无铅焊接助焊剂msds
- 格式:doc
- 大小:82.00 KB
- 文档页数:3
技術資料表1.簡介屬於電子元器件管腳無鉛上錫時的專用助焊劑。
助焊劑中合適的固體含量及其內部活性機理確保了上錫光亮飽滿。
的另一個特徵是焊後電路板有著很高的表面絕緣電阻,可以保證電氣性能的可靠性。
2.特征•不含松香•焊點表面光亮•高潤濕性•符合ANSI/J-STD-004•高表面絕緣電阻,且不會明顯下降•焊後需用水清洗3.管理•密封保存期限為 1年,請勿冷凍保存該產品。
•避免陽光直射或高熱。
•使用前無需攪拌。
•請勿將剩餘助焊劑與未使用助焊劑混合封裝,保持容器密封。
•助焊劑長期存放後,在使用前應測量其比重,並通過添加稀釋劑來調節比重至正常。
4.操作說明項目建議參數浸沾時間 1.5-3.5秒,通常為2.0-2.5秒錫爐溫度250-270℃,通常為260℃注:以上參數僅為參考,不保證可獲得最佳焊接效果。
鑒於使用者的設備、元器件、電路板等方面的條件各不相同,建議使用者採用試驗設計方法來獲得優化參數。
5.工藝控制使用過程中對助焊劑的控制非常重要,可以保證助焊劑的成份不發生變化。
波峰焊過程中助焊劑的準確控制不僅可以保證相同的焊接效果,而且可以使焊後殘留物最少,從而消除對焊點探針測試的幹攏。
6.物理性能•基本物理特徵項目測試結果外觀無色至淡黃色液體氣味醇類味物理穩定性通過:5±2℃無分層或結晶析出,45±2℃下無分層現象固體含量 3.2±0.2%比重0.850 ± 0.01g酸值31.0±5.0mgKOH/g可靠性性能項目技術要求測試結果銅板腐蝕IPC-TM-650 2.6.15 通過銅鏡腐蝕IPC-TM-650 2.3.32 通過表面絕緣電阻測試條件要求測試結果IPC J-STD-004 板面向上,未清洗>1.0*108 Ohms 1.9*108 OhmsOhmsIPC J-STD-004 板面向上,未清洗>1.0*Ohms>1.0*10108 Ohms 2.1*108 OhmsIPC J-STD-004 空白板>2.0*108 Ohms 4.1*109 OhmsOhmsIPC--B-24板,線寬0.4mm,線距0.5mm0.5mm 85℃,85%RH,168小時/-50V,測量電壓100V,IPC7.焊後清洗•FXF3000屬於水溶性助焊劑,一般應用時需清洗焊後殘留物.助焊劑後殘留物可用去離子水進行清洗。
东莞市奥本特电子材料有限公司无铅助焊剂JS801B◆技术资料表◆产品承认书◆SGS报告无铅助焊剂技术资料产品简介Introduction无铅免洗助焊剂经由特殊的活动化制程,复合而成免洗低固量、中活性的电子助焊剂,焊接后的板面透明而干净,且有快干不粘手的特性,符合焊接行业规定的MIL-14256及美国联邦QQ-S-571标准。
