化学法制浆,而将得率为85~94%的方法称为化学机械法制浆。
但两者本质上都是用化学机械法制造的。
各种制浆方法所制得的纸浆都需经过适当的洗涤、筛选、除杂或进一步漂白与精制以提高质量,满足生产不同品种纸张的质量要求。
2、废纸原料制浆工艺流程(1)废纸的碎解和造纸工业一样,纸浆生产厂家所使用的废纸根据来源可以分为三类:纸厂损纸;用户使用前的废纸,如印刷废料和裁切废料;用户使用后的废纸,主要包括从家庭和商店回收的废纸。
前两类废纸清洁优质,但数量少,价格高。
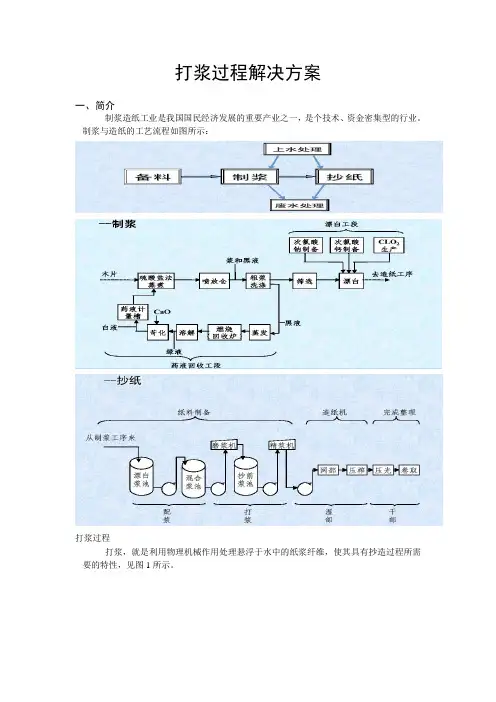
打浆过程解决方案一、简介制浆造纸工业是我国国民经济发展的重要产业之一,是个技术、资金密集型的行业。
制浆与造纸的工艺流程如图所示:打浆过程打浆,就是利用物理机械作用处理悬浮于水中的纸浆纤维,使其具有抄造过程所需要的特性,见图1所示。
图1 简化打浆工艺流程图传统的打浆工艺是用人工的方法控制磨盘机的工作电流,随时调整磨盘动刀对定刀的间隙量,再辅助调节进出口阀门用以改变纸浆在盘磨中的停留时间,以此来操作生产。
并视打浆度SR情况再决定调整与否。
由于影响盘磨机工作的因素很多,如浆流量,浆浓度,供电网电压等,因此人工控制所造成的偏差值较大,使打浆质量较大程度地受到局限。
同时人工控制不可避免地存在不合理能耗和设备负荷不均衡的缺陷。
二、控制方案打浆过程控制能减小纸浆游离度标准差,提高产量,降低能耗。
打浆控制系统大致可分为两种,即比能量控制、游离度控制。
1. 比能量控制(Specific Energy Control)这里指的是一类广义的比能量控制,只要对于单位绝干纤维量,保持某个表征能耗的物理量恒定,即可归入比能量控制。
典型的比能量控制系统有以下三种:·自动功率控制这是最基本的自动打浆控制系统。
它接受操作人员给出的设定值,将打浆机功率保持在一定的水平。
功率控制主要通过盘磨机的进退刀机构调整磨盘间距来实现:进刀则间距减小,磨盘与浆的摩擦力增大,所需磨浆功率随之增大;退刀则间距增大,磨盘与浆的摩擦力减小,所需磨浆功率随之减小。
如图2-1所示,盘磨机功率控制器接受操作人员给出的设定值,它以盘磨的间距为被控变量,而纸浆流量、纸浆浓度和纸浆硬度等为扰动量,通过动刀磨盘的进退,使盘磨机的工作状态保持在给定功率值。
图2-1 自动功率控制这种控制方式适用于纸浆浓度和流量较稳定的情形。
所以需要先从工艺上或用控制手段使纸浆浓度和流量稳定,然后控制打浆机功率来保证成浆质量。
·温差控制它以机械能转化为热能的多寡,即打浆机出口浆温度减去入口浆温度作为打浆过程作功多少的度量。
1.主机传迩应沼)造纸工艺流程图1-1造纸生产流程示意图造纸的工艺流程由如下几个主要环节组成:1、制浆段:原料选择一蒸煮分离纤维一洗涤一漂白一洗涤筛选一浓缩或抄成浆片一储存备用。
2、抄纸段:散浆一除杂质一精浆一打浆一配制各种添加剂一纸料的混合一纸料的流送一头箱一网部一压榨部一干燥部一表面施胶一干燥一压光一卷取成纸。
3、涂布段:涂布原纸一涂布机涂布一干燥一卷取一再卷一超级压光。
造纸4、加工段:复卷一裁切平板(或卷筒)一分选包装一入库结束。
一、制浆工艺1、植物纤维原料制浆(木浆、非木浆)工艺流程说明:纤维离解对化学法制浆工艺是蒸煮过程,对机械法制浆工艺是粗磨过程,对化机法、半化学法制浆工艺是化学预处理过程和磨浆过程。
制浆方法:利用机械磨解、化学处理或化学处理与机械磨解相结合的方法,将植物原料分离为单根纤维形态,并使之达到符合使用要求的洁净程度。
制浆方法基本上分为三大类:①机械法制浆:以机械磨解(机械离解)为主的分离纤维的方法。
制浆得率(即一定原料所制出纸浆的重量百分率)最高,木材原料得率可达95%左右。
②化学法制浆:以化学药剂蒸煮植物原料成浆的方法。
制浆得率约为40〜50%(高得率化学浆也可达65%)。
③化学机械法制浆:以化学药剂对制浆原料进行一定程度的化学预处理,再以机械磨解分离成浆的方法。
根据化学预处理的程度,纸浆的得率在65〜94%之间。
习惯上也有将得率为65〜84%的制浆方法称为半化学法制浆,而将得率为85〜94%的方法称为化学机械法制浆。
但两者本质上都是用化学机械法制造的。
各种制浆方法所制得的纸浆都需经过适当的洗涤、筛选、除杂或进一步漂白与精制以提高质量,满足生产不同品种纸张的质量要求。
2、废纸原料制浆工艺流程1)废纸的碎解和造纸工业一样,纸浆生产厂家所使用的废纸根据来源可以分为三类:纸厂损纸;用户使用前的废纸,如印刷废料和裁切废料;用户使用后的废纸,主要包括从家庭和商店回收的废纸。
前两类废纸清洁优质,但数量少,价格高。