产品特点Features●焊接表面无残留、无粘性、焊接后表面与焊前一样●本剂不具任何腐蚀的残留物●本剂低烟,不污染工作环境,不影响人体健康●本剂有极高的表面绝缘阻抗值●通过严格的阻抗测试●通过严格的铜镜测试●焊锡表面与零件面无白粉产生,无吸湿性●上锡速度快、润湿(Wetting)性高,即使很小的贯穿孔依然可以上锡。
适用范围Scope计算机、通讯设备、电视机、音响设备、家用电器、仪器设备、医疗设备、UPS 等电子行业PCB 板的焊接。
无铅助焊剂JS801B 特性表无铅助焊剂JS800系列操作建议参数表助焊剂常见状况与分析一、 焊后PCB 板面残留多板子脏:1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
2.走板速度太快(FLUX 未能充分挥发)。
无铅助焊剂特性参数表3.锡炉温度不够。
4.锡液中加了防氧化剂或防氧化油造成的。
5.助焊剂涂布太多。
6.组件脚和板孔不成比例(孔太大)使助焊剂上升。
7.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:1.波峰炉本身没有风,造成助焊剂涂布量过多,预热时滴到加热管上。
2.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3.PCB上胶条太多,把胶条引燃.4.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
5.工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑):1.预热不充分(预热温度低、走板速度快)造成FLUX留多,有害物残留太多。
2.使用需要清洗的助焊剂,焊完后或未及时清洗。
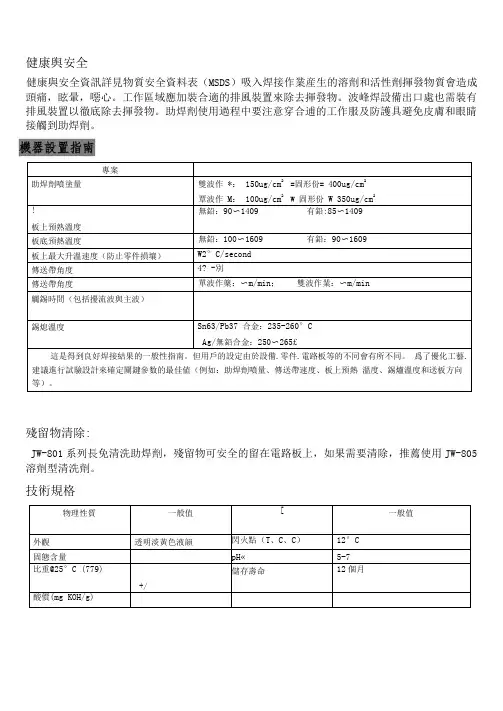
健康舆安全健康與安全資訊詳見物質安全資料表(MSDS)吸入焊接作業産生的溶劑和活性劑揮發物質會造成頭痛,眩暈,噁心。
工作區域應加裝合適的排風裝置來除去揮發物。
波峰焊設備出口處也需裝有排風裝置以徹底除去揮發物。
助焊劑使用過程中要注意穿合逋的工作服及防護具避免皮膚和眼睛接觸到助焊劑。
殘留物清除:JW-801系列長免清洗助焊劑,殘留物可安全的留在電路板上,如果需要清除,推薦使用JW-805 溶劑型清洗劑。
技術規格腐蝕性測試J-STD-004表面絕緣電阻(所有値以ohms計)JIS表面絕緣電阻(所有値以ohms計)BELLCORE表面絕緣電阻(所有值以ohms計)BELLCORE電遷移(所有値以ohms計)三、成份辨識資料四、危害辨識資料五、急救措施五、滅火措施六、泄漏處理方法個人應注意事項:處理泄漏時不得有任何火源,處理人貝須配戴充份的個人防護設備。
環境注意事項:不可大量泄漏至土壤、溝渠。
清理方法:若泄漏於空氣不流通之盛,首先須移開所有的火源.少量泄漏可用紙張或吸附物吸去泄漏液再移至通風處自然揮發。
大量泄漏須抽取至儲存桶,殘留部份以吸附物處理。
七、安全處置與儲存方法八、暴露預防措施九、物理及化學性質十、安全性及反應性十一、毒性資料十二、生態資料十三、廢棄處置方法廢棄處置方法:焚化或密封儲存,須按廢棄物處理法規處置。
十四、運送資料國際運送規定:(空白)聯合國編號:UN1219, isopropyl alcohol 國內運送規定:危險物品專用車運輪. 特殊運送方法及注意事項:(空白)十五、法規資料十六、其他資料。
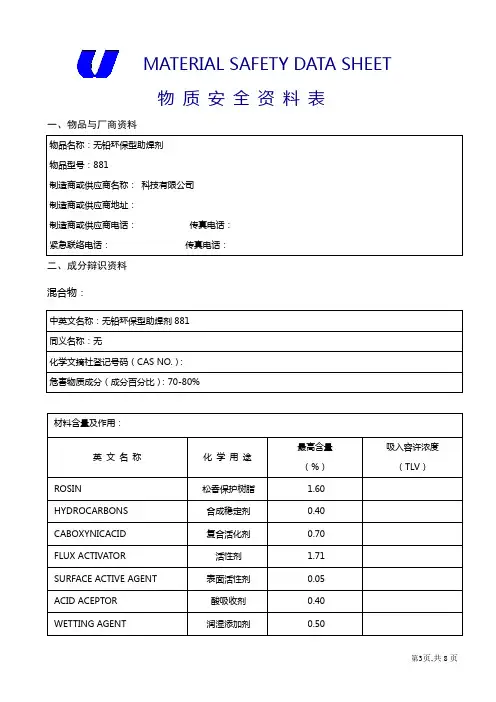
物质安全资料表一、物品与厂商资料
二、成分辩识资料
混合物:
物质安全资料表
三、危害辨识资料
四、急救措施
五、灭火措施
物质安全资料表
六、洩漏处理方法
七、安全处置及储存方法:
物质安全资料表
物质安全资料表
八、暴露预防措施
九、物理及化学性质
十、安定性及反应性
物质安全资料表
十一、毒性物资
十二、生态资料
十三、废弃处理方法
物质安全资料表
十四、运送资料
十五、法规资料
十六、其他资料
注:上述资料由提供,本公司对上述资料已力求正确,但错误恐仍难免,各项数据与资料仅供参考,使用者
物质安全资料表请依应用需求,自行负责判断其可用性。
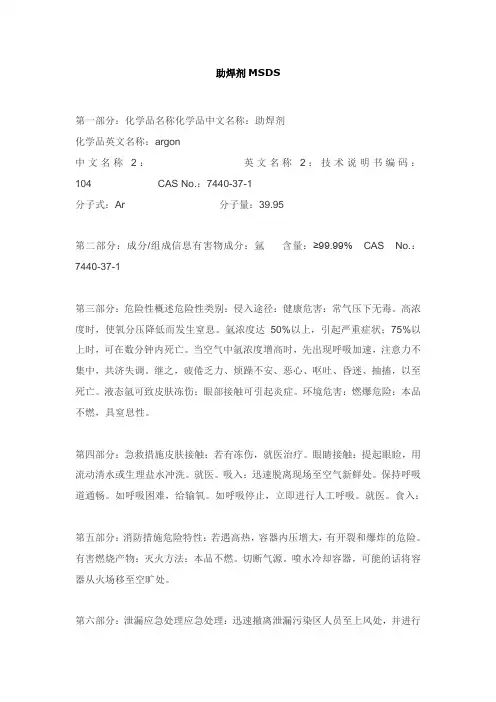
助焊剂MSDS第一部分:化学品名称化学品中文名称:助焊剂化学品英文名称:argon中文名称2:英文名称2:技术说明书编码:104 CAS No.:7440-37-1分子式:Ar 分子量:39.95第二部分:成分/组成信息有害物成分:氩含量:≥99.99% CAS No.:7440-37-1第三部分:危险性概述危险性类别:侵入途径:健康危害:常气压下无毒。
高浓度时,使氧分压降低而发生窒息。
氩浓度达50%以上,引起严重症状;75%以上时,可在数分钟内死亡。
当空气中氩浓度增高时,先出现呼吸加速,注意力不集中,共济失调。
继之,疲倦乏力、烦躁不安、恶心、呕吐、昏迷、抽搐,以至死亡。
液态氩可致皮肤冻伤;眼部接触可引起炎症。
环境危害:燃爆危险:本品不燃,具窒息性。
第四部分:急救措施皮肤接触:若有冻伤,就医治疗。
眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。
就医。
吸入:迅速脱离现场至空气新鲜处。
保持呼吸道通畅。
如呼吸困难,给输氧。
如呼吸停止,立即进行人工呼吸。
就医。
食入:第五部分:消防措施危险特性:若遇高热,容器内压增大,有开裂和爆炸的危险。
有害燃烧产物:灭火方法:本品不燃。
切断气源。
喷水冷却容器,可能的话将容器从火场移至空旷处。
第六部分:泄漏应急处理应急处理:迅速撤离泄漏污染区人员至上风处,并进行隔离,严格限制出入。
建议应急处理人员戴自给正压式呼吸器,穿一般作业工作服。
尽可能切断泄漏源。
合理通风,加速扩散。
如有可能,即时使用。
漏气容器要妥善处理,修复、检验后再用。
第七部分:操作处置与储存操作注意事项:密闭操作。
密闭操作,提供良好的自然通风条件。
操作人员必须经过专门培训,严格遵守操作规程。
防止气体泄漏到工作场所空气中。
远离易燃、可燃物。
搬运时轻装轻卸,防止钢瓶及附件破损。
配备泄漏应急处理设备。
储存注意事项:储存于阴凉、通风的库房。
远离火种、热源。
库温不宜超过30℃。
应与易(可)燃物分开存放,切忌混储。
储区应备有泄漏应急处理设备。
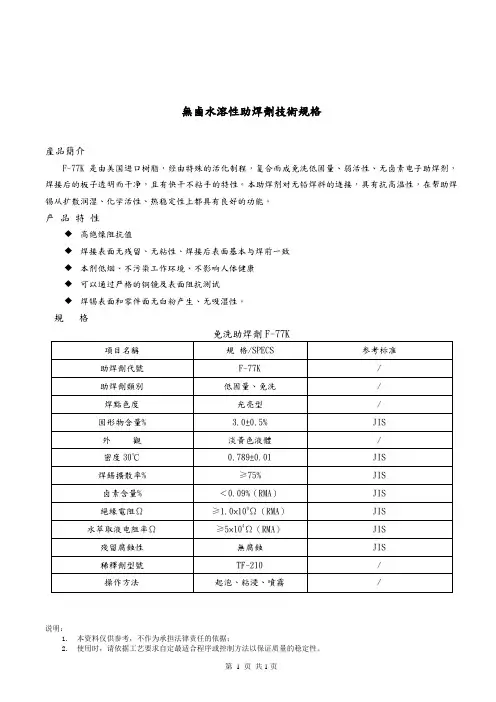
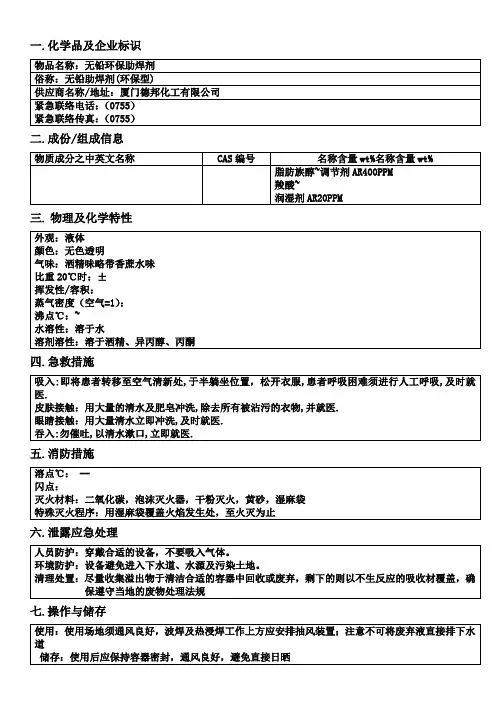
無鹵水溶性助焊劑技術規格
産品簡介
F-77K是由美国进口树脂,经由特殊的活化制程,复合而成免洗低固量、弱活性、无卤素电子助焊剂,焊接后的板子透明而干净,且有快干不粘手的特性。
本助焊剂对无铅焊料的连接,具有抗高温性,在帮助焊锡从扩散润湿、化学活性、热稳定性上都具有良好的功能。
产品特性
◆高绝缘阻抗值
◆焊接表面无残留、无粘性、焊接后表面基本与焊前一致
◆本剂低烟、不污染工作环境、不影响人体健康
◆可以通过严格的铜镜及表面阻抗测试
◆焊锡表面和零件面无白粉产生、无吸湿性。
規格
说明:
1.本资料仅供参考,不作为承担法律责任的依据;
2.使用时,请依据工艺要求自定最适合程序或控制方法以保证质量的稳定性。
第 1 页共1页。
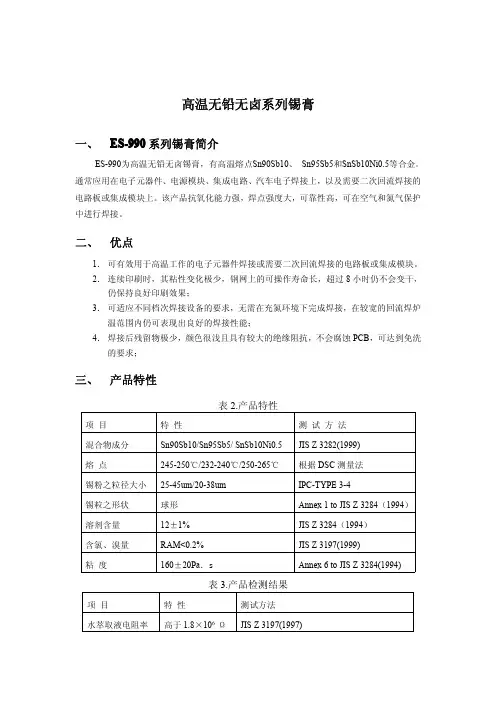
高温无铅无卤系列锡膏一、E S-990系列锡膏简介ES-990为高温无铅无卤锡膏,有高温熔点Sn90Sb10、Sn95Sb5和SnSb10Ni0.5等合金。
通常应用在电子元器件、电源模块、集成电路、汽车电子焊接上,以及需要二次回流焊接的电路板或集成模块上。
该产品抗氧化能力强,焊点强度大,可靠性高,可在空气和氮气保护中进行焊接。
二、优点1.可有效用于高温工作的电子元器件焊接或需要二次回流焊接的电路板或集成模块。
2.连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过8小时仍不会变干,仍保持良好印刷效果;3.可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现出良好的焊接性能;4.焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB,可达到免洗的要求;三、产品特性表2.产品特性项目特性测试方法混合物成分Sn90Sb10/Sn95Sb5/SnSb10Ni0.5JIS Z3282(1999)熔点245-250℃/232-240℃/250-265℃根据DSC测量法锡粉之粒径大小25-45um/20-38um IPC-TYPE3-4锡粒之形状球形Annex1to JIS Z3284(1994)溶剂含量12±1%JIS Z3284(1994)含氯、溴量RAM<0.2%JIS Z3197(1999)粘度160±20Pa.s Annex6to JIS Z3284(1994)表3.产品检测结果项目特性测试方法水萃取液电阻率高于1.8×106ΩJIS Z3197(1997)绝缘电阻测试高于1×1013ΩBoard type2,Annex3to JIS Z3284(1994)宽度测试下滑低于0.15mm印刷在陶瓷板上,150度加热60秒焊点加热前后下滑宽度测试&STD-092b焊粒形状测试很少发生印刷在陶瓷板上,溶化及回热后,50倍显微镜观察&STD-009e扩散率超过80%JIS Z3197(1986)6.10铜盘浸湿测试无腐蚀JIS Z3197(1986)6.6.1残留物测试通过Annex12to JIS Z3284(1994)注:以本结果为本公司测试方式及结果四、产品特色1、可有效用于高温工作的电子元器件焊接或需要二次回流焊接的电路板或集成模块上。
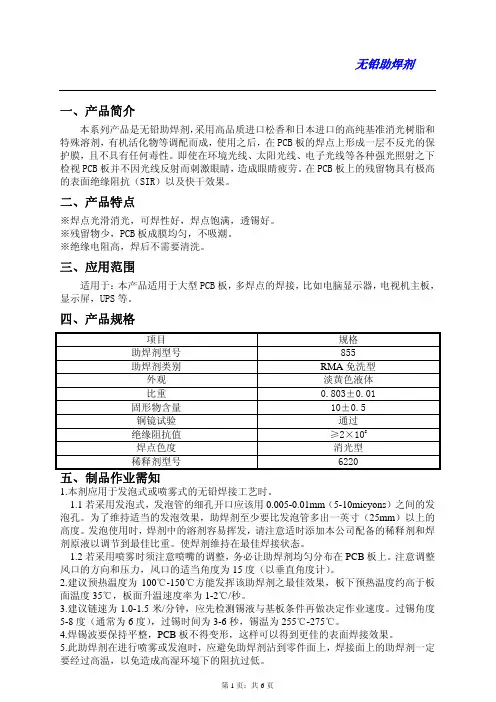
一、产品简介本系列产品是无铅助焊剂,采用高品质进口松香和日本进口的高纯基准消光树脂和特殊溶剂,有机活化物等调配而成,使用之后,在PCB板的焊点上形成一层不反光的保护膜,且不具有任何毒性。
即使在环境光线、太阳光线、电子光线等各种强光照射之下检视PCB板并不因光线反射而刺激眼睛,造成眼睛疲劳。
在PCB板上的残留物具有极高的表面绝缘阻抗(SIR)以及快干效果。
二、产品特点※焊点光滑消光,可焊性好,焊点饱满,透锡好。
※残留物少,PCB板成膜均匀,不吸潮。
※绝缘电阻高,焊后不需要清洗。
三、应用范围适用于:本产品适用于大型PCB板,多焊点的焊接,比如电脑显示器,电视机主板,显示屏,UPS等。
四、产品规格项目 规格助焊剂型号 855助焊剂类别RMA免洗型外观 淡黄色液体比重0.803±0.01固形物含量 10±0.5铜镜试验 通过绝缘阻抗值 ≥2×108焊点色度 消光型稀释剂型号 6220五、制品作业需知1.本剂应用于发泡式或喷雾式的无铅焊接工艺时。
1.1若采用发泡式,发泡管的细孔开口应该用0.005-0.01mm(5-10micyons)之间的发泡孔。
为了维持适当的发泡效果,助焊剂至少要比发泡管多出一英寸(25mm)以上的高度。
发泡使用时,焊剂中的溶剂容易挥发,请注意适时添加本公司配备的稀释剂和焊剂原液以调节到最佳比重。
使焊剂维持在最佳焊接状态。
1.2若采用喷雾时须注意喷嘴的调整,务必让助焊剂均匀分布在PCB板上。
注意调整风口的方向和压力,风口的适当角度为15度(以垂直角度计)。
2.建议预热温度为100℃-150℃方能发挥该助焊剂之最佳效果,板下预热温度约高于板面温度35℃,板面升温速度率为1-2℃/秒。
3.建议链速为1.0-1.5米/分钟,应先检测锡液与基板条件再做决定作业速度。
过锡角度5-8度(通常为6度),过锡时间为3-6秒,锡温为255℃-275℃。
4.焊锡波要保持平整,PCB板不得变形,这样可以得到更佳的表面焊接效果。
助焊剂的MSDS材料的识别、物理及化学性质物品名及型号化学结构式外观固点自燃点沸点闪点比重PH值折射率固含量助焊剂TG614混合物无色透明液体-90℃429℃80-100℃18℃0.790 5.1 1.8326 3.00助焊剂的危险性引火点发火点爆炸界限可燃性稳定性、反应性氧化性自我反应性、爆炸性其它>8-10℃ 42.9℃上限:8.0下限:9.2 含有可燃性物质安定——————助焊剂的有害性刺激性急性毒性慢性毒性其它有 LD50:5045mg/kg ——会使眼睛、鼻、喉等粘膜受刺激,而引起头痛防止暴露措施管理浓度容许浓度设备对策醇系浓度 400PPM TLV-TVVM400PPM 局部加强排气设备操作、保管注意事项操作注意事项:1、作业后务必把手洗干净。
2、作业服请收拾于专用衣柜中。
3、作业时个人防护措施。
防护具呼吸用保护具:防毒面罩保护眼镜:保护眼镜保护手套:橡胶制品保护衣:不渗透性围裙及不渗透性工作服保管注意事项:1、请保管于冷暗处(20℃以下)。
2、存放在安全而通风的地方,经常保持桶盖紧闭。
3、避免长期不断的吸入蒸气。
急救措施1、进入眼睛时:使用流水至少冲洗15分钟以上,再送至医院接受治疗。
2、沾染皮肤时:用含有乙醇的纱布擦拭,再用肥皂水清洗。
3、吸入体内时:吸入本制品,立刻接受医生的诊治。
4、吞进体内时:立即在医生的指示下采取相应措施,再接受医生诊治。
火灾时的措施1、灭火方法:使用粉沫、二氧化碳、乾燥砂等灭火。
2、灭火剂:粉沫、二氧化碳、泡沫、乾燥砂。
泄漏时的措施1、应远离烟火。
2、用抹布等擦拭,擦拭后废弃物按12.1处理。
废物处理依据中毒预防规则,废弃物处理及清扫依有关法规委由领有执照的专业人士清送。
运送注意事项用铁桶包装,参照操作及保管上应注意事项,依据中毒预防规则运送。
Welcome !!! 欢迎您的下载,资料仅供参考!。